
Temel Sac Metal Montaj Teknikleri: Kapsamlı Bir Kılavuz
I. Montaj Yöntemleri Belirtilen teknik gerekliliklere göre, parçaların veya bileşenlerin montajı ve bağlanması işlemi...
MIG kaynağını kaynak dünyasında en iyi seçenek yapan nedir? Hassasiyeti ve verimliliği ile bilinen bu yöntem, güçlü ve yüksek kaliteli kaynaklar oluşturmak için sürekli bir tel elektrot ve bir koruyucu gaz kullanır. Bu makale, MIG kaynak yönteminin prensiplerini, otomasyon kolaylığı gibi avantajlarını ve karbon çeliğinden titanyuma kadar geniş uygulama yelpazesini incelemektedir. Daha fazla okuyarak, MIG kaynağının projelerinizi nasıl geliştirebileceğini ve çeşitli endüstriyel ihtiyaçları nasıl karşılayabileceğini anlayacaksınız.

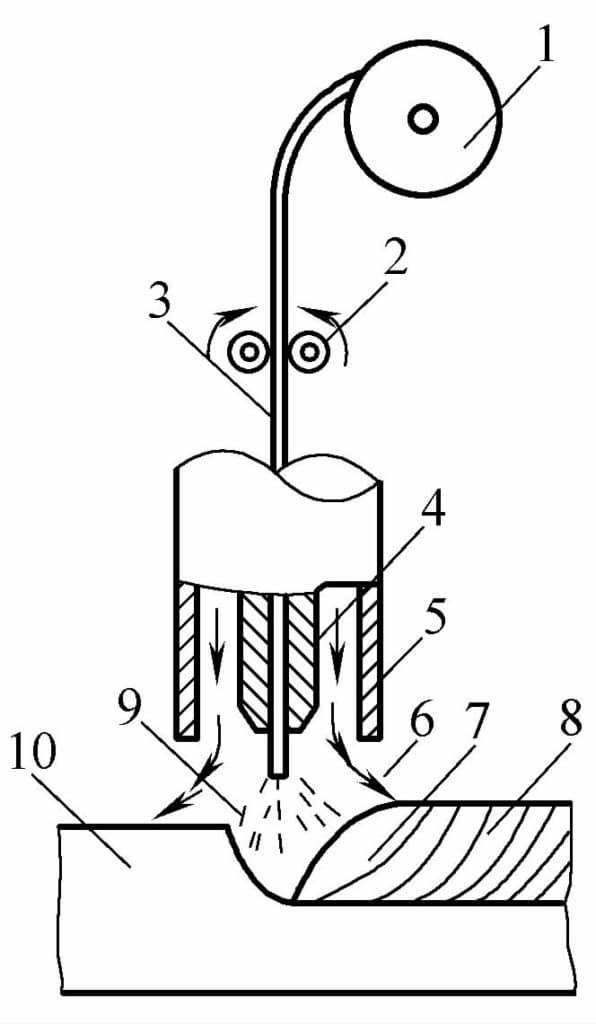
Gaz korumalı metal ark kaynağı, elektrot olarak bir dolgu teli kullanır ve koruyucu gaz, arkta erimiş kaynak telini, erimiş havuzu ve kaynak parçasının yakınındaki metali havadan izole etmek ve iyi kalitede bir kaynak dikişi elde etmek için zararlı etkilerini önlemek için nozuldan belirli bir hızda akar. Kaynak prensibi Şekil 5-70'de gösterilmiştir.
1) Dolgu teli elektrot olarak kullanıldığından kaynak akımı artar, ısı yoğunlaşır, kullanım oranı yüksektir, orta ve kalın plakaların kaynağı için uygundur.
2) Alüminyum ve alaşımlarının kaynağı yapılırken, DC ters bağlantı katot atomizasyonunun kullanılması önemlidir, bu da kaynak kalitesini artırabilir.
3) Alüminyum ve alüminyum alaşımlarının MIG kaynak alt-jet geçiş kaynağında, alt-jet arkının doğal kendi kendini düzenleyen etkisi önemlidir ve süreci kararlı hale getirir.
4) Otomatikleştirmesi kolaydır. Gaz tungsten ark kaynağındaki ark net bir arktır ve kaynak işlemi parametreleri sabittir, tespit edilmesi ve kontrol edilmesi kolaydır, böylece otomasyonu kolaylaştırır. Şu anda, dünyadaki kaynak robotlarının ve mekanik kolların büyük çoğunluğu bu kaynak yöntemini kullanmaktadır.
1) Kaynak teli ve iş parçası üzerindeki yağ ve pasa karşı hassastır, kaynaktan önce kesinlikle çıkarılması gerekir.
2) İnert gazların yüksek maliyeti, yüksek kaynak maliyetlerine yol açar.
MIG kaynağı karbon çeliği, düşük alaşımlı çelik, paslanmaz çelik, ısıya dayanıklı alaşımlar, magnezyum ve magnezyum alaşımları, bakır ve bakır alaşımları, titanyum ve titanyum alaşımları vb.
Minimum kaynak kalınlığı 1 mm olan ve maksimum kalınlık sınırı olmayan düz kaynak, yatay kaynak, dikey kaynak ve tüm konumlarda kaynak için uygundur.

