Sac Metal Ağırlığı Nasıl Hesaplanır: Temel Formüller
Sac levhanın ağırlığını hızlı bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu makale, sacın ağırlığını hesaplamak için basit bir formül...
Hiç kesmek istemediğiniz inatçı bir metal parçasıyla mücadele ettiniz mi? Metal kesmek basit görünebilir, ancak beceri ve teknik gerektirir. Bu makale, doğru bıçağı seçmekten duruşunuzu mükemmelleştirmeye kadar etkili metal kesmenin sırlarını ortaya çıkaracak. İster kendin yap meraklısı ister profesyonel bir makinist olun, kesimlerinizi daha temiz, daha hızlı ve daha güvenli hale getirecek ipuçlarını öğreneceksiniz. Metal kesme oyununuzu dönüştürmeye hazır olun!

Malzemelerin veya iş parçalarının bir el testeresi ile kesilmesi veya yarık açılması işlemine testere ile kesme denir. Uygulamaları Şekil 1'de gösterilmiştir.
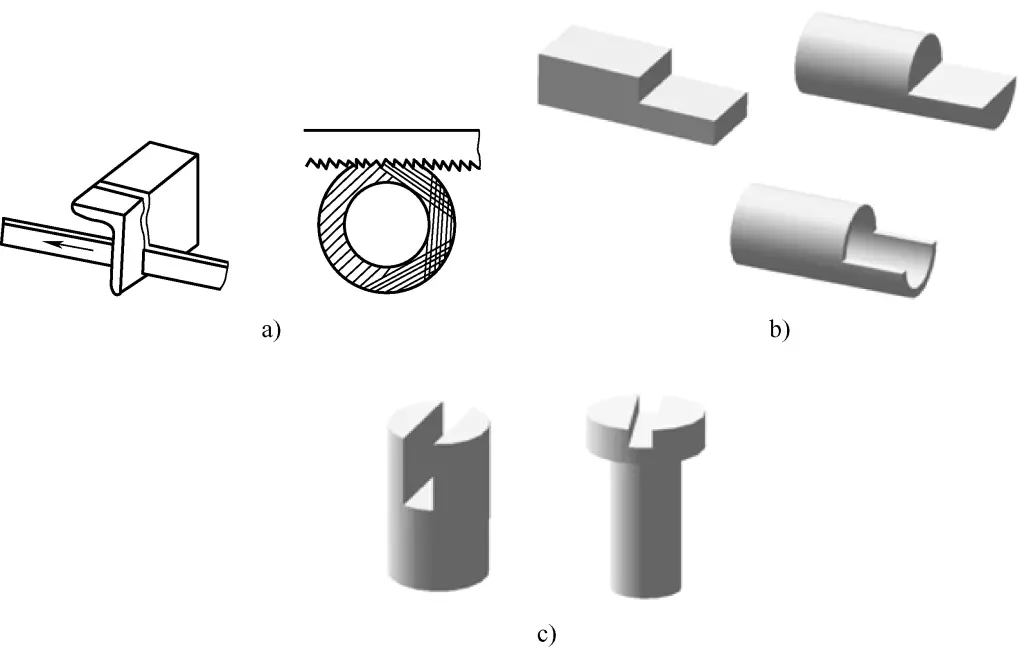
a) Kesme malzemeleri
b) Malzemelerin çıkarılması
c) Yuvalama
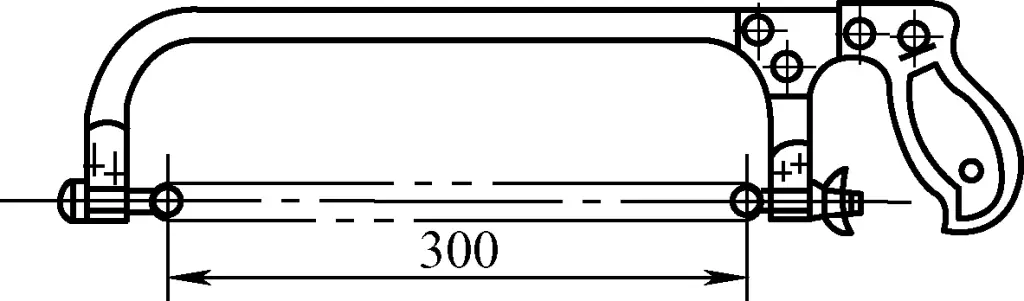
Bir el testeresi iki parçadan oluşur: testere çerçevesi ve testere bıçağı. Testere çerçevesi, testere bıçağını sıkıştırmak ve germek için kullanılır ve iki türü vardır: sabit çerçeve ve ayarlanabilir çerçeve. Şekil 2 sabit çerçeveli bir testereyi, Şekil 3 ise ayarlanabilir çerçeveli bir testereyi göstermektedir.
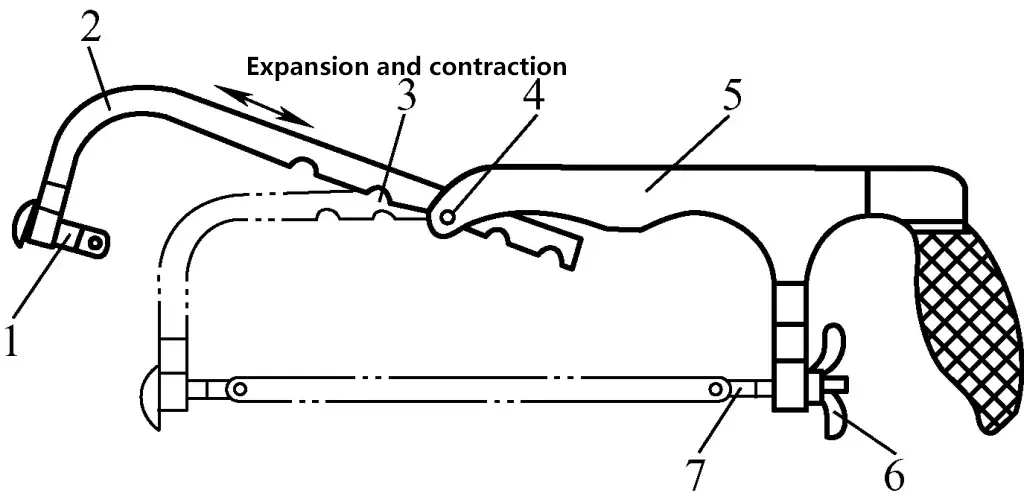
1-Sabit kelepçe kafası (kare zıvana)
2-Ayarlanabilir testere çerçevesi
3-Yarı dairesel yuva
4-Sınırlama yuvası
5-Sabit testere çerçevesi
6-Kanat somunu
7-Hareketli kelepçe kafası (kare zıvana)
Ayarlanabilir testere çerçevesinin ön bölümü arka bölüm içinde serbestçe uzayıp geri çekilebildiğinden, farklı uzunluklardaki testere bıçaklarını barındırabilir ve bu da onu yaygın olarak uygulanabilir hale getirir. Testere bıçağı, sabit kelepçe kafasının ve hareketli kelepçe kafasının yuvarlak pimlerine yerleştirilir ve hareketli kelepçe kafasındaki kelebek somun sıkılarak testere bıçağının gerginliği ayarlanabilir.
Bir testere bıçağının boyutu, her iki uçtaki montaj delikleri arasındaki mesafe ile gösterilir. Yaygın olarak kullanılan boyut 300 mm uzunluğunda, 12 mm genişliğinde ve 0,8 mm kalınlığındadır.
1) Testere Dişi Açıları
Şekil 4'te gösterildiği gibi, testere dişinin arka açısı 40° ila 45°, kama açısı 45° ila 50° ve ön açısı yaklaşık 0°'dir.
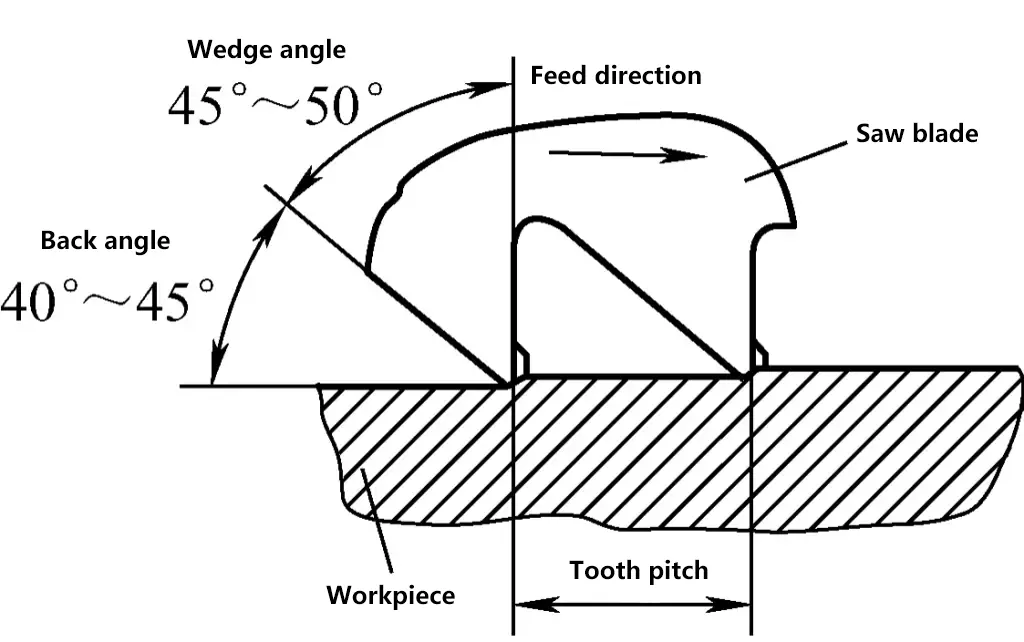
2) Diş Aralığı
İki bitişik testere dişi arasındaki mesafeye diş adımı denir. Diş aralığı ne kadar büyükse talaş alanı da o kadar büyük olur. Diş aralığının boyutuna bağlı olarak, testere bıçakları üç tipte sınıflandırılabilir: Tablo 1'de gösterildiği gibi kaba dişler, orta dişler ve ince dişler.
Tablo 1 Testere Dişi Özellikleri ve Uygulamaları
| Diş Kaba Kalınlığı | 25mm başına diş sayısı | Diş Aralığı/mm | Uygulama |
| Kaba | 14-18 | 1.8-1.5 | Bakır, alüminyum veya kalın iş parçaları gibi yumuşak malzemelerin kesilmesi |
| Orta | 19-23 | 1.3-1.1 | Sıradan çelik, dökme demir vb. gibi orta sertlikteki malzemelerin kesilmesi. |
| Güzel | 24-32 | 1.0-0.8 | Sert çelik ve ince duvarlı iş parçalarının kesilmesi vb. |
3) Testere çentiği
Testere bıçağındaki dişler, testere çentiğini oluşturmak için dönüşümlü olarak sola ve sağa yerleştirilir. Şekil 5a'da dalgalı testere çentiği ve Şekil 5b'de dönüşümlü testere çentiği olarak gösterilen iki tip şekil vardır. Kesme işlemi sırasında testere çentiği testere kesimini oluşturur. Testere çentiğinin genişliği S, testere sırtının kalınlığından b daha büyük olduğundan, testere kesiminin genişliği her zaman testere sırtının kalınlığından daha büyüktür, bu da testere bıçağının kesimde takılma olasılığını azaltır (testere sıkışması oluşumunu azaltır).
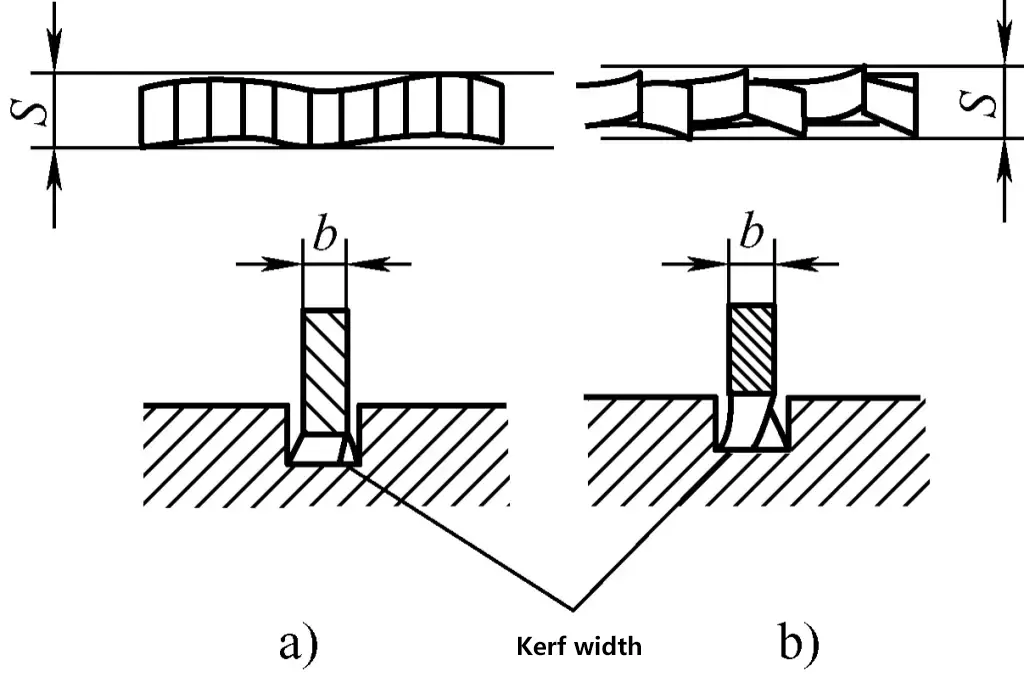
a) Dalgalı diş deseni
b) Alternatif diş deseni
Uygulama, testere dişleri aşındıkça testere çentiğinin genişliğinin azaldığını göstermiştir. Genişliği artık testere sırtının kalınlığından daha büyük olmadığında, ortaya çıkan testere kesiminin genişliği de artık testere sırtının kalınlığından daha büyük değildir. Bu durum testere bıçağı ile kesim arasında şiddetli sürtünmeye yol açarak testereyle kesmeyi zorlaştırır, testere sıkışmasına neden olur ve hatta testere bıçağını kırabilir.
4) Testere bıçaklarının seçimi
İş parçası malzemesinin sertliğine ve kalınlığına göre farklı irilikte testere bıçakları seçin. Yumuşak malzemeleri veya kalın iş parçalarını keserken, daha geniş talaş boşluklarına sahip kaba dişli testere bıçakları kullanın. Sert malzemeleri ve ince iş parçalarını keserken, bıçak yapışmasını önlemek ve diş ufalanmasını ve körelmesini azaltmak için orta dişli veya hatta ince dişli testere bıçakları kullanın.
Genel olarak, kaba dişli testere bıçakları yumuşak malzemelerin kesilmesi için uygundur metaller Bakır ve alüminyum gibi kalın iş parçalarının yanı sıra; ince dişli testere bıçakları sert çelik, sac ve ince duvarlı boruları kesmek için uygundur; orta dişli testere bıçakları ise Şekil 6'da gösterildiği gibi çoğunlukla sıradan çelik, dökme demir ve orta kalınlıktaki iş parçalarını işlemek için kullanılır.
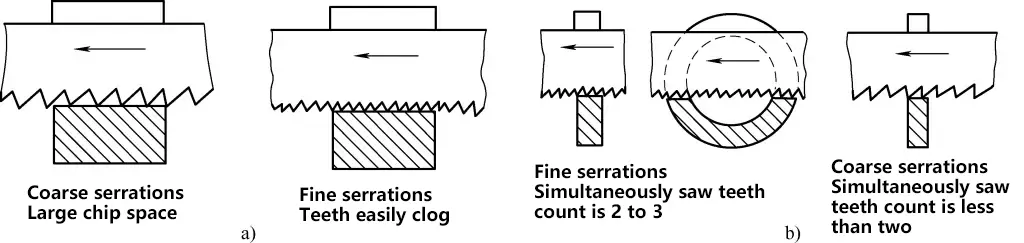
a) Kalın iş parçaları için kaba dişler
b) İnce iş parçaları için ince dişler
1) İş parçası malzemesine ve kalınlığına göre uygun bir testere bıçağı seçin.
2) Ayarlanabilir demir testeresinin ayarlanabilir testere çerçevesi, ayarlanabilir testere çerçevesinin üst yüzeyi sabit testere çerçevesi ile aynı hizada olacak şekilde sabit testere çerçevesinin iç yuvasına yerleştirilmelidir.
3) Kurulum yönü. Şekil 7a'da testere bıçağının doğru montaj yönü, Şekil 7b'de ise yanlış montaj yönü gösterilmektedir. Testere bıçağı geriye doğru takılırsa, sadece kesme işleminde başarısız olmakla kalmaz, aynı zamanda testere dişlerinin hızlı aşınmasına da neden olur.
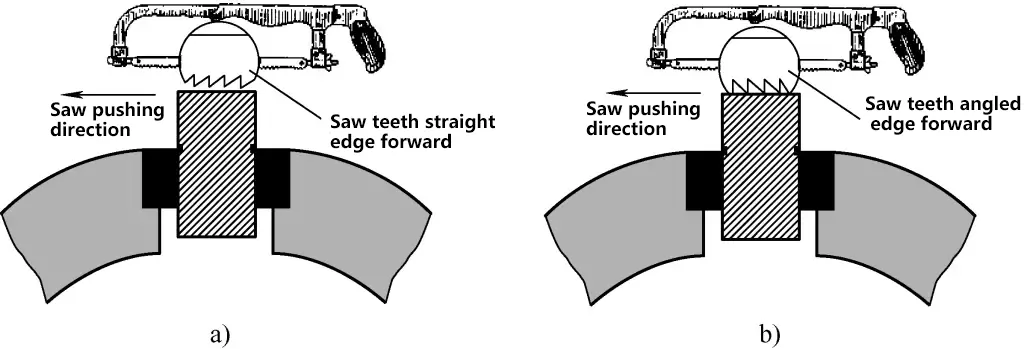
a) Testere bıçağının doğru montaj yönü
b) Testere bıçağının yanlış montaj yönü
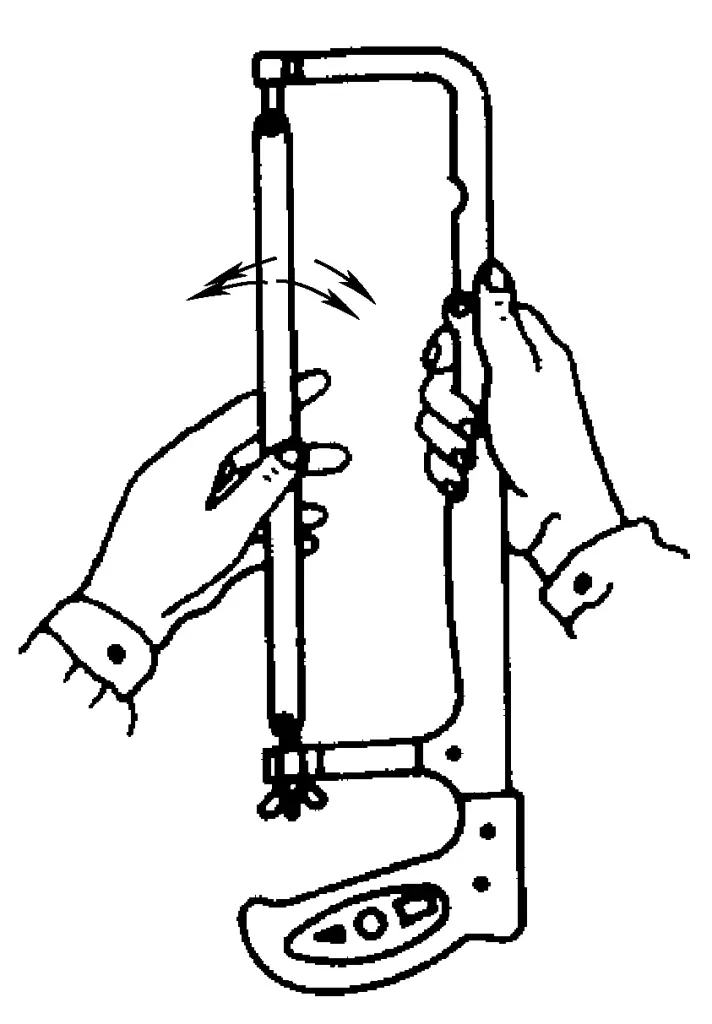
4) Testere bıçağı montajının gerginliği. Testere bıçağı çok sıkı takılırsa elastikiyetini kaybeder ve kırılmaya eğilimli olur; çok gevşek takılırsa testere bıçağı basınç altında bükülebilir, testere kesiminin eğri olmasına ve ayrıca kırılgan kırılmaya eğilimli olmasına neden olabilir. Deneyimlere dayanarak, testere bıçağını sıktıktan sonra, testere bıçağını sağa sola itmek için iki parmağınızı kullanın; Şekil 8'de gösterildiği gibi hafif bir dönme hareketi olmalı, ancak sallanmamalıdır.
5) Testere bıçağı takıldıktan sonra, düzlemi herhangi bir bükülme olmaksızın testere çerçevesinin merkez düzlemi ile hizalanmalıdır.
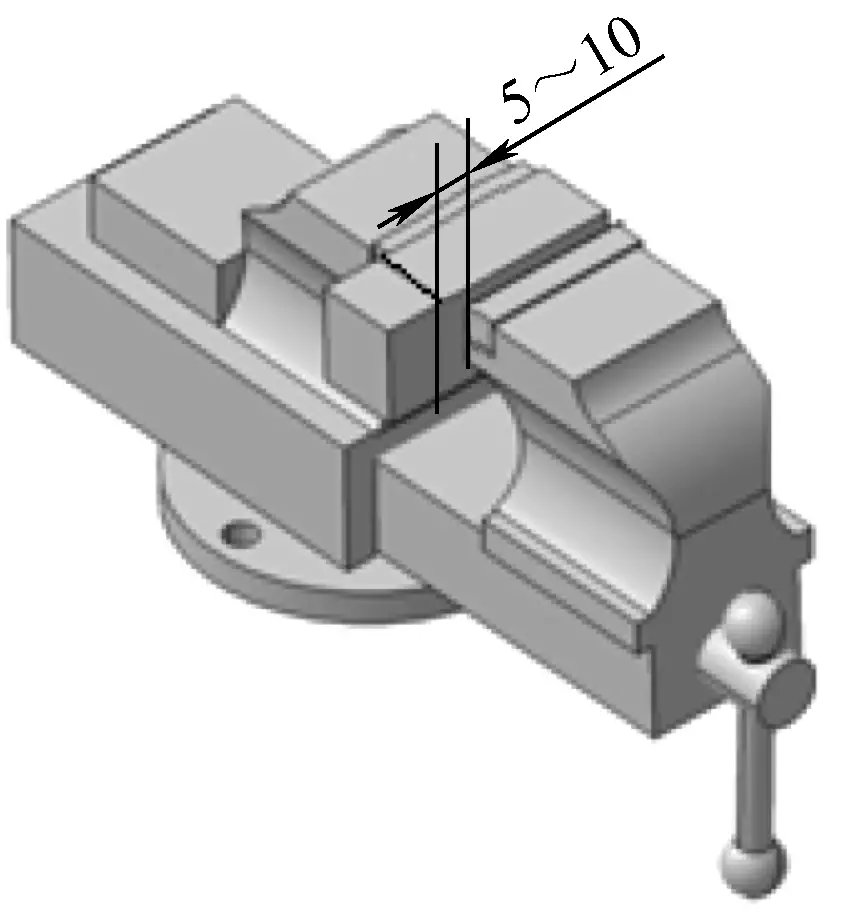
Şekil 9, aşağıdaki kilit noktalarla birlikte testere ile kesme sırasında iş parçasının sıkıştırma konumunu göstermektedir:
Testere çerçevesini tutmanın doğru yolu Şekil 10'da gösterilmiştir. Sağ el tutamağı sıkıca kavrarken, sol el testere çerçevesinin kavisli kısmına hafifçe dayanır, başparmak testere çerçevesinin arkasına bastırır ve diğer dört parmak ön ucu kavrar. Testere çerçevesinin hareketi ve testere ile kesme sırasında basınç ve itme kuvveti esas olarak sağ el tarafından kontrol edilirken, sol el el testeresini desteklemeye yardımcı olur.
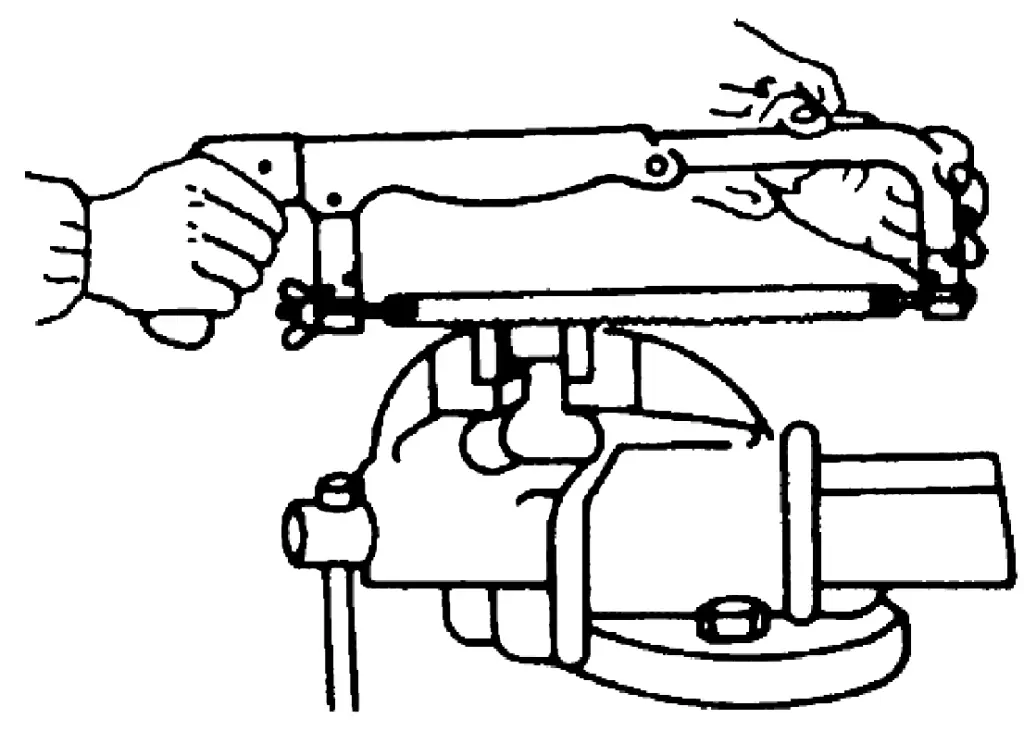
İki yaygın yanlış tutuş vardır: ① sol serçe parmağın testere zıvanasının altına yerleştirilmesi; ② testere çerçevesinin ön ucunun sol elle tam olarak kavranması.
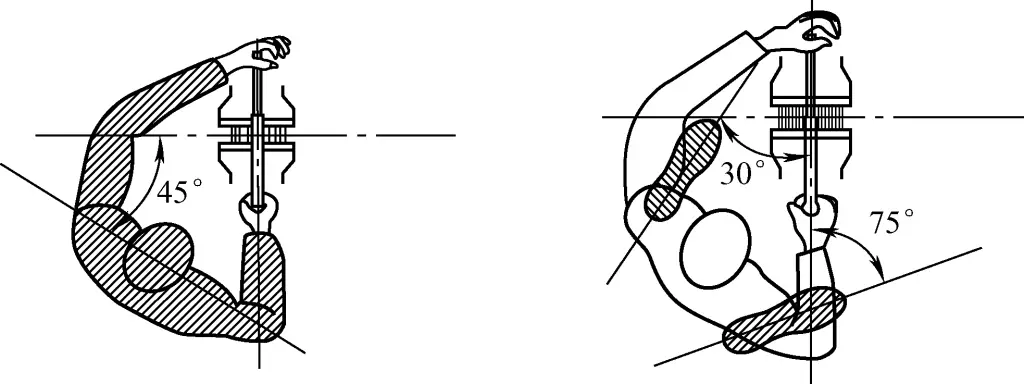
Şekil 11'de gösterildiği gibi, her iki ayağınız da tezgah mengenesine bakacak şekilde, tezgah mengenesinin merkez hattının solunda, yaklaşık olarak testere bıçağının tam uzunluğuna eşit bir mesafede durun; ardından sağ ayak parmağı ile sol topuk arasındaki mesafe yaklaşık olarak testere çerçevesinin uzunluğuna eşit olacak şekilde sol ayakla öne doğru adım atın. Sol ayak, tezgah mengenesinin merkez hattı ile 30°'lik bir açı oluşturmalı ve sağ ayak 75°'lik bir açı oluşturmalıdır.
Testerenin çalıştırılması, kesme işleminin ilk adımıdır ve çalıştırma kalitesi kesme kalitesini doğrudan etkiler.
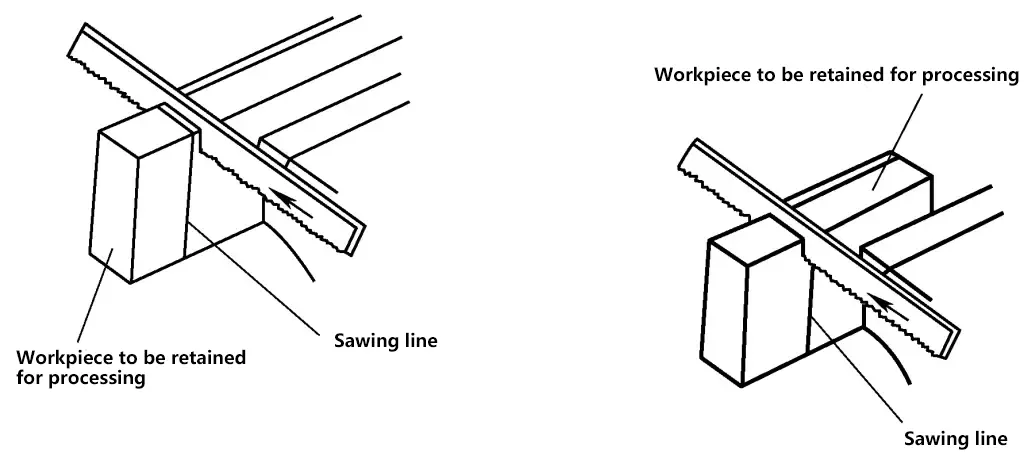
Testereyi sorunsuz bir şekilde çalıştırmak için sol başparmağınızı kullanarak testere bıçağını başlamanız gereken yerde tutun (işaretli kesme çizgisini takip ettiğinizden ve Şekil 12'de gösterildiği gibi iş parçasını hurdaya çıkarmaktan kaçınmak için hangi parçanın işlenmek üzere tutulacağını açıkça belirlediğinizden emin olun).
Testereye ilk başlarken hafif basınç uygulayın ve kısa ileri geri vuruşlar kullanın. Kanal 2-3 mm derinliğe ulaştığında, testere bıçağını tutan eli serbest bırakın ve normal kesme işlemi için testere çerçevesini yatay konuma getirin.
Testereyi başlatmak için iki yaygın yöntem vardır: uzak başlatma ve yakın başlatma.
1) Uzak başlangıç
Uzak başlangıç, testereyi başlatmak için yaygın olarak kullanılan yöntemdir. Şekil 13a'da gösterildiği gibi, uzak başlangıç, testerelemeye iş parçasının sizden en uzak ucundan başlar. Testere dişleri kademeli olarak iş parçasını kestiğinden, dişlerin iş parçası kenarına takılmasını ve yontulmasını önler.

a) Uzak başlangıç
b) Yakın başlangıç
2) Yakın başlangıç
Şekil 13b'de gösterildiği gibi, testerelemeye iş parçasının size en yakın ucundan başlayın. Avantajı, kesme çizgisini net bir şekilde görebilmenizdir, ancak düzgün yapılmazsa testere dişleri kolayca iş parçası kenarına takılabilir ve kırılabilir.
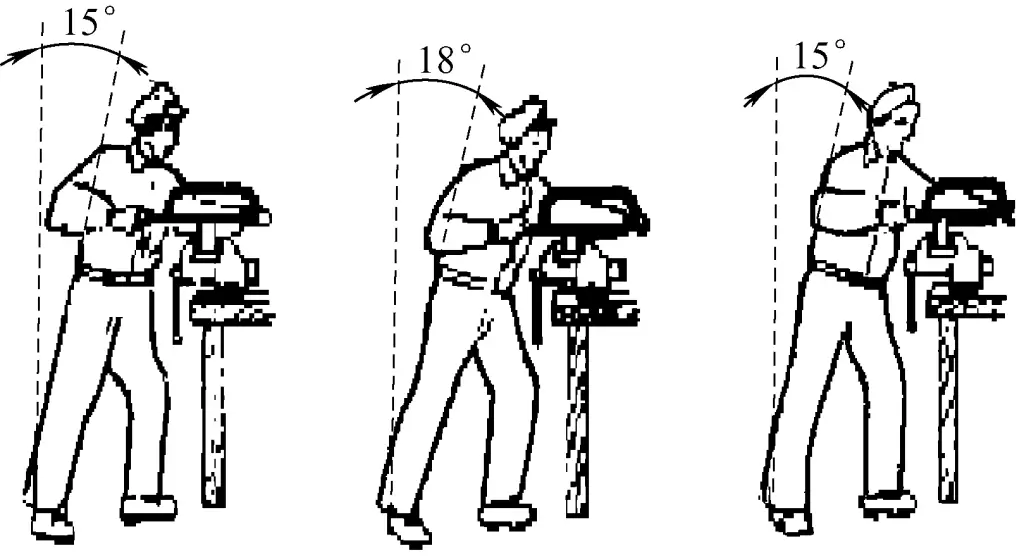
Hangi başlangıç yöntemi kullanılırsa kullanılsın, başlangıç açısı 15°'den az olmalıdır. Başlangıç açısı çok büyükse, testere dişleri iş parçası kenarına takılır ve talaş verir; başlangıç açısı çok küçük veya düzse, testere dişleri malzemeyi kolayca kesmez veya kayarak iş parçası yüzeyini aşındırabilir.
Şekil 14'te gösterildiği gibi, ileri doğru testere ile kesim yaparken vücudu hafifçe öne doğru eğin ve doğal olarak testere çerçevesine doğru bastırın. İleri strok testere bıçağı uzunluğunun yaklaşık üçte ikisine ulaştığında, testerenin reaktif kuvvetini kullanarak vücudun pozisyonuna dönmesine izin verin.
Dönüş strokunda, testere gövdesini sol elinizle hafifçe kaldırarak testere bıçağının iş parçası üzerinde hafifçe kaymasını sağlayın. Gövde ilk konumuna döndüğünde, ikinci ileri geri hareket için hazırlanın. Kesme işlemi boyunca düz bir testere kesimini koruyun ve herhangi bir eğriliği hemen düzeltin.
1) Şekil 15a'da gösterildiği gibi düz ileri geri testereleme, testere çerçevesinin her iki elle düz ileri geri hareket edecek şekilde kontrol edilmesini içerir, ister ileri itin ister geri çekin. Bu testere biçimine düz ileri geri testere denir. Testere çerçevesinin sola ve sağa sallanmasını en aza indirerek daha düz bir testere kesimi ve oluk keserken daha düz bir taban elde etmeyi kolaylaştırır.
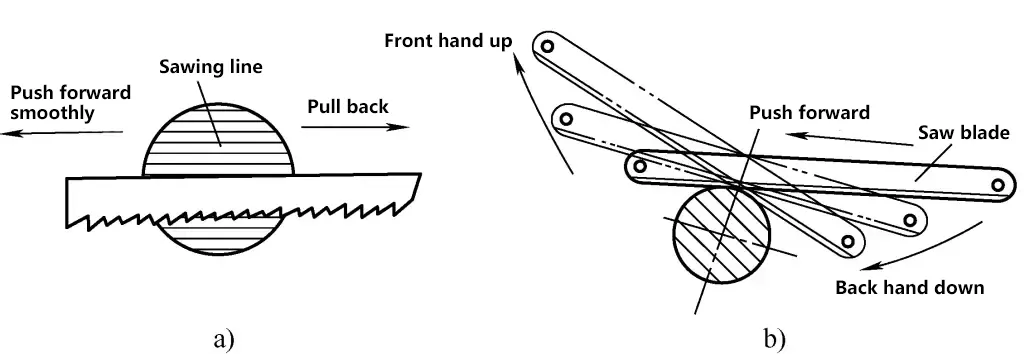
a) Düz pistonlu testere
b) Küçük genlikli sallanan testere
2) Şekil 15b'de gösterildiği gibi küçük genlikli sallanma, testereyi ileri iterken ön ön kolun kaldırılmasını ve arka ön kolun indirilmesini ve geri çekerken arka ön kolun kaldırılmasını ve ön ön kolun indirilmesini içerir ve testere çerçevesinin küçük genlikli bir sallanma hareketi oluşturur.
Düz pistonlu testereyle karşılaştırıldığında, bu yöntemin ana avantajı uzun süreli testereleme sırasında daha az yorulmadır. Dezavantajı ise ön ve arka kolların yukarı ve aşağı sallanmasının testere çerçevesinin sağa ve sola sallanmasına neden olarak kesilen yüzeyin düzlüğünü etkilemesidir. Ek olarak, oluklar kesilirken, oluğun alt kısmı yay şeklinde olacaktır.
Manuel testereleme sırasında operatör, testereleme itme kuvveti ve testereleme basınç kuvveti dahil olmak üzere el testeresi tarafından iş parçası malzemesine uygulanan kuvveti kontrol eder. Testerelemede kuvvet uygulama prensibi, yapışma olmadan düzgün, sabit itme elde ederken uygun bir testere basıncını korumaktır.
1) Şekil 4'te gösterildiği gibi, testereyi ileri iterken testere dişleri kesme durumundadır; testereyi geri çekerken (dönüş stroku) testere dişleri kesmez. Bu nedenle, operatör ileri iterken testere basıncı uygulamalı ve dönüş stroku sırasında basınç uygulamadan testereyi hafifçe kaldırmalıdır, aksi takdirde testere bıçağının aşınmasını hızlandıracaktır.
2) Operatör, işlenen malzemenin sertliğine bağlı olarak makul bir testere basıncı seçmelidir. Yumuşak malzemeleri (bakır, alüminyum, düşük karbonlu çelik vb.) keserken, çok derin kesmeyi ve bağlanmaya neden olmayı önlemek için daha az basınç uygulayın; sert malzemeleri (yüksek karbonlu çelik, dökme demir vb.) keserken, kaymayı önlemek için kesilmeleri kolay olmadığından daha fazla basınç uygulayın.
3) Testere ile kesme sırasında, operasyonun stabilitesini ve güvenliğini sağlamak ve testere dişlerindeki aşınmayı azaltmak için, testere basıncı gerçek testere koşullarına göre uygun şekilde ayarlanmalıdır.
① İşlem sırasında testere ile kesme zorlaşırsa, nedenini derhal analiz edin. Testere diş uçları aşınmışsa, basıncı azaltın veya testere bıçağını değiştirin; iş parçası malzemesinde sert noktalar varsa, basıncı azaltın veya ince dişli bir testere bıçağına geçin.
② İş parçası kesilmek üzereyken basıncı azaltın.
Düz bir testere kesimi elde etmek için kesme hattı boyunca testere ile kesme, testere kalitesi için temel bir gerekliliktir. Bunun için operasyon sırasında testere yönünün iyi kontrol edilmesi gerekir.
1) Kesme işlemi sırasında, testere kesiminin kesme çizgisinden sapıp sapmadığını sık sık kontrol edin ve sapma eğilimi varsa derhal düzeltin.
2) Daha önce de belirtildiği gibi, iş parçasını takarken kesme çizgisi mengene çenelerine paraleldir, bu nedenle testere işlemi sırasında mengene çenelerinin kenarı referans çizgisi olarak kullanılabilir. Yani, testere işlemi sırasında, testere ilerleme yönünü her zaman mengene çenelerinin kenarına paralel tutmaya çalışın.
3) Testere çerçevesinin kesme işlemi sırasında sağa sola sallanmasını önlemeye çalışın.
Uygun testere hızı dakikada 20-40 vuruştur. Testere yumuşak malzemeler için daha hızlı olabilir ve sert malzemeler için daha yavaş olmalıdır. Hız çok yüksekse testere bıçağı çabuk aşınır; çok yavaşsa verim düşük olur. Testere bıçağının orta kısmının çok çabuk körelmesini önlemek için, testere stroku bıçak uzunluğunun üçte ikisinden az olmamalıdır, ancak ön ve arka testere zıvanaları iş parçasının kenarlarına temas etmemelidir.
Testere işlemi sırasında genellikle aşağıdaki nedenlerden dolayı eğri kesimler meydana gelir:
Testere işlemi sırasında eğrilik tespit edilirse, derhal düzeltilmelidir: Şekil 16'da gösterildiği gibi, testere çerçevesinin üst kısmını eğrilikle aynı yönde eğin, kesimi düzeltmek için testere çentiğinin testere sırt kalınlığından daha geniş olduğu gerçeğini kullanarak testere ile keserken aşağı doğru hafif bir basınç uygulayın. Kesim doğru konuma döndüğünde, testere çerçevesini derhal düzeltin ve normal yöntemi kullanarak kesmeye devam edin.
Deneyimler, testere dişlerinin kesme sırasında iş parçasının kenarlarına takılmamasını sağlamak ve testere bıçağının kırılmasını önlemek için genellikle 3-4 dişin kesilen yüzeyle temas halinde olması gerektiğini göstermiştir. Bu nedenle, yassı çelik veya köşebent demir keserken, kesme işlemi Şekil 17'de gösterildiği gibi geniş yüzden aşağıya doğru yapılmalıdır. Geniş yüzeyden aşağıya doğru testere ile kesme sadece verimliliği artırmakla kalmaz, aynı zamanda
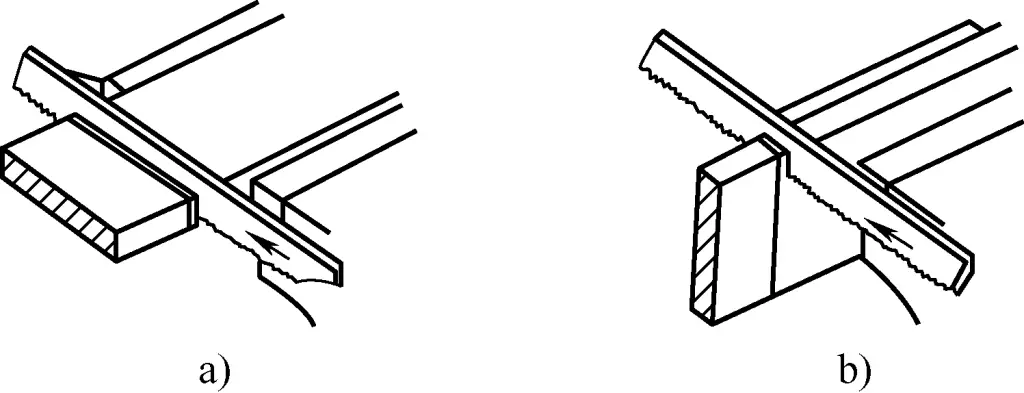
a) Doğru
b) Yanlış
Tersine, dar taraftan aşağıya doğru testere ile kesme sadece ekonomik olmamakla kalmaz, aynı zamanda sadece birkaç testere dişi iş parçasına temas ederek dişlerin sıkışmasına neden olur. İş parçası ne kadar ince olursa, testere dişlerinin iş parçasının kenarları tarafından yakalanması ve kırılması o kadar kolay olur.
1) Kanal çeliğinin testere ile kesilmeden önce sıkıştırılması
Kanal çeliği, testere işlemi sırasında kullanımını etkileyebilecek deformasyonu önlemek için testereden önce doğru şekilde kelepçelenmelidir. Şekil 18, kanal çeliğinin testere ile kesilmeden önce bir tezgah mengenesi üzerinde sıkıştırma yöntemini göstermektedir.
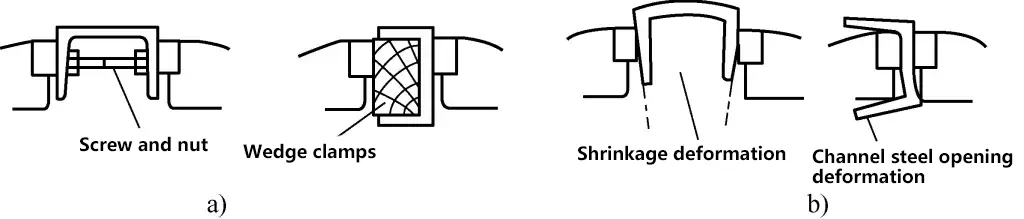
a) Doğru bağlama yöntemi
b) Yanlış bağlama yöntemi
2) Kanal çeliği için testere yöntemi
Şekil 19'da gösterildiği gibi, kanal çeliği kesilirken genellikle geniş taraftan aşağıya doğru üç geçiş yapılır. Tek taraftan testere ile kesilemez; bunun yerine, mümkün olduğunca uzun çentikten testerelemeye başlamaya çalışın. Bu nedenle, iş parçası birçok kez yeniden konumlandırılmalıdır. İlk olarak, geniş yüzeyde kanal çeliğinin bir tarafını kesin (bkz. Şekil 19a); ardından kanal çeliğini çevirin ve geniş yüzeyin orta kısmını kesmek için kelepçeleyin (bkz. Şekil 4-19b); son olarak, kanal çeliğini yana çevirin ve geniş yüzeyin diğer tarafını kesmek için kelepçeleyin (bkz. Şekil 19c).
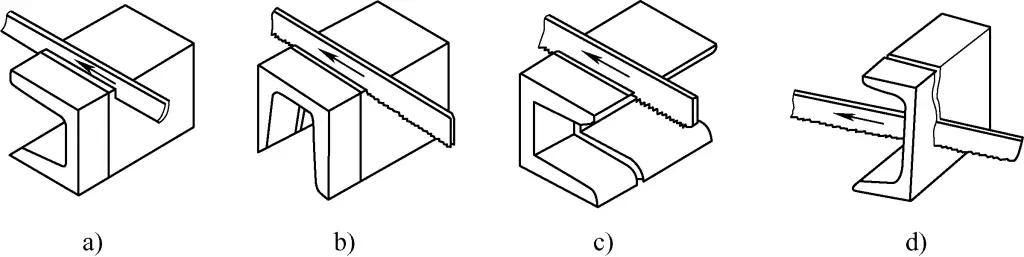
a) Birini çevirin
b) İki çevirin
c) Üç çevirin
d) Normal testere yolu
Kanal çeliği yalnızca bir kez sıkıştırılır ve Şekil 19d'de gösterildiği gibi testereyle açılırsa, ilk olarak verimlilik düşük olur; ikinci olarak, yüksek ve dar orta kısım kesilirken testere dişleri kırılmaya meyillidir ve çentik eşit olmayacaktır, bu nedenle bu yöntem önerilmez.
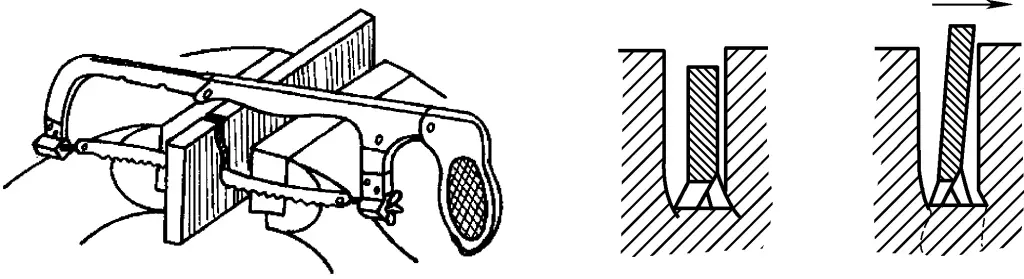
Şekil 20'de gösterildiği gibi, derin olukları keserken, önce dikey olarak kesin. Çentik yüksekliği testere çerçevesinin yüksekliğine ulaştığında, çerçeve iş parçası ile çarpışacaktır. Bu noktada testere bıçağını çıkarın, 90° döndürün ve testere çerçevesini iş parçasının yanına çevirerek yeniden takın, ardından orijinal yol boyunca kesmeye devam edin.
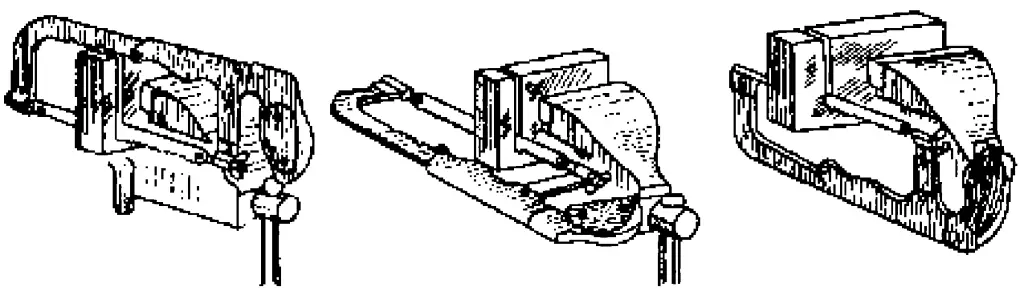
1) Boru şeklindeki malzemelerin testere ile kesilmeden önce sıkıştırılması
Boru şeklindeki malzemeler, testere işlemi sırasında iç çapın kullanımını etkileyebilecek deformasyonunu önlemek için testereden önce doğru şekilde kelepçelenmelidir. Şekil 21, boru şeklindeki malzemelerin testere ile kesilmeden önce bir tezgah mengenesi üzerinde sıkıştırma yöntemini göstermektedir.
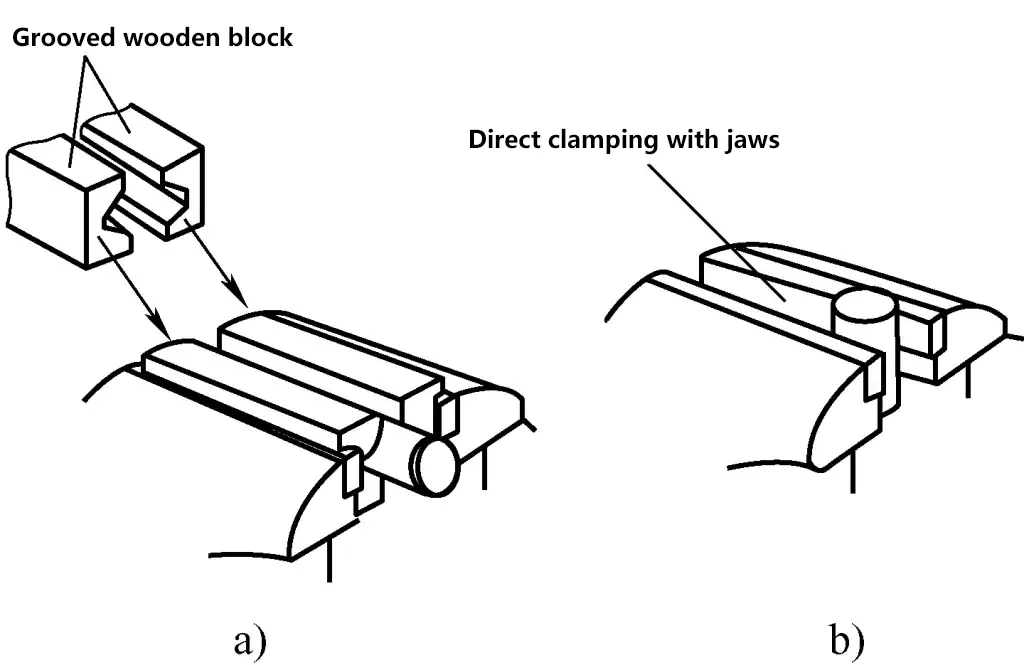
a) Doğru bağlama yöntemi
b) Yanlış bağlama yöntemi
2) Boru şeklindeki malzemeler için testere işlemi
Şekil 22'de gösterildiği gibi, boru şeklindeki malzemeler testereyle kesilirken tek bir yönden kesilemez. Bunun nedeni, testere borunun iç duvarına girdikten sonra testere dişlerinin ince duvarı kesecek olması ve yoğunlaşan kuvvet nedeniyle boru duvarına kolayca takılıp kırılabilmesidir.
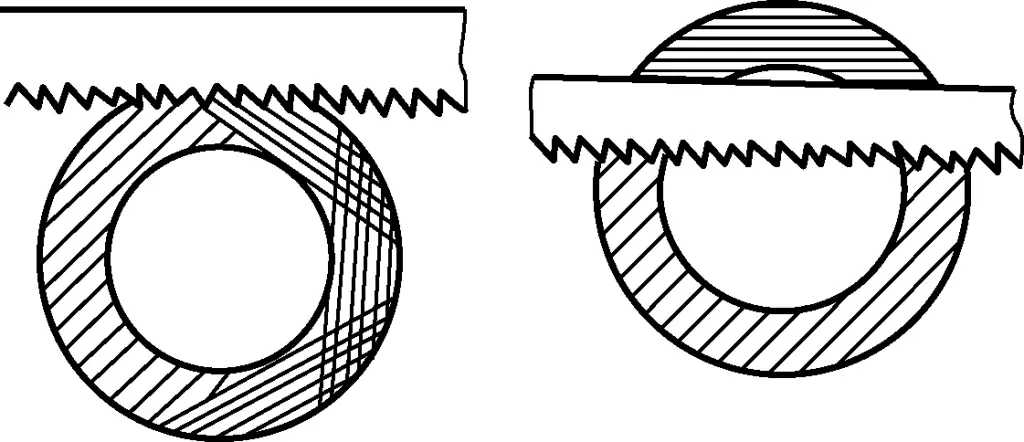
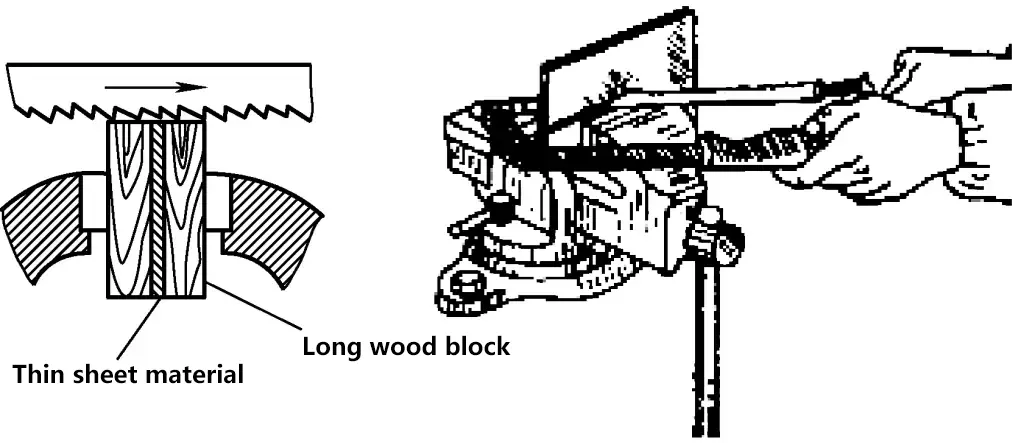
Doğru yöntem şudur: testere borunun iç duvarına ulaştığında, testereyi durdurun, boruyu testere itme yönünde hafifçe döndürün ve orijinal çentik boyunca kesmeye devam edin. Kesilene kadar döndürmeye ve kesmeye devam edin. İnce duvarlı yuvarlak borular için, testerelemeden önce V şeklinde ahşap bloklar kullanılarak sıkıştırılmaları ve kesilmeleri gerektiği de unutulmamalıdır.
Şekil 23'te gösterildiği gibi, ince plaka malzemesini iki ahşap blok arasına sıkıştırın ve ardından testere için bunları tezgah mengenesinde birbirine sıkıştırın. Bu, testere ile kesme sırasında ince plaka malzemenin sertliğini artırır ve testere dişlerinin kırılmasını önler.