
Hassas Ölçüm Aletleri: Makineciler için Temel Kılavuz
Bu makale hassas ölçümde kullanılan temel araçları incelemektedir. Kumpaslardan mikrometrelere kadar, hassas ölçümü sağlayan aletleri keşfedin...
Mühendislerin çalışmalarında bu kadar hassas ölçümleri nasıl elde ettiklerini hiç merak ettiniz mi? Ölçüm aletleri, her projede doğruluğu sağlayan mühendisliğin isimsiz kahramanlarıdır. Bu makale çeşitli ölçüm aletlerini, işlevlerini ve makine mühendisliğinde neden vazgeçilmez olduklarını araştırıyor. Kumpaslar, mikrometreler ve lazer ölçüm cihazları gibi araçlar hakkında bilgi edinecek, bunların inovasyon ve kalite güvencesindeki kritik rolünü anlayacaksınız.

Kumpaslar basit yapısı, kullanım kolaylığı ve geniş ölçüm aralığı gibi özellikleri ile yaygın olarak kullanılan genel amaçlı ölçüm aletleridir. İş parçalarının iç çapını, dış çapını, genişliğini, kalınlığını, delik aralığını, yüksekliğini ve derinliğini ölçmek için kullanılırlar. Yaygın olarak kullanılan türleri arasında sürmeli kumpaslar, dijital kumpaslar ve kadranlı kumpaslar bulunur.
Yaygın olarak kullanılan sürmeli kumpaslar Şekil 1'de gösterilmiştir.
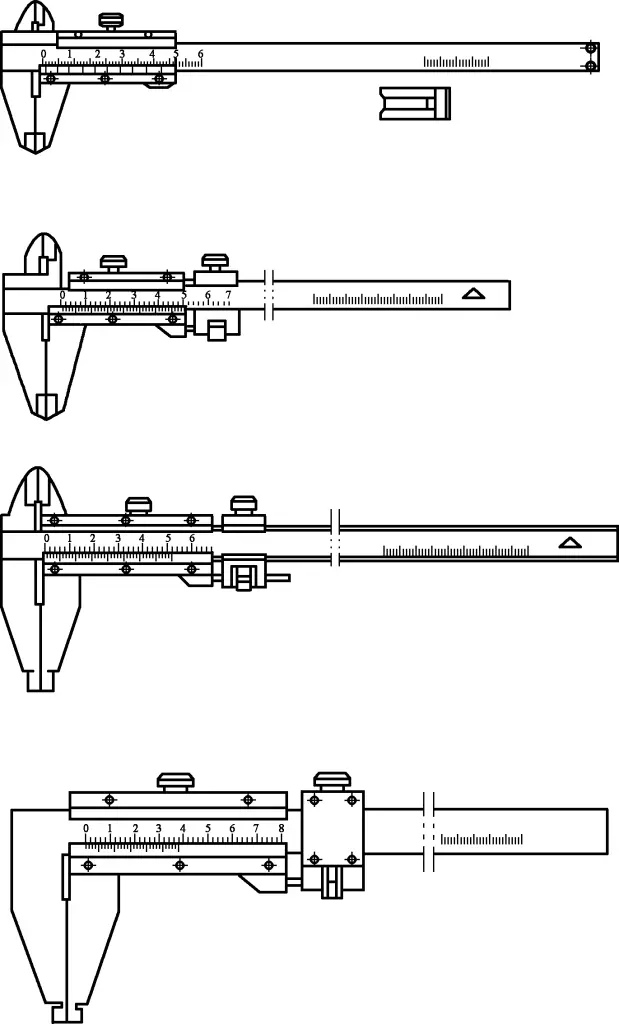
1) Kullanmadan önce, sürmeli ölçeğin sıfır çizgisinin ve son çizgisinin ana ölçekteki ilgili çizgilerle hizalanıp hizalanmadığını gözlemleyin ve gerekirse ayarlayın. Ayarlanamayan hatalar için, ölçüm sırasında ilgili hata düzeltmelerini yapın.
2) Ölçüm yaparken, sabit çene ile konumlandırın ve okuma için doğru konumu bulmak için kayar çeneyi hareket ettirin. Ölçüm sırasında iki çene eğilmemelidir.
3) Derinlik çubuğu olan kumpaslar için, ana ölçeğin uç yüzünü konumlandırın, ardından derinlik çubuğunun ölçüm yüzeyini ölçülen yüzeye temas ettirmek için kaydırıcıyı itin. Derinlik çubuğunun ölçülen boyutun yönü ile hizalandığından ve herhangi bir yöne eğilmediğinden emin olun.
4) Verniyer kumpaslarda ölçüm kuvveti cihazı bulunmadığından, ölçüm kuvvetini dikkatlice kontrol edin. İnce ayar cihazlı kumpaslarda, ince ayar somununu çevirmeden önce ince ayar cihazındaki sabitleme vidasını sıkın. Çenelerin aşırı veya yetersiz ayarlanması ölçümlerde kolayca hatalara neden olabilir.
5) Bükülmüş boruların dış çapını ve yay şeklindeki takım oluklarının çapını ölçmek için bıçak kenarlı dış çeneleri kullanın.
6) İç boyutları ölçmek için çift taraflı sürmeli kumpas kullanırken, ölçülen iş parçasının iç boyutunu elde etmek için sürmeli kumpastaki okumaya iç çenelerin gerçek boyutunu ekleyin.
Dijital kumpaslar Şekil 2'de gösterilmiştir.
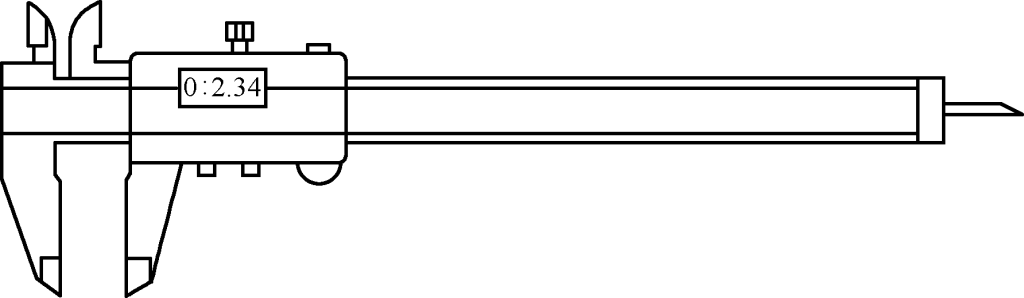
1) Dijital teraziyi sökmeyin, düşürmeyin veya aşırı dış kuvvet uygulamayın.
2) Düğme hassasiyetini etkileyeceğinden, düğmelere keskin nesnelerle basmayın.
3) Dijital tartıyı doğrudan güneş ışığı altında veya aşırı soğuk ya da sıcak ortamlarda kullanmayın veya saklamayın.
4) Dijital tartıyı yüksek voltaj veya güçlü manyetik alanların bulunduğu ortamlarda kullanmayın.
5) Devreye zarar vermemek için dijital ölçüm cihazlarına voltaj uygulamayın.
6) Ölçümden önce, ölçüm yüzeylerini yumuşak bir bezle silin, sıfır konumunu ayarlamak için "sıfır" düğmesine basın, ardından ölçüme devam edin.
7) Ölçüm hatalarını azaltmak için, ölçüm sırasında kullanılan kuvvet, sıfır konumunu kalibre ederken kullanılan kuvvete mümkün olduğunca yakın olmalıdır.
8) Ölçüm yaparken, sabit çene ile konumlandırın ve okuma için doğru konumu bulmak için kayar çeneyi hareket ettirin. Ölçüm sırasında iki çene eğilmemelidir.
9) Derinlik çubuğu olan kumpaslarda, ana ölçeğin uç yüzünü konumlandırın, ardından derinlik çubuğunun ölçüm yüzeyini ölçülen yüzeye temas ettirmek için kaydırıcıyı itin. Derinlik çubuğunun ölçülen boyutun yönü ile hizalandığından ve herhangi bir yöne eğilmediğinden emin olun.
10) Uzun süre kullanılmadığında pili çıkarın.
Kadranlı kumpaslar Şekil 3'te gösterilmiştir.
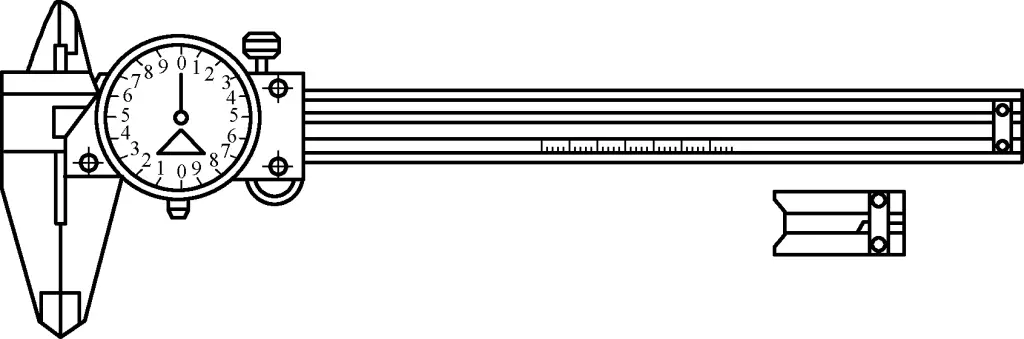
1) Kadranlı kaliperleri sökmeyin, düşürmeyin veya aşırı dış kuvvet uygulamayın.
2) Kadranlı kumpasları güçlü manyetik alanların bulunduğu ortamlarda kullanmayın.
3) Ölçümden önce, kadran ve ibrenin doğruluğunu kontrol edin, gevşeklik olmadığından emin olun ve ibrenin dönüşünün düzgünlüğünü ve dengesini kontrol edin.
4) Ölçüm yaparken, sabit çene ile konumlandırın ve okuma için doğru konumu bulmak için kayar çeneyi hareket ettirin. Ölçüm sırasında iki çene eğilmemelidir.
5) Derinlik çubuğu olan kumpaslarda, ana ölçeğin uç yüzünü konumlandırın, ardından derinlik çubuğunun ölçüm yüzeyini ölçülen yüzeye temas ettirmek için kaydırıcıyı itin. Derinlik çubuğunun ölçülen boyutun yönü ile hizalandığından ve herhangi bir yöne eğilmediğinden emin olun.
Mikrometreler, darbelerden kaçınmak için dikkatli ve nazik hareketlerle kullanılması gereken hassas ölçüm aletleridir.
Mikrometrenin içindeki dişler çok hassastır. Kullanırken, not: Ölçüm yapmadan önce, iki ölçüm yüzünü bir araya getirmek için mikrometrenin ölçüm kuvveti cihazını çevirin ve yüksük üzerindeki sıfır çizgisinin sabit manşonla hizalanıp hizalanmadığını kontrol edin. Bir hata varsa, sabit manşonu sıfıra ayarlayın.
Ölçüm yaparken, ölçüm kuvveti cihazını elle çevirin. Yüksüğü ve ölçüm kuvveti cihazını çevirirken aşırı kuvvet uygulamayın. Mili ölçülen nesneye yaklaştırmak için yüksüğü çevirirken, mili nesneye bastırmak için yüksüğü çevirmek yerine her zaman ölçüm kuvveti cihazını çevirmeye geçin.
Ölçüm yüzeyleri ölçülen nesneyi kavradığında veya kilitleme cihazı sıkıldığında yüksüğü asla zorla çevirmeyin. Bazı mikrometrelerde, el sıcaklığının çerçeve genleşmesine neden olmasından kaynaklanan küçük hataları önlemek için çerçeve üzerinde yalıtım cihazları bulunur.
Kullanırken, yalıtım cihazını tutun ve çerçevenin metal parçalarıyla teması en aza indirin. Aynı boyutu ölçmek için bir mikrometre kullanırken, genellikle ölçümü birkaç kez tekrarlayın ve ölçüm sonucu olarak ortalamayı alın. Kullanımdan sonra mikrometreyi gazlı bezle temizleyin, örs ile mil arasında küçük bir boşluk bırakın ve kutusuna yerleştirin.
Uzun süre kullanılmayacaksa, gres veya yağlama yağı sürün ve kuru bir yerde saklayın. Aşındırıcı gazlarla temastan kaçının. Mikrometreler amaç ve yapılarına göre şu şekilde sınıflandırılabilir: dış mikrometreler, iç mikrometreler, derinlik mikrometreleri, diş mikrometreleri, boru mikrometreleri, vb.
Dış mikrometreler Şekil 4'te gösterilmiştir.
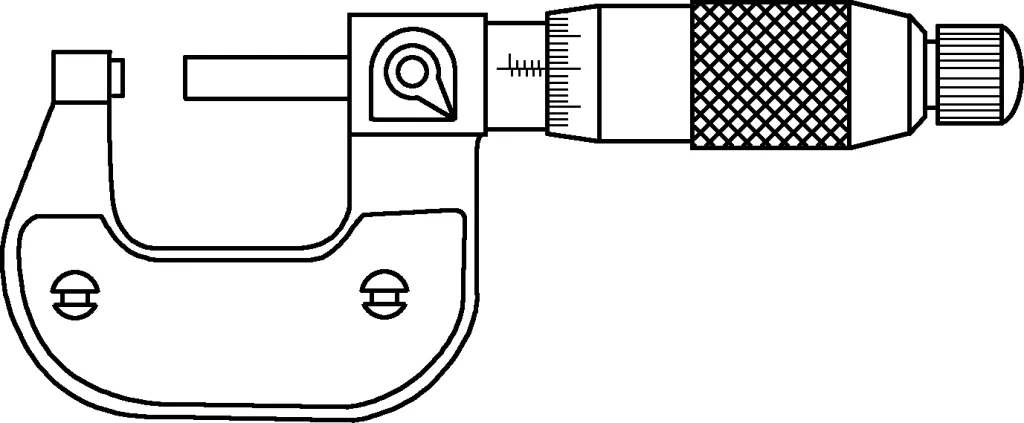
1) Ölçülen iş parçasına göre uygun dış mikrometre boyutunu seçin. Yüksük, tüm ölçüm aralığı boyunca sorunsuz hareket etmelidir.
2) Dış mikrometrenin referans bloğunun ölçüm yüzeylerini temizleyin.
3) Ölçümden önce, dış mikrometrenin sıfır konumunu tekrar tekrar kalibre edin. Ayrıca ölçüm doğruluğunu sağlamak için kullanım sırasında standart sıfır konumunu sık sık kontrol edin.
4) Ölçüm yaparken, iş parçasının ölçülen kısmının temiz olduğundan ve dış mikrometrenin ölçüm yüzeylerinin iş parçasına çapta doğru şekilde temas ettiğinden emin olun.
5) Ölçümden sonra, çerçeveyi ve ölçüm yüzeylerini derhal temizleyin ve özel bir kutuya yerleştirin. Depolama gereksinimlerine göre belirlenmiş alanlarda saklayın ve kesici aletler veya diğer aletlerle karıştırmayın.
6) Kullanım sırasında herhangi bir anormallik meydana gelirse, dış mikrometreyi derhal onarım için ilgili bölüme gönderin.
İç mikrometreler ve üç noktalı iç mikrometreler Şekil 5'te gösterilmiştir.
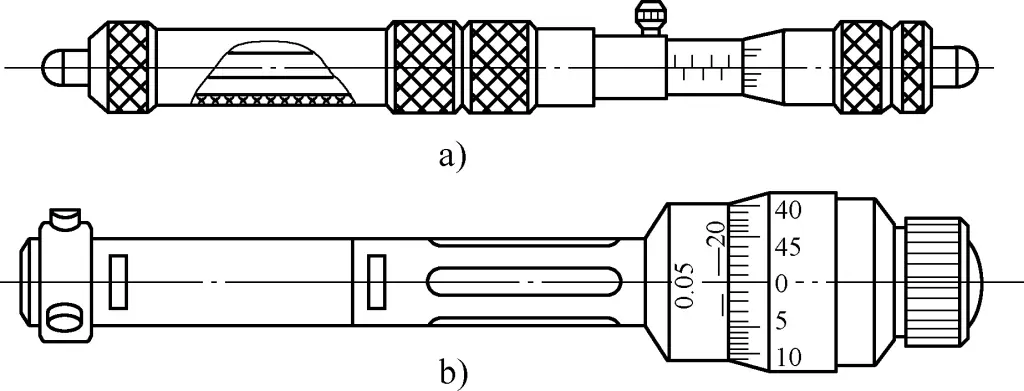
a) İç mikrometre
b) Üç nokta iç mikrometre
1) Ölçülen iş parçasına göre uygun boyutta iç mikrometre seçin. Yüksük, tüm ölçüm aralığı boyunca sorunsuz hareket etmelidir.
2) İç mikrometrenin referans bloğunun ölçüm yüzeylerini temizleyin.
3) Ölçümden önce, iç mikrometrenin sıfır konumunu tekrar tekrar kalibre edin. Ayrıca ölçüm doğruluğunu sağlamak için kullanım sırasında standart sıfır konumunu sık sık kontrol edin.
4) Ölçüm yaparken, iş parçasının ölçülen kısmının temiz olduğundan ve iç mikrometrenin ölçüm yüzeylerinin iş parçasına radyal yönde maksimum çapta ve eksenel yönde minimumda (deliğin gerçek boyutu) doğru şekilde temas ettiğinden emin olun.
5) Ölçümden sonra, çerçeveyi ve ölçüm yüzeylerini derhal temizleyin ve özel bir kutuya yerleştirin. Depolama gereksinimlerine göre belirlenmiş alanlarda saklayın ve kesici aletler veya diğer aletlerle karıştırmayın.
6) Kullanım sırasında herhangi bir anormallik meydana gelirse, iç mikrometreyi derhal onarım için ilgili bölüme gönderin.
Derinlik mikrometreleri Şekil 6'da gösterilmiştir.
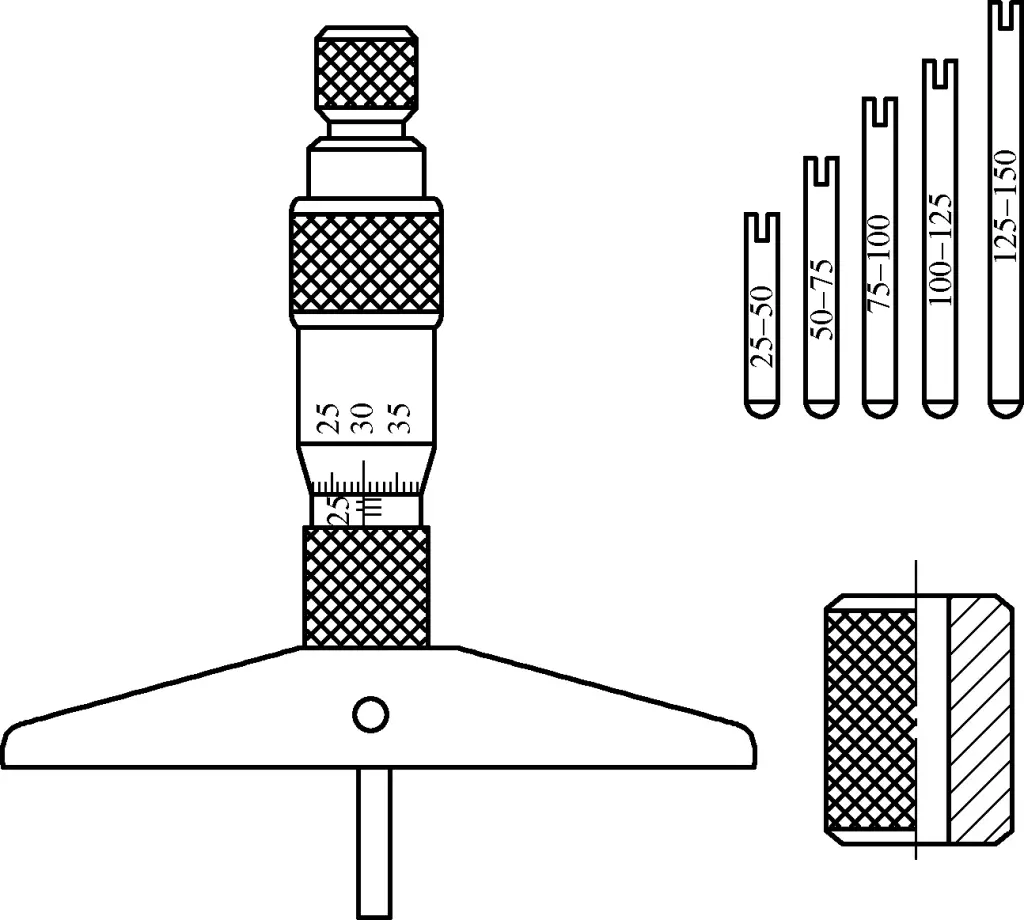
1) Ölçülen iş parçasına göre uygun boyutta derinlik mikrometresi seçin. Yüksük, tüm ölçüm aralığı boyunca sorunsuz hareket etmelidir.
2) Derinlik mikrometresinin referans bloğunun ölçüm yüzeylerini temizleyin.
3) Ölçümden önce, derinlik mikrometresinin sıfır konumunu tekrar tekrar kalibre edin. Ayrıca ölçüm doğruluğunu sağlamak için kullanım sırasında standart sıfır konumunu sık sık kontrol edin.
4) Ölçüm yaparken, iş parçasının ölçülen kısmının temiz olduğundan ve derinlik mikrometresinin ölçüm çubuğunun ölçülen derinlik yönüne paralel olduğundan emin olun.
5) Ölçümden sonra, çerçeveyi ve ölçüm yüzeylerini derhal temizleyin ve özel bir kutuya yerleştirin. Depolama gereksinimlerine göre belirlenmiş alanlarda saklayın ve kesici aletler veya diğer aletlerle karıştırmayın.
6) Kullanım sırasında herhangi bir anormallik meydana gelirse, derinlik mikrometresini derhal onarım için ilgili bölüme gönderin.
Diş mikrometreleri Şekil 7'de gösterilmiştir.
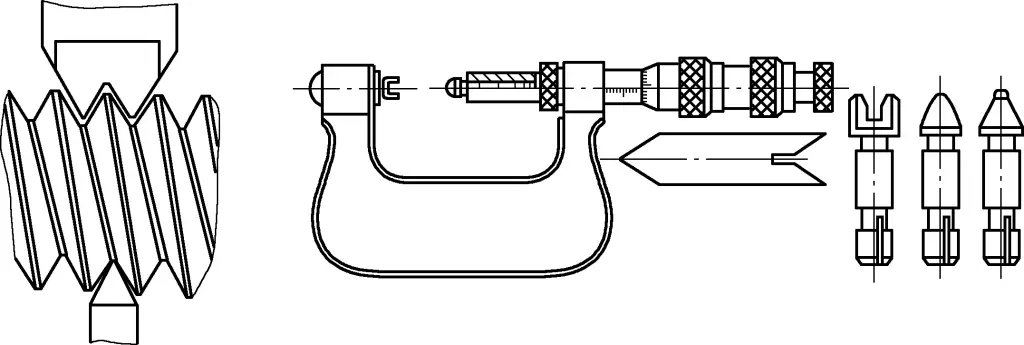
1) Ölçülen iş parçasının hatve çapına, diş hatvesine ve diş profiline göre uygun boyutta diş mikrometresi ve ölçüm başlığı özelliklerini seçin. Yüksük, tüm ölçüm aralığı boyunca sorunsuz hareket etmelidir.
2) İplik mikrometresinin referans bloğunun ölçüm yüzeylerini temizleyin.
3) Ölçümden önce, diş mikrometresinin sıfır konumunun doğruluğunu tekrar tekrar kontrol edin. Ölçüm doğruluğunu sağlamak için kullanım sırasında standart sıfır konumunu sık sık kontrol edin.
4) Ölçüm yaparken, iş parçası üzerinde ölçülen diş profilinin temiz ve çapaksız olduğundan ve diş mikrometresinin her iki ölçüm kafasının da iş parçasının dişinin kenarlarına doğru şekilde temas ettiğinden emin olun.
5) Ölçümden sonra, çerçeveyi ve ölçüm yüzeylerini derhal temizleyin ve özel bir kutuya yerleştirin. Depolama gereksinimlerine göre belirlenmiş alanlarda saklayın ve kesici aletler veya diğer aletlerle karıştırmayın.
6) Kullanım sırasında herhangi bir anormallik meydana gelirse, diş mikrometresini derhal onarım için ilgili bölüme gönderin.
Tüp mikrometreleri Şekil 8'de gösterilmiştir.
1) Ölçülen iş parçasına göre uygun boyutta tüp mikrometre seçin. Yüksük, tüm ölçüm aralığı boyunca sorunsuz hareket etmelidir.
2) Duvar kalınlığı mikrometresinin kalibrasyon bloğunun ölçüm yüzeyi temizlenmelidir.
3) Ölçümden önce, duvar kalınlığı mikrometresinin sıfır konumunun doğruluğunu tekrar tekrar kalibre edin. Kullanım sırasında, ölçüm doğruluğunu sağlamak için standart sıfır konumunu sık sık kontrol edin.
4) Ölçüm yaparken, iş parçasının ölçülen kısmının temiz olduğundan emin olun. Duvar kalınlığı mikrometresinin iki ölçüm yüzeyinin iş parçasının ölçülen yüzeyine paralel olduğundan emin olun. Genel olarak, paralelliği kontrol etmek için kalınlığı üç noktadan ölçün.
5) Ölçümden sonra, mikrometre gövdesini ve ölçüm yüzeylerini derhal temizleyin, özel bir kutuya yerleştirin ve depolama gereksinimlerine göre belirlenen alanda saklayın. Kesici aletler veya diğer aletlerle karıştırmayın.
6) Kullanım sırasında herhangi bir anormallik meydana gelirse, duvar kalınlığı mikrometresi onarım için derhal ilgili departmana gönderilmelidir.
Kadranlı gösterge, basit yapısı, kullanım kolaylığı ve düşük maliyeti ile gösterge kadranına sahip hassas bir ölçüm cihazıdır. Esas olarak uzunluğun göreceli ölçümü ve şekil ve konum sapmalarının göreceli ölçümü için kullanılır. Bazı takım tezgahlarında veya ölçüm cihazlarında konumlandırma ve gösterge için de kullanılabilir. Yaygın kadran göstergeleri arasında saat tipi kadran göstergeleri ve kol tipi kadran göstergeleri bulunur.
Saat tipi kadranlı gösterge Şekil 9'da gösterilmiştir.
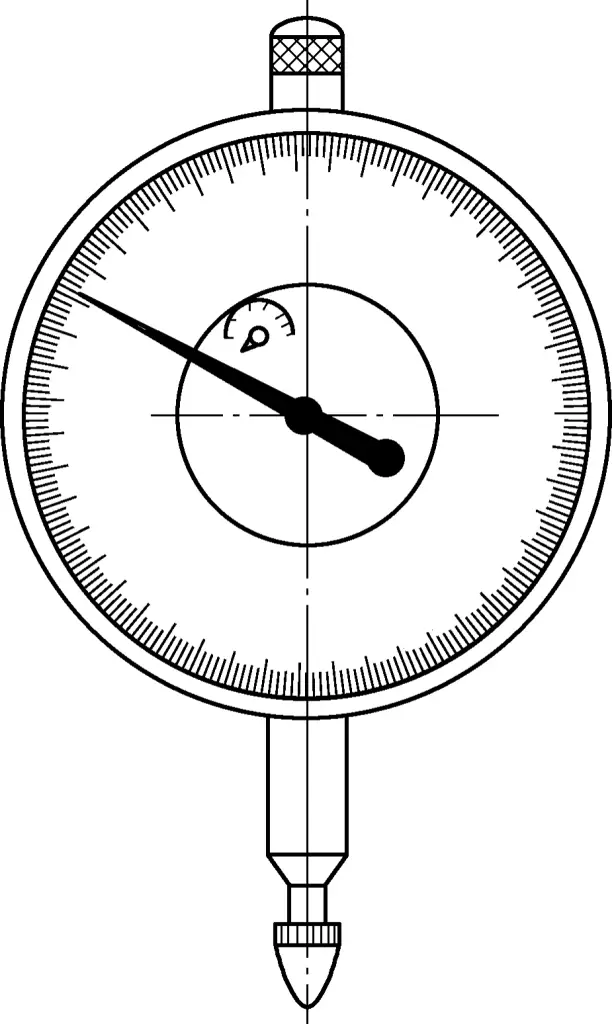
1) Ölçülecek iş parçasına göre farklı stroklara sahip kadranlı göstergeler seçin.
2) Ölçümden önce kadran ve ibre üzerinde herhangi bir gevşeklik olup olmadığını kontrol edin ve ibre dönüşünün düzgünlüğünü ve dengesini inceleyin.
3) Ölçüm sırasında ölçüm çubuğu iş parçası yüzeyine dik olmalıdır. Bir silindiri ölçerken, ölçüm çubuğu silindirin merkez çizgisi ile hizalanmalıdır. Ölçüm kafası iş parçası yüzeyine temas ettiğinde, ölçüm çubuğu belirli bir başlangıç ölçüm kuvvetini korumak için 0,3 ila 1 mm'lik bir ön sıkıştırmaya sahip olmalı ve negatif sapmaların tespit edilmesini önlemelidir.
4) Ölçümden sonra, gösterge gövdesini ve ölçüm çubuğunu derhal temizleyin, özel bir kutuya yerleştirin. Depolama gereksinimlerine göre belirlenen alanda saklayın ve kesici aletler veya diğer aletlerle karıştırmayın.
5) Kullanım sırasında herhangi bir anormallik meydana gelirse, kadranlı gösterge onarım için derhal ilgili bölüme gönderilmelidir.
Kol tipi kadranlı gösterge Şekil 10'da gösterilmiştir.
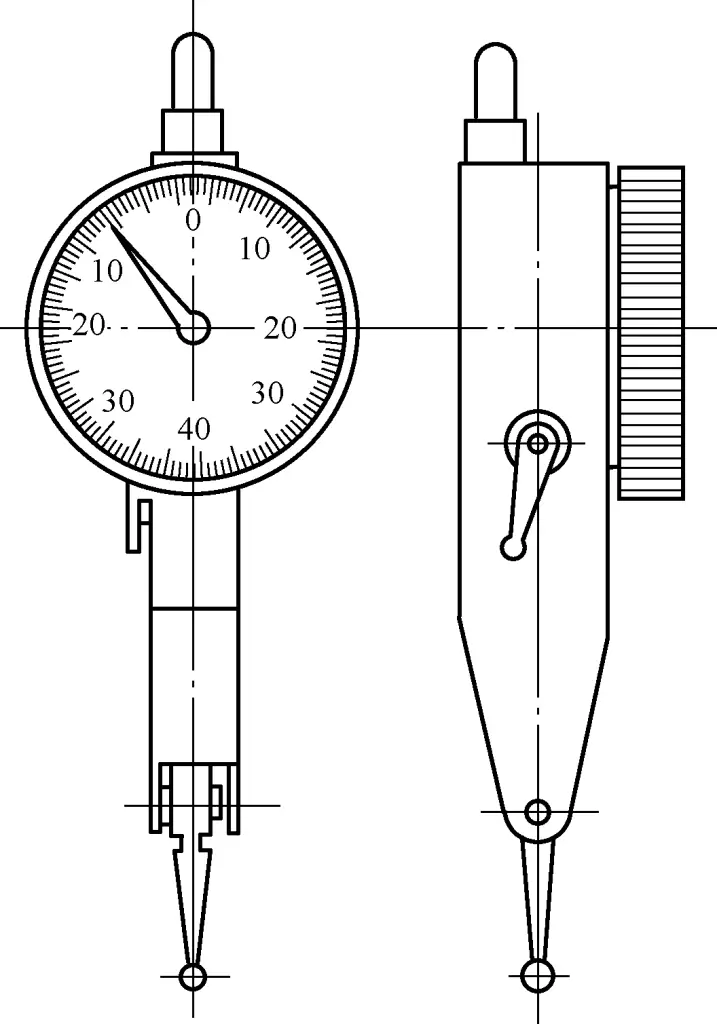
1) Ölçümden önce kadran ve ibre üzerinde herhangi bir gevşeklik olup olmadığını kontrol edin ve ibre dönüşünün düzgünlüğünü ve dengesini inceleyin.
2) İş parçasının ölçüm ihtiyaçlarına göre, ölçüm yönünü değiştirmek için kol ölçüm kafası hareket ettirilebilir.
3) Ölçüm sırasında, ölçüm çubuğunun ekseni ölçülen iş parçasının yüzeyine paralel olmalıdır. Açı ne kadar küçük olursa hata da o kadar küçük olur. Açı 15°'den büyük olduğunda, ölçüm sonuçları düzeltilmelidir.
4) Ölçümden sonra, gösterge gövdesini ve ölçüm çubuğunu derhal temizleyin, özel bir kutuya yerleştirin, depolama gereksinimlerine göre belirlenen alanda saklayın ve kesici aletler veya diğer aletlerle karıştırmayın.
5) Kullanım sırasında herhangi bir anormallik meydana gelirse, kadranlı gösterge onarım için derhal ilgili bölüme gönderilmelidir.
Açı ölçer, verniyer iletki veya evrensel açı ölçer olarak da bilinen verniyer evrensel iletki, iş parçası açılarını doğrudan ölçmek veya çizmek için verniyer ölçeği prensibini kullanan bir açı ölçüm aracıdır. Mekanik işlemede iç ve dış açıları ölçmek için uygundur, 0° ila 320° arasındaki dış açıları ve 40° ila 130° arasındaki iç açıları ölçebilir. Tip I 0° ila 320° ölçüm aralığına sahipken, Tip II 0° ila 360° ölçüm aralığına sahiptir.
Aşağıda, vernier üniversal iletki için kullanım ve önlemler tanıtılmaktadır.
Şekil 11 ve 12, iş parçalarını ölçen vernier üniversal açıölçerin diyagramlarını göstermektedir.
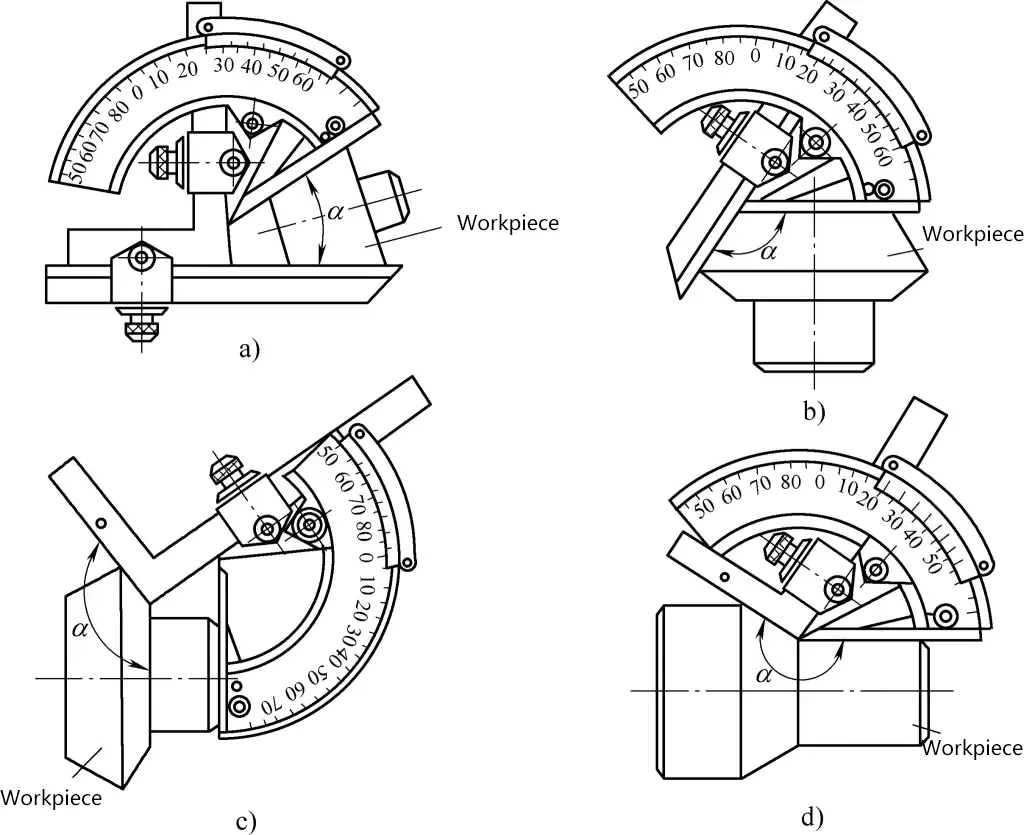
a) 0° ila 50° arası ölçüm
b) 50° ila 140° arası ölçüm
c), d) 140° ila 230° arasında ölçüm
1) Kullanmadan önce, sürmeli ölçeğin sıfır çizgisinin ve son çizgisinin ana ölçekteki ilgili çizgilerle hizalanıp hizalanmadığını gözlemleyin ve gerekirse ayarlayın. Ayarlanamayan hatalar için, ölçüm sırasında ilgili hata ekleme veya çıkarma işlemlerini yapın.
2) Ölçüm sırasında, vernier üniversal açıölçerin iki ölçüm yüzeyinin tüm uzunluk boyunca ölçülen iş parçası yüzeyi ile iyi temas ettiğinden emin olun, ardından okumadan önce fren üzerindeki somunu sıkın.
3) Tip I sürmeli evrensel açıölçer için, 0° ila 50° arasındaki açıları ölçerken, hem açı cetvelini hem de düz cetveli takın; 50° ila 140° arasında, sadece düz cetveli takın; 140° ila 230° arasında, sadece açı cetvelini takın; 230° ila 320° arasında, açı cetvelini veya düz cetveli takmayın.
4) Ölçümden sonra, ana teraziyi, düz cetveli, açı cetvelini vb. derhal temizleyin, özel bir kutuya yerleştirin, depolama gereksinimlerine göre belirlenen alanda saklayın ve kesici aletler veya diğer aletlerle karıştırmayın.
5) Kullanım sırasında herhangi bir anormallik meydana gelirse, derhal onarım için ilgili bölüme gönderin.
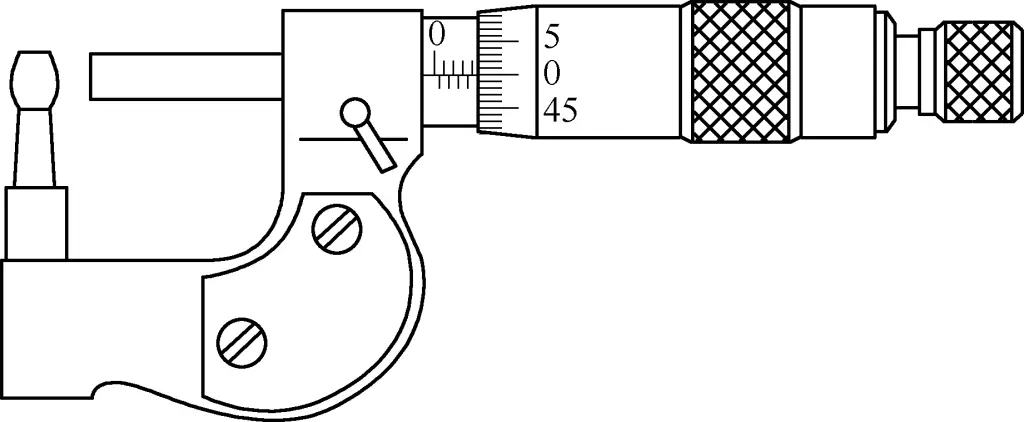
Bir kollu mikrometre (bkz. Şekil 13), çerçeve üzerindeki iki ölçüm yüzeyinin göreceli eksenel hareketini gösterge ibresinin dönme hareketine dönüştürmek için bir kol iletim mekanizması kullanan ve göstergeyi kullanarak mikrometre seviyesinde iki ölçüm yüzeyi arasındaki küçük yer değiştirmeleri okuyan bir mikrometredir.
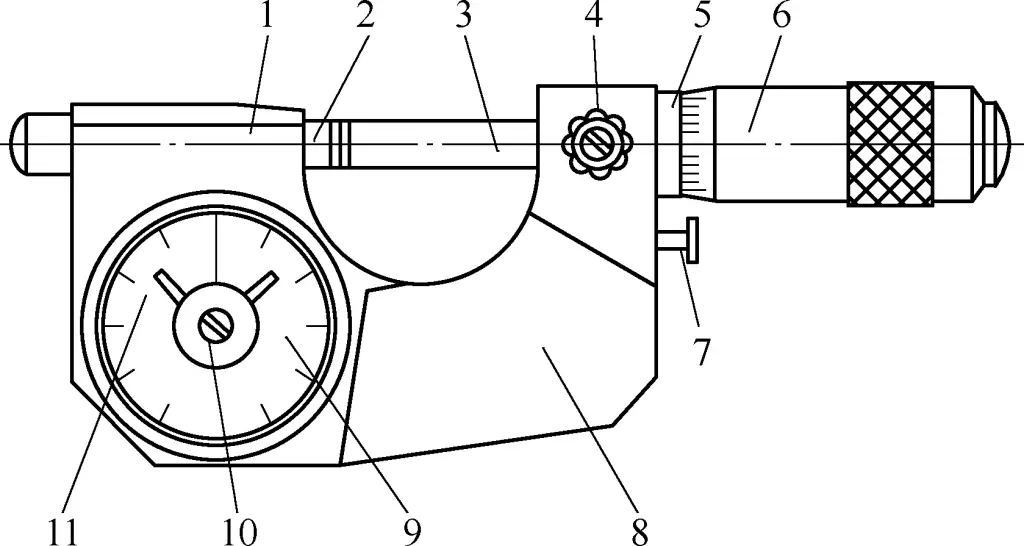
1-Çerçeve
2-Hareketli örs
3-Mikrometre iş mili
4-Kilitleme cihazı
5-Sabit manşon
6-Thimble
7-Düğme
8-Isı yalıtım cihazı
9-Gösterge
10-Sıfır ayar mekanizması
11-Tolerans göstergesi
Kullanımı sıradan dış mikrometrelerle benzerdir, ancak büyük hassas parça partilerinin incelenmesi için uygundur. Kadran göstergeleri 0,001 mm dereceli olan kollu mikrometreler tolerans derecesi 6 olan boyutları ölçebilir; 0,002 mm dereceli olanlar tolerans derecesi 7 olan boyutları ölçebilir.
Ölçülecek iş parçasını hareketli örs ile kollu mikrometrenin mili arasına doğru konumda yerleştirin. Yüksüğü, çizgilerinden biri sabit manşon üzerindeki uzunlamasına çizgi ile hizalanacak ve kadran üzerindeki ibre uygun bir okumaya sahip olacak şekilde ayarlayın. Ardından okumayı sabitlemek için düğmeye birkaç kez basın. Bu noktada, yüksük üzerindeki okuma artı kadran üzerindeki okuma, ölçülen iş parçasının gerçek boyutudur.
Gösterge blokları, kol mikrometresini ayarlamak için standart olarak kullanılabilir ve kadran ibresini sıfıra geri getirir. Ardından mili kilitlemek ve kadrandan okumak için kilitleme cihazını kullanın. Bu, mikrometre kafası okumasındaki hataların etkisini önleyebilir ve ölçüm doğruluğunu artırabilir.
Ölçüm yaparken, önce hareketli örsü geri çekmek için elinizle düğmeye basın, ardından iş parçasını iki ölçüm yüzeyi arasına yerleştirin. Düğmeyi bırakın, bir veya iki kez basın ve sabit okuma, ölçülen iş parçasının sapma değeridir.
Kollu çıtçıtlı mastar (bkz. Şekil 14) kumpas şeklinde çerçevesi olan bir ölçüm aletidir. Kol-dişli büyütme prensibi kullanılarak, 0,001 mm ve 0,002 mm'lik ortak derecelendirmelerle yapılır. Hassas parçaların dış boyutlarını karşılaştırma yöntemiyle ölçmek için kullanılabilir ve ayrıca geometrik şekil hatalarını (yuvarlaklık, silindiriklik gibi) ölçebilir. Tek tip boyut özelliklerine sahip büyük hassas parça partilerinin incelenmesi için uygundur.
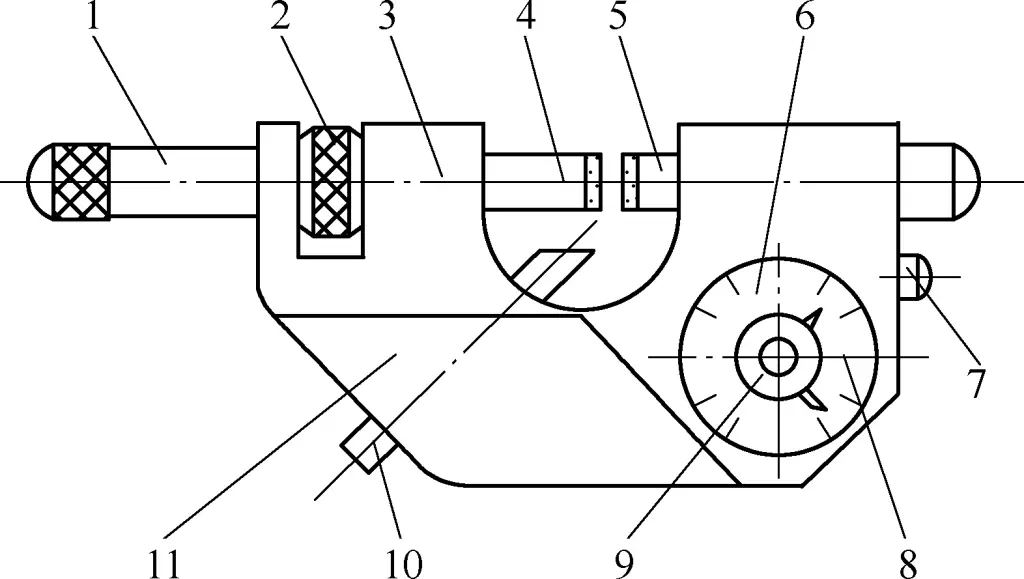
1-Fren kolu
2-Ayar somunu
3 Çerçeve
4-Ayarlanabilir ölçüm çubuğu
5-Hareketli ölçüm başlığı
6-Gösterge cihazı
7-Düğme
8-Tolerans göstergesi
9-Sıfır ayarlama cihazı
10-Pozisyonlama pimi
11-Isı yalıtım cihazı
Kollu çıtçıtlı mastarın ölçüm yöntemi, sıfır konumunu ayarlamak için mastar bloklarını standart olarak kullanan kollu mikrometrenin göreceli ölçümüne benzer.
Ölçüm yaparken, önce hareketli ölçüm başlığını geri çekmek için elinizle düğmeye basın, ardından iş parçasını iki ölçüm yüzeyi arasına yerleştirin. Hareketli ölçüm kafasının ölçülen yüzeye hafifçe dokunmasını sağlamak için düğmeyi bırakın, bir veya iki kez basın ve okuma sabitlendikten sonra gösterge mekanizmasındaki ibrenin konumunu gözlemleyin ve değeri okuyun. Okunan değer, ölçülen iş parçasının sapma değeridir.
Kollu dişli komparatörü (bkz. Şekil 15), ölçüm çubuğunun doğrusal yer değiştirmesini yay şeklindeki bir kadran üzerindeki ibrenin açısal yer değiştirmesine dönüştürmek için bir kol ve dişli aktarım sistemi kullanan bir ölçüm cihazıdır ve okumalar kadrandan alınır. Kollu dişli mikrometre olarak da adlandırılır.
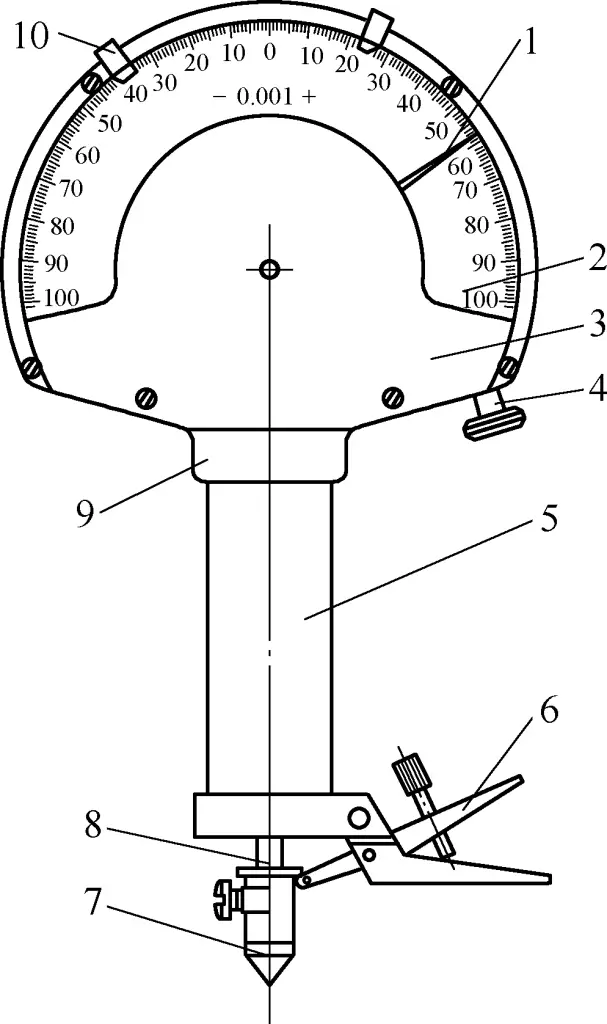
1-Pointer
2-Dial
3'lü Kutu
4-Sıfır ayarlama cihazı
5 Akslı manşon
6-Çatal
7-Ölçüm ucu
8-Ölçme çubuğu
9-Vücut
10-Tolerans göstergesi
Kollu dişli karşılaştırıcısı, dış boyutların (radyal salgı, eksenel salgı vb.) şekil ve konum doğruluğunu ölçebilir. Mastar blokları, uzunluk boyutlarının karşılaştırmalı ölçümü için standart olarak kullanılır ve genellikle kullanım için özel bir standa veya çalışma tezgahına monte edilir. Yaygın derecelendirmeler 0,001 mm ve 0,002 mm'dir.
1) Komparatör, ölçüm için bir ölçüm tezgahı veya başka bir sabit destek üzerine kurulmalıdır. Ölçümden önce, çalışma tezgahı düzlemi ile komparatörün ölçüm çubuğunun ekseni arasındaki dikliği ayarlayın.
2) Çalışma sırasında, ölçüm çubuğu yavaşça alçalmalı, ölçüm ucunun iş parçasına veya mastar bloğuna hafifçe temas etmesine izin vermeli ve ölçüm çubuğunda deformasyona veya ibrenin hasar görmesine neden olabilecek darbelerden kaçınmalıdır.
3) Ölçüm yaparken, ölçüm doğruluğunu artırmak için kadran derecelendirmelerinin orta kısmını kullanmaya çalışın.
4) Toplu iş parçalarını denetlerken, kadran üzerindeki tolerans göstergesi denetim verimliliğini artırmak için kullanılabilir.
5) Farklı boyut ve şekillerdeki iş parçalarını ölçerken, uygun bir çalışma tezgahı seçilebilir.
Burulma yayı mikrometresi olarak da bilinen burulma yayı karşılaştırıcısı (bkz. Şekil 16), boyut dönüştürme ve büyütme mekanizması olarak bir burulma yayı elemanı kullanan bir ölçüm cihazıdır. Ölçüm çubuğunun doğrusal yer değiştirmesini, yay şeklindeki bir kadran üzerindeki ibrenin açısal yer değiştirmesine dönüştürür ve okumalar kadrandan alınır.
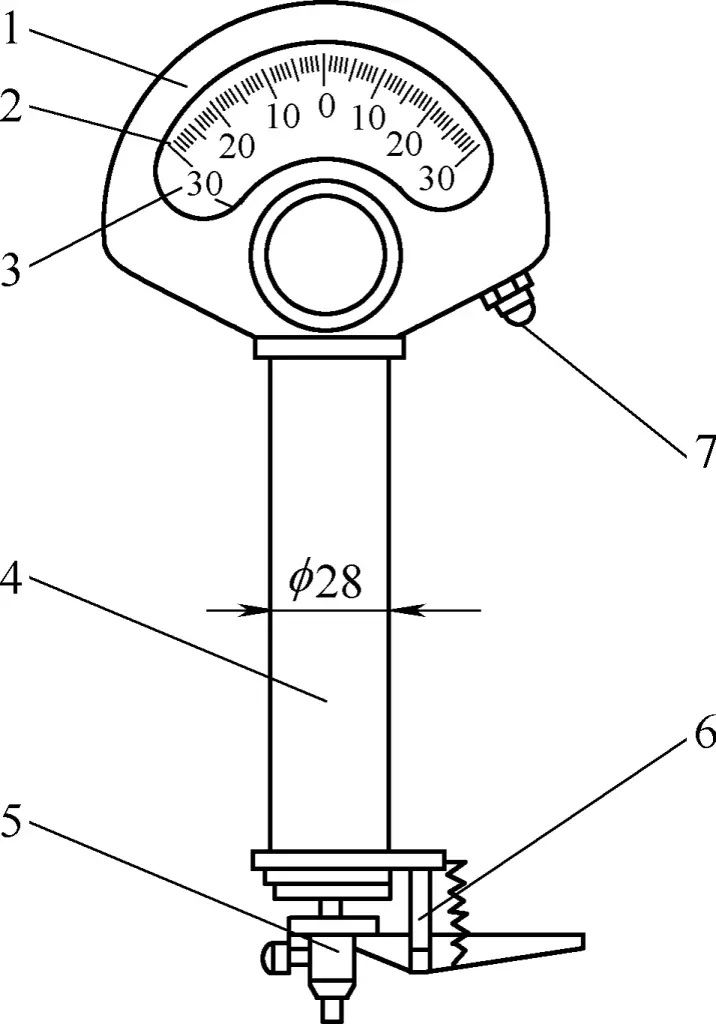
1-Kasa
2-Dial
3-Pointer
4 Kollu
5-Ölçme ucu
6-Çatal
7-Sıfır ayarlama cihazı
Yüksek hassasiyetli parçaların dış boyutlarını ve şekil doğruluğunu incelemek için kullanılabilir. Aktarım mekanizmasında sürtünme veya boşluk olmadan yüksek doğruluk ve iyi hassasiyete sahiptir, ancak yanlış kullanım ibreye ve burulma yayına kolayca zarar verebilir. Yaygın derecelendirmeler arasında 0,002 mm, 0,001 mm, 0,0005 mm ve 0,0002 mm bulunur.
Kullanım yöntemi temel olarak kaldıraç dişli komparatörünkine benzer, ancak burulma yaylı komparatörün daha küçük gösterge aralığı nedeniyle, ölçüm ucu ile iş parçası arasındaki teması ayarlarken daha fazla dikkat gerekir. Ölçüm ucu asla iş parçası veya tezgah yüzeyi ile çarpışmamalı ve komparatörün zarar görmesini önlemek için ölçüm ucuna veya çubuğuna kuvvetle bastırmayın.
Su terazisi (bkz. Şekil 17), esas olarak ekipman kurulumu sırasında düzlüğü, düzlüğü ve dikliği ölçmek için kullanılan bir tür açı ölçüm cihazıdır ve ayrıca parçaların küçük eğim açılarını da ölçebilir. Makine endüstrisinde kullanılan sıradan su terazileri çubuk tipi ve çerçeve tipi olarak ikiye ayrılır. Sıradan su terazilerinin dereceleri 0,02 mm/m ve 0,05 mm/m'dir.
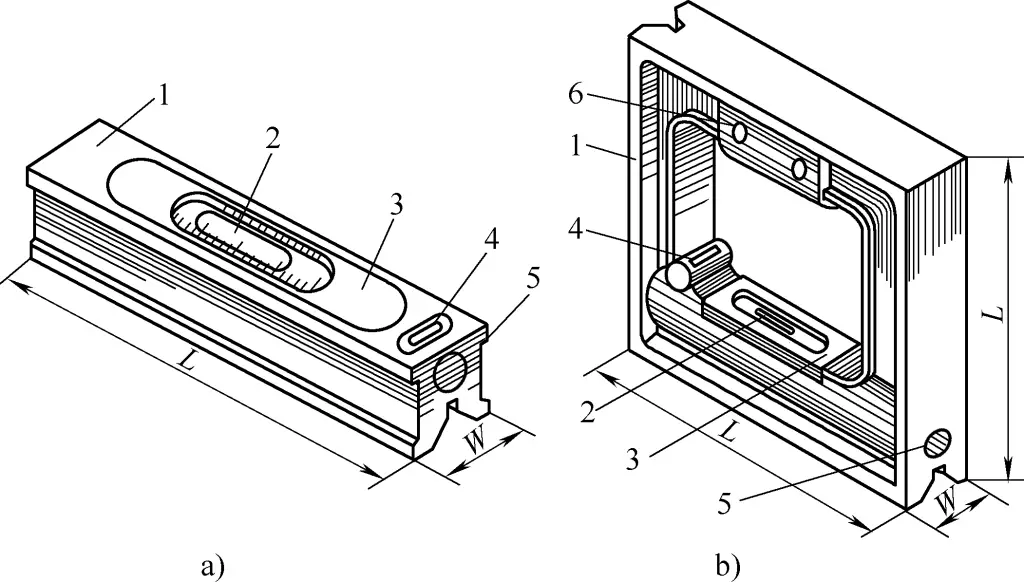
a) Çubuk tipi su terazisi
b) Çerçeve tipi su terazisi
1-Ana gövde
2-Ana kabarcık şişesi
3-Kapak plakası
4-İkincil kabarcık şişesi
5-Ayarlama mekanizması
6-Yalıtımlı tutamak
Ölçüm yapmadan önce su terazisinin sıfır konumunun doğru olup olmadığını kontrol edin. Değilse, ayarlanabilir su terazileri için sıfır konumu ayarlanmalıdır.



