Punch ve Die Clearance: Mükemmel Parçaların Sırları
Ya küçük bir boşluk bir sonraki üretim projenizi gerçekleştirebilir ya da bozabilirse? Zımba ve kalıp dünyasında...
Kusursuz plazma kesimleri elde etmekte zorlanıyor musunuz? Gaz türleri, voltaj ayarları ve kesme hızı arasındaki etkileşimi anlamak, yüksek kaliteli sonuçlar için çok önemlidir. Bu makale, bu parametreleri optimize etmek ve her seferinde pürüzsüz, hassas kesimler sağlamak için gerekli ipuçlarını açıklamaktadır. Plazma kesim verimliliğinizi artırmak için doğru gazı nasıl seçeceğinizi, voltajı doğru şekilde nasıl ayarlayacağınızı ve mükemmel kesim hızını nasıl ayarlayacağınızı öğrenin. Bu tekniklerde ustalaşmak ve plazma kesim becerilerinizi bir üst seviyeye çıkarmak için makaleye dalın.
Amper - Bir devredeki elektron akışı (saniyede geçen elektron miktarı) için ölçü birimi.
Belirli kalınlıktaki bir malzeme için, kesme akımı arttıkça, kesme hızı da buna bağlı olarak artmalıdır.
Belirli kalınlıktaki bir malzeme için kesme akımı artırılırsa cüruf oluşumu azalacaktır.
Belirli kalınlıktaki bir malzeme için daha düşük bir kesme akımı seçmek genellikle daha iyi kesim yüzeyi kalitesi ve üst kenar kalitesi sağlar.
Normal koşullar altında, düşük akımlardaki sarf malzemelerinin ömrü, özellikle oksijenli kesim kullanıldığında belirgin olmak üzere, yüksek akımların ömrünü aşar.
Tümü plazma kesim cihazlar maksimum kesme kalınlığı ve maksimum delme kalınlığı belirtir.
| HD3070 100 AMP | Yumuşak çelik | 1/2″ | 1/2″ |
| Paslanmaz çelik | 1/2″ | 1/2″ | |
| Alüminyum | 1/2″ | 1/2″ | |
| HD4070 200 AMP | Yumuşak çelik | 3/4 "(ince), 1" (genel) | 1″ |
| Paslanmaz çelik | 3/4 "Genel | 1″ | |
| Alüminyum | 3/4 "Genel | 1″ | |
| MAKSIMUM 200 200 AMPER | Yumuşak çelik | 2″ | 1″ |
| Paslanmaz çelik | 2″ | 7/8″ | |
| Alüminyum | 2″ | 7/8″ | |
| HT 2000 200 AMPER | Yumuşak çelik | 2″ | 1″ |
| Paslanmaz çelik | 2″ | 7/8″ | |
| Alüminyum | 2″ | 7/8″ | |
| HT4001 400 AMP | Yumuşak çelik (O2) | 11/4″ | 1″ |
| Yumuşak çelik (N2) | 3″ | 1″ | |
| Paslanmaz çelik | 3″ | 1″ | |
| Alüminyum | 3″ | 1″ | |
| HT4400 400 AMP | Yumuşak çelik | 2″ | 1 1/4″ |
| Paslanmaz çelik | 2″ | 1″ | |
| Alüminyum | 2″ | 1″ |
Plazma cihazlarında kullanılan gazın saflığı, temel bir kullanım koşulu olarak aşağıdaki tabloda listelenen gereksinimleri karşılamalıdır. Aksi takdirde, kesim kalitesi düşebilir, sarf malzemelerinin ömrü önemli ölçüde azalabilir ve plazma cihazı arızalanabilir.
Besleme Basıncı
Plazma cihazının düzgün çalışmasını sağlamak için, gaz kontrol kutusunun giriş basıncı/akış hızı için katı gereklilikler belirlenmiştir. Gaz kontrol kutusunun girişinin yakınına monte edilmiş, son derece güvenilir bir basınç regülatörü kullanılması şiddetle tavsiye edilir.
Yüksek kaliteli (2 kademeli) bir basınç regülatörü seçin ve nominal basınç ve akış hızı parametreleri için plazma ark kesme cihazı kılavuzuna bakın.
Operatörler, basınç ve akışın gereksinimleri karşılayıp karşılayamadığını derhal anlamak için sık sık izleme yapmalıdır.
Dikkate Alınması Gereken Faktörler
Kesim için malzeme tipi
İstenen kesim kalitesi
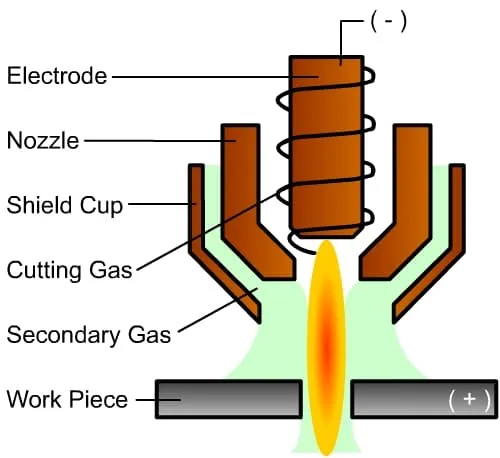
Malzeme kesimi için kullanılan plazma gazı, kesme gazı olarak da bilinir. Nozülden dışarı atılan iyonize gazdır.

Avantajlar
Dezavantajlar
Avantajlar:
Dezavantajlar:
Avantajlar:
Dezavantajlar:
Avantajlar:
Dezavantajlar:
Koruyucu gaz, kesim alanını atmosferden izole etmek için kullanılır ve daha temiz bir kesim yüzeyi elde edilmesini sağlar. Bu gaz aynı zamanda plazma kesme işlemine de katılır. Plazma arkını çevreler ve onu çekirdeğe doğru sıkıştırarak kesme nozülünün soğutulmasına yardımcı olur.
Kesilen yüzeyin etrafında bir mikro iklim oluşturarak onu oksijenden izole eder. Koruyucu gaz türünün seçimi plazma gazına bağlıdır.
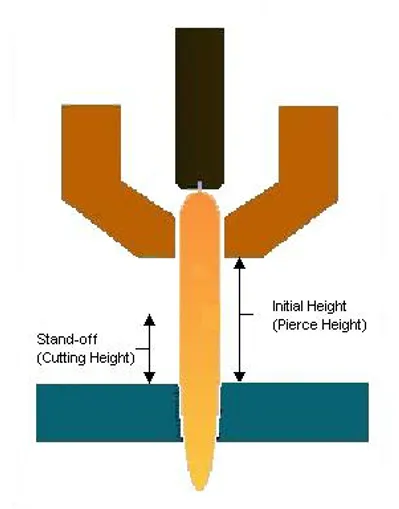
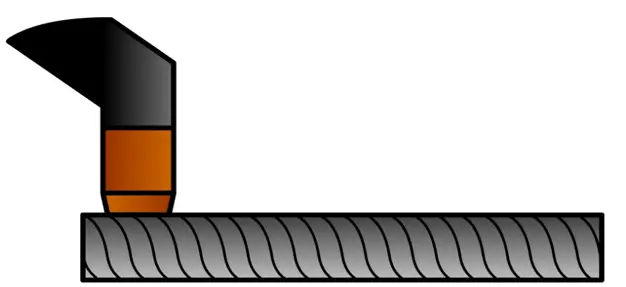
Delme yüksekliği, delme işlemi sırasında torçtan kesilen malzemenin yüzeyine olan ilk mesafeyi ifade eder.
Kesme yüksekliği ise, kesme işlemi sırasında torçtan kesilen malzemenin yüzeyine kadar korunması gereken mesafedir.
Yükseklik Kontrol Monitörü, yükseklik kontrolörünün devre voltajını denetler ve gerektiğinde uygun ayarlamaları yapar. Kesme torcunun yüksekliği, kesme yüzeyinin dikliğini ve kesme kalitesinin diğer yönlerini etkiler.
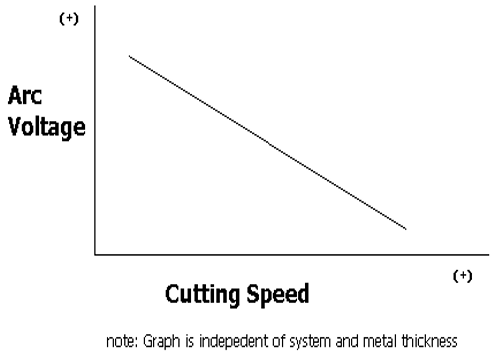
Ark gerilimi yükseklik kontrolü, kesme torcunun düz olmayan plaka malzemelerinde bile iş parçasından tutarlı bir mesafeyi (yüksekliği) korumasını sağlar.
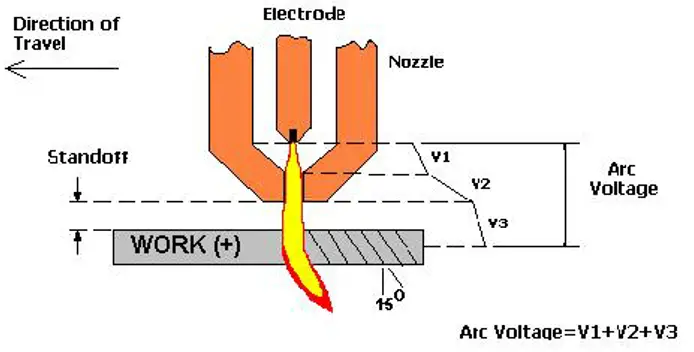
Kesme hızı arttıkça ark gerilimi azaltılmalıdır ve bunun tersi de geçerlidir.
Kesme hızındaki değişikliklerin nedenleri:
Hız değişikliklerine meşale tepkileri:
Kesme hızı uygundur.
En uygun kesme kalınlığı kesme akımına karşılık gelen kesme parametresi tablosunun orta bölümünden seçilmelidir.
Kesme hızı doğrudur; ark biraz gecikir.
Kesme yüksekliği doğru; voltaj ayarlı.
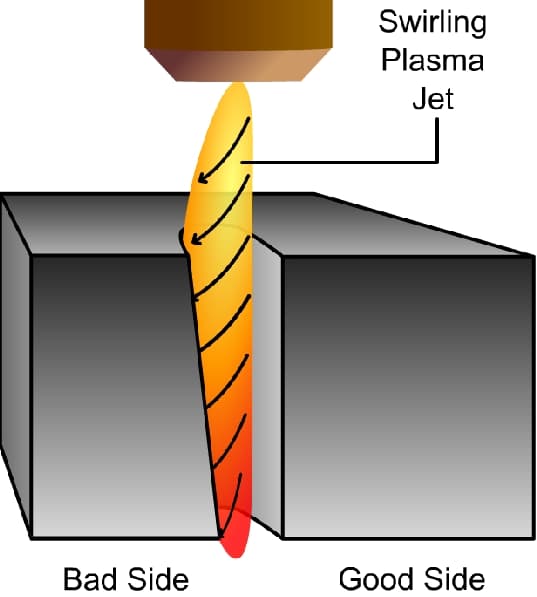
Düşük karbonlu çeliğin oksi-yakıtla kesilmesinin ötesinde, diğer malzemelerin kesim yüzeylerinin arka kenar şekli kesme hızını etkili bir şekilde göstermez.
Kesme hızını doğru bir şekilde değerlendirmek için kesme yüzeyinin eğim açısı, cüruf yapışma derecesi ve diğer görünüm özelliklerinin yanı sıra yüzeyin pürüzsüzlüğü veya pürüzlülüğünü de dikkate almak önemlidir.
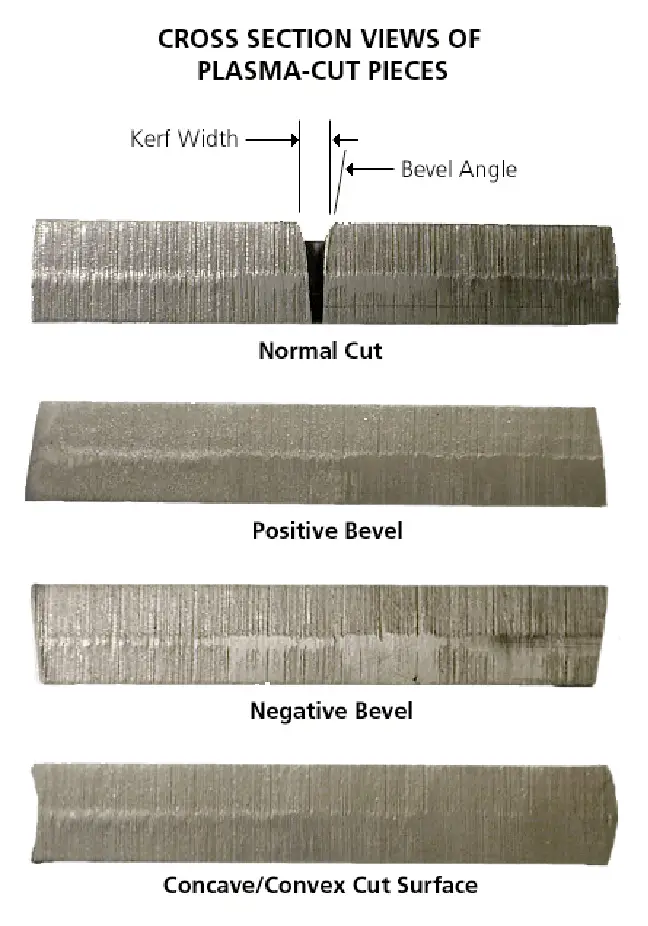
İçbükey kesim yüzeyleri aşırı düşük kesme yüksekliklerinden veya sarf malzemelerinin aşırı kullanımından kaynaklanıyor olabilir. Tersine, dışbükey kesim yüzeyleri aşırı yüksek kesme yüksekliklerine veya aşırı sarf malzemesi kullanımına işaret edebilir.

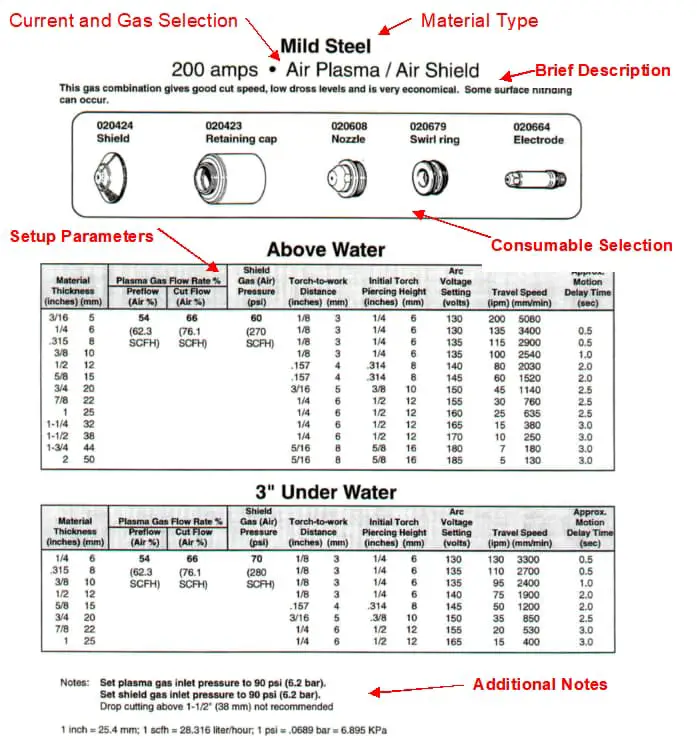
Kesim parametresi tablosu kesim için gerekli parametreleri sağlar. Gaz akışı, özel talimatlar kesim kalitesini artırmak için ek ayarlamalar gerektirmediği sürece bu tabloya göre ayarlanmalıdır.
Optimum kesim sonuçları elde etmek için kesme hızı, torç yüksekliği ve ark basıncı gibi parametrelerde küçük değişiklikler yapmak çok önemlidir. Kesime başlamadan önce ve sarf malzemelerini değiştirdikten sonra, bir dakikadan daha uzun süre hava üflemek gerekir.
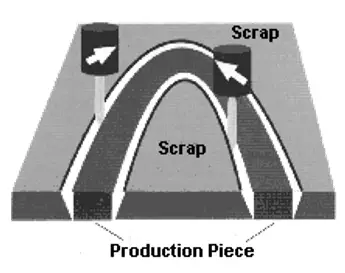
Saat yönünde: İş parçasının dış kenarlarını kesme.
Saat yönünün tersine: İş parçasının iç deliklerinin kesilmesi.
Cüruf, çentikten tamamen uzaklaştırılmayan malzemedir.
Üç şekilde tezahür eder:
Küresel cüruf birikimi önemlidir ve kolayca elde edilebilen büyük ölçekli uzaklaştırmaya izin verir.
Sebep:
Çözüm:

Cüruf birikimi ince rulolar halinde görülür ve çıkarılması zordur.
Olası nedenler:
Çözümler:
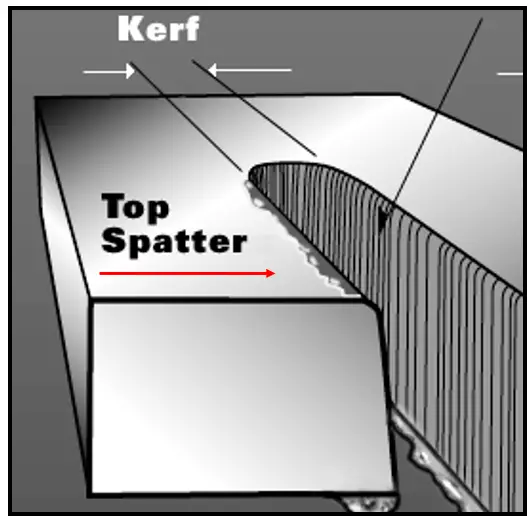
Kesimin her iki tarafında da görülebilen üst taraf sıçraması, tipik olarak sadece havada meydana gelir plazma kesim. Üst taraftaki sıçrama kaybolana kadar ark voltajını kademeli olarak azaltın (5V'u geçmeyecek şekilde).
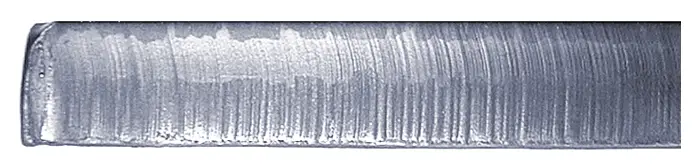
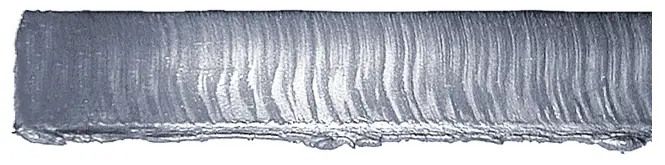
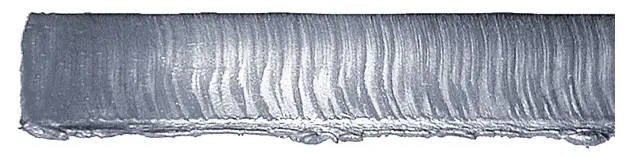
İz bırakan çizgiler, kesme işlemi sırasında kesme yüzeyinde kalan çizgileri ifade eder. Kesme yüzeyi ne kadar pürüzsüz olursa, plazma kaynağından çıkan akım dalgalanması da o kadar küçük olur. Bu çizgilerin şekli kesme yöntemine bağlıdır.
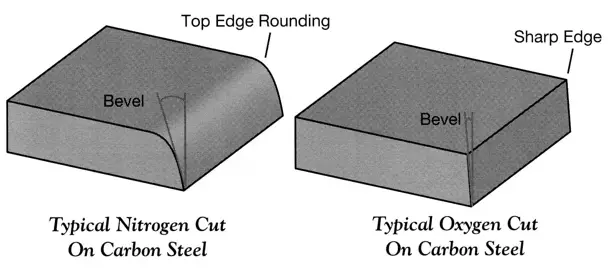
Örneğin, uygun hızda, kesim için nitrojen veya argon-hidrojen kullanılması, hafif kavisli ve yaklaşık 15 derece eğimli çizgilerle sonuçlanır. Buna karşılık, kesme için oksijen kullanıldığında neredeyse dikey çizgiler oluşur.
Optimum kesme hızını belirlemek için arka kenar karşılaştırmasını kullanmak mükemmel bir seçimdir.
Dikey bir arka kenar, kesme hızının çok yavaş olduğunu gösterir.

Aşırı bir arka kenar, kesme hızının çok yüksek olduğunu gösterir.
Genel olarak, arka kenarın 10-15° eğimli olması kesme hızının uygun olduğunu gösterir.

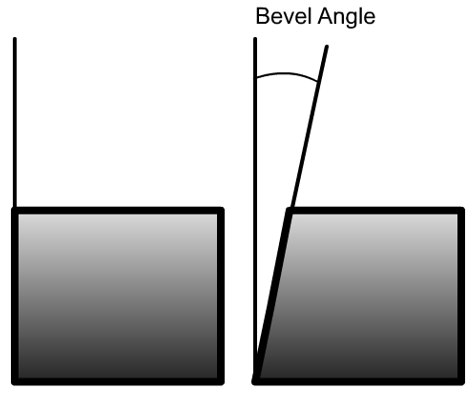
Kesme yüzeyi eğim açısı, kesme yüzeyi ile dikey çizgi arasındaki açıdır. Kesim tamamen düzse, 0°'lik bir açı elde etmelidir.
Dikdörtgen bir şekil için standart açı dört kenarda da ≤4° olmalıdır.
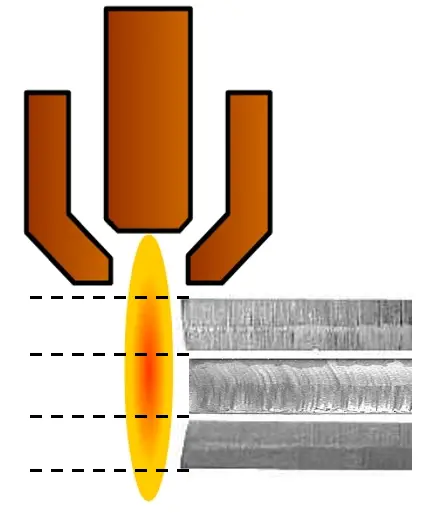
Daha yüksek bir kesme yüksekliği pozitif bir kesme yüzeyi eğim açısına eşitken, daha düşük bir kesme yüksekliği negatif bir kesme yüzeyi eğim açısına karşılık gelir.
Kesme yüzeyinde aşırı eğim
Kesme işlemlerinde torç yüksekliğinin eğim açısı üzerindeki etkisi.
Azotla kesme ile karşılaştırıldığında, oksijenle kesme sonucunda iş parçasının etrafında minimum cürufla belirgin kenarlar ortaya çıkar.
Oksijen plazma kesiminden elde edilen iş parçaları nispeten daha temizdir ve kesilen yüzeylerde üstün kaynaklanabilirlik, şekillendirilebilirlik ve işlenebilirlik özelliklerine sahiptir.
Çentik, kesme işlemi sırasında oluşan boşluktur (veya çıkarılan malzemedir).
Çentik genişliği, iş parçasının boyutsal doğruluğu için çok önemlidir.
Kerf Genişliği = 1,5-2,0 x kesme nozulu çapı
Daha düşük hız = daha geniş çentik
Daha yüksek akım = daha geniş çentik
Kural: Kesilen deliğin çapı, kesilen malzemenin kalınlığının en az iki katı olmalıdır. Daha küçük delikler keserken konik bir delik oluşabilir.



