
Sac Metal Ağırlığı Nasıl Hesaplanır: Temel Formüller
Sac levhanın ağırlığını hızlı bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu makale, sacın ağırlığını hesaplamak için basit bir formül...
Hiç düz bir metal levhanın karmaşık bir şekle dönüştüğünü gördünüz mü? Bu kılavuz, metal işlemede flaring ve boncuklama tekniklerini açıklamaktadır. Pratik adımları ve ilgili hesaplamaları keşfedeceğiz. Yeni başlayanlar ve zanaatlarını geliştirmek isteyenler için mükemmel olan metali doğru bir şekilde şekillendirmeye ilişkin bilgiler edineceksiniz. Metali güvenle bükmeye hazır olun!

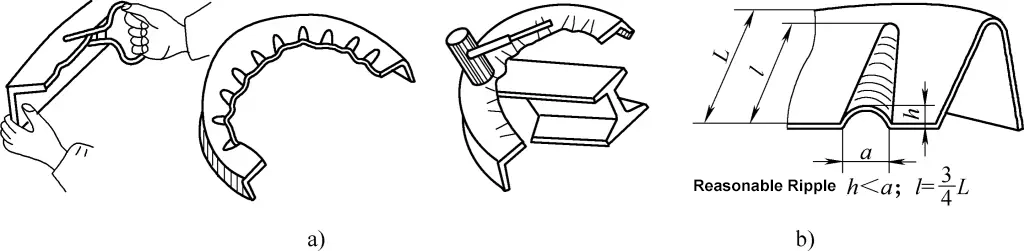
İşlenmemiş parçanın bir tarafını inceltip uzatarak kavisli kenar parçaları yapma yöntemi kenar genişletme olarak adlandırılırken, kenar daraltma işlenmemiş parçanın bir tarafının uzunluğunu kısaltıp kalınlığını artırarak kavisli parçalar yapma yöntemidir. Şekil 1a'da köşebent çelik kullanılarak kenar genişletme yöntemiyle üretilmiş bir dış bükülmüş parça, Şekil 1b'de ise kenar daraltma yöntemiyle üretilmiş bir iç bükülmüş parça gösterilmektedir.
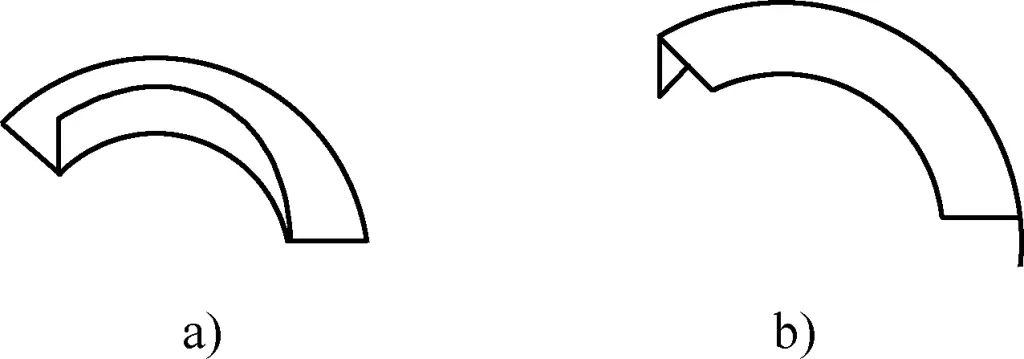
a) Kenar Genişletme
b) Kenar Küçültme
Kenar genişletme ve daraltarak şekillendirme prensipleri farklıdır, bu nedenle çalışma yöntemleri tam olarak aynı değildir.
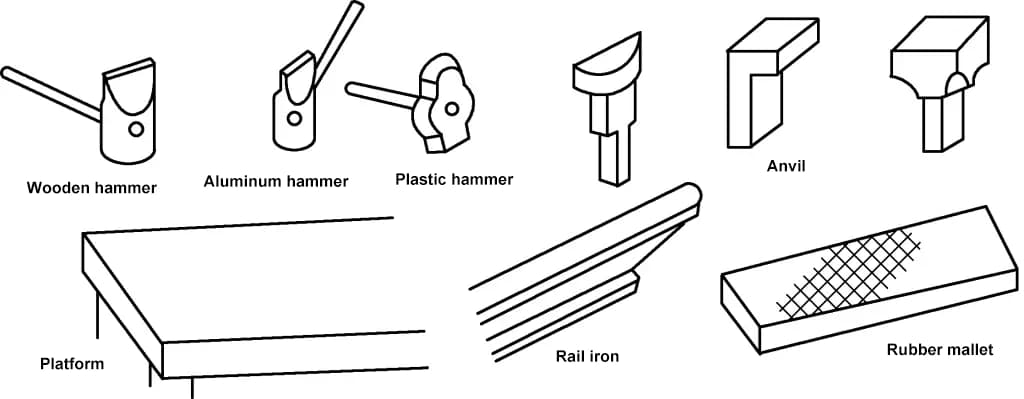
Kenar genişletme aletleri arasında Şekil 2'de gösterildiği gibi ahşap çekiçler, alüminyum çekiçler, bakalit çekiçler, demir çekiçler, ray demirleri, örsler, platformlar, destekler vb. yer almaktadır.
Üretimde yaygın olarak kullanılan yöntem inceltme kenarı genişletmedir. İnceltici kenar genişletme etkilidir ancak pürüzlü bir yüzeye ve eşit olmayan kalınlığa neden olur.
Şekil 1a'da gösterilen içbükey kavisli kenar parçasını üretirken, malzeme kenarını bir örs veya platform üzerinde çekiçlemek için dik açılı bir profil kullanılabilir (bkz. Şekil 3), kenar malzemesi inceltilir, alanı arttırılır ve kavisli kenar uzatılır. Profil kenarına ne kadar yakınsa, o kadar fazla uzar; iç kenara ne kadar yakınsa, o kadar az uzar. Böylece, düz profil kademeli olarak dövülerek kavisli bir kenar parçasına dönüştürülür.
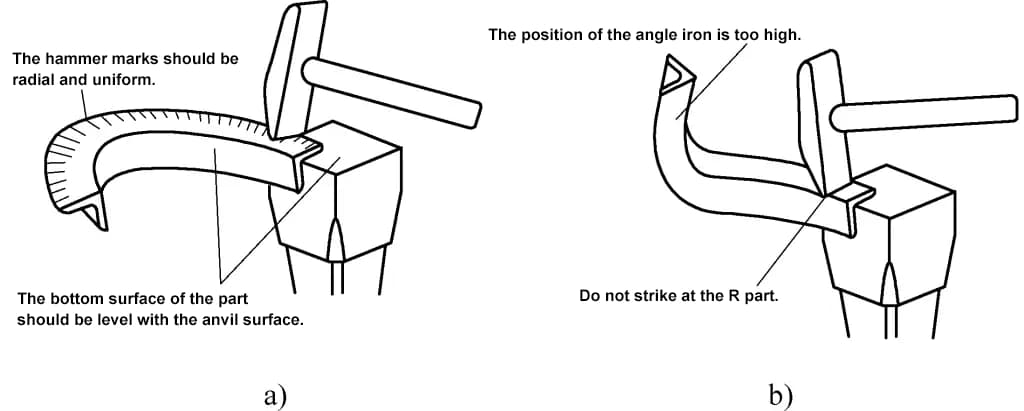
Çekiçleme işlemi sırasında öncelikle parçanın katlanmamış boyutu hesaplanmalıdır. Genişletme sırasında profilin alt yüzeyi örs yüzeyi ile aynı seviyede tutulmalı, çok yüksek veya çok alçak olmamalıdır, aksi takdirde genişletme işlemi sırasında profil eğrilebilir.
Çekiç izleri eşit olmalı ve dışa doğru yayılmalı, büküm genişliğinin 3/4'ünü kapsamalı ve profilin R kesiti boyunca çekiçlenmemelidir. Çekiçleme kavisli alan içinde olmalı ve düz kesitli köşe parçaları için düz alan içinde çekiçleme yapmamalısınız. Genleşme sırasında malzeme iş sertleşmesine uğrayabilir. Sertleşirse, tavlama gerekir; aksi takdirde, çekiçlemeye devam etmek çatlamaya neden olabilir.
İşlem sırasında şekli bir şablon veya ölçüm aleti ile sürekli kontrol edin. İstenen şekil elde edildiğinde, finisaj, düzleştirme ve ince işleme ile devam edin.
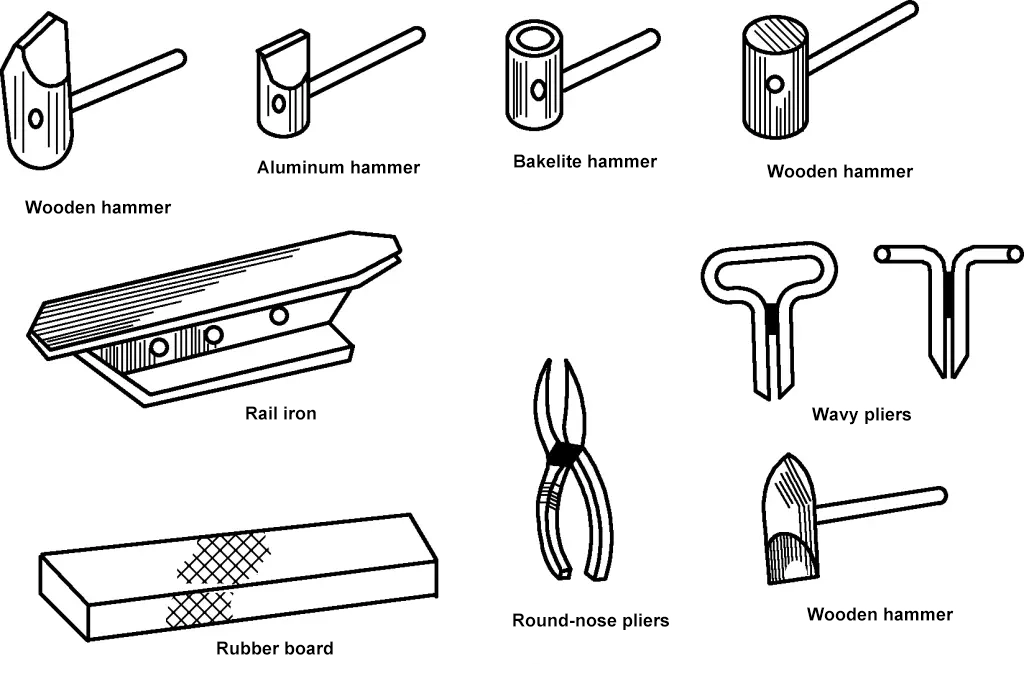
Kenar büzme aletleri arasında Şekil 4'te gösterildiği gibi tahta çekiçler, alüminyum çekiçler, bakalit çekiçler, demir çekiçler, ray demirleri, oluklu penseler ve yuvarlak burunlu penseler bulunur.
Üretimde yaygın olarak kullanılan yöntem oluklu pense ile küçültmedir. Çalışma sırasında, malzemenin kenarında kıvrımlı oluklar oluşturmak için oluklu pense kullanın; kıvrımlar yoğun ve düzgün olmalıdır.
İşlenmemiş parça kalınsa, sert tahta üzerine yerleştirilebilir ve bir kesme çekici ile vurularak kıvrımlar oluşturulabilir ve istenen eğrilik elde edilebilir. Ardından, kıvrımların düzleşmesini ve geri dönmesini önlerken, tahta bir çekiç kullanarak bunları ray demiri üzerinde düzleştirin (bkz. Şekil 5a). Oluklu penseler 8-10 mm bükülmüş çelik tel kullanılarak kaynaklanabilir ve iş parçası yüzeyinin çizilmesini önlemek için yüzey pürüzsüz olmalıdır. Oluşturulan kıvrım şekilleri makul olmalıdır (bkz. Şekil 5b).
Kenar genişletme ve daraltmada meydana gelen farklı deformasyonlar nedeniyle, katlanmamış boyutun hesaplanması da farklılık gösterir.
Şekil 6'daki yarı dairesel parçanın katlanmamış genişliği, bükülmüş profillerin katlanmamış uzunluğu için hesaplama formülü kullanılarak hesaplanabilir.
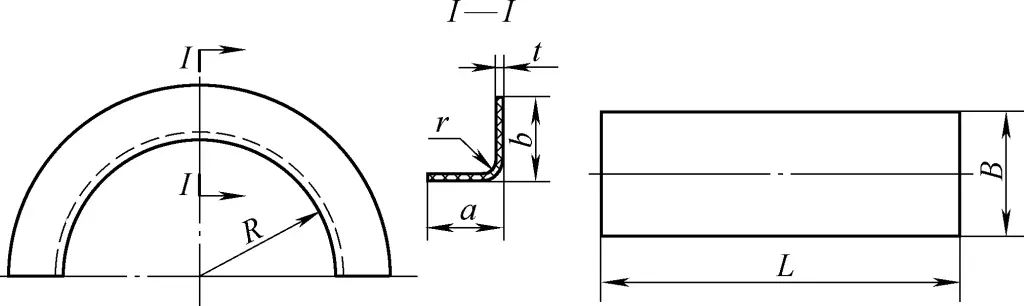
B=a+b-(r/2+t)
Formülde
Katlanmamış uzunluk, genişleyen düzlemin çeşitli kısımlarındaki farklı malzeme genişleme dereceleri nedeniyle, kenar genişlemesinin b genişliğinin yarısındaki yay uzunluğu kullanılarak hesaplanır. Dış kenar daha fazla incelir ve daha fazla genişler, iç kenar ise daha az incelir ve daha az genişler.
L=π(R+b/2)
Formülde
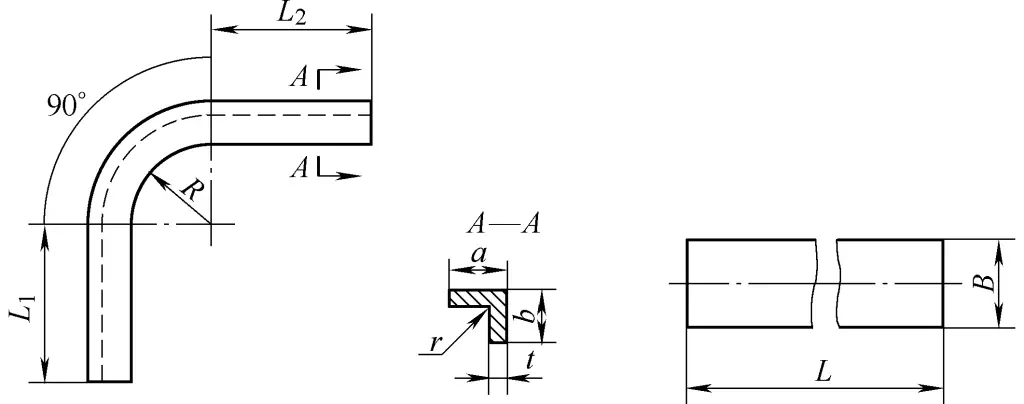
Şekil 7'de gösterilen dik açılı parçanın katlanmamış genişliği yukarıdaki formülle aynıdır. Katlanmamış uzunluk L, düz ve kavisli parçaların toplamına eşittir, yani,
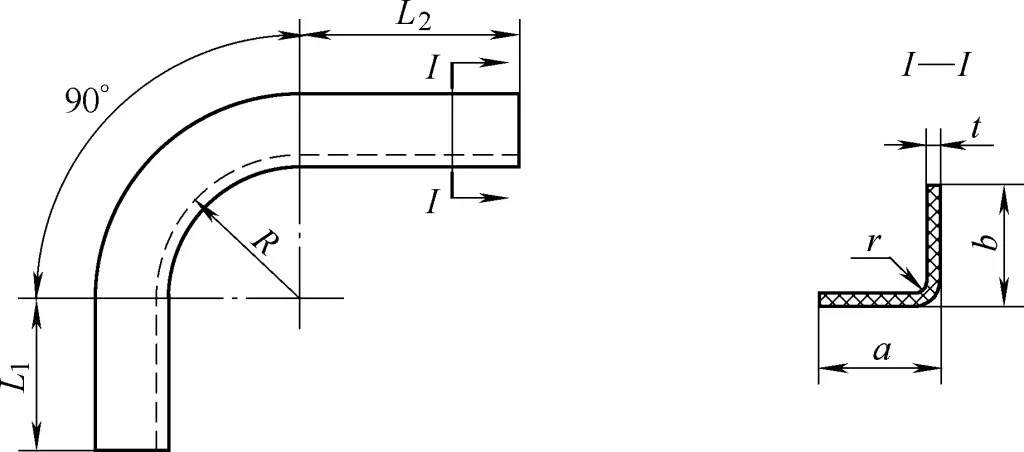
L=L1+L2+ π/2(R +b/2)
Formülde
Şekil 8'de gösterildiği gibi yarı dairesel parçalara küçültülmüş köşebent çeliği için katlanmamış malzeme aşağıdaki formül kullanılarak hesaplanır:
B=a+b-(r/2+t)
L=π(R+b)
Formülde
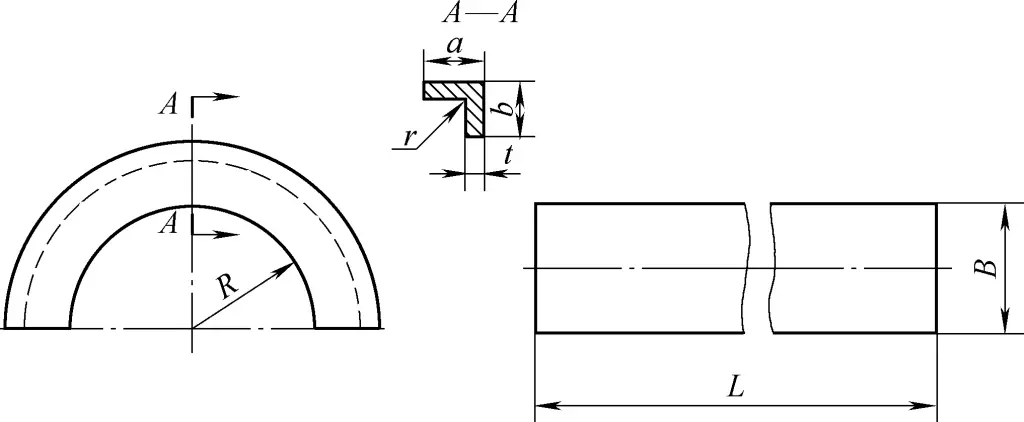
Şekil 9'da gösterildiği gibi, dik açılı bir şekle dönüştürülen açılı kırpma parçası, yukarıdaki formülle aynı katlanmamış genişliğe sahiptir. Katlanmamış uzunluk L aşağıdaki gibi hesaplanır:
L=L1+L2+π/2(R+b)
Formülde







