
Metal Birleştirme: Açıklamalı Kaynak, Perçinleme ve Diş Açma
Dünyamıza güç veren makineleri nasıl inşa ediyoruz? Metalin metalle buluştuğu mekanik birleştirme sanatına dalın...
Köprüler, kuleler ve gökdelenler - hepsinin ortak noktası nedir? Metal parçalarını bir arada tutmak için basit ama temel bir bileşene güveniyorlar: perçinler. Bu küçük ama güçlü bağlantı elemanları, muazzam kuvvetlere dayanabilen güçlü, dayanıklı bağlantılar oluşturmada çok önemli bir rol oynar. Bu makalede, perçinlemenin büyüleyici dünyasına daha yakından bakacağız. Metal bileşenleri güvenli bir şekilde birleştirmek için kalifiye işçiler tarafından kullanılan ustaca araçlar ve teknikler hakkında bilgi edineceksiniz. Perçin türlerinin temellerinden adım adım montaj sürecine kadar her şeyi ele alacağız. İnşaat ve mühendisliğin genellikle göz ardı edilen bu kahramanları için yeni bir takdir kazanmaya hazır olun!

İki veya daha fazla iş parçasının perçinlerle birleştirilmesi işlemine perçinleme denir. Perçinlemenin kullanımı basit ve uygulamada esnek olduğundan, genellikle kuvvetin önemli olmadığı durumlarda kullanılır. Perçinlemeden sonra parçaların birbirlerine göre dönüp dönmemesine göre perçinleme, Şekil 1'de gösterildiği gibi sabit perçinleme ve hareketli perçinleme olarak ikiye ayrılabilir.
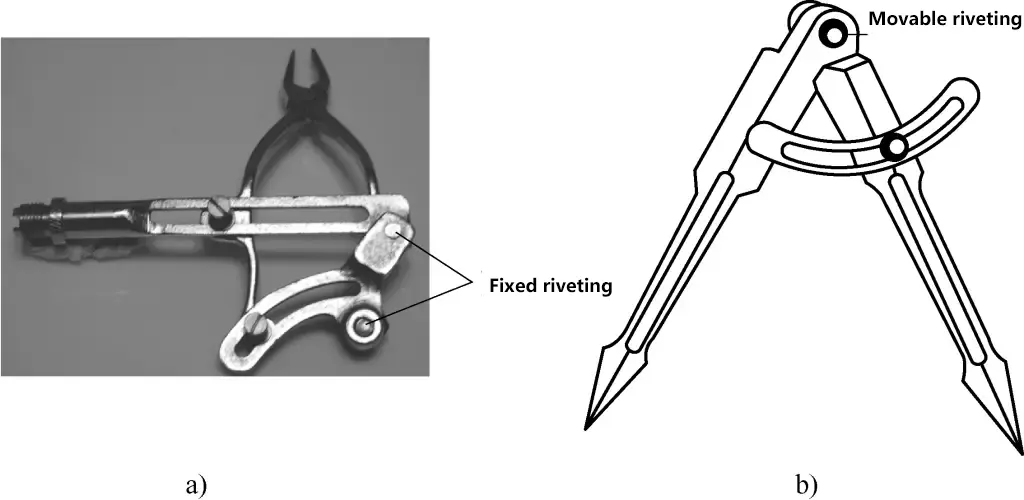
a) Sabit perçinleme
b) Hareketli perçinleme
Farklı perçinleme yöntemlerine göre, perçinleme işlemleri sıcak perçinleme, soğuk perçinleme ve karışık perçinleme olarak ayrılabilir. Genel olarak, soğuk perçinleme 8 mm'den küçük çaplı perçinler için kullanılır.
Aşağıda tesisatçılar için manuel soğuk perçinleme operasyon tekniği tanıtılmaktadır.
Tesisat perçinleme için kullanılan çekiç çoğunlukla bir bilyeli çekiçtir ve özellikleri perçinin çapına göre seçilir. En yaygın kullanılanlar 0,66 kg veya 0,88 kg bilyeli çekiçlerdir.
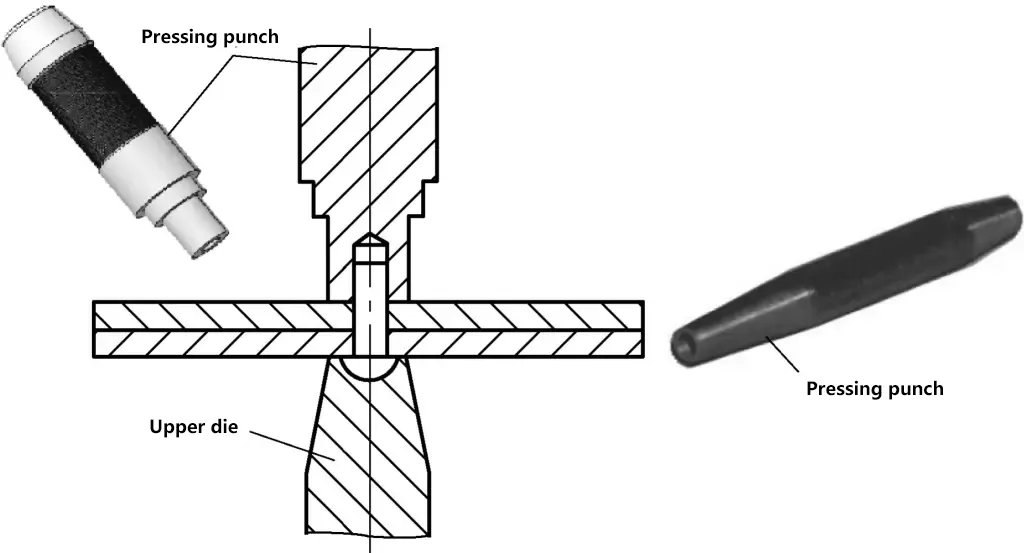
Şekil 2'de gösterildiği gibi. Perçin deliğe sokulduktan sonra perçinlenecek plakaları sıkıca bastırmak ve tam oturmalarını sağlamak için kullanılır.
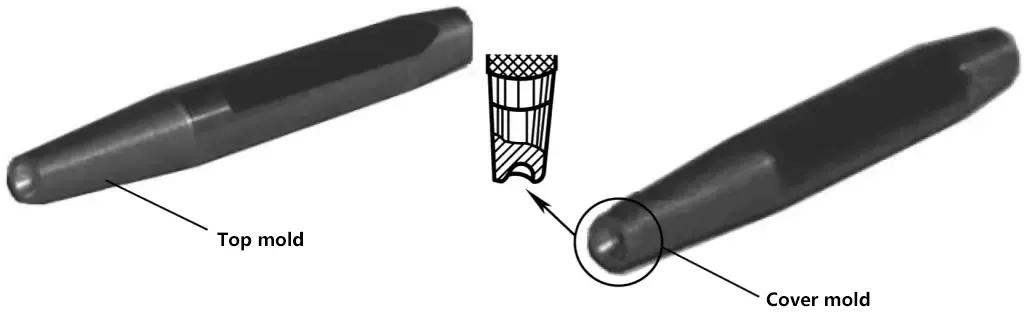
Yarı dairesel başlı perçinleri ve yarı dairesel havşa başlı perçinleri perçinlerken, son perçinleme şekillendirme işlemi, perçin başını Şekil 3'te gösterildiği gibi düzenli bir şekle sokmak için kalıp ve başlık kullanmaktır. Kalıp ve başlık kafalarının yarı dairesel içbükey küresel yüzeyi, yarı dairesel başlı perçinin standart boyutuna göre yapılmalıdır.
Yukarıda bahsedilen ana aletlere ek olarak, örs gibi destekleyici aletler ve tezgah mengeneleri gibi sıkıştırma aletleri de perçinleme sırasında gereklidir.
1) Perçinlerin farklı şekillerine göre, perçinler Şekil 4'te gösterildiği gibi temel olarak düz başlı perçinler, yarı dairesel başlı perçinler, havşa başlı perçinler, yarı dairesel havşa başlı perçinler ve içi boş perçinler olarak ayrılır.
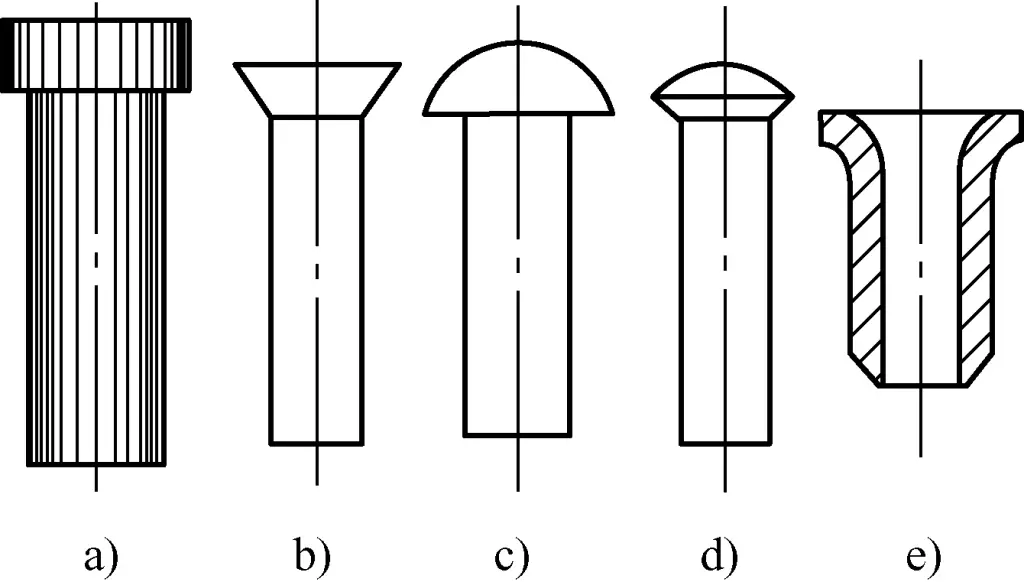
a) Düz başlı perçin
b) Havşa başlı perçin
c) Yarı dairesel başlı perçin
d) Yarı dairesel havşa başlı perçin
e) İçi boş perçin
2) Perçinlerin farklı kullanımlarına göre, perçinler kazan perçinleri, çelik yapı perçinleri ve transmisyon kayışı perçinleri olarak ayrılabilir.
3) Perçinlerin malzemesine göre, perçinler çelik, bakır (saf bakır ve pirinç) ve alüminyum olarak ayrılabilir.
Perçinleme parametreleri Şekil 5'te gösterilmiştir.
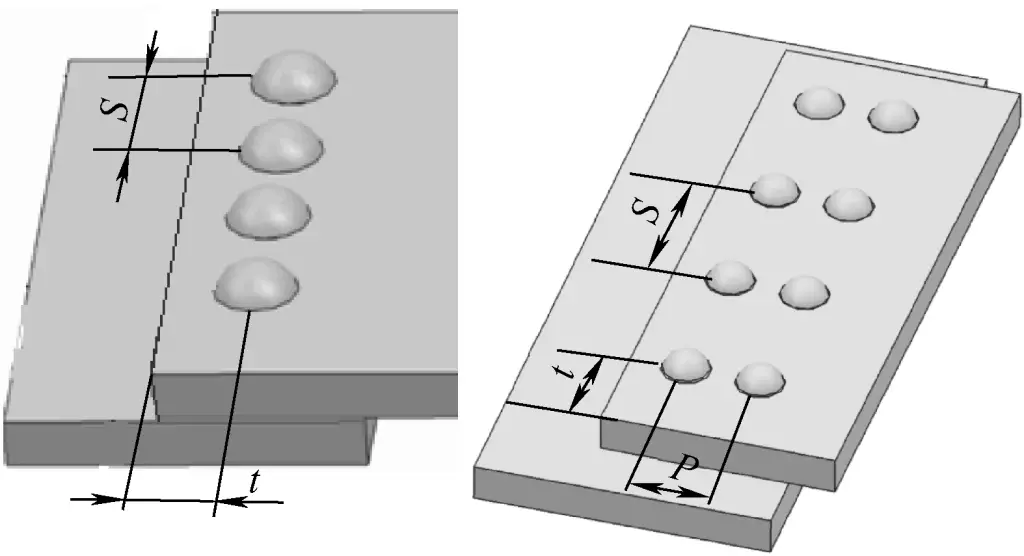
1) Perçin aralığı, kenar mesafesi ve sıra mesafesinin hesaplanması
① Tek sıra perçinleme
Perçinleme aralığı S=3d
Perçinleme kenarı mesafesi t=1.5d'dir
Burada d perçinin çapıdır.
② Çift sıralı perçinleme
Perçinleme aralığı S=4d
Perçinleme kenarı mesafesi t=1.5d'dir
Perçinleme sırası mesafesi P=2d
2) Perçin çapının belirlenmesi
Perçin çapının seçimi genellikle bağlanacak plakaların hesaplanan kalınlığı ile ilgilidir. Perçinlerin yeterli kesme dayanımına sahip olmasını sağlamak için, deneyimlere göre perçin çapı genellikle Tablo 1'e göre seçilir.
Tablo 1 Perçin Çapının Belirlenmesi (birim: mm)
| Kalınlık Hesaplama | 5~6 | 7~9 | 10~12 | 15~18 | 19~24 | ≥25 |
| Perçin Çapı | 10~12 | 14~18 | 20~22 | 24~27 | 27~30 | 30~36 |
Kalınlık hesaplamasının belirlenmesi için prensip şudur:
3) Açık delik çapının belirlenmesi d0 perçinlemeden önce (bkz. Tablo 2)
Tablo 2 Perçinleme öncesi açık delik çapının belirlenmesi (birim: mm)
| Perçin çapı d | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 8.0 | 10.0 | |
| Delik çapı d0 | Kaba montaj | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 |
| Hassas montaj | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 | |
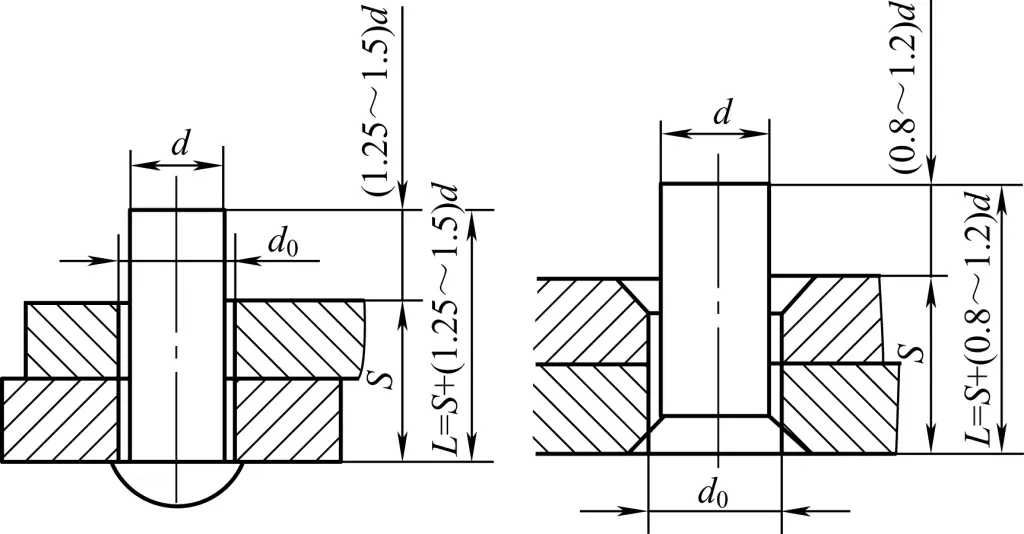
4) Perçin uzunluğunun belirlenmesi
Perçinlemede kullanılan perçinin uzunluğu, gereksinimleri karşılayan ve yeterli perçinleme mukavemeti sağlayan bir perçin başı oluşturmak için yeterli olmalıdır. Perçinin uzunluğu, plakaların toplam kalınlığını ve perçinin çıkıntılı kısmının uzunluğunu içerir. Genel olarak, Şekil 6'da gösterildiği gibi, yarı dairesel başlı bir perçinin çıkıntılı kısmının uzunluğu perçin çapının 1,25 ila 1,5 katı olmalıdır, havşa başlı perçinler için ise perçin çapının 0,8 ila 1,2 katı olmalıdır.
1) Tablo 1'e bakın, perçinlenen parçaların kalınlığına göre doğru perçin çapını seçin; perçin çapına ve montaj hassasiyetine göre perçin deliği için doğru matkap çapını (açık delik çapı) seçmek için Tablo 2'ye bakın.
Delik çapı çok küçükse, perçin takıldığında bağlantı parçalarının delik duvarlarına zarar verir ve muhtemelen çatlaklara neden olur; delik çapı çok büyükse, perçinleme sırasında perçin yalpalayabilir veya bükülebilir, perçin başının görünümünü etkiler ve perçinleme mukavemetini önemli ölçüde azaltır.
2) Bağlanacak plakalarda delikler açın veya raybayla delin ve delik kenarlarındaki çapakları giderin.
3) Perçini yerleştirin, perçinin yuvarlak başını üst kalıba yerleştirin ve Şekil 7a'da gösterildiği gibi perçinleme parçalarını birbirine sıkıca kenetlemek için sıkıştırma zımbasını kullanın.
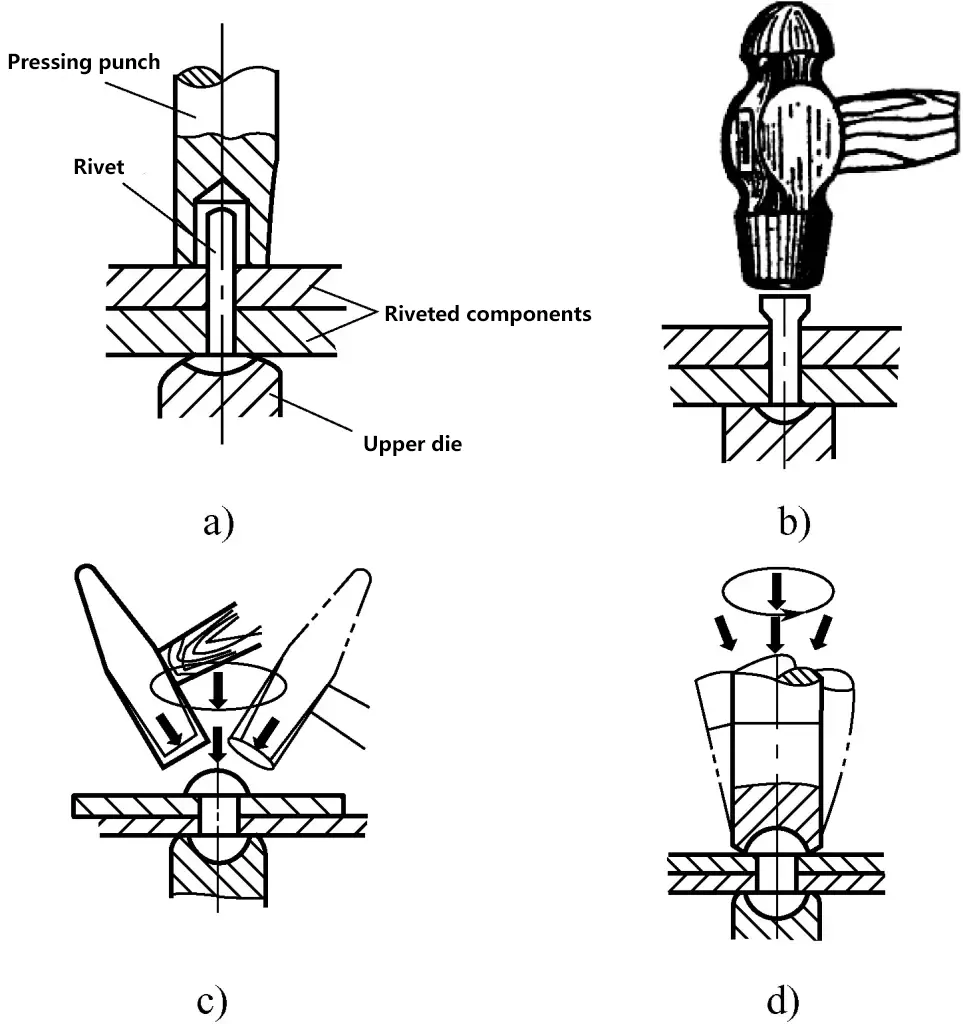
a) Perçinleme parçalarının preslenmesi
b) Perçinin bozulması
c) Çekiçle dövme
d) Perçin başını bitirmek ve şekillendirmek için bir kapak kalıbı kullanmak
4) Şekil 7b'de gösterildiği gibi, perçin başını kaldırmak için bir çekiç kullanın.
5) Şekil 7c'de gösterildiği gibi, perçin başını çekiçleyin ve ilk şekline getirin.
6) Şekil 7d'de gösterildiği gibi, perçin başını istenen şekle getirmek için bir kapak kalıbı kullanın. Kapak kalıbını kullanırken perçin kafasına zarar vermekten veya iş parçasının yüzeyini bozmaktan kaçının.
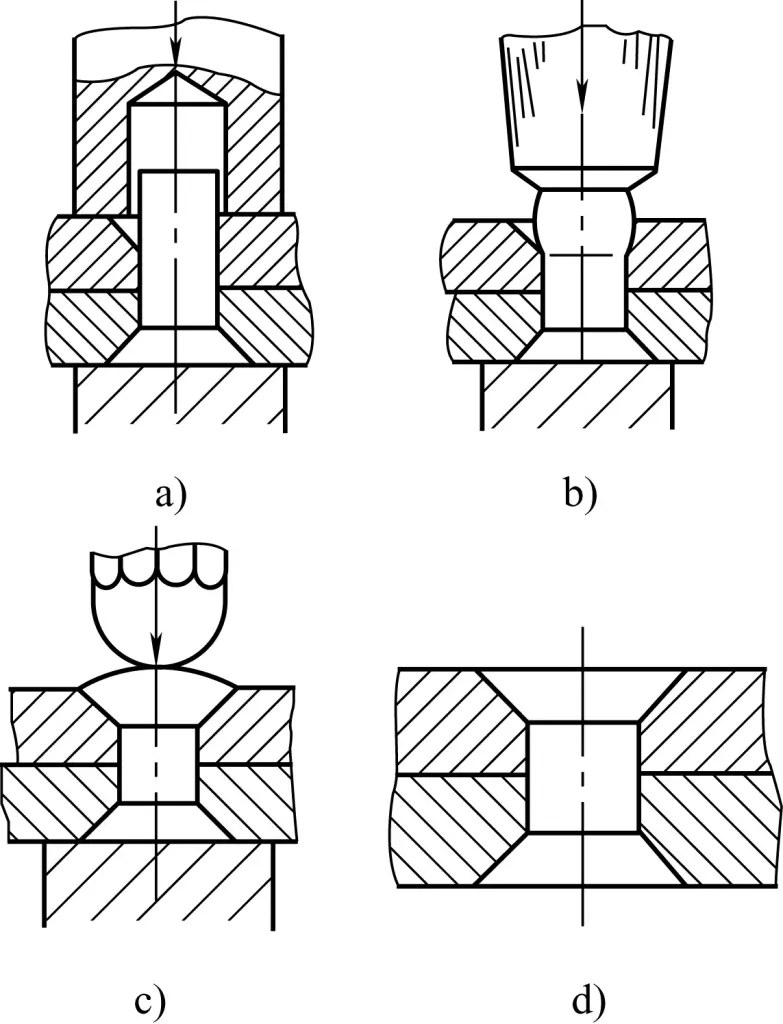
a) Perçinleme parçalarının preslenmesi
b) Perçinin çıkıntılı ucunun yukarı kalkması
c) Havşayı altüst etme ve doldurma
d) Perçinin çıkıntılı kısmının aynı hizada törpülenmesi
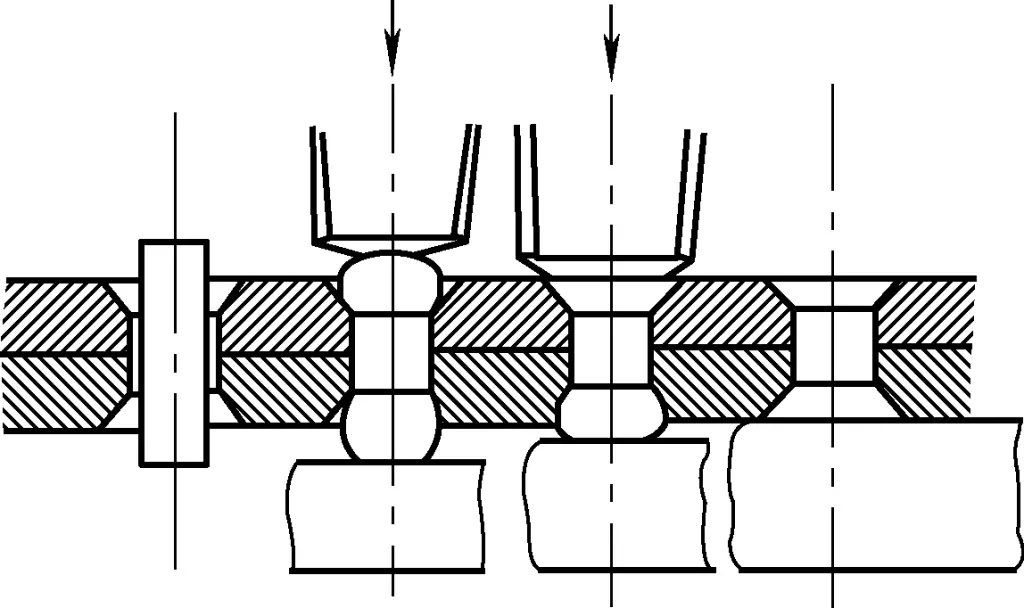
Şekil 10'da gösterildiği gibi, içi boş perçini deliğe yerleştirdikten sonra, önce iş parçasına sıkıca bastırın, ardından içi boş perçinin kenarını genişletmek için bir şablon zımba kullanın ve son olarak perçin başını oluşturmak için özel bir şekillendirme zımbası kullanın.
Perçinlenen parçaların perçinlemeden sonra birbirlerine göre dönmelerini sağlamak için, hareketli perçinleme sırasında, yukarıdaki perçinleme işlemine ek olarak, perçin kafasını düzleştirirken çekiçleme kuvveti hafif olmalıdır. Parçaların "ölümüne perçinlenmesini" önlemek için çekiçleme sırasında hareket durumunu kontrol edin.
Perçinlenen parçaların perçinlemeden sonra döndürülmesi zorsa, perçin kafasının altına içi boş bir kalıp (presleme zımbasına benzer şekilde) yerleştirebilir ve ardından perçin kafasını çekiçleyebilirsiniz. Bu, perçini gevşeterek iki perçinli parçanın birbirine göre hareket etmesini sağlayacaktır. Parçalar çok gevşekse, sabit perçinleme işlemine göre sıkılabilir ve hareketli perçinlemenin sıkılığının gerektiği gibi ayarlanmasına izin verilir.
Bazı ekipman bakım senaryolarında, bileşenleri değiştirmek için perçinli parçaların sökülmesi gerekir. Bu durumda, perçinli parçaları sökme amacına ulaşmak için perçini dışarı itmek üzere özel bir zımba kullanmadan önce perçin kafası imha edilmelidir.
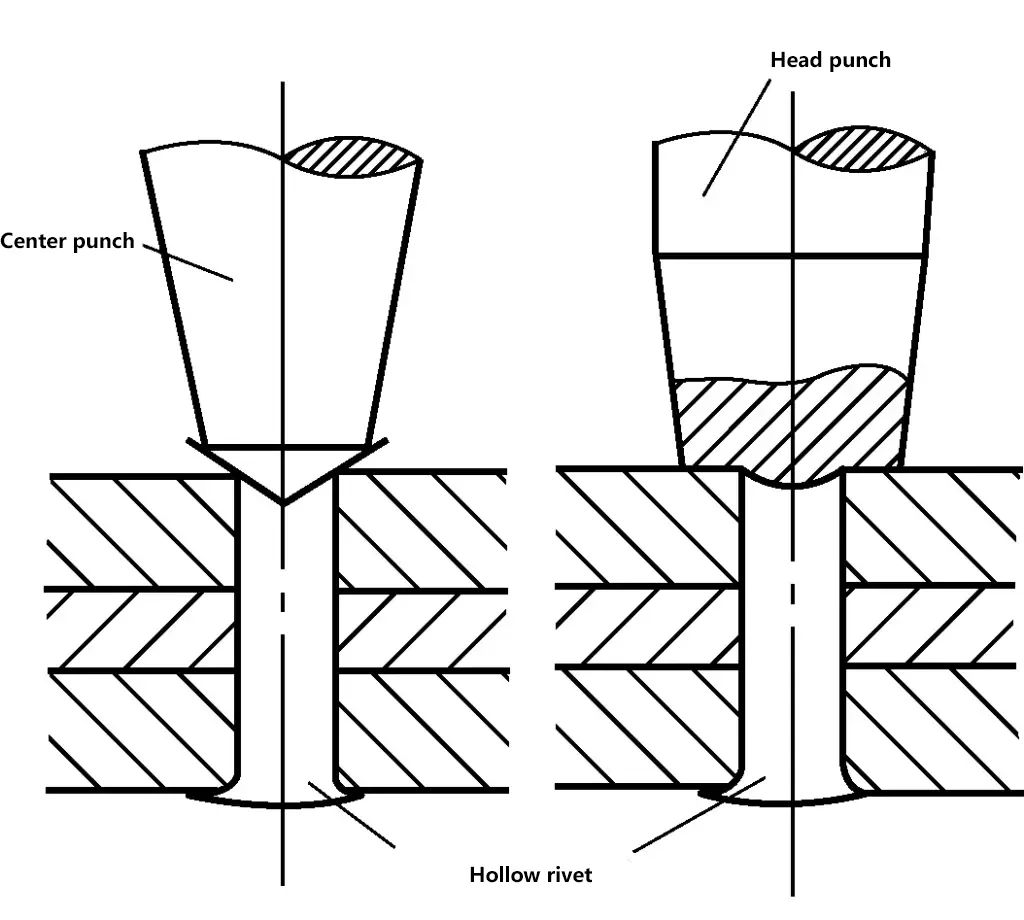
Şekil 11'de gösterildiği gibi, sökme sırasında önce perçin kafasında bir merkez delik açmak için bir merkez zımba kullanın, ardından perçin çapından yaklaşık 1 mm daha küçük bir uçla bir delik açın. Delik derinliği perçin kafasının yüksekliğini biraz aşmalıdır. Son olarak, deliğe bir zımba yerleştirin ve perçini dışarı itin.
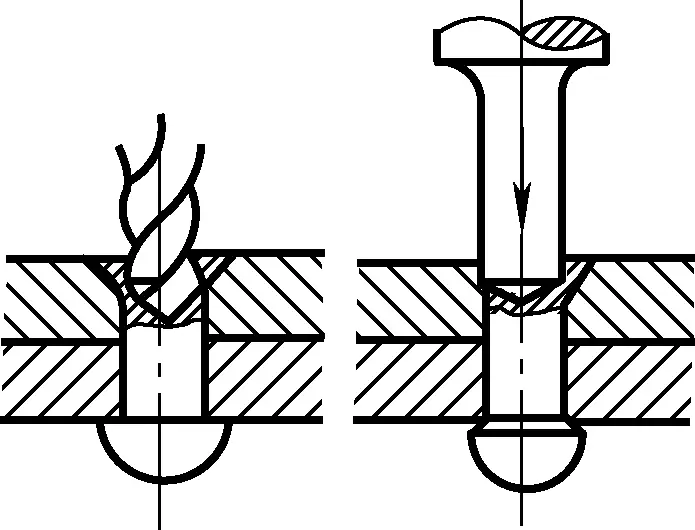
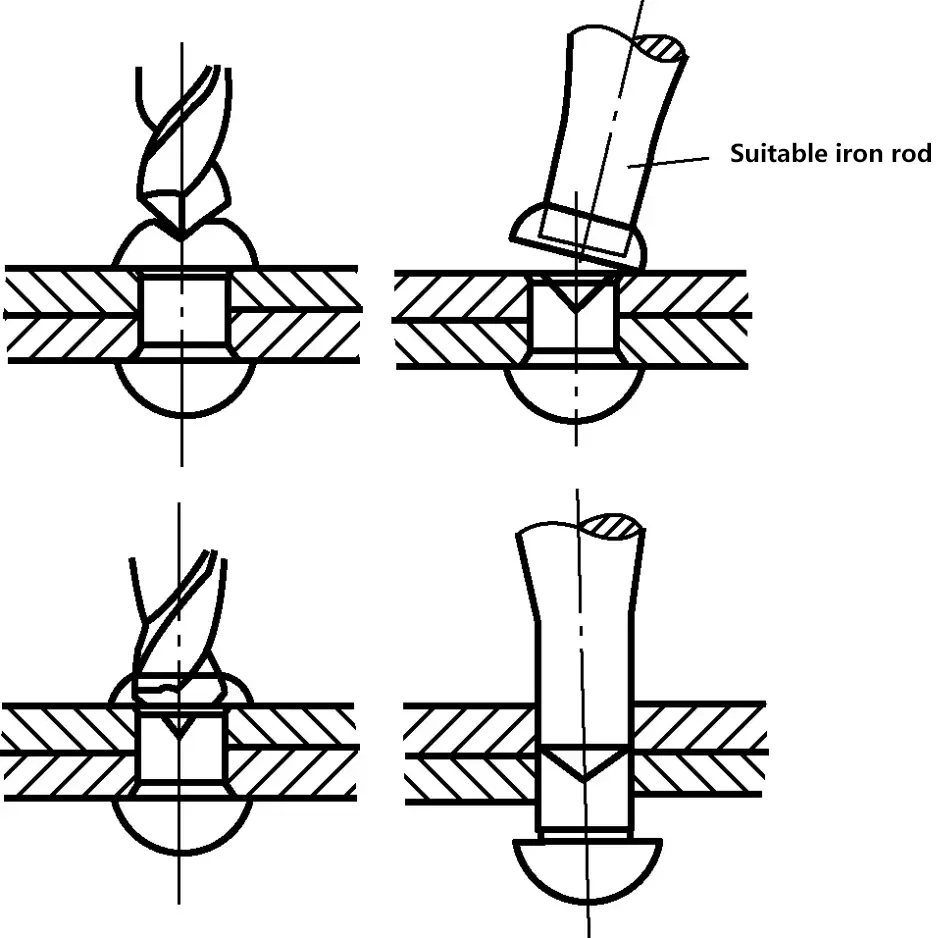
Şekil 12'de gösterildiği gibi, yuvarlak başlı perçinleri sökerken, önce perçin başını hafifçe düzleştirin, ardından bir delik oluşturmak için bir merkez zımba kullanın, perçin başını kırmak için deliğe uygun bir çubuk yerleştirin ve son olarak perçini dışarı itmek için bir zımba kullanın.
Düşük gereksinimli yüzeyler ve daha pürüzlü alanlar için, perçin başını perçinin etrafından keskiyle ayırmak için bir keski kullanabilirsiniz. Bu yöntem genellikle sadece çapı ϕ10 mm'den küçük olan perçinler için uygundur. Sökme sırasında yüzeyi zarar görmeyecek parçalar için perçini delmek üzere uygun bir matkap ucu kullanın.
Tablo 3 Perçinleme Hatalarının Nedenleri ve Önleme Tedbirleri
| Perçinleme Kusurlarının Türleri | Kusur Çizimi | Kusurların Nedenleri | Önleme Tedbirleri |
| Eğimli Perçin Kafası | 1) Perçin sapı çok uzun; 2) İki parça ve perçin arasındaki yanlış hizalama; 3) Düzleştirme sırasında çekiçleme kuvvetinin perçin ekseni boyunca uygulanmaması | 1) Perçin uzunluğunu doğru hesaplayın ve seçin; 2) Perçin deliği açarken eş eksenli olduğundan emin olun; 3) Çekiçleme noktası perçin ekseninden geçmelidir | |
| Perçin Kafası Çevresi Çok Büyük | 1) Perçin sapı çok uzun; 2) Perçin kalıbı çapı çok küçük | 1) Perçin uzunluğunu doğru hesaplayın ve seçin; 2) Perçin özelliklerine göre perçin kalıbı seçin | |
| Düzgün Olmayan Perçin Kafası | 1) Eşit olmayan çekiçleme kuvveti, çekiçleme sırasında kayma veya sallanma; 2) Perçin kalıbı veya açılı yerleştirilmiş üst kalıp | 1) Perçin merkezinden çekiçleme kuvveti noktası; 2) Perçin kalıbı veya üst kalıp soket merkezinin perçin ekseni ile eş merkezli olduğundan emin olun | |
| Perçinli Parçalar Arasındaki Boşluk | 1) İş parçaları arasında düz olmayan yüzey; 2) Presleme zımbasının sacı sıkıca bastırmaması | 1) Perçinlemeden önce iş parçalarının yüzeyinin düz olup olmadığını kontrol edin ve düz değilse yüzeyi onarın; 2) Delik çapını doğru hesaplayın ve işleyin; 3) Perçinlemeden önce presleme zımbasının iş parçalarını sıkıca bastırdığından emin olun | |
| Perçinlenmiş Parçaların Yüzeyi Ezilmiş | 1) Perçin sapı çok kısa; 2) Perçin kalıbı çapı çok büyük | 1) Perçin uzunluğunu doğru hesaplayın ve seçin; 2) Uygun çapta bir perçin kalıbı seçin | |
| Bükülmüş Perçin Şaftı | Perçin şaft çapı çok küçük veya perçinleme deliği çapı çok büyük | Perçinlemeden önce delik çapını doğru hesaplayın ve seçin | |
| Havşa perçin deliği doldurulmamış | 1) Perçin uzunluğu yetersiz; 2) Perçin yukarı kaldırılırken, çekiçleme yönü perçinlenen düzleme dik değildir | 1) Perçin uzunluğunu doğru hesaplayın ve seçin; 2) Perçini yukarı kaldırırken, çekiçleme yönü perçin sapının merkezi ile çakışır |







