
Sac Metal Ağırlığı Nasıl Hesaplanır: Temel Formüller
Sac levhanın ağırlığını hızlı bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu makale, sacın ağırlığını hesaplamak için basit bir formül...
Hiç bir metal levhanın hassas bir makine parçasına dönüştüğünü gördünüz mü? Her şey kesmekle başlar. Eski usul makaslardan bilim kurgu benzeri lazerlere kadar, metal kesme uzun bir yol kat etti. Bu makale, ana yöntemleri, bunların nerede parladığını ve işiniz için en iyisini nasıl seçeceğinizi anlatıyor. Metal işleri hakkında bilgi sahibi olacak ve bir kesme tekniği seçerken gerçekten nelerin önemli olduğunu öğreneceksiniz.

Sac metal işlemede kullanılan malzeme formları temel olarak plakaları, profil çeliğini ve boru malzemelerini içerir. Sac metal bileşenlerin gerekli şekillerini ve diğer gereksinimlerini işlemek için, hammaddeler önce gerektiği gibi boşluklar halinde kesilmelidir. Bu işleme körleme adı verilir ve genellikle sac metal işlemenin ilk adımıdır.
Birçok körleme yöntemi vardır. Üretimde kullanılan ana tipler arasında kesme, delme, kesme ve işleme yer alır. Tablo 1'de yaygın kesme yöntemleri ve uygulamaları gösterilmektedir.
Tablo 1 Yaygın körleme yöntemleri ve uygulamaları
| Sınıflandırma | Yöntem | Ekipman | Uygulama |
| Makaslama | Manuel makaslama | El makasları, el tipi titreşimli makaslar, manuel giyotin makaslar | Düşük karbonlu çelik, alüminyum ve alaşımları, bakır ve alaşımları, karton, bakalit ve t≤4mm kalınlığında plastik levhalar gibi plakaların düz ve kavisli işlenmesinde kullanılır. İşlenen parçalar düşük hassasiyet ve üretim verimliliğine sahiptir, ancak düşük maliyetlidir. |
| Makine düz makaslama | Giyotin makaslar | Düşük karbonlu çelik, alüminyum ve alaşımları, bakır ve alaşımları, karton, bakalit ve plastik levhalar gibi malzemeleri kesmek için kullanılır. Yüksek kesme kuvvetine, yüksek üretkenliğe sahiptir ve plakaların düz şekilde işlenmesi için kullanılır. | |
| Eğimli makaslar | Düşük karbonlu çelik, alüminyum ve alaşımları, bakır ve alaşımları, karton, bakalit ve plastik levhalar gibi malzemeleri kesmek için kullanılır. Daha düşük kesme kuvvetine sahiptir, orta veya büyük düz şekiller, büyük yaylar ve 40 mm'ye kadar kesme kalınlığına sahip plakaların eğilmesi için uygundur. | ||
| Küçük adımlı makaslama | Titreşimli makaslar | Düşük karbonlu çelik, alüminyum ve alaşımları, bakır ve alaşımları, karton, bakalit ve plastik levhalar gibi malzemeleri kesmek için kullanılır. Karmaşık eğriler, delikler ve çentikler için uygundur ve titanyum alaşımlarını da kesebilir. | |
| Disk haddeleme makasları | Düz daire makasları | Düşük karbonlu çelik, alüminyum ve alaşımları, bakır ve alaşımları, karton, bakalit ve plastik levhalar gibi malzemeleri kesmek için kullanılır. Şeritleri, düz çizgileri ve yayları nispeten düşük hassasiyetle kesmek için uygundur. Kesilen kenarlarda çapaklar vardır, 30 mm'ye kadar kesme kalınlığı ile küçük ve orta ölçekli parçaların küçük seri üretimi için uygundur. | |
| Aşağı eğimli haddeleme makasları | Düz çizgileri ve yayları (R küçük), nispeten düşük hassasiyetle ve kesme kenarlarındaki çapakları 30 mm'ye kadar kesme kalınlığı ile keser. | ||
| Tam eğimli makaslar | Nispeten düşük hassasiyete sahip karmaşık eğriler ve kesme kenarlarında çapaklar, 20 mm'ye kadar kesme kalınlığı, ±1 mm hassasiyet. | ||
| Yumruklama | Yumruklama | Basın | Genellikle t≤10mm ile sac malzemeleri ve profilleri kesmek, delmek, kesmek ve çentik açmak için kullanılır. Yüksek hassasiyet (kesme IT10, delme IT9), yüksek verimlilik, orta ve büyük seri üretim için uygundur. |
| Kesme | Alevle kesme | Gaz kesme makinesi, torç | Saf demir, düşük karbonlu çelik, orta karbonlu çelik ve bazı düşük alaşımlı çelikten yapılmış plakaların ve profillerin ±1 mm hassasiyetle ve düşük maliyetle kesilmesi ve düzeltilmesi için kullanılabilir. |
| Plazma kesim | Kesme ekipmanı, torç | Karbon çeliği, paslanmaz çelik, yüksek alaşımlı çelik, titanyum alaşımı, alüminyum ve alaşımları, bakır ve alaşımları ve 200 mm'ye kadar dar kesim ve kalınlığa sahip metal olmayan malzemelerin şekillerini kesmek için kullanılır, ± 0,5 mm hassasiyet, ayrıca su altında kesim yapabilir. 200 mm, ± 0,5 mm hassasiyet, ayrıca su altında kesim yapabilir. | |
| Karbon ark oluk açma | DC kaynak makinesi, oluk açma maşası | Yüksek alaşımlı çelik, alüminyum ve alaşımları, bakır ve alaşımları gibi malzemelerin kesilmesi, düzeltilmesi, eğim verilmesi ve büyük çapakların giderilmesi için kullanılır. | |
| Elektrik deşarjlı tel kesme | Elektrik deşarjlı tel kesme makinesi | 300mm'yi aşan kesme kalınlığı, ±0.01mm hassasiyet ile çeşitli iletken malzemelerin hassas kesimi için kullanılır. Düz eğrilerin her şeklini ve ≤30° yan duvar eğimlerini kesebilir, özellikle damgalama kalıbı üretimi için uygundur. | |
| Lazer kesim | Lazer kesim makinesi | Çeşitli malzemelerin hassas kesimi, 10 mm'yi aşan kesme kalınlığı, 0,15 ila 0,5 mm kesme genişliği, ≤0,1 mm hassasiyet, ancak pahalı ekipman. | |
| Yüksek basınçlı su ile kesme | Ultra yüksek basınç (≥400MPa) Su jeti kesim makinesi | Çeşitli ürünler için kullanılabilir metaller ve metal olmayanlar (cam, seramik, kaya gibi), yapay aşındırıcılarla donatılabilir, yüksek hassasiyet, 10 mm'den daha kalın seramikleri kesebilir, ekipman pahalıdır | |
| Kesme | Manuel işlemler | Yay testere makinesi | Çeşitli profilleri, çubukları, boruları, plakaları ve diğer metal/metal olmayan malzemeleri kesmek için kullanılır, olukları ve sert malzemeleri kesebilir, aletler ucuzdur, işlem basittir, ancak emek yoğunluğu yüksek ve verimlilik düşüktür |
| El tipi elektrikli testere, el kumandalı testere | Çeşitli profilleri, çubukları, boruları, sertleştirilmemiş metal ve metal olmayan levhaları işlemek için kullanılır, yüksek verimlilik, gürültülü | ||
| Elektrikli boru kesme makinesi | ϕ200~ϕ1000mm çapındaki metal ve plastik boruları işlemek için kullanılır | ||
| Boru kesme çerçevesi | Küçük ve orta çaplı boruların işlenmesi | ||
| El kontrollü taşlama taşı kesme makinesi | Çeşitli metal ve metal olmayan (demir dışı metaller, kauçuk ve plastik malzemeler hariç) profillerin, çubukların ve boru malzemelerinin işlenmesi | ||
| Makine aleti operasyonları | Testere makinesi | Sertleştirilmemiş metallerin yanı sıra plastik ve ahşap profillerin, çubukların ve boru malzemelerinin işlenmesi, yüksek verimlilik | |
| Kenar frezeleme makinesi, planya | Sertleştirilmemiş metallerin yanı sıra plastik ve ahşap plakaların profillerinin, çubuklarının ve boru malzemelerinin kesilmesi, düzeltilmesi, pah kırılması ve diğer işlemleri için kullanılır, yüksek hassasiyet | ||
| Sac freze makinesi, freze makinesi | Sertleştirilmemiş metallerin yanı sıra plastik ve ahşap plakaların profillerini, çubuklarını ve boru malzemelerini yüksek hassasiyetle kesmek ve düzeltmek için kullanılır, karmaşık eğrileri kesebilir | ||
| Torna, delme makinesi | Çeşitli malzemelerden çubukları ve boru malzemelerini kesmek, pah kırmak ve düzeltmek için kullanılır, yüksek işleme hassasiyeti |
Kesme yönteminin şirketin mevcut işleme ekipmanına, üretim kapasitesine, işlenen sac metal parçaların hassasiyet gereksinimlerine, üretim partisine ve işleme ekonomisine göre seçilmesi gerektiği unutulmamalıdır.
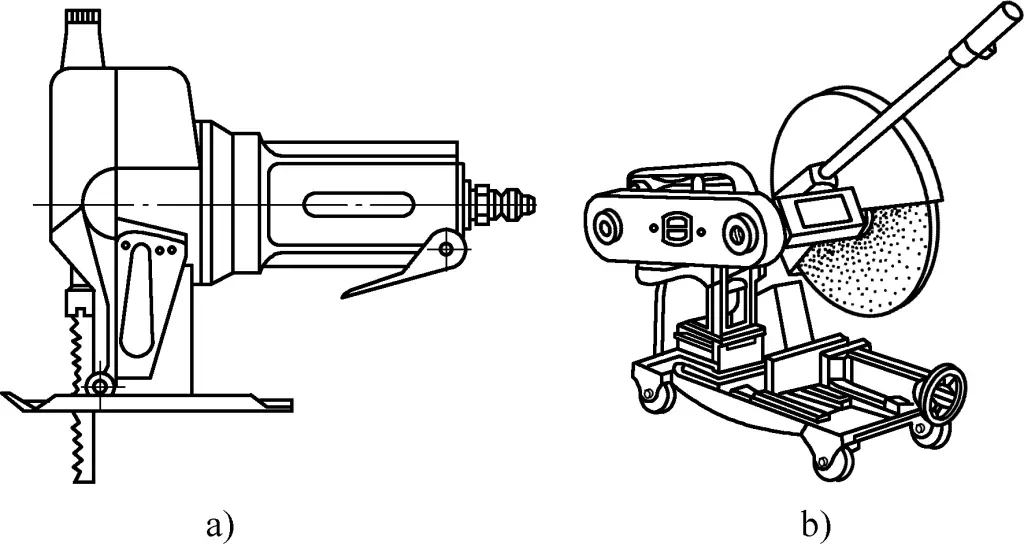
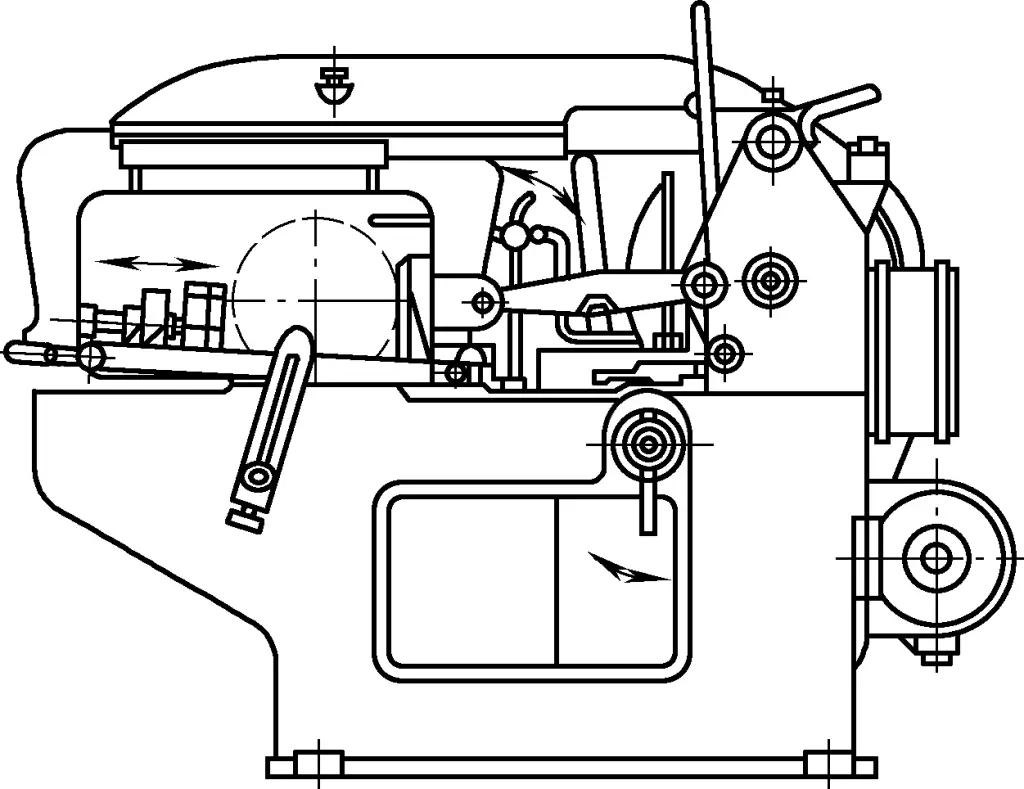
Yukarıda bahsedilen yaygın kesme yöntemleri arasında üretimde en yaygın olarak kullanılanlar şunlardır makaslama maki̇nesi̇delme, oksiasetilen alevle kesme, plazma kesme, lazerle kesme ve bazı kesme işlemleri. Şekil 1a ve 1b, elle kesim için kullanılan yaygın el tipi pnömatik testereleri ve taşlama çarkı kesme makinelerini göstermektedir. Şekil 2'de ise yaygın olarak kullanılan bir yay testere makinesi gösterilmektedir.
Kesme, plakaların, profillerin ve çubukların özel kesme ekipmanı veya araçları kullanılarak önceden belirlenmiş düz veya kavisli çizgiler boyunca ayrıldığı ve böylece çeşitli düz ve kavisli anahat boşluklarının (bazen iç şekiller de) elde edildiği bir işleme yöntemidir. Sertleştirilmiş çelik ve sert kırılgan malzemeler (dökme demir, seramik, cam, semente karbür vb.) hariç her türlü malzeme için uygundur.
Manuel kesme, besleme, fazla malzemenin çıkarılması vb. işlemleri içeren sac metal becerilerinin önemli bir parçasıdır. İnce sac parçaların neredeyse tüm şekilleri manuel olarak kesilebilir. Manuel kesme, neredeyse hiçbir kısıtlama olmaksızın esnek ve kullanışlıdır.
Elle kesme aletleri arasında düz makaslar, kavisli makaslar, pnömatik düz makaslar ve pnömatik delme makasları bulunmaktadır (bkz. Şekil 3).

a) Düz makas
b) Kavisli makas
c) Pnömatik düz makas
d) Pnömatik delme makasları
Düz makaslar, 1,5 mm kalınlığa kadar alüminyum plakaları ve 1 mm kalınlığa kadar çelik plakaları kesebilen, plakaların düz hatlarını kesmek için kullanılan, düz kesici kenarlara sahip elle çalıştırılan makaslardır. Kavisli makaslar, bir kavisi takip eden kesici kenarlara sahiptir, plakaların kavisli hatlarını kesmek için kullanılır, 2 mm kalınlığa kadar alüminyum plakaları ve 0,8 mm kalınlığa kadar çelik plakaları kesebilir. Taşınabilir pnömatik makaslar, 2,5 mm kalınlığa kadar kesme kapasitesine sahip yarı mekanize el makaslarıdır.
1) Elle kesme teknikleri
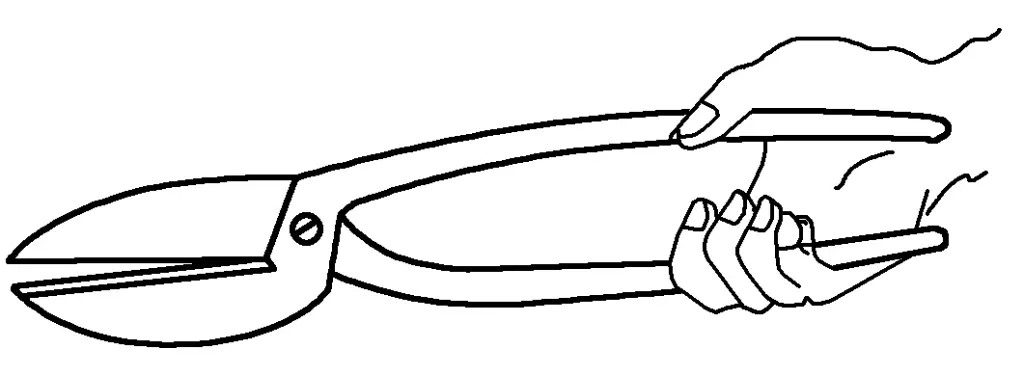
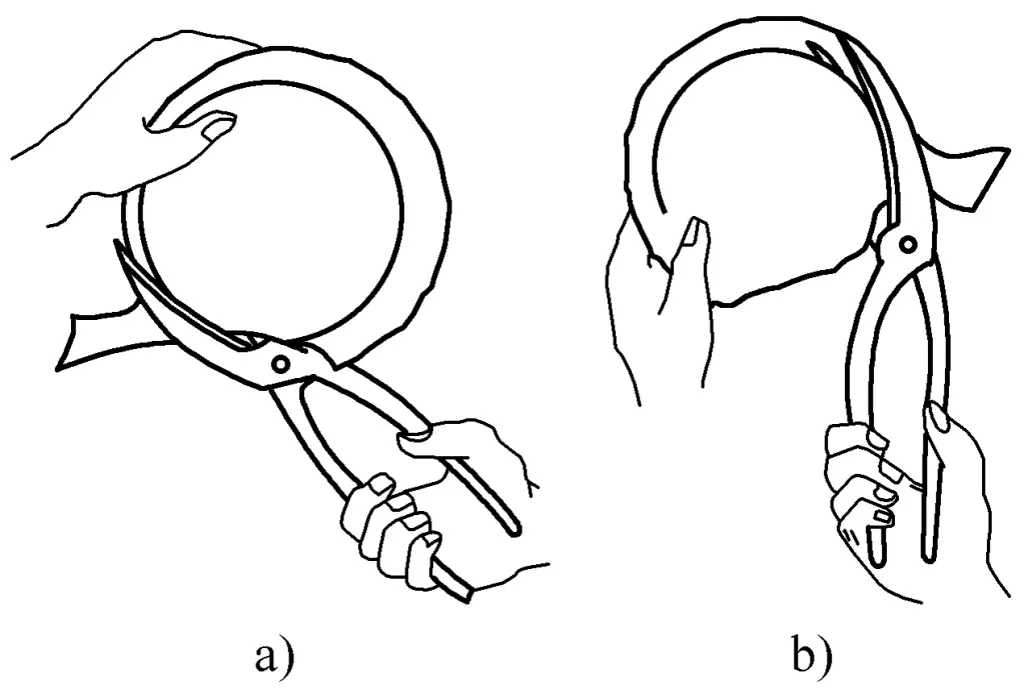
Genel olarak, ince plakaları elle keserken, makası sağ elle ve malzemeyi sol elle tutmak gelenekseldir. Şekil 4 makasın doğru tutulma yöntemini göstermektedir; makas sapı, sapa kuvvet uygulamayı kolaylaştırmak için avuç içinden çok fazla uzamamalı ve sağ elin uygunsuz kavramasını önlemek için kuyruk ucu avuç içinde tutulmamalıdır.
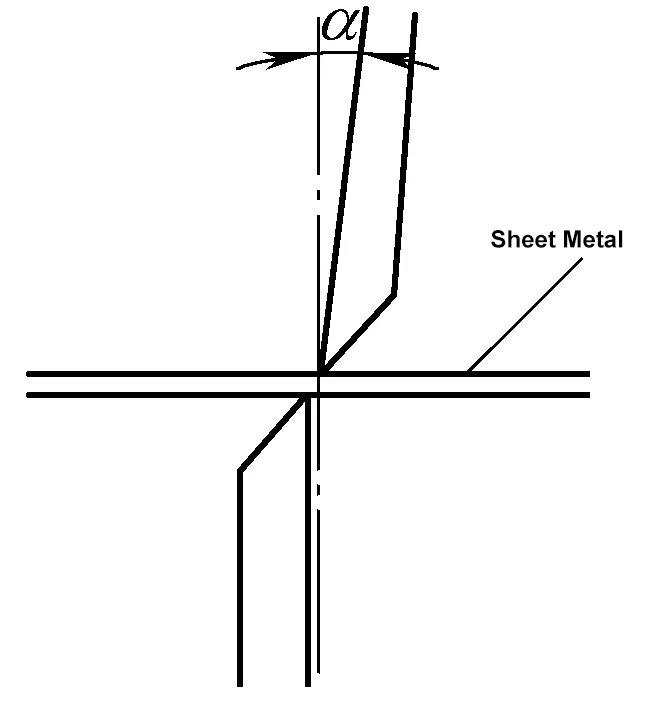
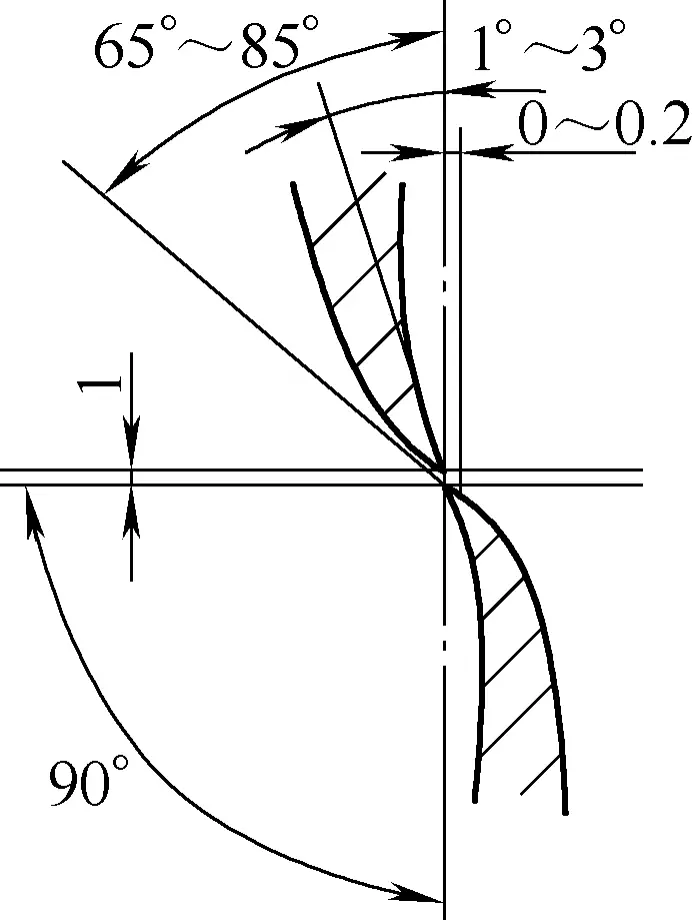
Sol el malzemeyi tutar ve üst bıçağı kesme çizgisiyle (düz veya eğri bir çizgiye teğet) hizalayarak kesme yönünde besler. Kesme sırasında üst bıçak malzemeye sıkıca bastırmalı ve bıçak açısı Şekil 5'te gösterildiği gibi kuvveti kolaylaştıracak şekilde ayarlanmalıdır.
Kesme işleminin başlangıcında, iki bıçak sadece bıçak uzunluğunun 3/4'üne kadar açılmalıdır. Her kesimin sonunda bıçaklar tamamen kapanmamalı, bıçak uzunluğunun 1/4'ünü bırakmalıdır. Başka bir deyişle, makas Şekil 6'da gösterildiği gibi, her kesim uzunluğu bıçak uzunluğunun yaklaşık 1/2'si olacak şekilde, bıçak uzunluğunun 1/4 konumundan 3/4 konumuna kadar sadece kısmen açılıp kapanmalıdır.
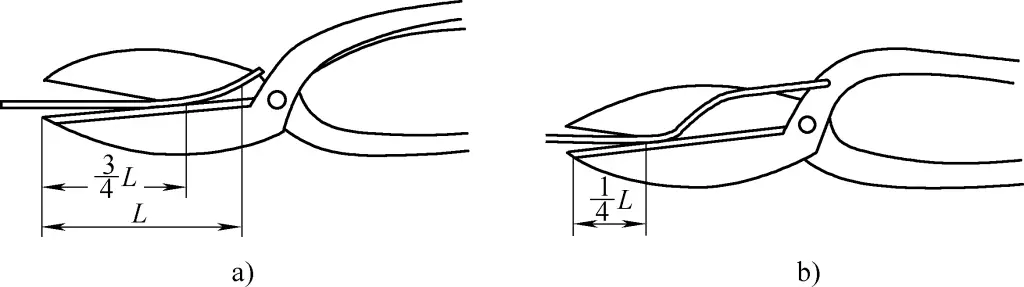
a) Makaslama başlar
b) Kesme uçları
Bıçak kapatma sırasında, kesme hattı boyunca sürekli basınç uygulanmalı ve kesme kenarları üst üste gelmelidir. Şekil 7'de gösterildiği gibi, daha ince malzemeler için daha küçük değerler ve daha kalın malzemeler için daha büyük değerler olmak üzere, iki bıçak arasında 0 ila 0,2 mm'lik bir boşluk bırakılmalıdır.
2) Düz Çizgileri Kesme Yöntemi
Şekil 8a ve 8b sırasıyla düz çizgileri kesmek için doğru ve yanlış yönleri göstermektedir.
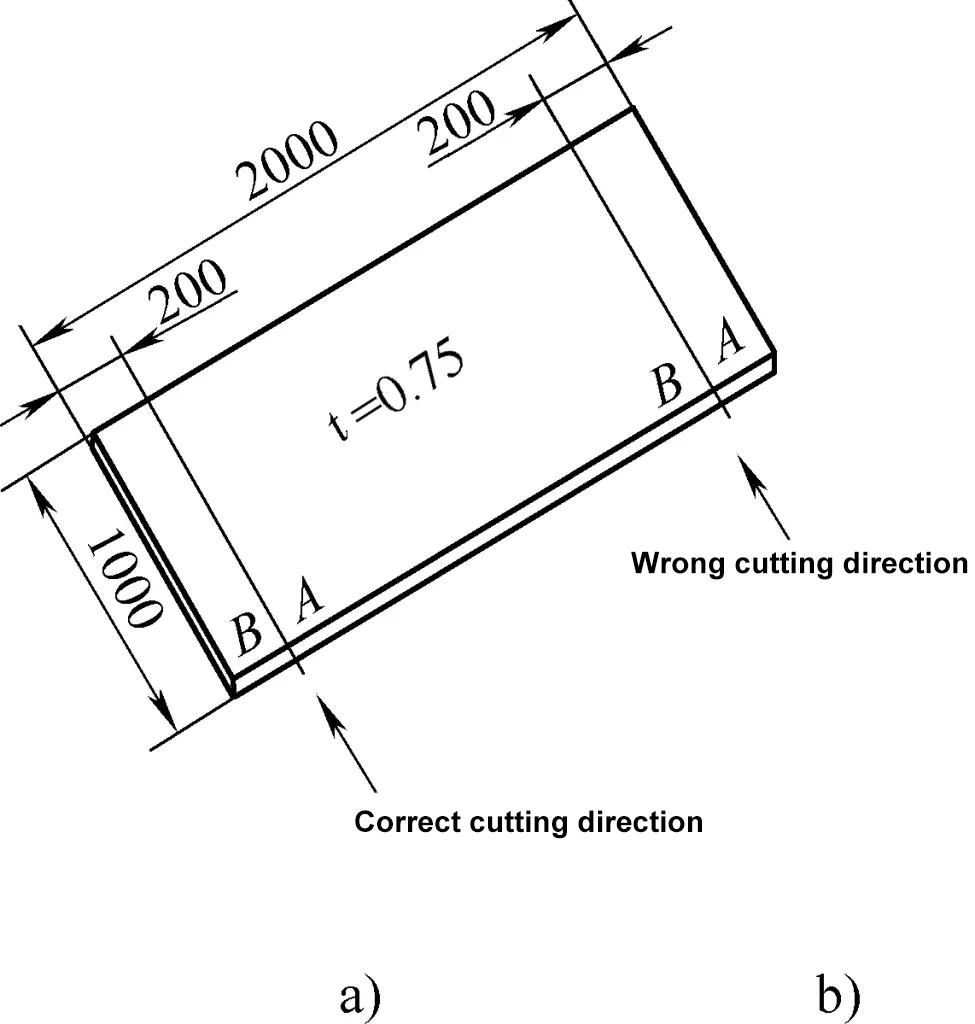
Şekil 8a doğru yönü göstermektedir çünkü kesim işlemi sırasında sağ el makas gövdesini tutar, sağ ayak A noktasına basar, sol el B noktasını tutar. Kesim derinleştikçe, sol el kesim noktasında yırtılmaya yardımcı olmak ve alt makas gövdesi için yer açmak üzere yukarı kalkmalıdır. B plakası küçük olduğu için kolayca kaldırılabilir ve bu da onu doğru yön yapar. Öte yandan, Şekil 8b'de, B noktasının alanı ve ağırlığı daha büyüktür, bu da malzemeyi kaldırmayı ve derin kesmeyi zorlaştırır, bu nedenle yanlış yöndür.
3) İçbükey Köşeleri ve Açılı Malzemeleri Kesme Yöntemi
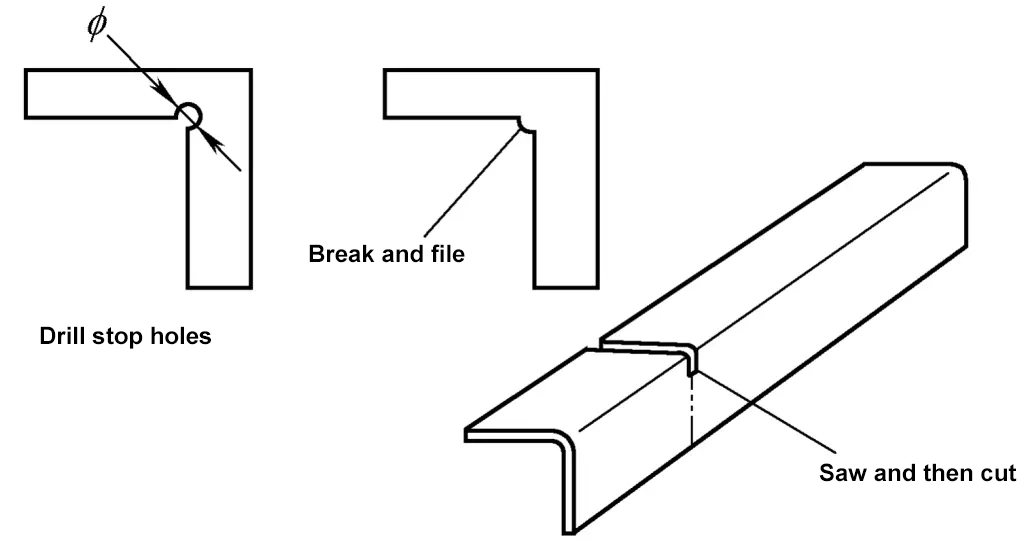
Sac metal üzerindeki kesme çizgisi iş parçası için içbükey bir şekil oluşturuyorsa, içbükey köşe olarak adlandırılır, içbükey kesme çizgisinin kesişme noktasında bir çatlak durdurma deliği açılmalı veya belirli bir mesafe kesilmeden bırakılmalıdır.
Bir çatlak durdurma deliği açmanın amacı, kesme sırasında her iki taraftaki kesme hatlarının uç konumlarının çatlak durdurma deliğine düşmesini sağlamak veya kesme uçlarının iş parçasının kesişme noktasında iz bırakmaması için belirli bir mesafeyi kesmeden bırakmak ve böylece gerilim yoğunlaşma noktalarını önlemektir.
Genel olarak, kesme çizgilerinin kesişme noktasında belirli bir mesafe kesilmeden bırakılır, bağlantı daha sonra elle kırılır ve son olarak, gerekli şekli ve boyutları elde etmek için bir eğe kullanılır. Diyagonal şekilli parçaları kesmek için önce kök kesilebilir ve ardından Şekil 9'da gösterildiği gibi çizgi makasla kesilebilir.
4) Eğrileri Kesme Yöntemi
Kesme hattı bir eğri olduğunda, makasın hareket yönü, Şekil 10'da gösterildiği gibi operatörün üst bıçağı eğriye teğet kalacak şekilde kontrol etmesini sağlamak için kesme hattını örtmeden eğriyi takip etmelidir.
a) Saat Yönünde
b) Saat Yönünün Tersine
İç delikleri kesme yöntemi, önce sac metalde bir işlem deliği oluşturmak, ardından spiral bir şekilde kavisli makas kullanarak kesme hattı boyunca kademeli olarak büyütmektir. Daha büyük iç delikler için titreşimli bir kesme tercih edilir.
Sac metalin kesim işlemi sırasında genellikle eksik kesim, boyutsal sapma, kesintili ve düz olmayan kesim hatları, kesikler ve aşırı çapaklar gibi sorunlar ortaya çıkar. Aşağıda, bu sorunları analiz ediyor ve ilgili çözümleri sunuyoruz.
1) Eksik Sac Kesimi
Eksik kesimin başlıca nedenleri şunlardır:
① Üst ve alt kanatlar arasındaki boşluk çok büyük. Farklı sac kalınlıkları için farklı boşluklar uygundur. Çok küçük bir boşluk bıçak aşınmasına ve kesme kuvvetinin artmasına neden olabilirken, çok büyük bir boşluk malzemenin dönmesine ve eksik kesime neden olabilir. Çözüm, bıçak aralığını uygun şekilde ayarlamaktır.
Şekil 11 boşluğu ayarlama yöntemlerini göstermektedir. Şekil 11a'da boşluğu daraltma yöntemi, perçin başının kenarına vurarak makasın dışbükey rondelasına basınç uygulamak, bir miktar metalin aşağı doğru hareket etmesine neden olmak ve bıçak boşluğunu azaltmaktır. Aşırı güç kullanmayın; genellikle kenar çevresinde iki veya üç hafif vuruş yeterlidir.
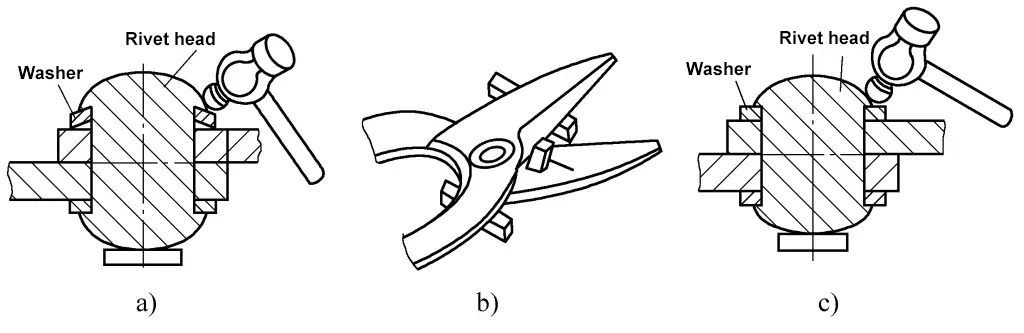
Şekil 11b'de, boşluğu genişletme yöntemi, bir bıçağın ve sapın altına sabit bir destek yerleştirmek (pivota ne kadar yakınsa o kadar iyidir), ardından diğer bıçağa vurmaktır (yine, pivota ne kadar yakınsa o kadar iyidir). Aşırı güç kullanmayın; genellikle iki veya üç hafif vuruş yeterlidir.
Dışbükey rondela düzleşmişse (Şekil 11c'de gösterildiği gibi), hiçbir çekiç darbesi boşluğu ayarlamayacaktır. Bu durumda çözüm perçini ve dışbükey pulu değiştirmektir.
② Kör bıçak. Çözüm bıçağı keskinleştirmektir.
③ Sac metal çok kalın, elle kesme aralığını aşıyor.
2) Kesimde Boyutsal Sapma
Boyutsal sapmanın ana nedeni, makasın üst bıçağının sac metal üzerindeki kesme çizgisiyle hizalanmamasıdır. Düz kesim çizgileri için, üst bıçak çizgi boyunca hizalanmalı ve aşağı bastırılmalıdır. Kavisli çizgiler için, makas çizilen çizgiyi örtmekten kaçınmalı ve üst bıçak saca basmalı ve kesim sırasında çizgiye teğet kalmalıdır.
3) Kesintili ve Düz Olmayan Kesim Hatları
Bunun nedeni:
① Ardışık kesimler sırasında makas ve sac levha arasında gevşek bağlantı. Üst bıçağın sürekli olarak çizgi ile hizalanması bu durumu önleyebilir.
② Uzun süreli kullanım bıçakların bükülmesine, dışa veya içe doğru bir eğri oluşturmasına neden olur. Çözüm, bıçağı düzeltmek veya makası değiştirmektir.
4) Kesimler
Kesim kusurlarının başlıca nedenleri şunlardır:
① İş parçasının içbükey köşesinde çatlak durdurma delikleri açmamak veya makasın çizgiyi aşmasına izin vermek, gerilim yoğunlaşma noktaları haline gelen ve sonunda çeşitli çatlaklara yol açan kesilmemiş çizgiler bırakmak. Tek çözüm, çatlak durdurma delikleri açmak veya gerektiği gibi dosyalama kenar boşlukları bırakmaktır.
② Üst ve alt bıçak boşluklarının çok küçük olması, kesme sırasında tüm bıçağın kapanmasına ve parçayı sıkıştırmasına neden olur. Çözüm, bıçak aralığını ayarlamak ve kesim sırasında bıçakları tamamen kapatmaktan kaçınmak, bıçak uzunluğunun dörtte birini bırakmak ve ardından daha fazla kesim yapmaktır.
5) Aşırı Çapak
Aşırı çapakların ana nedenleri şunlardır:
① İster çok büyük ister çok küçük olsun, büyük çapaklara neden olan yanlış bıçak boşluğu. Çözüm, boşluğu ayarlamak ve optimum boşluğu bulmak için birkaç kez test kesimi yapmaktır.
② Kör bıçaklar. Kör bıçaklar aşırı çapaklanmaya da neden olur, bu nedenle bıçakların düzenli olarak bilenmesi ürün kalitesini ve işleme verimliliğini artırır.
Sac metal kesimi sırasında aşağıdakilere dikkat edin:
1) İnce sacların elle kesilmesi sırasında, bıçakları en etkili kesim konumunda tutmak için bıçakların kesme yüzeyleri sac yüzeyine dik kalmalıdır. Kesme yüzeyinin sac yüzeyine doğru eğilmesi, aşırı çapaklara ve hatta eksik kesimlere veya iş parçasının bıçakların pivot düzlemleri arasında sıkışmasına neden olacağından yasaktır.
2) Bıçakların iş parçası üzerine uyguladığı kesme kuvveti sürekli ve düzgün olmalıdır. Daha kalın levhaları keserken, kesme kuvvetini artırmak için makasın arkasını çekiçlemekten kaçının, çünkü bu bıçak kenarlarına zarar verebilir ve eğrileri kırık çizgilere dönüştürerek kesim kalitesini etkileyebilir. Bunun yerine, kesme kuvvetini artırmak için makas saplarının uzunluğunu, örneğin çelik bir boru takarak uzatın.
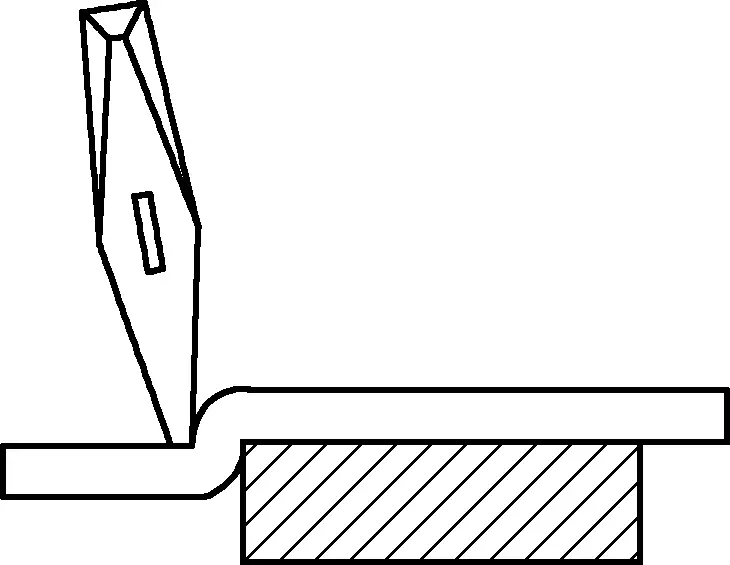
Manuel kesme gibi, manuel keskileme de önemli bir sac kesme becerisidir ve genellikle 3 mm'den kalın sacları kesmek için kullanılır. Keskileme, keski aletleri ve balyoz kullanılarak tamamlanır.
Keskileme, iş parçasını işlemek için keski bıçağının kesme hareketini kullanır. Manuel keskilemenin ana özelliği, çalışma pozisyonu veya parçaların şekli ile sınırlı olmaması, işlemi basit ve esnek hale getirmesidir.
Yaygın olarak kullanılan el kesme aletleri - kezi, Şekil 12'de gösterildiği gibi üst kezi ve alt kezi olarak ikiye ayrılır. Bunlar arasında alt kezi genellikle atık makas bıçaklarından yapılır veya çelik raylardan işlenir (bkz. Şekil 12b).
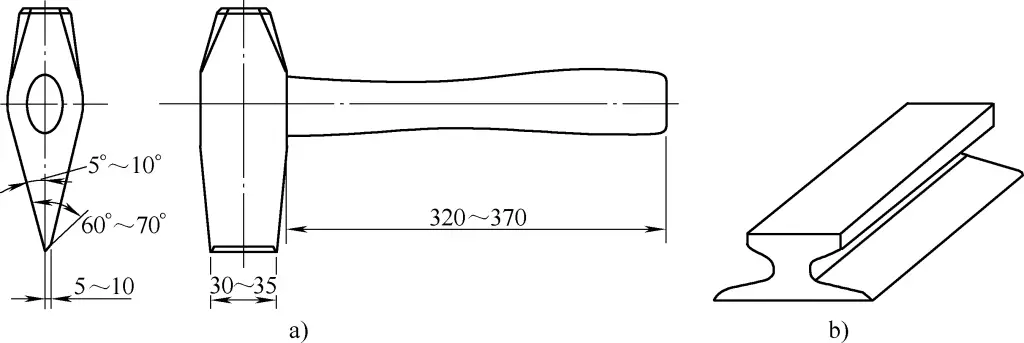
a) Üst kezi boyutları
b) Alt kezi
Üst kezi'nin bıçak kısmı asimetrik bir kama şekline sahiptir. Kesim sırasında bıçak ucunun sol tarafı (bkz. Şekil 12a) işlenmemiş parça, sağ tarafı ise atık kısımdır. Üstteki çekiçleme kuvveti altında, kezi'nin bıçak ucu kezi ekseni boyunca parça malzemesine sıkıştırılır.
Bıçak ucu sac levhanın çoğuna sıkıştığında, asimetrik kama şeklindeki bıçağın atık tarafındaki önemli sıkıştırma kuvveti nedeniyle, bıçak ucu sac levhanın altına ulaşmadan önce sac levha bıçak ucu hattı boyunca yırtılır ve malzemeyi ayırır.
Şekil 12a'da görülebileceği gibi, kezi'nin bıçak ucunun kesiti genel aletlerden farklıdır. Kalın ve geniş bıçak ucu, kezinin önemli darbe kuvveti altında deforme olmamasını veya kırılmamasını sağlar ve bıçak ucunun kırılmaya veya fırlamaya neden olabilecek ve potansiyel olarak yaralanmaya neden olabilecek sert ve kırılgan malzemelere gömülmesini önler. Öncelikle kezi'nin malzemeleri (özellikle sac metalleri) ayırma işlevini sağlar.
Bir iş parçası üzerinde elle kesme işlemi gerçekleştirmeden önce, kişi öncelikle parça çizimine aşina olmalı, iş parçasının şeklini ve boyutlarını anlamalıdır. Seçilen kezi, Şekil 12a'da gösterildiği gibi yaklaşık 320-370 mm uzunluğunda bir sapa ve yaklaşık 5-10 mm'lik bir bıçak kalınlığına sahip olmalıdır.
Elle kesim yaparken, avuç içi aşağıya bakmalı ve kezi sapı el ile kezi sapının ucundan yaklaşık 30-40 mm uzakta tutulmalıdır.
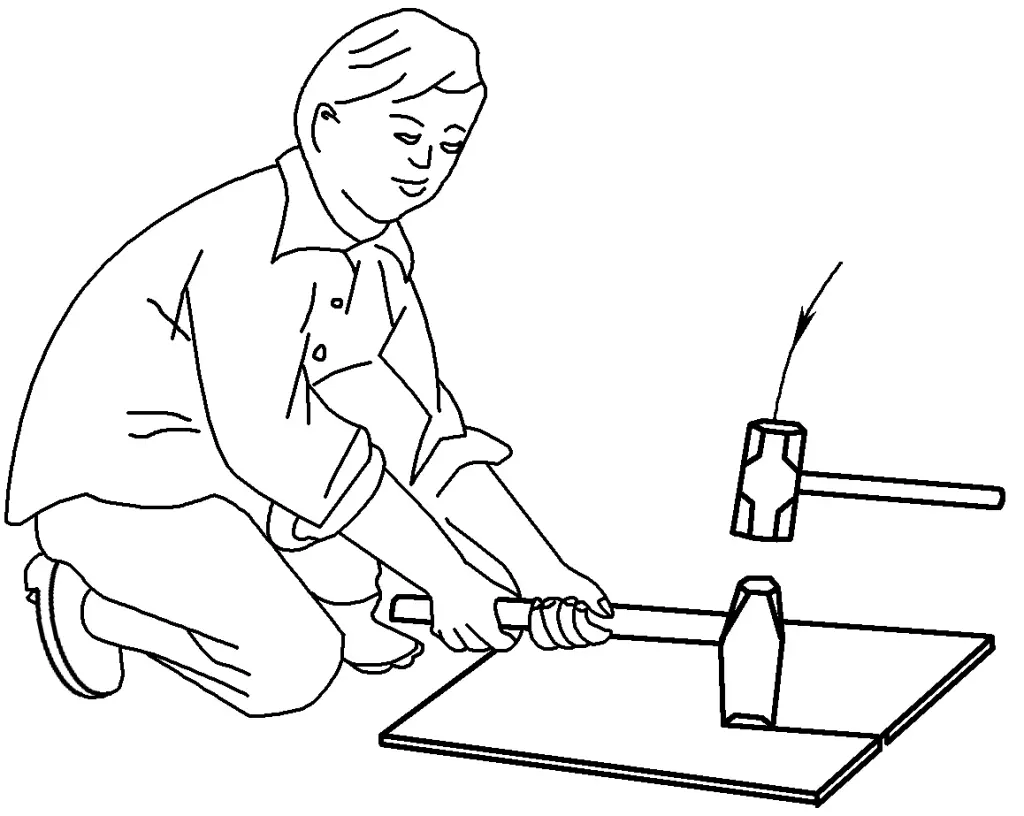
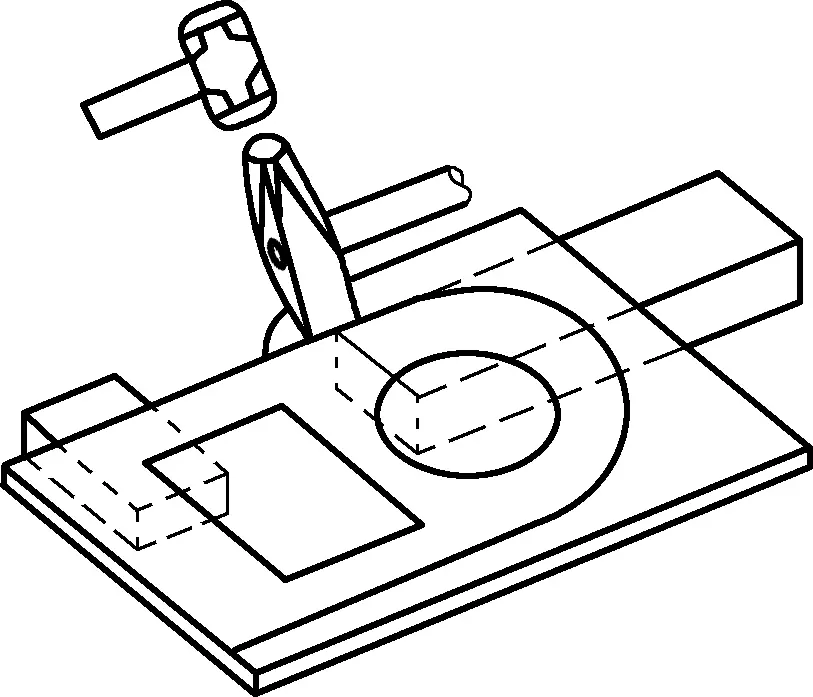
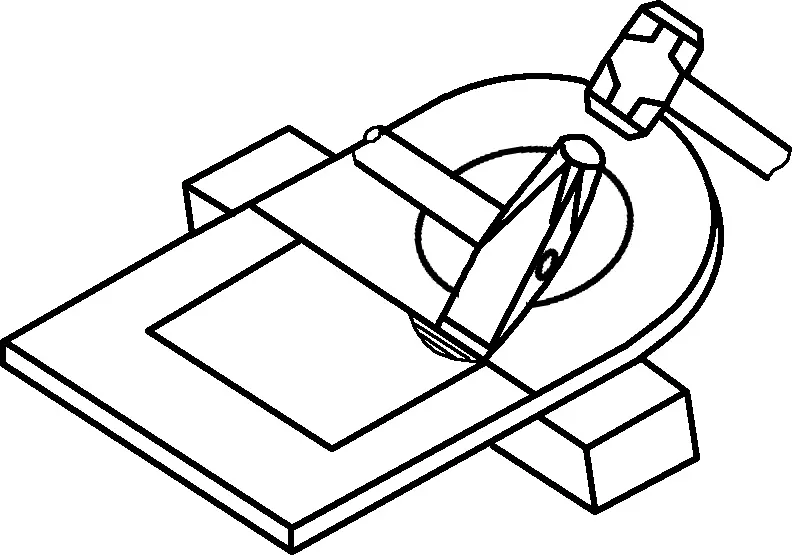
Kesme işlemi iki kişi tarafından birlikte yapılır. Kezi sapını tutan kişi iki eliyle sıkıca kavrar ve kezi hafifçe eğik hale getirir. Bıçağın ucunu sac üzerindeki çizgiyle hizaladıktan sonra keziyi düzeltir, hafifçe dik durur ve bıçağın ucuna odaklanırlar. Ardından diğer kişi bir balyozla kezinin tepesine vurarak vuruşların düz ve doğru olmasını sağlar. Platform üzerindeki işaretli çelik plakaları keserken, kezi sapını tutan kişi çömelmeli, hafifçe öne eğilmeli, ancak başını dik ve hafifçe geride tutmalıdır.
Öne eğilmek sapı dikey olarak sabit tutmaya yardımcı olur ve başı hafifçe geride tutmak çizgiyi gözlemlemeyi, hizalamayı ve çekiç kullanıcısının kazara yanlış vuruş yapmasını önlemeyi kolaylaştırır. Şekil 13'te gösterildiği gibi sol ayak, baldır yere dikey, uyluk iki kol arasında olacak şekilde hafifçe öne doğru adım atmalı ve sağ ayak, taban yere değecek şekilde hafifçe geriye doğru eğilmelidir.
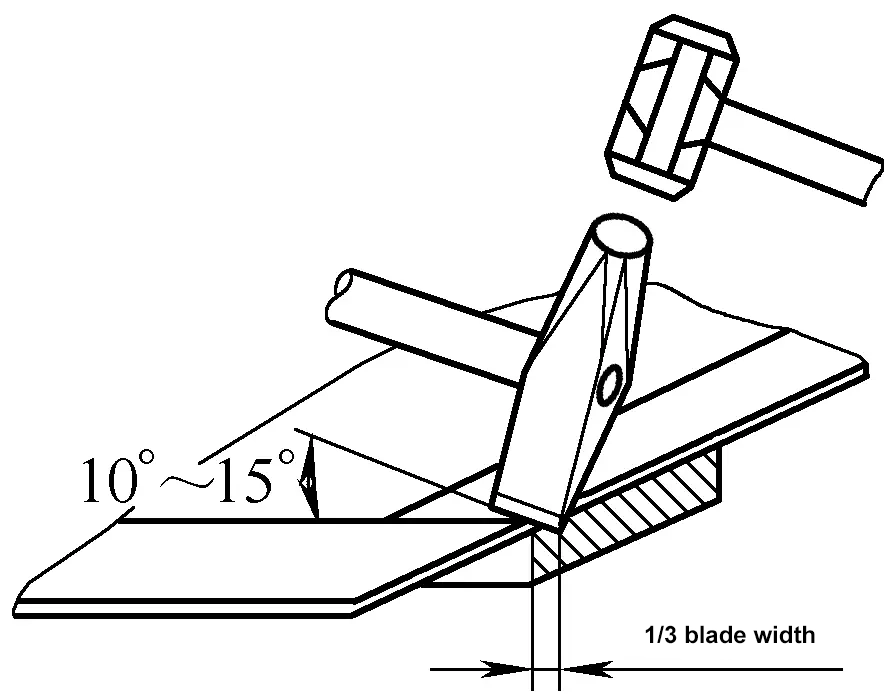
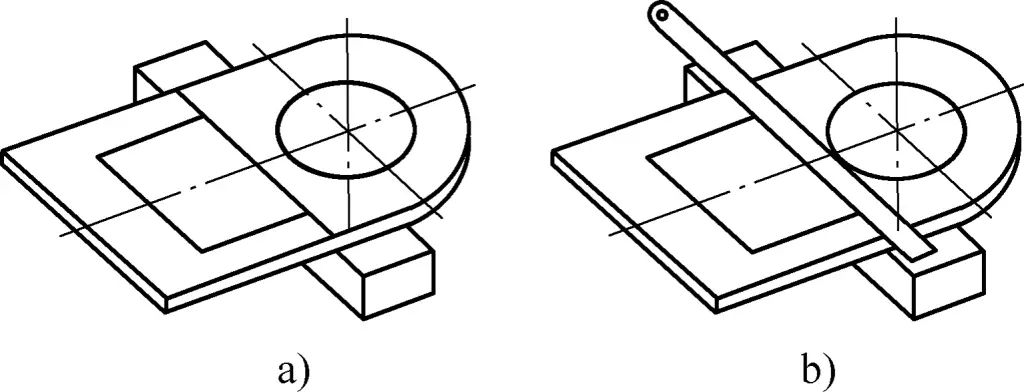
Kesim sırasında, kezi bıçağının ön ucunu çalışma çizgisiyle hizalayın ve kezinin sac levhaya tamamen bastırılmadığından emin olun. Kesme işlemi sacın kenarından başlamalı, kezi bıçağının 1/3'ü sac kenarının ötesine uzanmalı ve alt kezi bıçağı ile hizalanmalıdır.
Levhanın kenarı kesildikten sonra, aşağı doğru kesmeye devam etmek için bıçağı çizgiyle hizalayın. Bu noktada, çizginin gözlemlenmesini kolaylaştırmak, çekiçleme kuvvetini kezinin ön kısmına odaklamak ve Şekil 14'te gösterildiği gibi levhanın sürekli kesilmesini sağlamak için bıçağın arka ucu 10°-15° yukarı doğru eğilmelidir.
Kezi'nin üst kısmını çekiçledikten sonra, bıçağın arka ucunu hızlıca yukarı doğru eğin, bıçağın ön ucunun kesme çizgisi tamamen bitene kadar kesme oluğu boyunca geriye doğru kaymasını sağlayın. Kesimin sonuna yaklaşırken, bıçağa ve platform yüzeyine zarar vermemek için hafifçe çekiçleyin.
Kesme işlemi sırasında, bıçak ucu tarafının etkisi nedeniyle, sac metal yanal olarak bükülecek ve yerel ekstrüzyon nedeniyle eğrilecektir, bu nedenle kesimden sonra saca düzleştirilmiş düzeltme uygulanmalıdır.
Kesme işlemini tamamladıktan sonra çalışma alanını derhal temizleyin.
Kesilecek sac metal parçaların çeşitliliğine rağmen, kesme işlemine yönelik adımlar ve yöntemler genellikle aynıdır. Aşağıda elle kesme adımları ve yöntemlerinin ayrıntılı açıklaması bir örnek üzerinden verilmektedir.
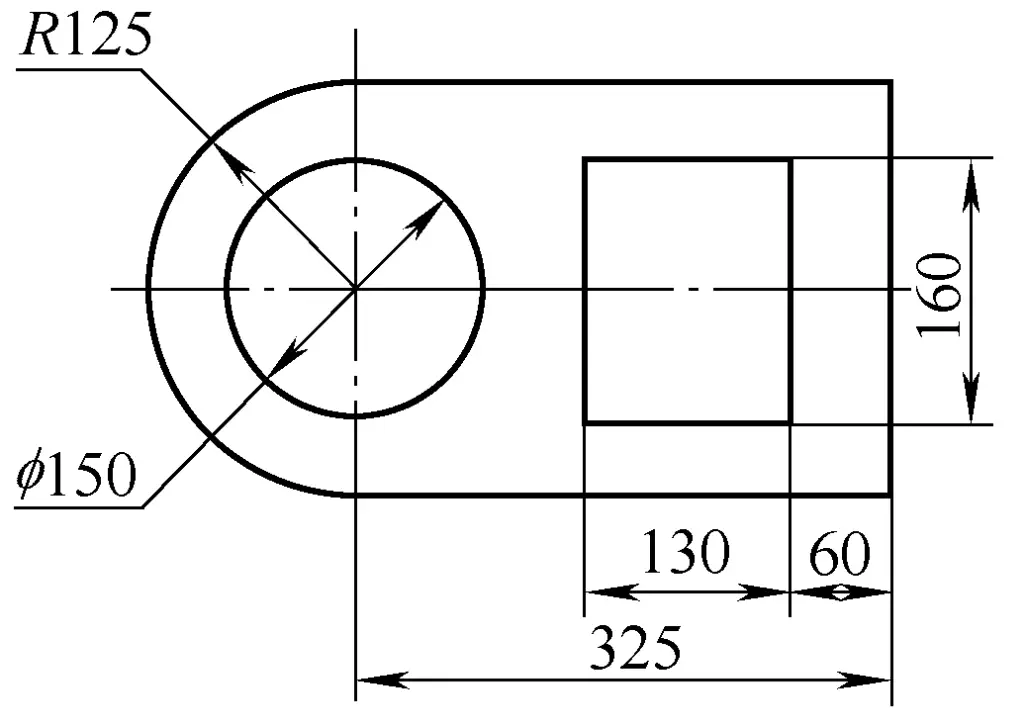
Şekil 15'te gösterilen iş parçası 4 mm kalınlığında Q235A çelik plakadan yapılmıştır. İç deliğin köşeleri kesimden sonra çatlamamalıdır. Kesme adımları ve yöntemleri aşağıdaki gibidir:
1) İşaretleme
İşlenecek sac levhayı hazırlayın, işaretleme için bir şablon kullanın veya deseni 1:1 ölçekte doğrudan sac levha üzerine çizin. Doğru hizalamayı kolaylaştırmak için, önce başlangıç kesim noktasını belirleyin, ardından Şekil 16'da gösterildiği gibi alt kezi bıçağıyla hizalamak için başlangıç çizgisini sac levhanın kenarına çizin.
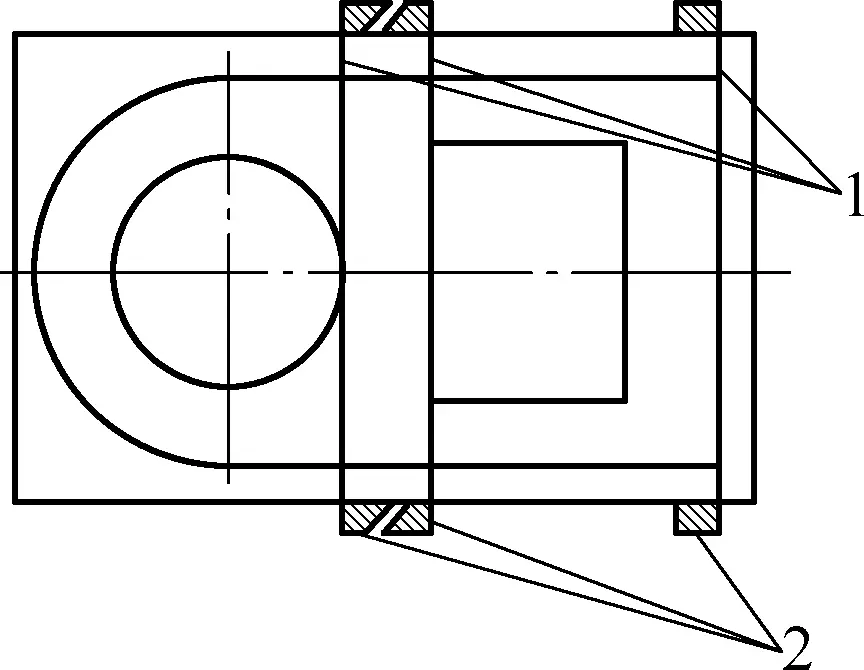
1-Başlangıç hattı
2-Alt kezi bıçağı
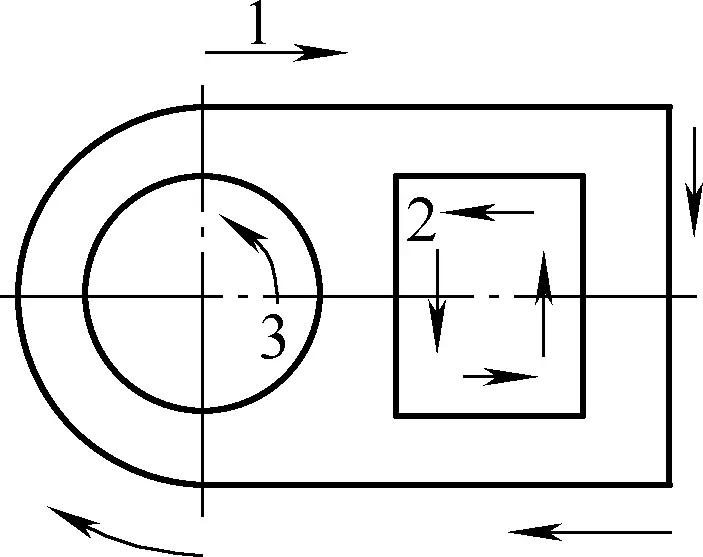
2) Kesim sırasını belirleyin
İş parçası modelini analiz edin ve kesim sırasını belirleyin. Genel olarak kesme sırası şöyledir: önce dış şekil, sonra iç delikler; önce düz çizgiler, sonra eğriler; önce bütün parçalar, sonra bölümler. Şekil 15'te gösterilen iş parçası için kesme sırası Şekil 17'de gösterildiği gibi düzenlenmiştir.
3) Düz Kesitlerin Kesilmesi
Düz kesitler için kesim yöntemi şöyledir:
① Kesmeye başlayın.
Levhayı, fazla malzeme kesme kenarının dışına taşacak şekilde alt kesme kenarının üzerine düz olarak yerleştirin ve alt kenarla çakışacak şekilde kesme çizgisiyle doğru bir şekilde hizalayın. Kesicinin konumu ve açısı Şekil 14'te gösterildiği gibidir.
Kesime başlarken, başlangıç kesimi doğru değilse ayarlamaya izin vermek ve kesici kenarların çarpışmadan zarar görmesini önlemek için çekiçleme kuvveti daha hafif olmalıdır. Başlangıç kesiminin doğru olduğu onaylandıktan sonra, alt kesicinin kenarı boyunca kademeli olarak düz kesime devam edin.
② Kesme.
Kesme işlemi sırasında, sacın kesme çizgisinin alt kenarla hizalandığından emin olun, üst kesicide uygun bir açıyı koruyun ve iki kenarı yakın tutun. Bunun yapılmaması, Şekil 18'de gösterildiği gibi eksik kesimlere ve bükülme deformasyonuna neden olabilir.
Kesim sırasında kaliteyi artırmak için sapmaları sürekli olarak düzeltin ve çekiçleme kuvvetini ayarlayın. Bu, operatörün gözlemci kalmasını ve çekiççinin kesici tutucunun komutlarını takip etmesiyle yakın koordinasyon içinde olmasını gerektirir.
4) Kavisli Kesitlerin Kesilmesi
Kavisli kesitler için kesme yöntemi:
① Kesmeye başlayın.
Kesim kavisli bir bölüme ulaştığında, paraziti önlemek için önce tamamlanmış düz bölümden fazla malzemeyi kesin. Deformasyonu en aza indirmek için dairesel parçayı alt kenara yerleştirin ve kesme işlemi için daima alt kenarın ucunu kullanarak iş parçasını sürekli döndürün (bkz. Şekil 19).
② Kesme.
Eğrileri keserken, hem üst hem de alt kenarlar düzdür, bu nedenle her kesim yalnızca bir parça oluşturur. Eğrileri kesmenin özü, eğrinin teğetleri boyunca düz segmentler keserek eğriye yaklaşan bir çokgen oluşturmaktır. Segmentler ne kadar kısa olursa eğriye o kadar yakın olur.
Eğrileri kesmek için gereklilik, her kesimi minimum düzeyde tutmak ve levhayı sık sık döndürmektir; çekiç darbeleri kısa ve uygun güçte olmalıdır.
5) İç Kare Deliklerin Kesilmesi
İç kare deliklerin doğru açılmasını sağlamak için Şekil 20'de gösterildiği gibi hizalayın. Kesime başlamak için, üst kenara sac ile temas noktasında hafifçe vurun. İlk kesim kenar genişliğinin 2-3 katına ulaştığında, üst kenarı düz bir şekilde yatırın ve tamamen kesin (bkz. Şekil 21). Açma işleminden sonra, kesme yöntemi düz kesitlerle aynıdır.
a) Çizgi Çizerek Hizalama
b) Çizgi Üzerinde Düz Kenar ile Hizalama
6) İç Dairesel Deliklerin Kesilmesi
İç dairesel delikleri kesmek için önce başlangıç noktasını seçin. Kesmeye başlamayı kolaylaştırmak için, kolay sıkıştırma sağlayan bir nokta seçin ve bu noktadaki teğeti alt kenarla hizalayın (bkz. Şekil 22). Kesme yöntemi kavisli kesitlere benzerdir.
Manuel kesim sırasında kesme kuvveti, ikinci bir kişinin kesicinin tepesine balyozla vurmasıyla uygulanır. Çekiç kesiciye temas ettiği anda, çekiç ve kesicinin merkez çizgileri sac düzlemine hizalı ve dik olmalıdır.
Sap tutucunun duruşu doğru, tutuşu sabit ve kesici hizalaması hızlı ve doğru olmalıdır. Çekiççi düz ve hassas bir şekilde vurmalı, her iki taraf da odaklanmış ve koordineli olmalıdır.
Kesme sırasında yayalar için çevreyi kontrol edin; doğruluk ve denge sağlanana kadar düşük çekiç yüksekliği ile başlayın, ardından çekiç yüksekliğini ve kuvvetini artırın.
Eldivenler dokunsal geri bildirimi azalttığından ve kavrama kaybına neden olarak kazalara yol açabileceğinden, operatörler, özellikle de çekiçleyici kesim yaparken eldiven giymemelidir. Yaralanmaları önlemek için çapak alma, iş parçalarını taşıma ve fazla malzeme için eldiven giyilmelidir.
Balyoz ve kesicinin sıkılığını sık sık kontrol edin ve uzun süreli kullanımdan kaynaklanan gevşemeyi önlemek için sapın takozlarla sabitlendiğinden emin olun. Ayrıca, çekiçlemenin neden olduğu uçan parçalardan kaynaklanan yaralanmaları önlemek için kesicinin üst kısmını keskinleştirin ve çapakları giderin.
İş parçası kopmak üzereyken, kesme kenarlarına veya yüzeye zarar vermemek için yavaşça kesin veya bir el çekici kullanın.
Mekanik kesme, yüksek verimliliği ve hassasiyeti nedeniyle sac metal kesiminde yaygın olarak kullanılan sacları kesmek ve ayırmak için özel ekipman kullanır.
Mekanik kesme ekipmanı giyotin makasları, titreşimli makasları ve döner makasları içerir.
Giyotin makaslar öncelikle levhaları düz çizgiler halinde kesmek için kullanılır, üst ve alt kesme kenarlarında doğrusal bıçaklar kullanma prensibine göre çalışır.
Şekil 23'te giyotin makas prensibinin bir şeması gösterilmektedir. Üst bıçak (8) bıçak tutucusuna (1), alt bıçak (7) ise tablaya (4) sabitlenmiştir. Bilyeler (6), konumlandırma pimi (10) tarafından konumlandırılan arka dayama (9) ile sac hareketini kolaylaştırır.
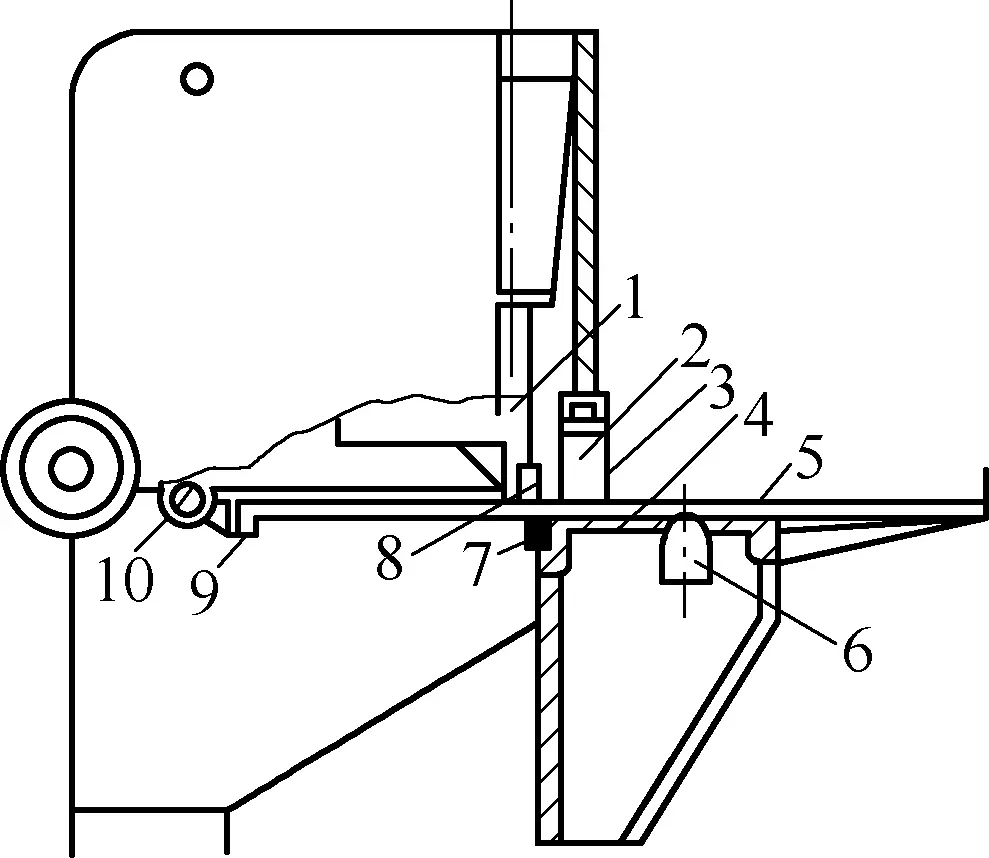
1-Bıçak Tutucu
2-Hidrolik Kelepçe Silindiri
3-Kapaklı Plaka
4-Tablo
5 Yaprak
6-Toplar
7-Alt Bıçak
8-Üst Bıçak
9-Arka Gösterge
10-Pozisyonlama Pimi
Hidrolik basınç silindiri 2, levhayı bastırmak için kullanılır ve kesme sırasında dönmesini önler. Koruyucu plaka 3, işle ilgili kazaları önlemek için bir güvenlik cihazıdır. Çalışma sırasında krank mili, üst ve alt kesme bıçaklarının göreceli hareketini kullanarak malzemeyi kesen kesme sürgüsünü tahrik eder.
Kesme makineleri, iletim yöntemlerine göre mekanik şanzımanlı kesme makineleri ve hidrolik şanzımanlı kesme makineleri olarak sınıflandırılır. Plaka kalınlığı 10 mm'den az olan kesme makineleri çoğunlukla mekanik iletim yapısına sahipken, plaka kalınlığı 10 mm'den fazla olanlar çoğunlukla hidrolik iletim yapılarını kullanır.
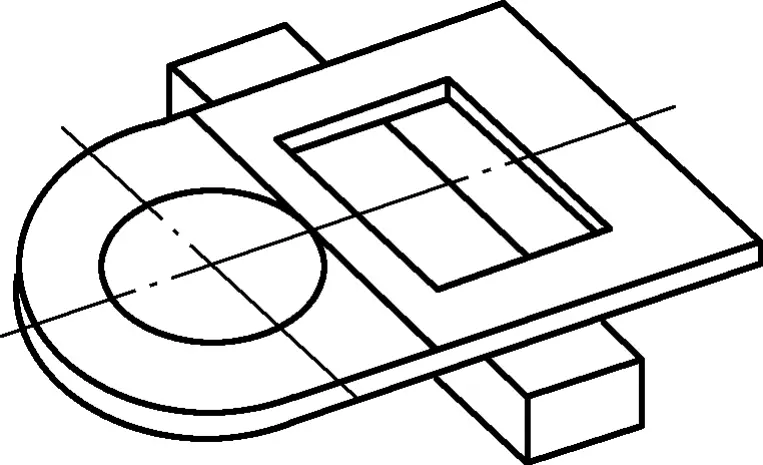
Titreşimli makaslar genellikle 2 mm'den daha az kalınlıktaki levhaları işlemek için kullanılan çizgilere veya şablonlara dayalı kesim için kullanılır. Çalışma prensibi, mekanik aktarım yoluyla üst bıçağın alt bıçağa karşı yüksek hızlı ileri geri hareket üretmesini ve levhayı küçük parçalara kesmesini içerir. Bu nedenle, daha büyük eğrilik yarıçaplarına sahip kavisli dış ve iç profilleri kesmek için de kullanılabilir. Yapısı ve çalışma prensibi Şekil 24'te gösterilmiştir.
a) Görünüş
b) Üst ve Alt Kanatlar
Haddeleme makaslama makinesi, bir eğri boyunca düz çizgi kesme veya kesme işlemi gerçekleştirebilir. Haddeleme makasının dairesel veya kavisli şekilleri kesebilme özelliğinden yararlanarak, büyük kesme veya düzeltme için zımba kalıplarının yerini alabilir. damgalama parçaları Kesme kalitesi ve verimliliği yüksek olmasa da küçük seri üretimde kullanılır. Haddeleme makaslama makinesi, levhayı kesmek için zıt yönlerde dönen bir çift dairesel bıçak kullanır.
Şekil 25a'da haddeleme makas makinesinin yapısı ve çalışma prensibi, Şekil 25b, c ve d'de ise dairesel bıçakların çeşitli konfigürasyonları gösterilmektedir.
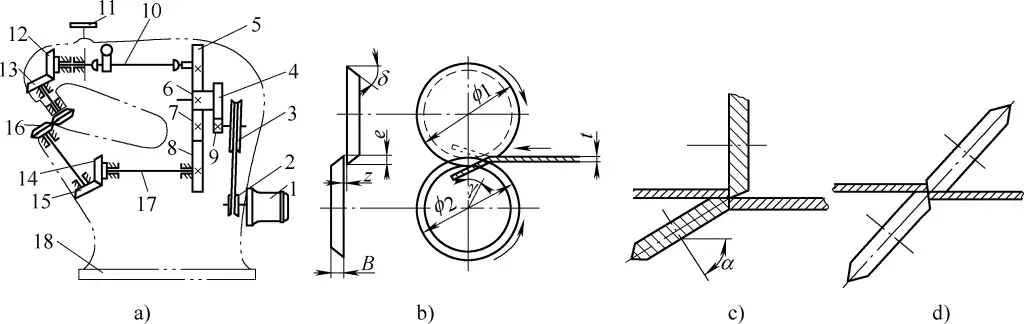
a) Haddeleme Makaslama Makinesinin Yapısı
b) Dairesel Bıçakların Düz Konfigürasyonu
c) Dairesel Bıçakların Eğimli Düz Konfigürasyonu
d) Dairesel Bıçakların Eğimli Konfigürasyonu
1-Motor
2, 3-Kasnaklı
4-9-Dişliler
10-Şaft
11-Çalıştırma Kolu
12-15-Bevel Dişliler
16 Dairesel Bıçaklar
17-Tahrik Mili
18-Baz
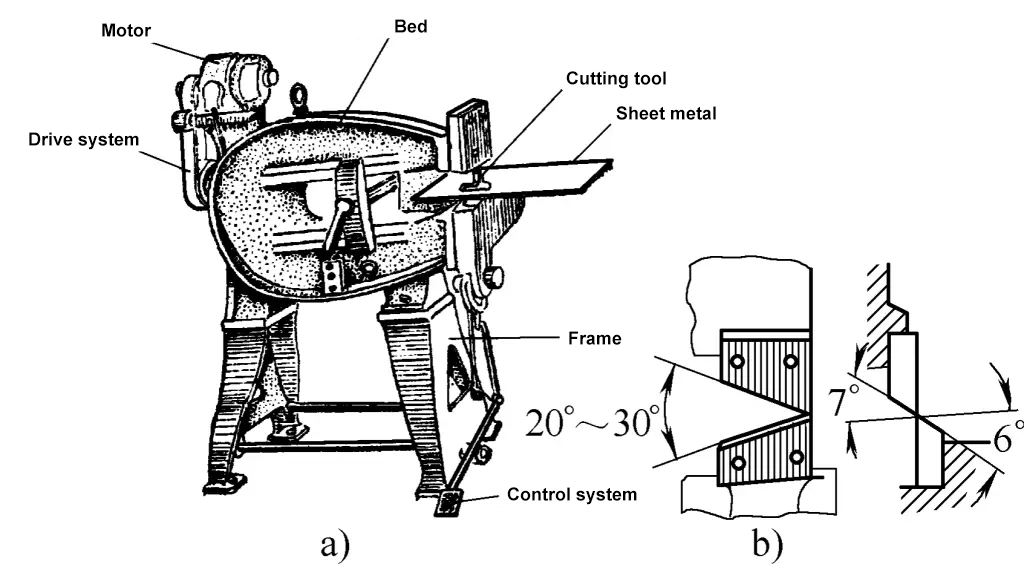
Makaslama makineleri, üst ve alt bıçakların farklı montajına göre düz bıçaklı makaslama ve eğimli bıçaklı makaslama olarak ikiye ayrılır. Eğimli bıçakla kesme, düz bıçakla kesmeye göre daha fazla iş gücü tasarrufu sağlar ve çoğunlukla geniş ve ince sacların kesilmesinde kullanılır. Şekil 26a'da eğimli bıçaklar kullanarak kesme işleminin şematik diyagramı gösterilmektedir.
Eğimli bıçakla kesme, kesme kuvvetini önemli ölçüde azaltabilir. Eğimli bıçak kesme makinelerinde alt bıçak yataydır ve üst bıçak alt bıçağa göre belirli bir açıyla eğimlidir. Üst kesme bıçağı eğimli olduğundan, kesme sırasında bıçak ile malzeme arasındaki temas uzunluğu sacın genişliğinden çok daha küçüktür, bu da daha büyük bir strok, daha küçük kesme kuvveti ve daha düzgün çalışma ile sonuçlanır, bu da ince ve geniş sacların kesilmesi için uygun hale getirir.
Genel olarak, üst bıçağın φ eğim açısı 1° ile 6° arasındadır. 3-10 mm sac kalınlıkları için φ=1°-3°; 12-35 mm kalınlıklar için φ=3°-6°'dir. γ, kesme sırasında malzemenin dönmesini azaltmaya yardımcı olan eğim açısıdır; α, bıçak ile malzeme arasındaki sürtünmeyi azaltmaya yardımcı olan boşluk açısıdır. γ genellikle 15°-20° ve α genellikle 1,5°-3°'dir.
Şekil 26b'de bir düz bıçak kesme makinesi kullanılarak yapılan düz bıçak kesme işleminin şematik diyagramı gösterilmektedir. Düz bıçak makaslamanın özelliği, paralel üst ve alt bıçaklar arasında makaslama yapmasıdır. β genellikle 0°-15°'dir. Bu tip bir kesme makinesi küçük bir stroka ancak büyük bir kesme kuvvetine sahiptir ve kalın ve dar sacları kesmek için uygundur.
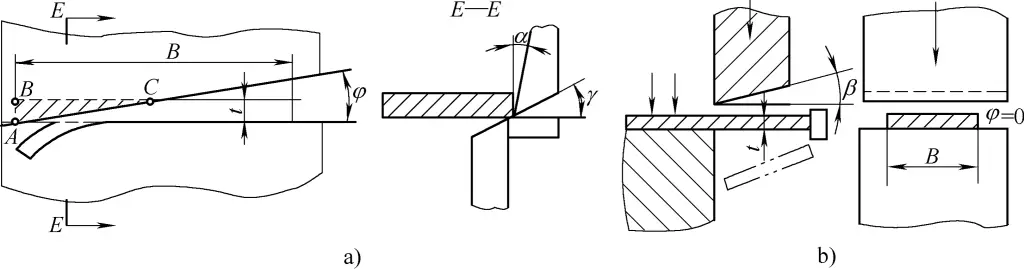
a) Eğik Bıçaklı Kesme
b) Düz Bıçaklı Makaslama
Kesme makineleri, sac boşluklarını kesmek için üst ve alt düz hat bıçakları kullanır. Boşlukları belirli şekil ve boyutlarda kesmek için, kesme makineleri ön, arka, yan durdurucular ve özel açısal durduruculardan oluşan durdurucu cihazlarla donatılmıştır.
Ön, arka ve yan durdurucu plakalar, kesme makinesinin çalışma tablasına veya yatak çerçevesine monte edilebilir ve sabitlenebilir ve bir ayar mekanizması aracılığıyla ön ve arka, sol ve sağ pozisyonda ayarlanabilir. Açısal durdurucu plakalar genellikle tabla yüzeyinin T yuvalarına monte edilir ve kesilecek sacın şekline göre tabla üzerinde farklı pozisyonlarda monte edilebilir ve sabitlenebilir.
Bazı durdurucu plakalarda (arka durdurucu plaka gibi) otomatik konumlandırma kontrolü ve görüntüleme sağlayan ve belirli uzunluktaki blokların ve şeritlerin kesilmesini büyük ölçüde kolaylaştıran birçok dijital ekranlı veya CNC kesme makinesi olmasına rağmen, daha karmaşık şekillerin kesilmesi hala çeşitli durdurucu plakaların manuel olarak ayarlanmasını gerektirir.
Karmaşık şekilli parçaların kesilmesi için genellikle şablonlar kullanılarak manuel ayarlama yöntemi benimsenir. Kesme işlemlerinin önemli bir yönü, farklı genişlik ve şekillerdeki şerit ve blokların kesilmesini tamamlamak, kaliteyi sağlamak ve kontrol etmek için kesme makinesine takılan çeşitli durdurucu plakaların konumlarını ayarlamaktır. Durdurucu plakalar kullanılarak kesme işlemi Şekil 27'de gösterilmiştir.

a) Arka Durdurucu Plakanın Kullanılması
b) Ön Durdurucu Plakanın Kullanılması
c) Açısal ve Arka Durdurucu Plakaların Kullanılması
d) İki Açısal Durdurucu Plaka Kullanılması
e) Arka ve Açısal Durdurucu Plakaların Kullanılması
f) Açısal ve Ön Durdurucu Plakaların Kullanılması
1) Genel Genişlikteki Şeritlerin Makaslanması
Genel genişlikteki sacların kesilmesi için, konumlandırma çizgiler veya arka durdurucu plaka kullanılarak yapılabilir, arka durdurucu plakanın konumu bir vida ile ayarlanabilir. Kesme sırasında, sac bir baskı plakası ile sıkıca bastırılır, ardından üst kesme bıçağına sahip kaydırıcı aşağı doğru hareket eder ve üst ve alt kesme bıçakları üst üste geldiğinde sac kesilir. Şekil 27a'da gösterildiği gibi, kesilen bölüm genellikle kaliteyi sağlamak için daha fazla işlem gerektirmez.
2) Daha Geniş Şeritlerin Makaslanması
Daha geniş şeritlerin kesilmesi için, sac arka durdurucu plaka kullanılarak konumlandırılırsa, sarkan kısım ağırlığı nedeniyle sarkacaktır. Konumlandırma hatası, sarkan uzunluğun sac kalınlığına oranı (B/t) arttıkça artar. Bu nedenle, şerit genişliği 300-400 mm'yi aştığında, Şekil 27b'de gösterildiği gibi konumlandırma için ön durdurucu plaka kullanılmalıdır. Ön durdurucunun konumu genel ölçüm aletleri veya şablonlar kullanılarak belirlenebilir.
3) Trapez ve Üçgen Blokların Makaslanması
Trapez ve üçgen blokları kesmek için yan durdurucu plaka, konumlandırma için diğer durdurucu plakalarla koordineli olarak kullanılabilir.
Kurulum sırasında şablonu masanın üzerine yerleştirin, alt bıçakla hizalayın, ardından yan durdurucu plakayı ayarlayın ve sabitleyin. Daha sonra, şablonu kullanarak arka durdurucu plakayı ayarlayın ve Şekil 27c'de gösterildiği gibi kesme sırasında konumlandırma için hem yan hem de arka durdurucu plakaları kullanın. Benzer şekilde, yan durdurucu plaka ve diğer durdurucu plakalar kullanılarak mafsal konumlandırma için diğer yöntemler Şekil 27d, e ve f'de gösterilmiştir.
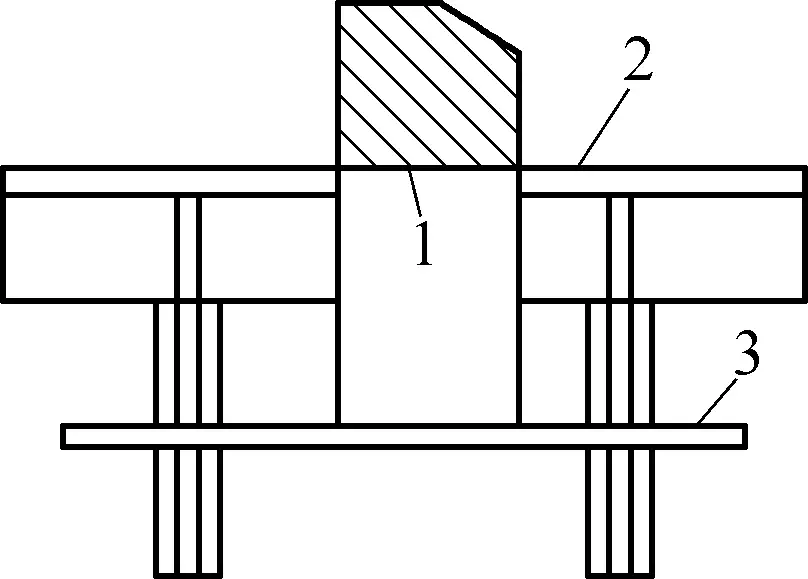
4) Dar malzemeyi kesin.
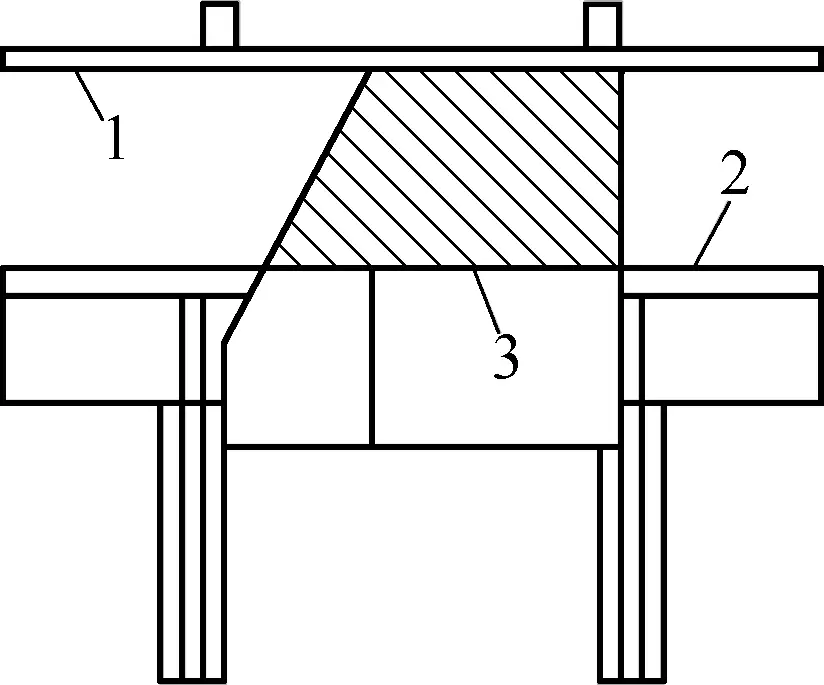
Plaka presleme cihazından çok uzakta olduğunda ve aşağı bastırılamadığında, güvenli ve düzgün bir kesme işlemi için, kesilen plaka ile aynı kalınlıkta bir dolgu tahtası eklenebilir ve kesme işlemi için presleme cihazı tarafından aşağı bastırılabilir. Presleme tahtası Şekil 28'de gösterildiği gibi daha kalın olabilir. İnce plakalar için dolgu gerekmez ve baskı tahtası plakayı doğrudan aşağı bastırabilir.
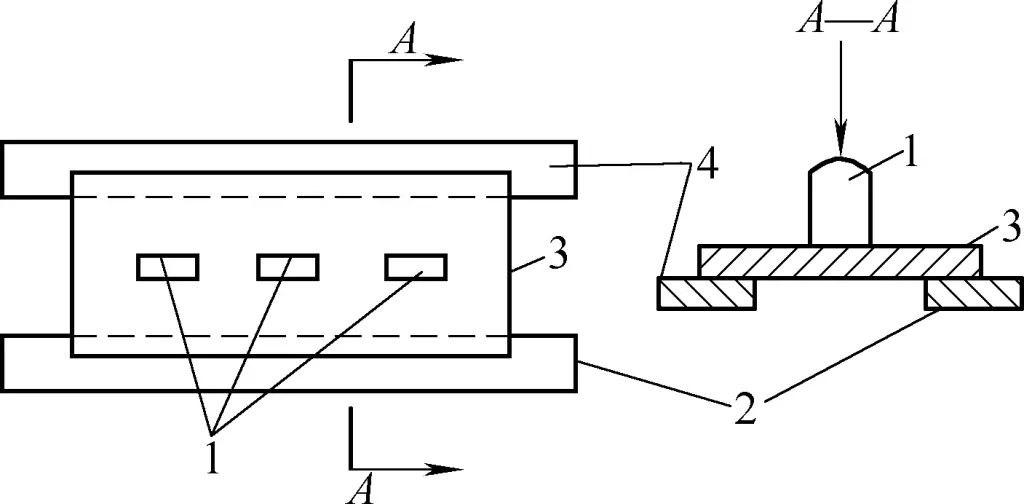
1-Basınç cihazı
2-Kesilmiş çelik levha
3-Baskı tahtası
4-Dolgu tahtası
Plaka sırasında makaslama operasyonuİlk olarak, kesme için güvenlik operasyon prosedürlerine kesinlikle uyun. İkinci olarak, plakanın kesilen yüzeyinin düzlüğünü ve paralelliğini sağlayın ve yüksek kaliteli parçalar elde etmek için malzemenin bozulmasını en aza indirin. Aşağıda, kesme işlemi adımlarını ve hizalama yöntemlerini ayrıntılı olarak göstermek için bir örnek verilmiştir.
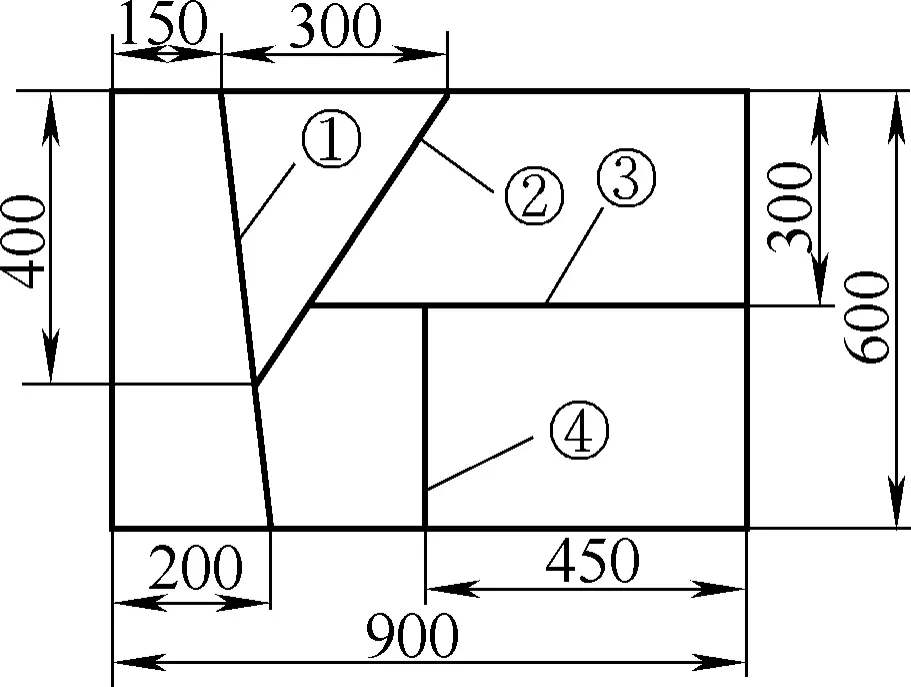
Şekil 29'da gösterilen iş parçası 10 mm kalınlığında 25 çelik plakadan yapılmıştır. Kesme işleminden sonra her bir boyutun toleransı ±1mm'dir. Gantry eğimli kesme makinesi kullanarak kesme işlemi adımları ve hizalama yöntemleri aşağıdaki gibidir:
1) Kesme işlemi adımları
Makaslanan iş parçalarının yapısı büyük ölçüde değişebilse de, makaslama işleminin temel adımları genellikle aynıdır ve aşağıdaki gibi gerçekleştirilebilir:
① Kırkım için gereken kişi sayısını belirleyin.
Daha büyük plakalar için, kırkım sırasında bir kişinin tek başına çalışması tavsiye edilmez. Görevi yerine getirmek için iki ila üç kişi koordine edilmeli, bir kişi lider olarak belirlenmeli ve tüm eylemler tutarlı olmalı ve liderin komutlarını takip etmelidir.
② Makaslama sırasını belirleyin.
İş parçaları genellikle birden fazla kesme hattına sahiptir. Gantry eğimli kesme makinesi kullanıldığında, kesme sırası her bir kesmenin plakayı iki parçaya ayırmasını sağlamalıdır. Şekil 29, kesme hatlarının sırasını takip ederek iş parçası için kesme sırasını göstermektedir.
③ İş parçası kesme için hizalama yöntemini analiz edin ve belirleyin.
İş parçasını kızaklı eğimli kesme makinesinde hizalamak için birden fazla yöntem vardır. Bu yöntemler, iş parçası yapısının analizine dayalı olarak esnek bir şekilde uygulanmalıdır. Bu iş parçası için kullanılan hizalama yöntemi şudur:
④ Kesme malzemesinin yapısına ve kalınlığına bağlı olarak, kesme bıçaklarının boşluğunu inceleyin ve ayarlayın. Kesme makinesi bir kesme bıçağı boşluğu ayarlama veri tablosu ile birlikte geliyorsa, boşluğu verilere göre ayarlayın. Alternatif olarak, kesme bıçağı boşluğunu belirlemek için Tablo 2'ye bakın.
Tablo 2: Kesme makineleri için makul boşluk aralıkları (Birim: mm)
| Malzeme türü | Boşluk (t%) |
| Elektromanyetik saf demir Yumuşak çelik (düşük karbonlu çelik) Sert çelik (orta karbonlu çelik veya yüksek mukavemetli çelik) Elektrikli silikon çelik Paslanmaz çelik Düşük alaşımlı çelik Sert alüminyum, pirinç Pas önleyici alüminyum | 6~9 6~9 8~12 7~11 7~13 6~10 6~10 5~8 |
Not: Tabloda t, kesilen plakanın kalınlığını temsil etmektedir.
⑤ Kesme bıçağı boşluğunu kontrol edip ayarladıktan sonra, malzeme yüklemeden önce düzgün çalıştığını onaylamak için makineyi yüksüz durumda çalıştırın. Yüklemeden önce, plakanın yüzeyini temizleyin ve kesme çizgilerinin net ve doğru olup olmadığını kontrol edin.
⑥ Kesme işlemini gerçekleştirin. Belirlenen hizalama yöntemlerini ve kesme adımlarını izleyin.
⑦ Kalite kontrolü. Tasarım gereksinimlerini karşıladıklarından emin olmak için kesilen iş parçasının tüm parçalarının boyutlarını ölçün ve kesilen kenarların kalitesini kontrol edin.
2) Kesme hizalama yönteminin çalışması
Belirlenen hizalama yöntemlerini kullanarak Şekil 28'de gösterilen iş parçası üzerinde kesme işlemleri gerçekleştirin.
Kesme hattı ①.
Plakayı kesme makinesi tablasına yerleştirin, kesme açıklığına itin, kesme çizgisinin uçlarını Şekil 30'da gösterildiği gibi alt kesme bıçağı kenarı ile görsel olarak hizalayın. Ardından, ellerinizi kesme açıklığından baskı plakasının dışına doğru çekin ve plakayı kesmek için düğmeye basın veya üzerine basın.
1-Kesme hattı ①
2-Alt kesme bıçağı kenarı
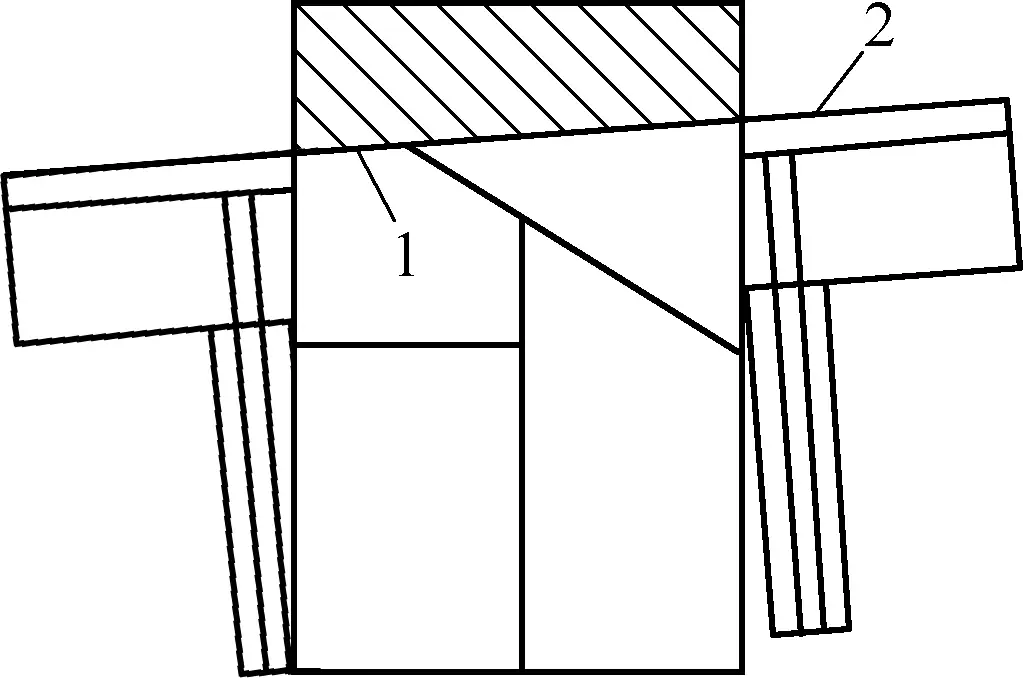
Kesme hattı ②.
Açı konumlandırma durdurucu panosunu ayarlayın ve sabitleyin, durdurucu panosunu konumlandırma referansı olarak kullanın, plakayı kesme makinesine düzgün bir şekilde yerleştirin ve Şekil 31'de gösterildiği gibi kesme çizgisi ② boyunca kesin.
1, 4-Açılı durdurucu levha
2-Kesim Hattı ②
3-Alt Bıçak Kenarı
Kesme Hattı ③.
Kesme çizgisini ③ arka dayama ile konumlandırırken, arka dayamanın konumu iki şekilde belirlenebilir: İlk yöntem, üst ve alt bıçak kenarlarından arka dayama yüzeyine olan mesafenin kesilecek malzemenin genişliğine eşit olmasını sağlamak için çelik bir cetvelle doğrudan ölçüm yapmaktır. Arka dayamayı sabitledikten sonra, doğru konumlandırmayı sağlamak için yeniden ölçün.
İkinci yöntem şablon konumlandırma yöntemidir. Alt bıçak kenarı ile arka dayama arasına kesilecek malzeme ile aynı genişlikte bir şablon yerleştirilerek arka dayamanın konumu belirlenebilir. Arka dayama konumu ayarlandıktan sonra, Şekil 32'de gösterildiği gibi kesme çizgisi ③ konumlandırılabilir ve kesilebilir.
1-Arka Gösterge
2-Alt Bıçak Kenarı
3-Kesim Hattı ③
Kesme Hattı ④.
Kesme çizgisini ④ ön mastarla konumlandırırken, ön mastar konumunu belirleme yöntemi arka mastarla aynıdır. Ön mastar konumlandırma ve kesme senaryosu Şekil 33'te gösterilmektedir.
1-Kesim Hattı ④
2-Alt Bıçak Kenarı
3-Arka Gösterge
Karşılaştırmalı olarak, kesme işlemi daha düşük bir teknik içeriğe sahiptir, ancak bir kesme makinesi ile kesme işlemi operasyonel kazalara eğilimlidir. Körleme iş parçalarının kalitesini ve körleme işlemlerinin güvenliğini sağlamak için, körleme işlemi sırasında aşağıdaki önlemlere uyulmalıdır:
1) Çalıştırmadan önce, kesme makinesinin işletim sisteminin, debriyajının ve freninin güvenilir ve etkili durumda olup olmadığını dikkatlice kontrol edin ve güvenlik cihazlarının eksiksiz ve güvenilir olduğundan emin olun. Herhangi bir anormallik bulunursa, derhal gerekli önlemleri alın. Arızalı ekipmanı çalıştırmak yasaktır. Çalışma sırasında sert kavramadaki pimlerin ve anahtarların önemli bir vuruntu sesi olmadığından emin olun.
2) Motor yük altında çalıştırılmamalıdır. Makineyi çalıştırmadan önce kavrama devreden çıkarılmalıdır. Çekme çubuğunda herhangi bir arıza ve vidalarda herhangi bir gevşeme olup olmadığını kontrol etmek için resmi çalıştırmadan önce yüksüz bir deneme çalıştırması yapın ve resmi çalıştırmaya devam etmeden önce tüm bileşenlerin normal olduğunu onaylayın.
3) Kesme işlemleri sırasında konsantre olun. Birden fazla kişi çalışıyorsa, kesme düğmesi belirlenen bir kişi tarafından kontrol edilmelidir. Ellerin kesim alanına uzatılması kesinlikle yasaktır. Özellikle operatörün parmaklarının güvenliğini sağlamak için besleme sırasında odaklanın. Bir tabaka malzeme sonuna kadar kesildiğinde, malzemeyi alttan itmek için parmaklarınızı kullanmayın.
4) Bıçaklar ve kenarlar keskin olmalıdır. İnce tabakaları keserken bıçaklar sıkıca oturmalıdır. Üst ve alt bıçakları paralel tutun, kör bıçakları kullanmayın ve kesme kenarlarının pürüzsüz olup olmadığını kontrol edin. Bıçakları ayarladıktan sonra, manuel bir test ve yüksüz bir test yapın.
5) Küçük malzeme parçalarını keserken, yanlış bastırmayı ve kazaları önlemek için bir baskı pedi kullanın.
6) Tezgahın üzerine başka eşyalar veya ilgisiz nesneler koymayın. Tüm ayarlamalar ve temizlik işlemleri makine dururken yapılmalıdır.
7) İki kişinin aynı kesme makinesinde iki farklı levhayı aynı anda kesmesi kesinlikle yasaktır. İş parçası hizalanmadan önce ayak pedalına basmayın veya hava kancasını çekmeyin. Hiçbir zaman ve hiçbir koşulda başınızı veya ellerinizi bıçağın altına koymayın.
8) İş parçalarının veya levhaların dikey olarak kaldırılmasının engellenmemesini sağlayarak sahanın etrafındaki çalışma alanını düzenli tutun.
9) Makaslama makinesinin aşırı uzun veya aşırı kalın iş parçalarını işlemek için kullanılması yasaktır. Kesme makinesini su verilmiş çelik, yüksek hız çeliği, alaşımlı takım çeliği, dökme demir ve kırılgan malzemeleri kesmek için kullanmayın.
Kesme makinesinin kalibrasyonu için ana özellikler t×B'dir (t, kesilecek malzemenin izin verilen maksimum kalınlığı ve B, tabakanın izin verilen maksimum genişliğidir). Kesme makinesi, izin verilen maksimum kesme genişliği B ve kalınlığı t'yi aşan iş parçalarını işlemek için kullanılmamalıdır.
Yüksek mukavemetli malzemeleri (yay çeliği ve yüksek alaşımlı çelik plakalar gibi) keserken, izin verilen maksimum kesme kalınlığı tmaksimum. Bunun nedeni, kesme makinesinin tasarımında genellikle orta sertlikteki malzemelerin (500 MPa civarında çekme mukavemeti ve 25-30 çelik türleri) dikkate alınmasıdır. Bu nedenle, eğer çekme mukavemeti σb kesilecek malzemenin kalınlığı 500 MPa'dan büyükse, izin verilen maksimum kesme kalınlığı tmaksimum aşağıdaki formül ile hesaplanmalıdır:
tmaksimum=√(500t/σb)
Formülde
Bu formül kullanılarak, hesaplanan maksimum izin verilen kesme kalınlığı, kesilecek malzemenin kalınlığından daha azsa, kesme makinesi kullanılamaz. Tablo 3'te kesme makinesinin teknik özellikleri listelenmiştir.
Tablo 3 Makaslama Makinesi Teknik Özellikleri
| Parametre | Model | ||||
| Q11-1×1000 | QY11-4×2000 | Q11-4×2500 | Q11-12×2000 | Q11Y-16×2500 | |
| Sac Kalınlığı (mm) | 1 | 4 | 4 | 12 | 16 |
| Sac Genişliği (mm) | 1000 | 2000 | 2500 | 2000 | 2500 |
| Kesme Açısı | 1° | 2° | 1°30′ | 2° | 1°~4° |
| Strok Sayısı (zaman/dak) | 65 | 22 | 45 | 30 | 8~12 |
| Arka Gösterge Mesafesi | 500 | 25~500 | 650 | 750 | 900 |
| Güç (kW) | 0.6 | 6.5 | 7.5 | 13 | 22 |
| Yapısal Form | Mekanik Alttan Tahrik | Hidrolik Alttan Tahrik | Mekanik Tahrik | Hidrolik Tahrik | |
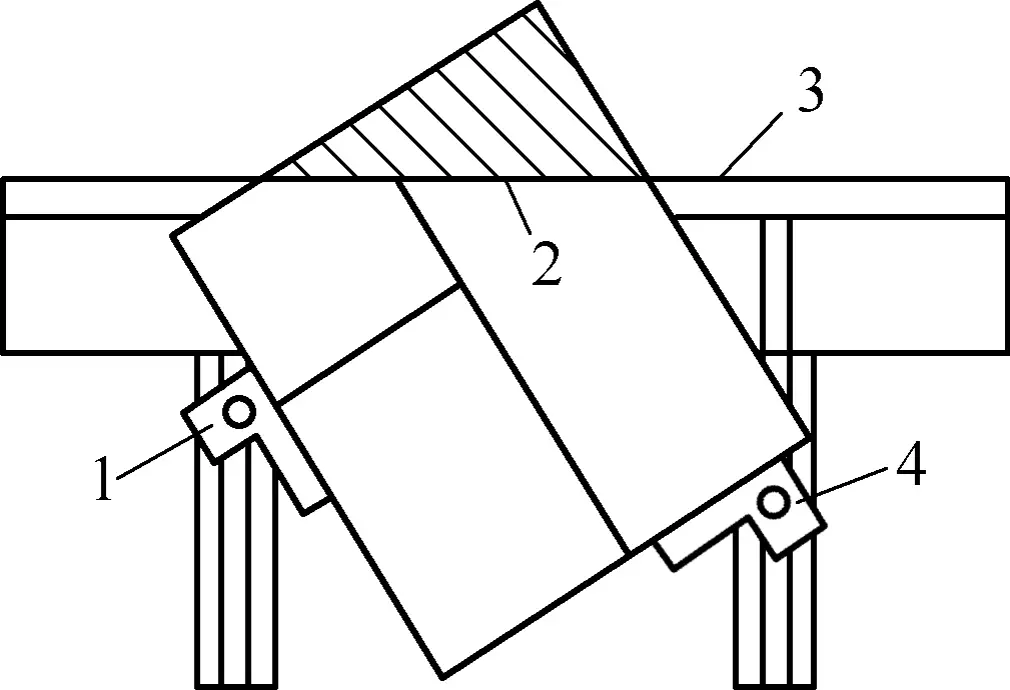
10) Uzun plakaları keserken, yardımcı destekler mevcut olmalıdır; büyük ve ağır plakaları keserken, beslemeyi kolaylaştırmak ve kesilen malzemenin yüzeyindeki sürtünmeyi azaltmak için, yuvarlanan destekler mevcut olmalıdır (yani, malzemeyi tutmak için çelik bilyeli destekler, Şekil 34'te gösterildiği gibi yapı). Ayrıca plakaları kaldırmak için yeterli sayıda yardımcı işçiyle birlikte bir kaldırma cihazı kullanılmalı ve yardımcı işçilerle koordinasyon sağlanmalıdır.
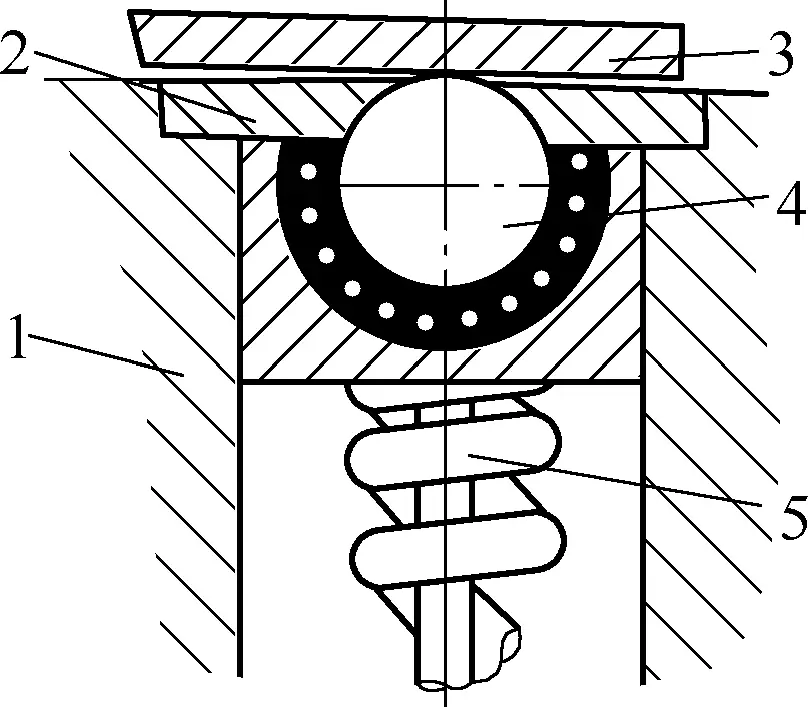
1-Destek
2-Basın kapağı
3 Kesimli plaka
4-Çelik top
5-Bahar
Körleme bir damgalama süreci Zımba ve kalıp kenarları arasına yerleştirilen tabaka veya şerit malzemenin bir kısmını ayırmak için bir presin basıncı altında bir kalıp kullanan ve böylece düz boşlukların veya parçaların istenen şeklini ve boyutunu elde eden.
Sac malzemeden gerekli şekli kesme yöntemine kesme denir. Parçaların seri üretimi için kesme, üretim verimliliğini ve ürün kalitesini artırabilir.
Körleme sırasında, malzeme zımba ve kalıp arasına yerleştirilir ve dış kuvvetin etkisi altında, zımba ve kalıp bir kesme kuvveti oluşturur ve malzemeyi kesme kuvvetinin etkisi altında ayırır (bkz. Şekil 35). Kesme işlemindeki düz kesici kenarın kapalı dairesel veya başka bir kesici kenar biçimiyle değiştirilmesi dışında, kesme işleminin temel prensibi kesme işlemiyle aynıdır.
1-Punch
2-Tabakalı malzeme
3-Die
4-Basın masası
Körleme işleme prensibine göre, körleme esas olarak sac malzemenin bir pres üzerine monte edilmiş bir kalıp üzerine yerleştirilmesiyle tamamlanır. Bu nedenle, sac malzeme, körleme ekipmanı ve körleme kalıbı, körleme işleminin temel üretim unsurlarını oluşturur.
Körleme için ana hammaddeler metal sac malzemelerdir ve bazı profiller (borular) ve metal olmayan malzemeler de işlenebilir. Körleme için yaygın malzemeler Şekil 36'da gösterilmiştir.
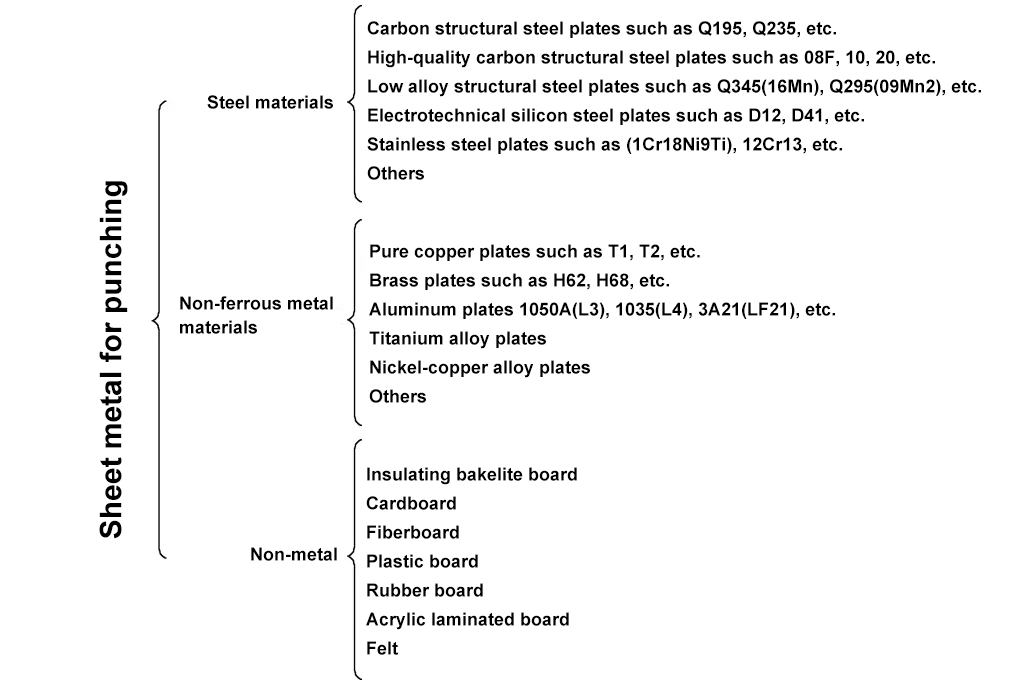
Not: Parantez içindeki rakamlar eski standart notlardır.
Körleme için çok çeşitli hammaddeler kullanılmasına rağmen, tüm malzemeler körleme için uygun değildir. Körleme için kullanılan hammaddeler, körleme işleminin özelliklerine uyacak şekilde iyi damgalama performansına, iyi kullanılabilirliğe ve iyi yüzey kalitesine sahip olmalıdır.
Körleme için ana ekipman, krank mekanizmalarıyla tahrik edilen dövme makineleri olan krank presleridir. Presler nominal basınca göre büyük, orta ve küçük boy olarak sınıflandırılır. Küçük preslerin nominal basıncı 1000 kN'den azdır, orta boy preslerin nominal basıncı 1000 ila 3000 kN arasındadır ve büyük preslerin nominal basıncı 3000 kN'nin üzerindedir.
Yapısal şekline göre presler açık ve kapalı presler olarak ikiye ayrılabilir. Açık presler, operatörün çalışma masasına önden, soldan ve sağdan yaklaşmasını sağlayan C şeklinde bir çerçeveye sahiptir ve bu da onları çalıştırmayı kolaylaştırır. Bununla birlikte, çerçevenin sınırlı sertliği nedeniyle, açık presler yalnızca küçük ve orta ölçekli presler için uygundur. Kapalı presler tamamen kapalı bir çerçeveye ve daha fazla sertliğe sahiptir, bu da onları genel amaçlı orta ve büyük presler ve yüksek hassasiyetli hafif presler için uygun hale getirir.
Ayrıca, krank presleri ana çalışma millerinin yapısına göre krank mili presleri ve eksantrik presler olarak ikiye ayrılabilir.
1) Krank mili presleri
Krank mili presleri, kuvvet büyütme ve hareket dönüşümünü tamamlamak için ana çalışma mili olarak bir krank milinden oluşan bir krank mekanizması kullanır. JB23-63 krank açık eğilebilir presin yapısı ve çalışma prensibi aşağıda açıklanmıştır (bkz. Şekil 37).
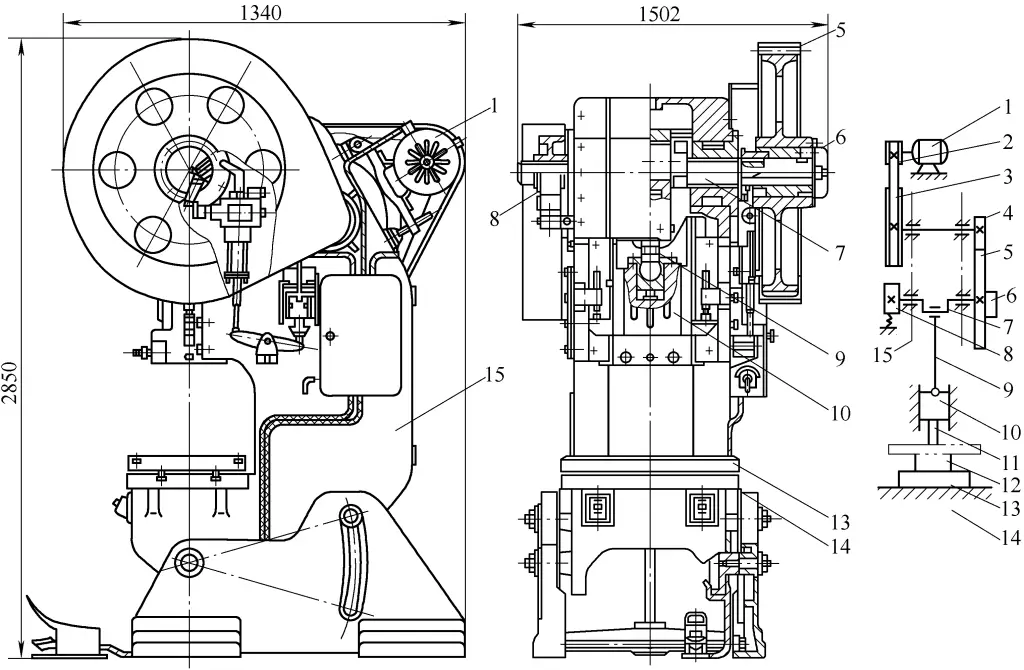
1-Motor
2-Küçük kasnak
3-Büyük Kasnak
4-Küçük Dişli
5-Büyük Dişli
6-Debriyaj
7-Krank Mili
8-Fren
9-Bağlantı Çubuğu
10-Kaydırıcı
11-Üst Kalıp
12-Alt Kalıp
13-Arka Plaka
14-Çalışma Masası
15-Makine Gövdesi
Pres çalıştığında, motor 1 hareketi V kayışı aracılığıyla büyük kasnağa 3 ve ardından küçük dişli 4 ve büyük dişli 5 aracılığıyla krank miline 7 iletir. Bağlantı çubuğunun 9 üst ucu krank miline takılır ve alt ucu sürgüye 10 bağlanarak krank milinin dönme hareketini sürgünün ileri geri doğrusal hareketine dönüştürür. Sürgü 10'un hareketinin en yüksek konumuna üst ölü nokta, en düşük konumuna ise alt ölü nokta adı verilir.
Üretim sürecinin gereklilikleri nedeniyle, kaydırıcı bazen hareket eder ve bazen durur, bu nedenle bir debriyaj 6 ve bir fren 8 takılmıştır. Pres her çalışma döngüsü sırasında çok kısa bir süre çalıştığından ve çoğu zaman yüksüz çalıştığından, motor üzerindeki yükü daha düzgün hale getirmek ve ekipmanın enerjisini etkili bir şekilde kullanmak için bir volan takılmıştır. Büyük kasnak aynı zamanda volan görevi de görür.
Pres çalışırken, kullanılan kalıbın üst kalıbı 11 sürgü üzerine monte edilir ve alt kalıp 12 doğrudan çalışma tablasına 14 monte edilir veya uygun kapanma yüksekliğini elde etmek için çalışma tablasına bir destek plakası 13 eklenir. Bu sırada, malzemenin üst ve alt kalıplar arasına yerleştirilmesi, iş parçalarını üretmek için delme veya diğer şekillendirme işlemlerini gerçekleştirebilir.
Şekil 37'den görülebileceği gibi, sürgünün 10 stroku (yani, sürgünün üst ölü merkezinden alt ölü merkezine olan mesafe) krank milinin 7 eksantrikliğinin iki katına eşittir, bu da ayarlanamayan büyük bir pres stroku ile karakterize edilir.
Bununla birlikte, krank mili preste iki veya daha fazla simetrik yatak tarafından desteklendiğinden, pres üzerindeki yük daha düzgündür, bu nedenle büyük stroklu ve büyük tonajlı presler üretilebilir.
2) Eksantrik Pres
Eksantrik pres, kuvvet amplifikasyonunu tamamlamak ve hareket şeklini değiştirmek için çalışan ana mil olarak eksantrik bir ana mil kullanılarak oluşturulan bir krank mekanizması kullanır. Şekil 38'de gösterildiği gibi, pres sürgüsünün stroku, eksantrik manşonun 5 pres içindeki konumu ayarlanarak ayarlanabilir.
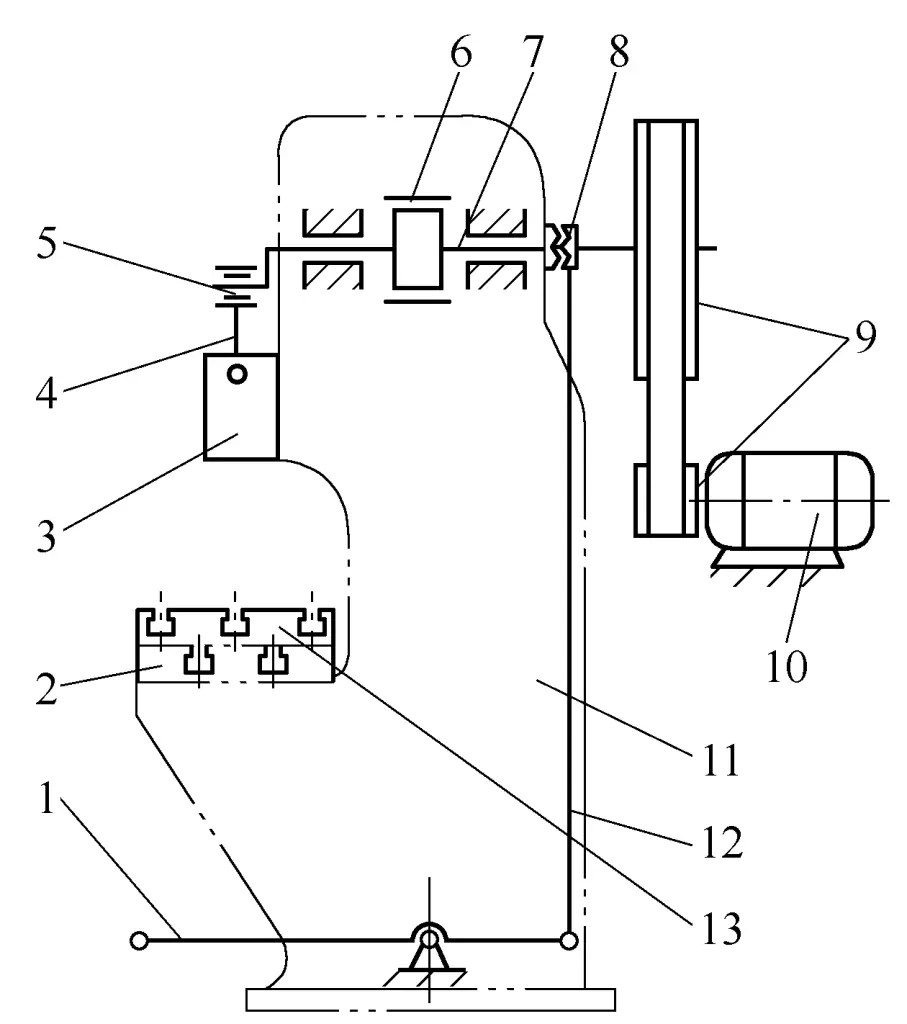
1-Pedal
2-Çalışma Masası
3-Kaydırıcı
4-Bağlantı Çubuğu
5-Eksantrik Kovan
6-Fren
7-Eksantrik Ana Mil
8-Debriyaj
9-Pulley
10-Motor
11 Yataklı
12-Kontrol Kolu
13-Çalışma Masası Destek Plakası
Bu tip presler küçük ama ayarlanabilir bir strok ile karakterize edilir, bu nedenle kılavuz plaka kalıpları gibi büyük bir strok gerektirmeyen kalıplarda delme işlemleri için kullanılabilir.
Sac metal parçalar için yaygın olarak kullanılan delme kalıpları, presin her strokunda bir delme işlemini (delme veya kesme) tamamlayan tek işlemli kalıplardır. Farklı zımbalama işlemlerine göre, sac metal parçalar için yaygın olarak kullanılan zımbalama kalıpları arasında zımbalama kalıpları, körleme kalıpları vb. bulunur. Farklı kılavuzlama yöntemlerine göre, açık delme kalıpları, kalıp seti kılavuzlu delme kalıpları ve kılavuz plaka delme kalıpları vb. olarak ayrılabilirler.
1) Delme Kalıbı
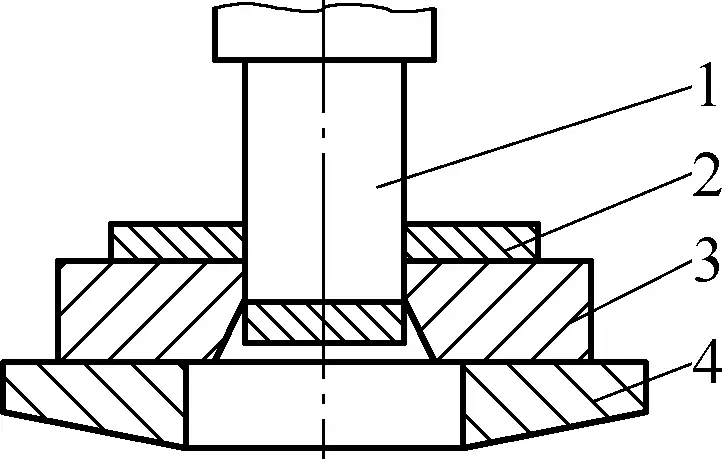
Şekil 39b'de gösterildiği gibi, Şekil 39a'da gösterilen parçadaki delikleri işlemek için kullanılan delme kalıbının yapısal bir diyagramı.
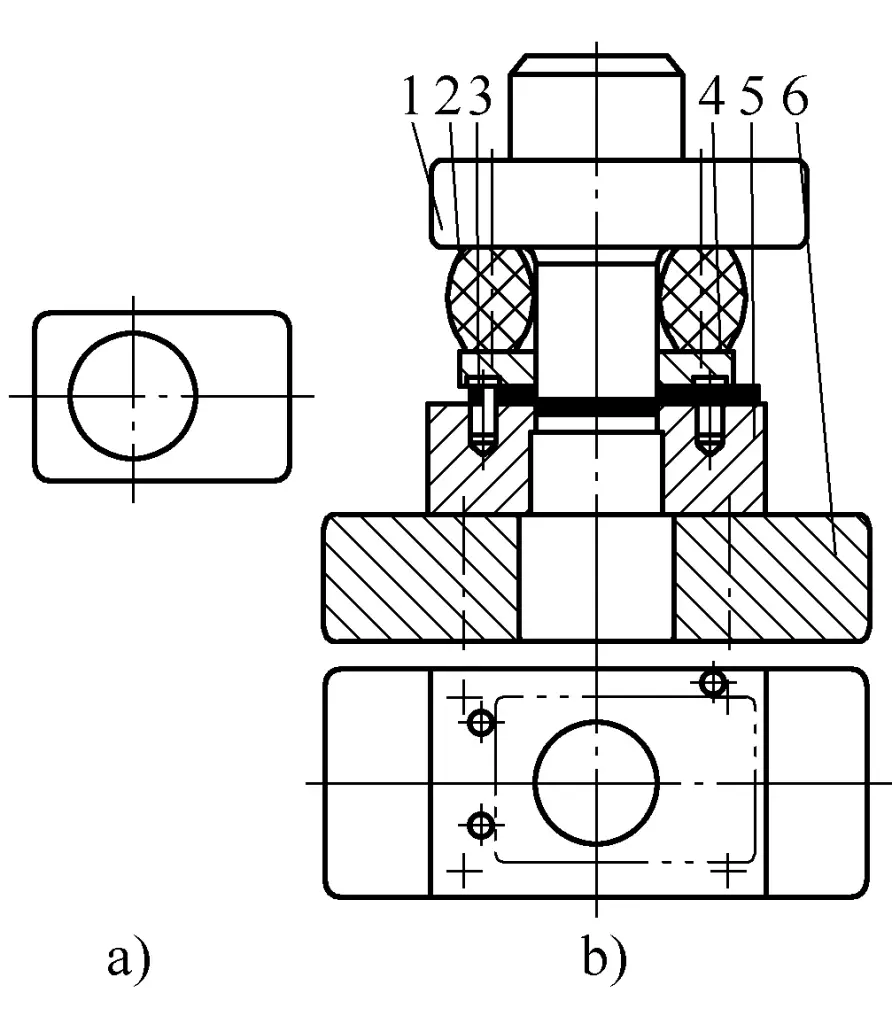
a) Parça Yapısal Diyagramı
b) Kalıp Yapısal Diyagramı
1-Üst Kalıp
2-Kauçuk Elastik Gövde
3-Konumlandırma Pimi
4-Kesici Plaka
5-Kadın Ölümü
6-Alt Kalıp Plakası
Bu kalıp, kılavuzsuz basit bir açık tip zımbalama kalıbıdır. Kesilen boşluklar, dişi kalıp 5 üzerine takılan üç konumlandırma pimi ile konumlandırılır. Üst kalıp 1 ve dişi kalıp 5 birlikte yuvarlak delikler açar ve sıkıştırılmış kauçuk elastik gövde 2 tarafından desteklenen sıyırıcı plaka 4, üst kalıp zımbasına sıkıştırılan parçaları dışarı iter.
Bu tip kalıp basit bir yapıya sahiptir, üretimi kolaydır ve düşük maliyetlidir, ancak kalıp boşluğu ayarlama zahmetlidir, delinmiş parçaların kalitesi düşüktür ve işlem çok güvenli değildir. Esas olarak düşük doğruluk gereksinimleri, basit şekiller ve küçük partiler içeren parçaların delinmesi için kullanılır.
2) Körleme Kalıbı
Körleme kalıbı, körleme işlemini tamamlayan tek işlemli bir kalıptır. Körleme kalıbı, zımba ve kalıp arasında makul bir boşluk, şerit malzemenin kalıp içinde doğru konumlandırılması, körlenen parçaların düzgün düşmesi, körlenen parçaların düzlüğü ve kesilen yüzeyin iyi kalitede olmasını gerektirir.
Şekil 40, kayar kılavuz direkleri olan bir körleme kalıbını göstermektedir. Bir kılavuz direkli kalıp seti tarafından yönlendirilen körleme kalıbı, birbirine uyan kılavuz bileşenler olarak kılavuz direkler ve kılavuz manşonlar kullanır. Çalışma sırasında, her zaman H6/h5 veya H7/h6 açıklığı ile otururlar, kalıbın çalışan parçalarının (zımba ve kalıp) doğru şekilde konumlandırılmasını ve körlenmiş parçaların kalitesini sağlarlar.
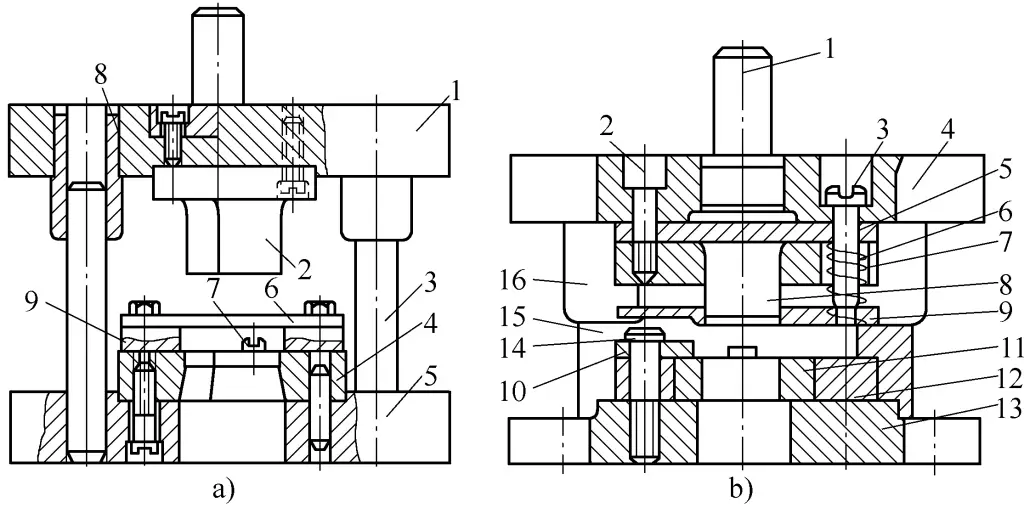
a) Sabit sıyırma plakalı körleme kalıbı
b) Elastik sıyırma plakalı körleme kalıbı
a) Şekilde:
1-Üst kalıp tutucu
2-Punch
3-Kılavuz yazı
4-Die
5-Alt kalıp tutucu
6-Kesici plaka
7-Pozisyonlama pimi
8-Kılavuz kılıf
9-Kılavuz cetvel
b) Şekilde:
1-Kalıp sapı
2-İç altıgen soket başlı vida
3-Sıyırma vidası
4-Üst kalıp tutucu
5-Arka plaka
6-Punch sabitleme plakası
7-Bahar
8-Punch
9-Çıtçıt plakası
10-Konumlandırma plakası
11-Ölmek
12-Kalıp eki
13-Alt kalıp tutucu
14-Vida
15-Kılavuz yazısı
16-Kılavuz kılıf
Şekil 40a'da gösterildiği gibi, sabit bir sıyırma plakasına sahip bir körleme kalıbı esas olarak kalın (t>0,5 mm) ve sert parçaların damgalanması için kullanılır. Kalıbın çalışması sırasında, şerit malzeme sol ve sağ kılavuz cetveller 9 tarafından beslenir ve sac malzemenin kalıp üzerinde doğru konuma sahip olmasını sağlamak için doğrudan konumlandırma pimi 7 tarafından konumlandırılır.
Pres kızağı aşağı indiğinde, zımba 2 ve kalıp 4 kademeli olarak sac malzemeye temas eder ve onu keser. Kızak yükseldikçe, zımba 2 de yükselir ve kılavuz cetveller 9 üzerine monte edilmiş sıyırma plakası 6, zımba 2'ye yapışan şerit malzemeyi sıyırır. Boşaltılan parçalar doğrudan alt kalıp tutucunun altındaki hurda deliğinden düşer.
Şekil 40b'de gösterildiği gibi, elastik bir sıyırma plakasına sahip bir körleme kalıbı, öncelikle ince (t<0,5 mm) parçaların damgalanması için kullanılır ve parçaların iyi düzlüğünü koruyabilir. Sıyırma sistemi sıyırma plakası 9, sıyırma vidası 3 ve yay 7'den oluşur. Zımba 8, sac malzemeyi delmek için presle birlikte indiğinde, sıyırma plakası 9 da iner ve yay 7 sıkışırken sac malzemeyi bastırır.
Delme işleminden sonra, ürün doğrudan alt kalıp tutucudaki hurda deliğinden düşerken, telef, zımbanın 8 etrafına sıkıca sarılmış şerit malzemeyle birlikte yükselir. Yay 7, sıyırma plakasının 9 sıfırlanmasıyla atığı sıyırır. Elastik sıyırma sistemi, elastik elemanlar olarak yaylar veya kauçuk elastomerler, kauçuk vb. kullanabilir.
Kalıp seti tarafından yönlendirilen kalıp, yüksek yönlendirme hassasiyetine, uzun kalıp ömrüne sahiptir ve parçaların seri üretimi için uygundur.
Şekil 41c'de gösterildiği gibi, Şekil 41a'da gösterilen yuvarlak parçaları işlemek için kılavuz plaka tipi bir körleme kalıbı kullanılır. Şekil 41b parçaların yerleşimini göstermektedir.
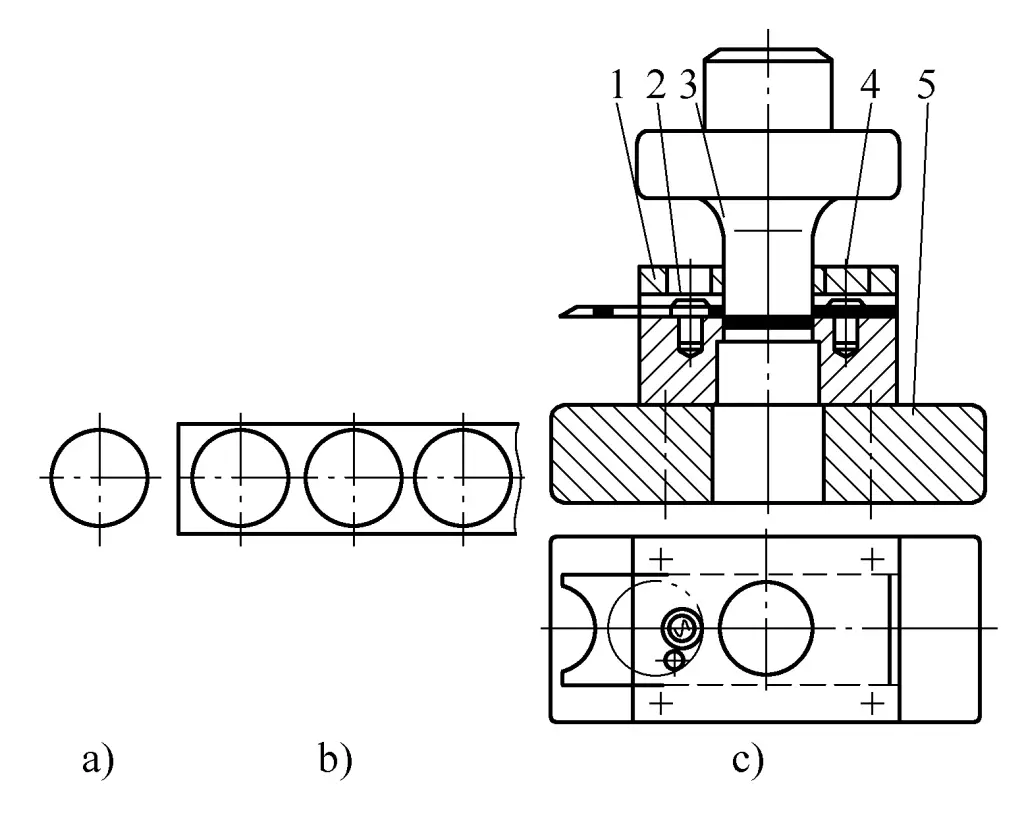
a) Parça yapısının şematik diyagramı
b) Parça yerleşiminin şematik diyagramı
c) Kalıp yapısının şematik diyagramı
1-Kılavuz plaka
2-Silindirik pim
3-Üst kalıp
4-Die
5-Alt şablon
Bu kalıp türü, kılavuzsuz kalıplardan daha yüksek hassasiyete, karmaşık üretime sahiptir, ancak kullanımı daha güvenlidir, kurulumu kolaydır ve genellikle basit şekiller ve t>0,5 mm sac kalınlığına sahip küçük boyutlu tek işlemli körleme kalıpları için kullanılır. Çalışma sırasında zımbanın kılavuz plakadan ayrılmamasını sağlamak için küçük pres stroku gerektirir.
Karmaşık şekiller ve daha büyük parçalar için bu tür bir yapı uygun değildir ve kılavuzluk için kılavuz direkleri ve kılavuz manşonları olan bir kalıp yapısı kullanmak daha iyidir.
Kılavuz plaka zımbası çalıştığında, üst kalıbın çalışma kısmı 3 ile kılavuz plaka 1 arasındaki küçük boşluktan geçer. 0,8 mm'den küçük malzemeler için H6/h5 uyumu kullanın; 3 mm'den büyük malzemeler için H8/h7 uyumu kullanın.
Kılavuz plaka aynı zamanda bir sıyırıcı görevi görür. Zımbalama sırasında, özellikle çoklu veya küçük zımbalarda kılavuz hassasiyetini korumak için zımbanın kılavuz plakadan ayrılmadığından emin olun. Zımba kılavuz plakadan ayrılır ve tekrar girerse, zımbanın keskin kenarı kolayca zarar görebilir ve kılavuz plakadaki kılavuz deliği kolayca kemirilebilir, bu da zımbanın ömrünü ve zımba ile kılavuz plaka arasındaki kılavuz doğruluğunu etkiler.
3) Delme kalıbının yapı bileşimi
Delme kalıplarının birçok yapısal formu olmasına rağmen, formu ne olursa olsun, yapıları aşağıdaki parçalardan oluşur.
Del ve öl.
Bunlar malzemeyi doğrudan kesen parçalardır ve zımbalama kalıbının temel parçalarıdır. Genellikle, zımba üst şablona sabitlenir ve kalıp alt şablona sabitlenir.
② Konumlandırma cihazı.
İşlevi, şeridin besleme yönünü ve besleme miktarını kontrol etmek için alt kalıp tutucuya sabitlenmiş, genellikle kılavuz plaka veya konumlandırma pimi gibi konumlandırma parçalarından oluşan, kalıpta delinmiş parçanın doğru konumunu sağlamaktır.
③ Sıyırma cihazı.
İşlevi, genellikle sert veya elastik bir sıyırma plakası gibi parçalardan oluşan sac malzemeyi veya delinmiş parçayı kalıptan ayırmaktır. Delme işlemi tamamlandığında ve zımba yukarı doğru hareket ettiğinde, zımba üzerindeki şerit sıyırma plakası tarafından bloke edilir ve düşer. Buna ek olarak, kalıp üzerindeki aşağı doğru genişletilmiş konik delik, delinmiş malzemenin kalıptan dışarı atılmasına yardımcı olur.
④ Yönlendirme cihazı.
İşlevi, genellikle kılavuz manşonlar ve kılavuz sütunlar, kılavuz plakalar vb.den oluşan kalıbın üst ve alt parçaları arasında doğru göreceli konumu sağlamaktır. Çalışma sırasında kılavuz, zımba ile kalıp arasında doğru oturmayı sağlar.
⑤ Sıkıştırma ve sabitleme cihazı.
İşlevi, kalıp ile pres arasında ve ayrıca genellikle üst şablon, alt şablon, kalıp şaftı, baskı plakası, cıvatalar ve vidalar gibi parçalardan oluşan kalıp parçaları arasında sağlam ve güvenilir bir bağlantı sağlamaktır. Bu parçalar kalıbın çeşitli parçalarını birleştirir ve monte eder ve bunları prese sabitler.
⑥ Presleme cihazı.
İşlevi, delinmiş parçanın kırışmasını önlemek ve genellikle elastik bir tutma halkasından vb. oluşan delme bölümünün kalitesini artırmaktır.
Zımbalanmış parçaların kalitesini sağlamak için, zımbalama prosesleri formüle edilirken ve zımba kalıpları tasarlanırken aşağıdaki proses parametreleri belirlenmelidir.
Şerit üzerindeki delikli parçaların düzenleme yöntemine yerleşim denir. Yerleşimin temel ilkeleri, malzeme kullanım oranını artırmak, düşük emek yoğunluğuna sahip personel için güvenli ve kolay çalışmayı kolaylaştırmak ve kalıp yapısını basitleştirmektir. Yerleşim çalışmasının ana görevi, örtüşme, adım mesafesi vb. değerlerin belirlenmesi gereken yerleşim diyagramını tasarlamaktır.
1) Örtüşme değerinin belirlenmesi
Yerleşim sırasında, delinmiş parçalar arasında ve delinmiş parçalar ile şeridin kenarları arasında üst üste binme adı verilen belirli bir işlem payı bırakılır.
Üst üste binme ayarının amacı, zımbalama sırasında şerit ve kılavuz plaka arasındaki boşluklardan kaynaklanan şerit kesme hatalarını, besleme adımı hatalarını ve besleme eğriliği hatalarını telafi etmektir. Ek olarak, zımba ve kalıbın kesme kenarlarının her iki taraftaki kuvvetleri taşıyabilmesini sağlar, sürekli besleme sırasında şeride belirli bir sertlik sağlar, eksik köşeler gibi kusurlu parçaları önler ve kalıbın ömrünü ve parça bölümünün kalitesini artırır.
Aşırı üst üste binme malzeme israfına neden olurken, çok az üst üste binme amaca hizmet etmez. Yetersiz bindirme kolayca kalıbın içine sıkışarak kesme kenarı aşınmasını artırabilir ve kalıp ömrünü etkileyebilir.
Örtüşme değeri genellikle deneyimle belirlenir. Tablo 4 düşük karbonlu çelik saclar için bindirme değerlerini göstermektedir. Bindirme değeri belirlendikten sonra, kesme için şerit genişliğine yerleşim yöntemine göre karar verilebilir.
Tablo 4 Örtüşme değerleri a ve a1 düşük karbonlu çelik saclar için (birim: mm)
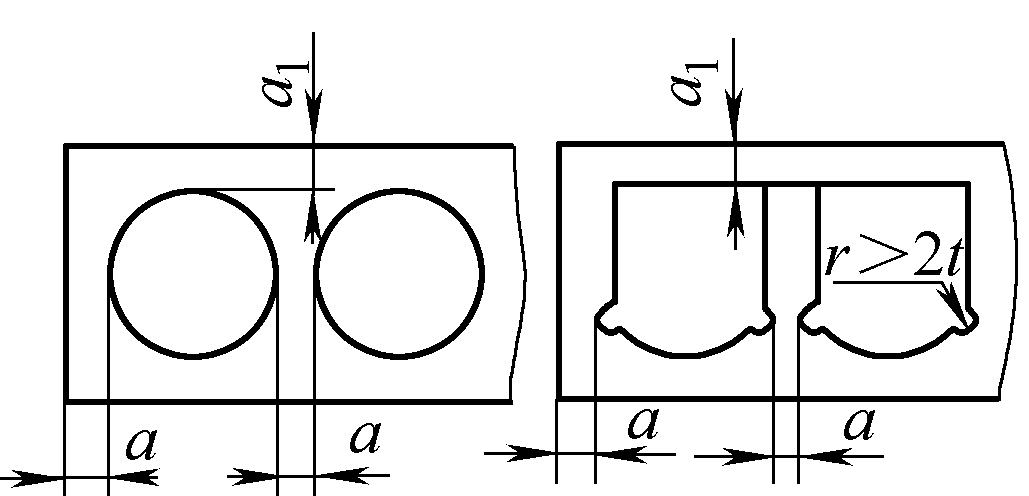
Not:
Diğer malzemeler için tablodaki değerleri aşağıdaki katsayılarla çarpın: orta karbonlu çelik 0,9; yüksek karbonlu çelik 0,8; sert pirinç 1~1,1; sert alüminyum 1~1,2; yumuşak pirinç, saf bakır 1,2; alüminyum 1,3~1,4; metal olmayanlar (deri, kağıt, sunta, vb.) 1,5~2.
2) Adım mesafesinin belirlenmesi
Şeridin kalıp üzerinde her seferinde ilerlediği mesafeye besleme adım mesafesi A denir. Adım mesafesi, blok piminin konumunu belirlemek için temel oluşturur.
Adım mesafesinin hesaplanması yerleşim yöntemiyle ilgilidir. Adım mesafesinin boyutu, Şekil 42'de gösterildiği gibi, şerit üzerinde karşılık gelen iki delinmiş parçanın karşılık gelen noktaları arasındaki mesafedir.
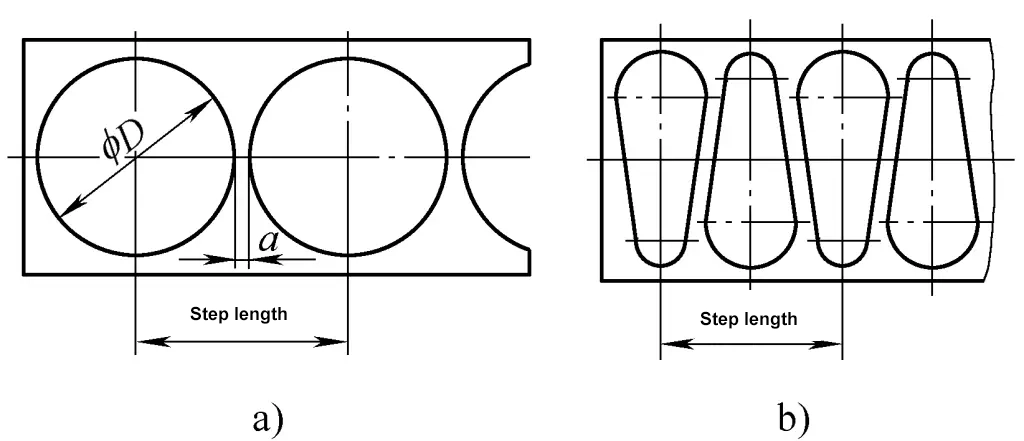
a) Dairesel parçaların yerleşim şeması
b) Düzensiz şekilli parçaların yerleşim şeması
Yumruklama kuvveti uygun bir presin seçilmesi için ana temeldir ve aynı zamanda kalıbın tasarlanması ve kalıbın mukavemetinin kontrol edilmesi için gerekli bir veridir. Normal düz kenarlı zımbalama için, zımbalama kuvveti hesaplama formülü şöyledir:
Formülde
F=Ltσb
Körleme işleminde, körleme kuvvetinin yanı sıra sıyırma kuvveti, itme kuvveti ve çıkarma kuvveti de vardır. Körleme işleminden sonra zımbaya yapışan malzemeyi çıkarma kuvveti sıyırma kuvveti olarak adlandırılır ve FşeritKalıpta sıkışan malzemeyi itme veya çıkarma kuvveti itme kuvveti ve çıkarma kuvveti olarak adlandırılır ve Fitmek ve FÇIKAR sırasıyla. Bu kuvvetlerin büyüklüğü genellikle F boşluk kuvvetinin bir faktörle (0,04 ila 0,12) çarpımıdır. Faktörün özel seçimi için ilgili damgalama hesaplama materyallerine başvurulabilir.
Körleme sırasında gereken toplam körleme basıncı, körleme kuvveti, sıyırma kuvveti, itme kuvveti ve çıkarma kuvvetinin toplamıdır. Bir pres seçerken, farklı kalıpların yapısına bağlı olarak tüm bu kuvvetlerin hesaba katılması gerekip gerekmediği göz önünde bulundurulmalıdır:
Körleme kalıbının toplam körleme basıncına göre bir pres seçerken, presin nominal basıncı genellikle aşağıdakileri karşılamalıdır: presin nominal basıncı ≥ 1,2Ftoplam.
Körleme boşluğu Z, zımba ve kalıp arasındaki çalışma parçalarının boyutlarındaki farkı ifade eder, yani Z=Dölmek-DyumrukZ boşluk için çift taraflı açıklık, Dölmek ve Dyumruk sırasıyla kalıp ve zımbanın kesici kenar boyutlarıdır.
Körleme boşluğunun körleme işlemi üzerinde önemli bir etkisi vardır; boyutu körleme parçalarının kalitesini doğrudan etkiler ve ayrıca kalıbın kullanım ömrü üzerinde önemli bir etkiye sahiptir. Körleme boşluğu, uygun körlemeyi sağlamak için en önemli proses parametresidir. Gerçek üretimde, makul bir körleme boşluğunun değeri deneysel yöntemlerle belirlenir.
Makul bir körleme boşluğu değeri oldukça geniş bir aralığa sahiptir, tipik olarak (5% ila 25%) t. Kesinlikle makul bir körleme boşluğu değeri olmadığından ve körleme parçaları için özel gereksinimler farklı endüstrilere göre değiştiğinden, her endüstrinin ve hatta her şirketin kendi körleme boşluğu tabloları vardır. Spesifik körleme boşluğu değerini belirlerken, ilgili körleme boşluğu tablolarına sıklıkla başvurulur.
Genel olarak konuşursak, daha küçük bir makul boşluk açıklığı seçmek damgalanmış parçaların kalitesini artırmaya yardımcı olurken, daha büyük bir makul boşluk açıklığı seçmek kalıp ömrünü artırmaya yardımcı olur. Bu nedenle, damgalanmış parçaların kalitesini sağlama öncülüğünde, daha büyük bir makul boşluk açıklığı kullanılmalıdır.
Ayrıca, çift taraflı boşluk Z aşağıdaki formül kullanılarak da hesaplanabilir:
Z=mt
Formülde:
Tablo 5 makine imalatı ve otomotiv, traktör sektörleri için m değerleri
| Malzeme adı | m değeri |
| 08 çelik, 10 çelik, pirinç, saf bakır | 0.08~0.10 |
| Q235, 25 çelik | 0.1~0.12 |
| 45 çelik | 0.12~0.14 |
Körleme işlemlerinde, kalıbın çalışan parçalarının boyutları ve doğruluğu, körlenen parçaların boyutsal tolerans derecesini etkileyen birincil faktörlerdir. Ayrıca, kalıbın uygun körleme boşluğu da kalıbın çalışma parçalarının boyutlarına ve toleranslarına bağlıdır. Bu nedenle, zımba ve kalıp çalışma parçalarının boyutlarını ve üretim toleranslarını belirlerken, körleme deformasyon yasalarını, körlenen parçaların tolerans derecesini, kalıbın aşınmasını ve üretim özelliklerini dikkate almak gerekir.
Tablo 6 Elektrikli cihaz ve alet endüstrisi için m değerleri
| Malzeme türü | Malzeme adı | m değeri |
| Metal malzemeler | Alüminyum, saf bakır, saf demir | 0.04 |
| Sert alüminyum, pirinç, 08 çelik, 10 çelik | 0.05 | |
| Kalay-fosfor bronz, berilyum alaşımı, krom çelik | 0.06 | |
| Silikon çelik sac, yay çeliği, yüksek karbonlu çelik | 0.07 | |
| Metal olmayan malzemeler | Kağıt bez, deri, asbest, kauçuk, plastik sunta, yapışkan levha, yapışkan bez levha, mika levha | 0.02 0.03 |
1) Körleme için zımba ve kalıp boyutlarını hesaplamanın temel ilkeleri
Körleme için zımba ve kalıp boyutlarını hesaplamanın temel ilkeleri şunlardır:
Delik açarken, deliğin çapı zımbanın boyutunu belirler ve kesme boşluğu kalıbın boyutunun artırılmasıyla elde edilir.
Körleme yaparken, dış boyutlar kalıbın boyutunu belirler ve körleme boşluğu zımbanın boyutunun küçültülmesiyle elde edilir.
Kalıp aşınması işlenmemiş parçaların boyutlarını artıracağından ve zımba aşınması delinmiş parçaların boyutlarını azaltacağından, kalıbın ömrünü uzatmak için, yeni bir kalıp üretirken, kalıbın boyutu işlenmemiş parçanın boyutlarının alt sınırına ve zımbanın boyutu delinmiş parçanın boyutlarının üst sınırına doğru eğilim göstermelidir.
2) Körleme boşluğu sağlamak için yöntemler
Körleme kalıpları üretilirken, makul bir körleme boşluğu sağlamak için genellikle aşağıdaki iki yöntem kullanılır:
Yöntemlerden biri ayrı işleme yöntemidir. Zımba ve kalıbın boyutları ve toleransları ayrı ayrı belirlenir ve ayrı ayrı üretilir. Zımba ve kalıbın boyutları ve üretim toleransları, gerekli kesme boşluğunu sağlar. Bu yöntemle işlenen zımba ve kalıp değiştirilebilir, kısa bir üretim döngüsüne sahiptir ve seri üretim için uygundur.
Diğer bir yöntem ise tek uyum işleme yöntemidir. Bu yöntemde, makul bir körleme boşluğu sağlamak için zımba ve kalıp ayrı ayrı eşleştirilir. İşlemden sonra zımba ve kalıp doğru şekilde eşleştirilmelidir ve birbiriyle değiştirilemez. Tipik olarak, kalıp körlenmiş parçalar için referans kalıp olarak seçilir ve zımba da delinmiş parçalar için referans kalıp olarak seçilir.
Referans kalıbın parça çiziminde, boyutlar ve toleranslar işaretlenir ve eşleşen referans olmayan kalıbın parça çiziminde, referans kalıpla aynı nominal boyutlar işaretlenir, ancak toleranslar yoktur. Boşluk açıklığı, referans kalıbın gerçek boyutlarına göre eşleştirilir ve boşluk açıklığı değerinin Zmin Z'yemaksimum. Tek geçme işleme yöntemi çoğunlukla karmaşık şekillere ve küçük kesme boşluklarına sahip zımbalar için kullanılır.
3) Zımba ve kalıbı ayrı ayrı işlerken çalışma boyutlarının hesaplanması
Zımba ve kalıbın ayrı ayrı işlenmesi için çalışma boyutları, zımba ve kalıbın imalat sapmalarını veren boyutları ifade eder. Çalışma boyutlarının belirlenmesi aşağıdaki iki durumda hesaplanabilir:
① Delme kalıbı:
ddışbükey=(dmin+xΔ)0-δkonveks
diçbükey=(ddışbükey+Zmin)=(dmin+xΔ+Zmin)+δiçbükey0
Körleme kalıbı:
Ddışbükey=(Dmaksimum-xΔ)+δiçbükey0
Ddışbükey = (Diçbükey - Zmin) = (Dmaksimum - xΔ - Zmin)0 - δkonveks
Formülde
4) Zımba ve kalıp için tek eşleştirme işleminin adımları
Tek eşleştirme işleme yöntemi genellikle karmaşık şekillere ve ince malzemelere sahip boş parçalar için kullanılır. Zımba ve kalıbın nominal boyutlarını belirleme prensibi, kalıp çalışma parçalarının nitelikli boyut aralığı içinde maksimum aşınma miktarını sağlamaktır.
Tek eşleşen işlenmiş zımba ve kalıbın imalat boyutlarını belirleme adımları şunlardır:
① Önce referans kalıbı seçin.
② Referans kalıptaki her bir boyutun aşınma sonrasında artacağını, azalacağını veya değişmeden kalacağını belirleyin.
③ Belirlemeye göre, boyut artışı, zımba ve kalıp için pozitif tolerans ile parçanın üst limit boyutu eksi xΔ ile hesaplanır ve tolerans boyutu Δ boyut toleransının 1/3 ila 1/4'ü olarak seçilir; boyut azalması, parçanın alt sınır boyutu artı xΔ, zımba ve kalıp için negatif tolerans ve Δ boyut toleransının 1/3 ila 1/4'ü olarak seçilen tolerans boyutu ile hesaplanır; değişmeyen boyut, simetrik pozitif ve negatif toleranslar ve Δ boyut toleransının 1/8'i olarak seçilen tolerans boyutu ile parçanın orta boyutu ile hesaplanır.
④ Referans kalıbın dışındaki boyutlar, delme boşluğu gereksinimini sağlamak için referans kalıbın gerçek boyutlarına göre eşleştirilir.
Presin doğru ayarlanması, zımbalama kalıbının takılmasının önemli bir yönüdür ve kaliteli damgalı parçaların üretilmesi için çok önemli bir ön koşuldur. Pres ayarının ana yönleri, pres strokunun ve pres kapatma yüksekliğinin ayarlanmasıdır. Kalıpta bir sıyırma çubuğu olduğunda, sıyırma çubuğunun konumunun da ayarlanması gerekir.
Çoğu preste (krank presler gibi) sürgünün stroku ayarlanamaz. Bazı presler (Şekil 43'te gösterildiği gibi presin ana milinin eksantrik bir mil olduğu eksantrik presler gibi) ayarlanabilir bir sürgü strokuna sahiptir. Şekil 43a'da gösterildiği gibi, eksantrik mil ve manşon yapısının kullanılması, eksantrik manşonun konumunun döndürülmesiyle strokun ayarlanmasını sağlar.
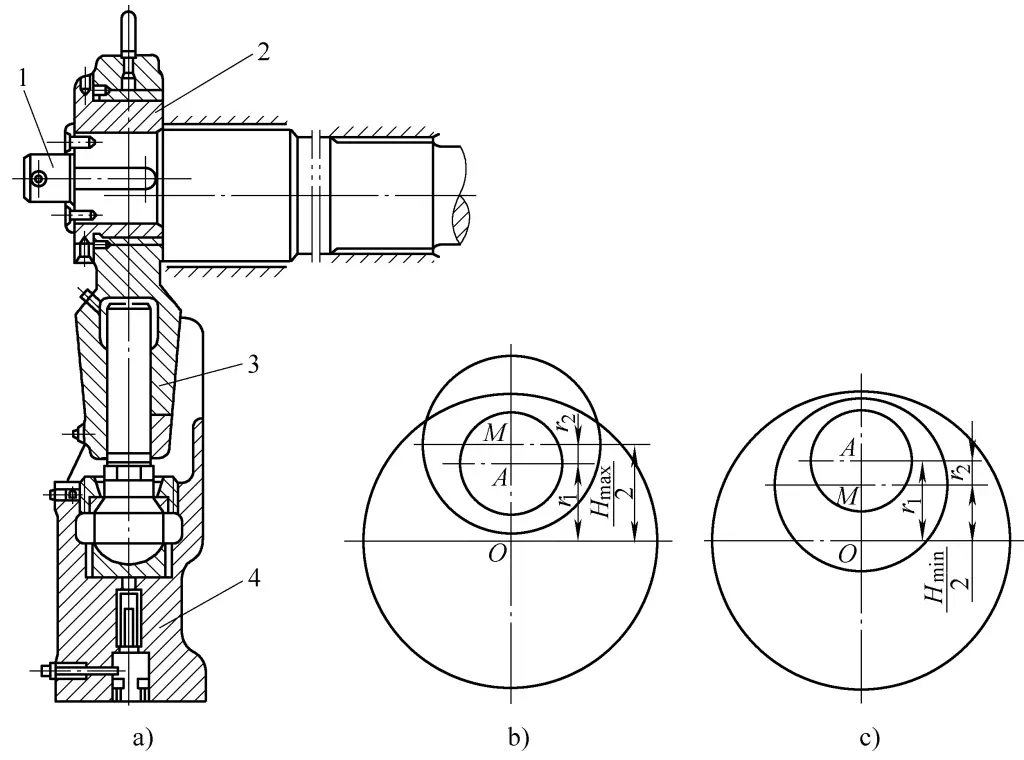
a) Ayarlanabilir strok mekanizması
b) Maksimum çalışma stroku
c) Minimum çalışma stroku
1-Eksantrik mil
2-Eksantrik manşon
3-Bağlantı çubuğu
4-Kaydırıcı
O-Ana mil merkezi
A-Eksantrik ana milin eksantrik parça merkezi
M-Eksantrik manşonun merkezi
Eksantrik milin ve eksantrik kovanın eksantrik mesafeleri aynı yönde olduğunda, Şekil 43b'de gösterildiği gibi çalışma strokunun değeri maksimumdur, yani,
Hmaksimum=2(r1+r2)
Nerede
Eksantrik milin ve eksantrik kovanın eksantrik mesafeleri zıt yönlerde olduğunda, çalışma strokunun değeri Şekil 43c'de gösterildiği gibi minimumdur, yani,
Hmin=2(r1-r2)
Nerede Hmin-Presin minimum çalışma stroku (mm).
Şekil 44, eksantrik pres strok ayar mekanizmasının şematik bir diyagramını göstermektedir. Ayarlama prensibi ve adımları aşağıdaki gibidir:
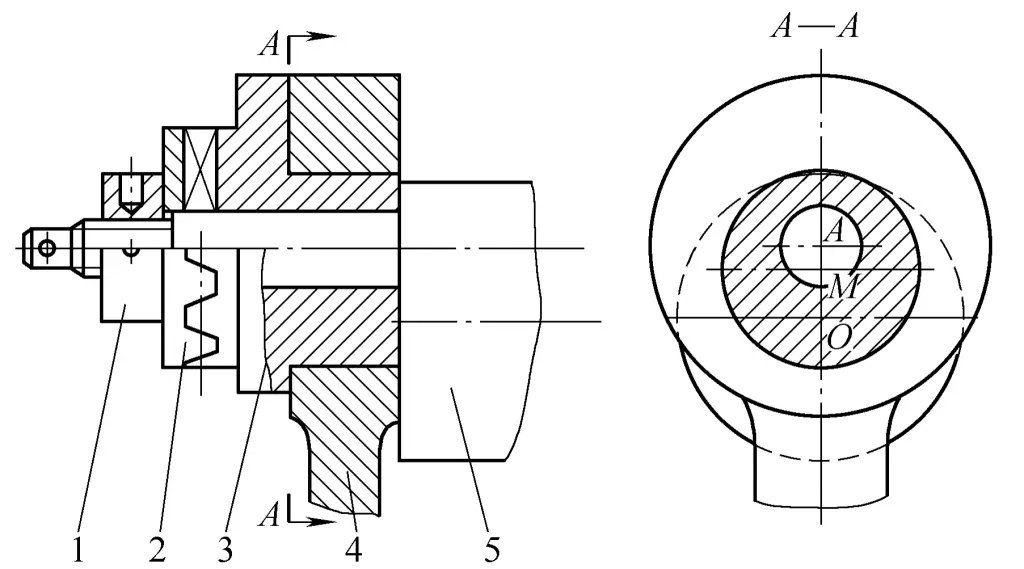
1-Somun
2-Katılım manşonu
3-Eksantrik manşon
4-Bağlantı çubuğu
5-Eksantrik ana mil
Eksantrik ana milin 5 ön ucu, eksantrik manşon 3 ile manşonlanmış eksantrik bir parçadır. Eksantrik manşon 3 ve geçme manşon 2 uç dişleri ile birbirine geçirilir ve somun 1 ile kilitlenir. Geçme manşon 2 eksantrik ana mile 5 bir anahtar ile bağlanır. Bağlantı çubuğu 4 eksantrik manşon üzerine serbestçe geçirilmiştir. Bu şekilde, ana milin dönüşü eksantrik manşonun 3 merkezi M'yi ana milin merkezi O boyunca dairesel bir hareketle hareket ettirecek ve böylece bağlantı çubuğu 4 ve sürgünün ileri geri yukarı ve aşağı hareket etmesini sağlayacaktır.
Bağlantı manşonunun 2 uç dişlerini ayırmak için somunu 1 gevşetin, eksantrik manşonu 3 döndürün ve eksantrik manşonun merkezi M ile ana milin merkezi O arasındaki mesafeyi ayarlayın, böylece kaydırıcının strokunu belirli bir aralıkta ayarlayın. Strok ayar aralığı şöyledir ![]() (burada A eksantrik ana milin eksantrik kısmının merkezidir ve M eksantrik manşonun merkezidir).
(burada A eksantrik ana milin eksantrik kısmının merkezidir ve M eksantrik manşonun merkezidir).
Farklı yükseklikteki kalıpları yerleştirmek için presin kalıp yüksekliği ayarlanabilir olmalıdır. Genel olarak, presin bağlantı çubuğunun uzunluğu ayarlanabilir.
Presin biyel kolunun bir ucu krank miline, diğer ucu ise sürgüye bağlıdır. Bu nedenle, biyel kolunun uzunluğunun ayarlanması, kalıp yüksekliğinin ayarlanması amacına ulaşabilir. Şekil 45'te gösterilen JB23-63 presinin krank sürgü mekanizması, bağlantı çubuğunun uzunluğunu ayarlayarak kalıp yüksekliğini ayarlar.
1-Bağlantı gövdesi
2-Yatak burcu
3-Krank Mili
4-Striker bar
5-Kaydırıcı
6-Ayarlama vidası
7-Destek koltuğu
8-Güvenlik bloğu
9-Kalıp tutucu sıkıştırma bloğu
10-Kilitleme vidası
11-Kilitleme bloğu
Şekil 45'te görülebileceği gibi, biyel kolu bütünleşik bir parça olmayıp bağlantı gövdesi 1 ve ayar vidasından 6 oluşmaktadır. Şekil 44'ün A-A bölümünde gösterildiği gibi, ayar vidasının 6 ortasında altıgen bir bölüm bulunmaktadır. Kilitleme vidasını 10 gevşetin ve bağlantı çubuğunun uzunluğunu ayarlamak için ayar vidasının 6 ortasındaki altıgen kısmı bir anahtar kullanarak çevirin. Daha büyük presler vidayı bir motor, dişli veya sonsuz dişli mekanizması ile ayarlar.
Sürgü alt ölü merkezdeyken, sürgünün alt düzlemi ile tabla yüzeyi arasındaki mesafeye presin kapalı yüksekliği denir. Bağlantı çubuğu minimum uzunluğa ayarlandığında, kapatma yüksekliği maksimum değere ulaşır ve presin maksimum kapatma yüksekliği olarak adlandırılır; bağlantı çubuğu maksimum uzunluğa ayarlandığında, kapatma yüksekliği minimum değere ulaşır ve presin minimum kapatma yüksekliği olarak adlandırılır.
Kalıbı prese doğru şekilde monte etmek ve presin normal çalışmasını sağlamak için damgalama sürecipresin maksimum kapalı yüksekliği, kalıbın kapalı yüksekliğinden daha büyük olmalıdır, böylece kalıp presin çalışma yüzeyi ile sürgünün alt yüzeyi arasına monte edilebilir; presin minimum kapalı yüksekliği, kalıbın kapalı yüksekliğinden daha az olmalıdır, böylece üst ve alt kalıplar damgalama sırasında düzgün bir şekilde hizalanabilir.
Presin kapalı yüksekliğini ayarladıktan sonra, presin çalışması sırasında gevşeklik nedeniyle bağlantı çubuğu uzunluğunun değişmesini ve normal damgalama işlemini etkilemesini önlemek için kilitleme cihazı kilitlenmelidir. Bu, özellikle bükme ve kabartma gibi temel deformasyon prosedürlerindeki belirli damgalama işlemleri için önemlidir.
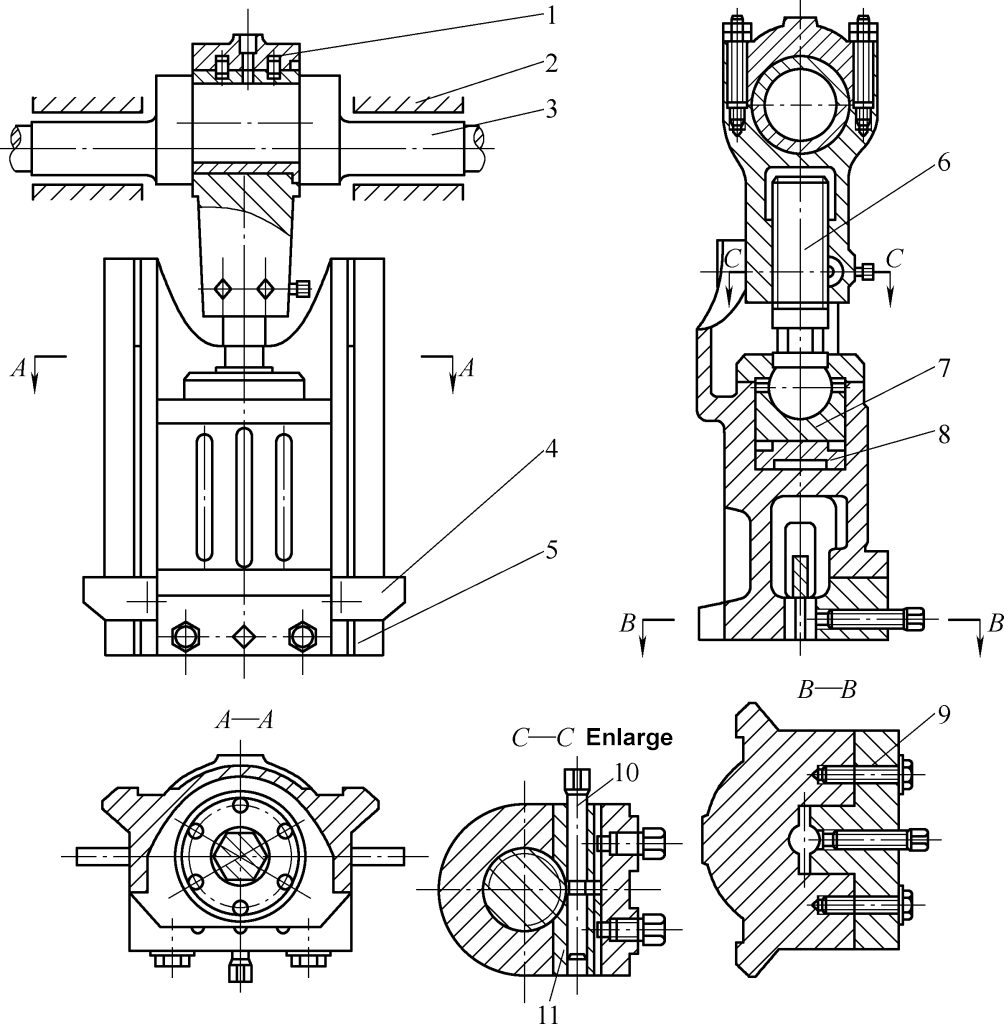
Bir damgalama işleminin bitiminden sonra, iş parçası genellikle kalıpta sıkışır. İş parçasını dışarı itmek için, preste genellikle sürgü üzerine yerleştirilmiş bir knockout cihazı bulunur. Şekil 46'da gösterildiği gibi, rijit knockout cihazı, sürgüden geçen bir knockout çubuğundan 4 ve makine gövdesine sabitlenmiş bir durdurma vidasından 3 oluşur.
Sürgü damgalama yapmak için alçaldığında, iş parçası üst kalıptaki itici çubuk 7 tarafından sürgüdeki knockout çubuğu 4 aracılığıyla yukarı itilir. Sürgü yükselip üst ölü noktaya yaklaştığında, itme çubuğunun 4 her iki ucu da makine gövdesindeki durdurma vidası 3 tarafından bloke edilir. Sürgü yükselmeye devam ettikçe, koparma çubuğu 4 sürgüye göre aşağı doğru hareket eder ve iş parçasını çıkarmak için üst kalıptaki itici çubuğu 7 iter.
Devirme çubuğunun 4 maksimum çalışma stroku H-h'dir. Nakavt çubuğu 4 durdurma vidası 3 ile çok erken çarpışırsa, ekipman kazaları meydana gelecektir. Bu nedenle, kalıpları değiştirirken veya presin montaj yüksekliğini ayarlarken, durdurma vidasının 3 konumu buna göre ayarlanmalıdır.
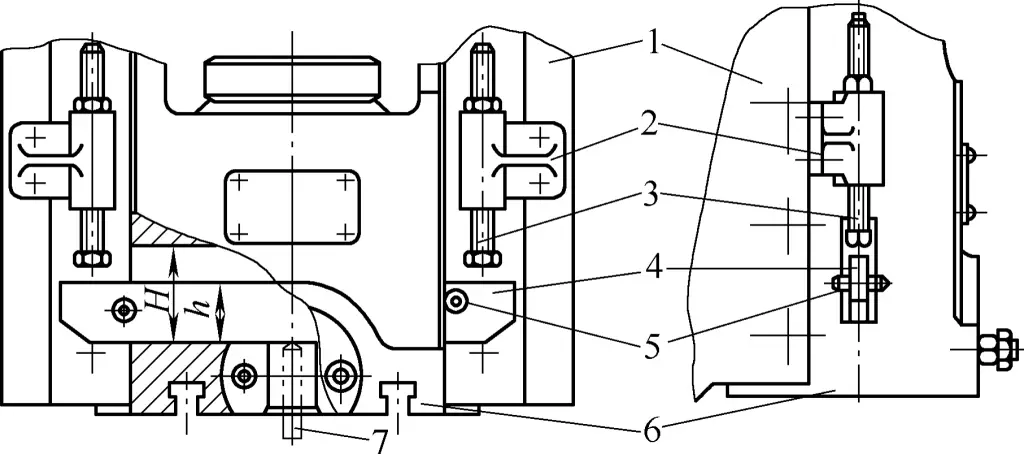
1-Makine Gövdesi
2 Duraklı Koltuk
3-Durdurma Vidası
4-Şoklama Çubuğu
5-Durdurma Pimi
6-Kaydırıcı
7-Ejektör Çubuğu
Şekil 47'de pres knockout cihazının ilk çalışma durumu gösterilmektedir.
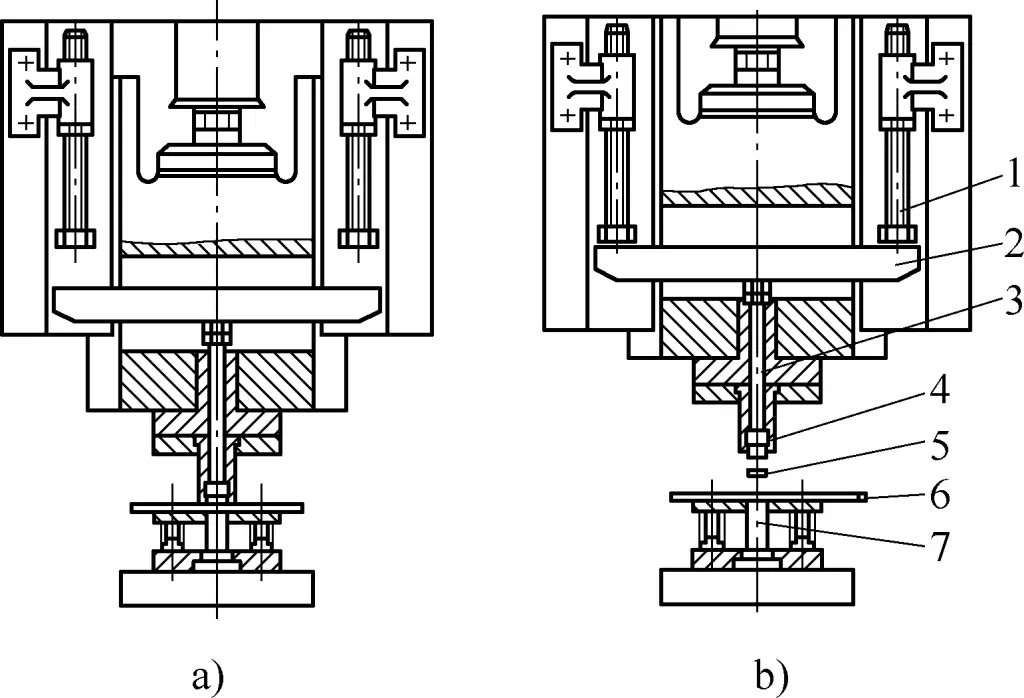
a) Strokun Alt Ölü Merkezi
b) Strokun Üst Ölü Merkezi
1-Durdurma Vidası
2-Şoklama Çubuğu
3-Ejektör Çubuğu
4-Dişi Kalıp
5-Damgalı Parça
6 Yapraklı Malzeme
7-Punch
Damgalama kalıbının kurulumu ve ayarlanması, damgalama işleminin önemli bir parçasıdır. Kurulum ve ayarlamanın kalitesi, işlenen parçaların güvenliğini ve üretimini doğrudan etkiler. Kurulum ve ayarın doğruluğu kalıbın, ekipmanın ve damgalama işçilerinin güvenliğini doğrudan etkiler.
Kalıbın prese genel kurulum prensibi şudur: önce üst kalıbı presin sürgüsüne sabitleyin ve ardından alt kalıbı üst kalıbın konumuna göre ayarlayın. Presin ilgili ayarlamaları kalıp montaj işlemi sırasında yapılmalıdır.
Körleme kalıplarının montajı, kılavuzsuz körleme kalıpları ve kılavuzlu körleme kalıpları olarak ikiye ayrılabilir.
1) Kılavuzsuz Körleme Kalıplarının Montajı
Kılavuzsuz körleme kalıplarının montajı nispeten karmaşıktır. Yöntem aşağıdaki gibidir:
① Kalıp Kurulumu için Hazırlık. Kalıbı kurmadan önce pres ve kalıp incelenmelidir. Ana inceleme öğeleri şunları içerir:
Buna ek olarak, operatörler delinecek parçaların şekline, boyutsal doğruluğuna ve teknik gereksinimlerine aşina olmalı, delinmiş parçaların ilgili işlem belgelerini ve mevcut sürecin işleme içeriğini anlamalı; kullanılan kesme kalıbının tipine, yapısına, çalışma prensibine ve kullanım özelliklerine aşina olmalıdır. Son olarak, presin kalıbı ve çalışma masası temizlenmeli ve presin çalışma durumu kontrol edilmelidir.
② Kalıbın montaj koşullarını kontrol edin. Kalıbın kapalı yüksekliği presin montaj yüksekliğine uygun olmalıdır. Kalıbı monte etmeden önce kapalı yüksekliği ölçülmelidir. Kapalı yüksekliğin değeri H0 kalıbın aşağıdaki gereksinimleri karşılaması gerekir:
Hmin+10mm≤H0≤Hmaksimum-5mm
Formül
Kalıbın kapalı yüksekliği çok küçükse ve yukarıdaki gereklilikleri karşılamıyorsa, Şekil 48'de gösterildiği gibi kalıbı kurmadan önce yukarıdaki gereklilikleri karşılamak için presin çalışma tablasına bir zemin pedi eklenebilir.
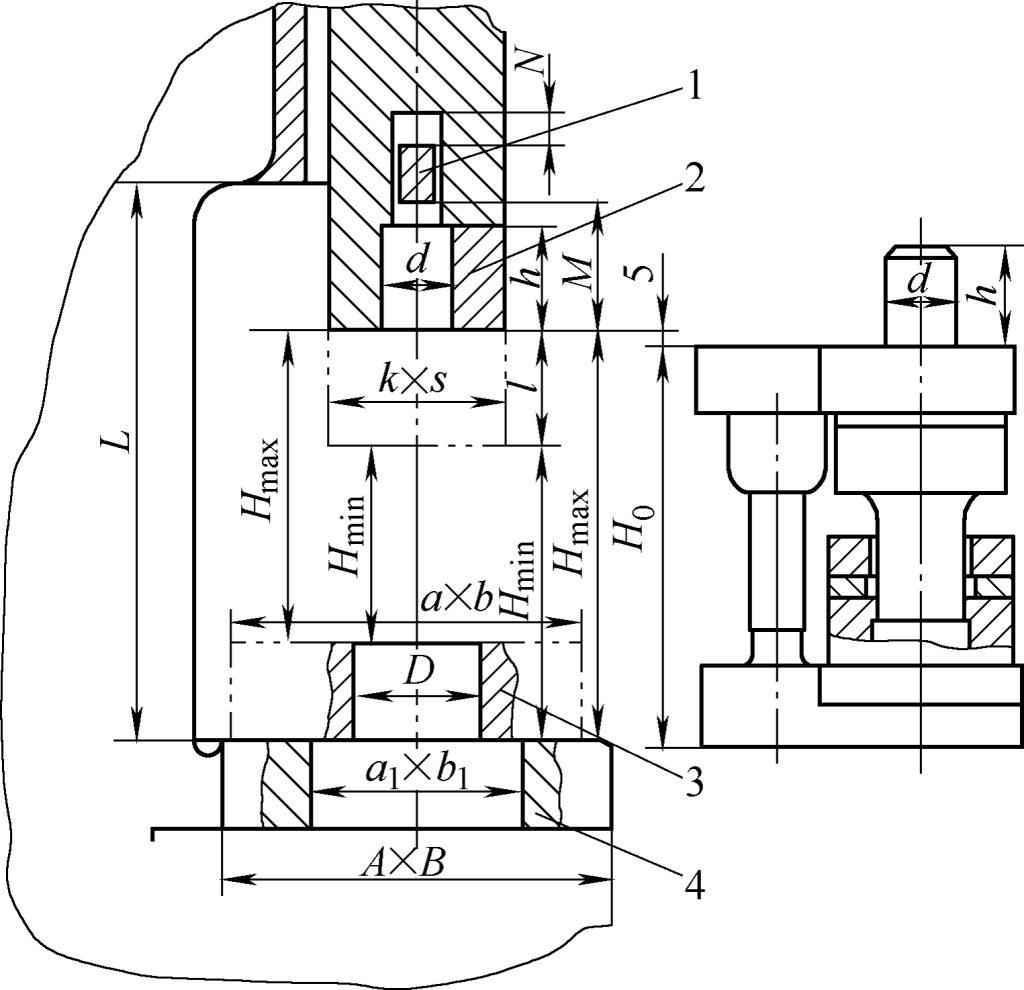
1-Ejeksiyon Işını
2-Kalıp Saplı Sıkıştırma Bloğu
3-Pad
4-Çalışma Masası
Şekilde gösterilen diğer boyutların önemi şudur:
Çok istasyonlu damgalama için aynı pres makinesine birden fazla kalıp seti takıldığında, her kalıp setinin kapanma yüksekliği aynı olmalıdır.
③ Kalıbı takın. Her bir kalıbın montajı için hazırlık çalışmalarını tamamladıktan sonra, aşağıdaki adımlara göre kalıp montajına devam edin.
Kalıbı Şekil 49'da gösterildiği gibi pres makinesinin ortasına yerleştirin. Üst ve alt kalıplar bloklar 3 tarafından desteklenir.
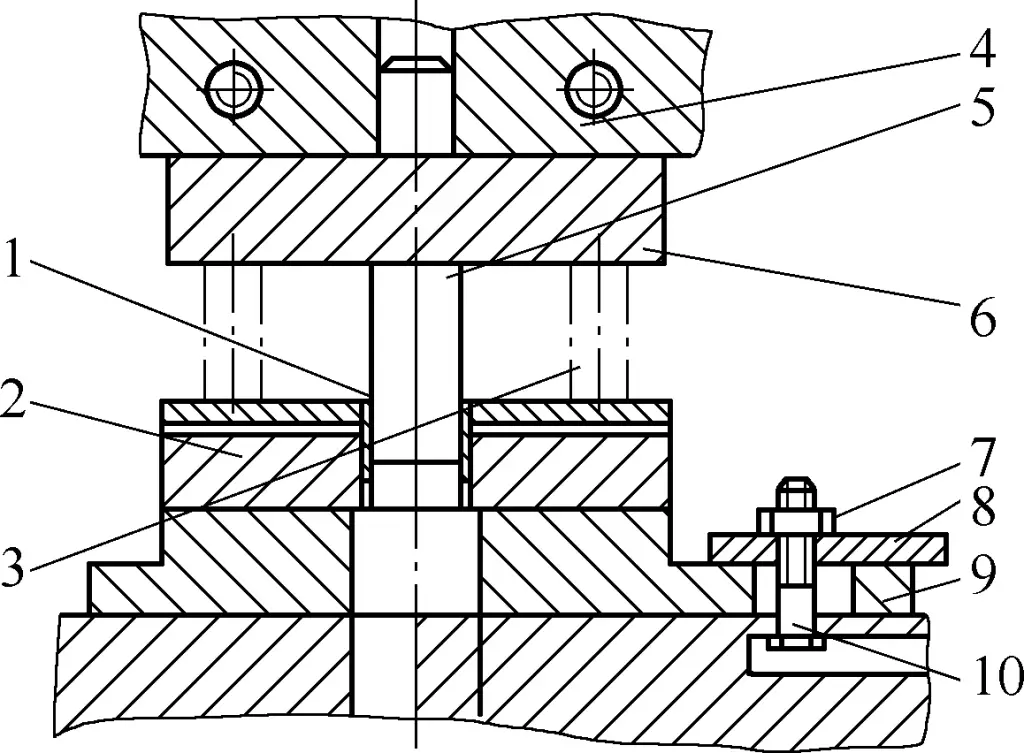
1-Sert karton
2-Die
3-Blok
4-Pres makinesi kaydırıcısı
5-Punch
6-Üst şablon
7-Nut
8-Basınç plakası
9-Arka demir
10-T cıvata
Pres makinesi sürgüsü 4 üzerindeki somunu gevşetin, manuel olarak veya bir kaldıraç çubuğu ile pres makinesi volanını çevirerek pres makinesi sürgüsünü 4 üst şablon 6 ile temas edene ve kalıp kolu pres makinesi sürgüsünün 4 kalıp kolu deliğine girene kadar indirin.
Yukarıdaki gerekliliklere göre en alt konuma ayarlanan pres makinesi sürgüsü 4 hala üst şablon 6 ile temas edemiyorsa, pres makinesi sürgüsünün 4 üst şablon 6 ile temas etmesini sağlamak için pres makinesi bağlantı çubuğu üzerindeki vidayı ayarlayın. Bağlantı çubuğunun en alt noktaya ayarlanması, pres makinesi sürgüsü 4'ün üst şablon 6'ya temas etmesini hala sağlayamıyorsa, alt şablonu temas edene kadar yükseltmek için alt şablonun altına bloklar ekleyin.
Pres makinesi sürgüsünün 4 yüksekliğini ayarladıktan sonra, kalıp kolunu pres makinesi sürgüsüne 4 sabitleyin.
④ Kalıp boşluğunu ayarlayın. Pres makinesine kalıp montajı tamamlandıktan sonra zımba ile kalıp arasındaki boşluğu ayarlayın, yani zımba ile kalıp arasındaki tek taraflı boşluk değerine eşdeğer kalınlıkta sert karton 1 veya bakır levhayı kalıbın 2 kesici kenarına yerleştirin ve zımba ile kalıp arasındaki boşluğu eşit hale getirmek için ışık tünelleme yöntemini kullanın.
⑤ Kalıbı sabitleyin. Boşluğu ayarladıktan sonra, T cıvatayı 10 pres makinesi tablasının yuvasına yerleştirin ve alt kalıbı baskı plakası 8, bloklar 9 ve somunlar 7 aracılığıyla pres makinesine sıkıca sabitleyin. Cıvataların simetrik ve dönüşümlü olarak sabitlenmesi gerektiğini unutmayın.
⑥ Kalıp denemesi. Yukarıdaki tüm çalışmalar tamamlandıktan sonra, pres makinesi kalıbın deneme çalışmasını yapmak üzere çalıştırılabilir. Deneme çalışması sırasında, eğer zımba ve kalıp arasındaki boşluk ayarlama ihtiyacı varsa, somunu 7 hafifçe gevşetin ve boşluk uygun olana kadar zımba ve kalıp boşluğunun dağılımına göre alt şablonu ayar yönünde bir çekiçle hafifçe vurun.
⑦ Resmi üretim. Deneme çalışması yapılan iş parçası kendi kendini denetleme ve denetleme personeli tarafından denetlenip onaylandıktan sonra seri üretime geçilebilir.
2) Kılavuzlu kesme kalıbının montaj yöntemi
Kılavuzlu kesme kalıpları için, kılavuz direklerin ve kılavuz manşonların yönlendirmesi nedeniyle, kurulum ve ayarlama, kılavuzsuz kesme kalıplarına kıyasla daha rahat ve kolaydır. Kurulumun ana noktaları şunlardır:
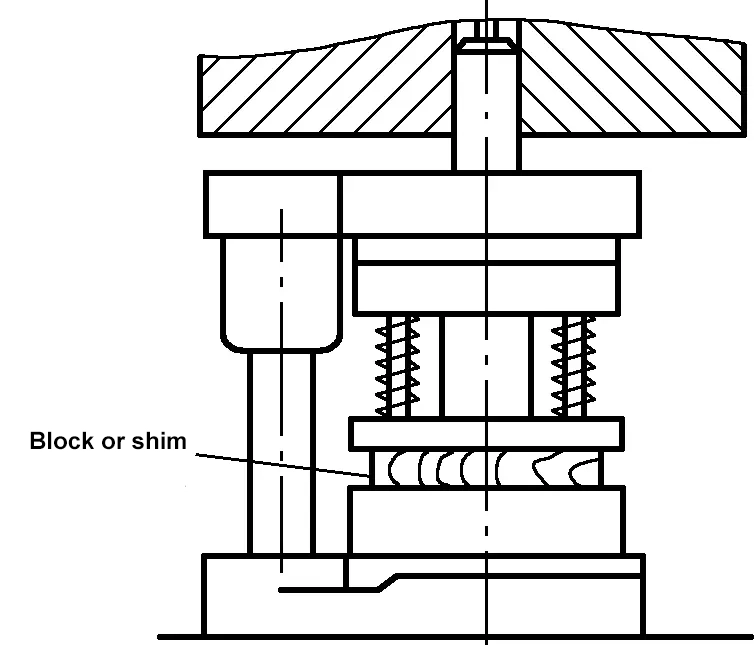
Kesme kalıbı ayarının kilit noktaları şunlardır:
1) Zımba ve kalıbın oturma derinliğini ayarlayın
Kesme kalıbının üst ve alt kalıplarını ayarlayarak üst ve alt kalıpların çalışma parçaları arasında uygun kavrama derinliğini sağlayın. Uygun parçalar üretmeyi amaçlayan bu derinlik ne çok derin ne de çok sığ olmalıdır. Genel olarak, kesme kalıbı zımbanın kalıba 0,5-1 mm derinliğe kadar girmesini sağlar ve sert alaşımlı kalıplar için 0,5 mm'yi geçmemelidir. Zımba ve kalıbın oturma derinliği, pres makinesi bağlantı çubuğunun uzunluğunun ayarlanmasıyla elde edilir.
2) Zımba ve kalıp arasındaki boşluğu ayarlayın
Kesme kalıbı, zımba ve kalıp etrafında eşit bir boşluk sağlamalıdır. Uygun olmayan veya düzensiz boşluklar, damgalanan parçaların kalitesini doğrudan etkileyecektir.
Kılavuz bileşen kesme kalıpları için, kılavuz bileşen hareket doğruluğu sağlandığı sürece kurulum ve ayarlama nispeten kolaydır, çünkü kılavuz bileşenler (kılavuz direkler ve kılavuz manşonlar gibi) arasındaki uyum nispeten hassastır ve üst ve alt kalıplar arasında eşit bir uyum boşluğu sağlar.
Kılavuzsuz kesme kalıpları için, ayarlama amacıyla kalıbın kesme kenarının etrafına saf bakır folyo veya sert karton astarlanabilir (saf bakır folyo veya sert karton kalınlığı, zımba ve kalıp arasındaki tek taraflı boşluğa eşdeğerdir). Damgalanan parçanın boş kalınlığı 1,5 mm'yi aştığında, daha büyük kalıp boşluğu nedeniyle, ayarlama için yukarıda belirtilen astarlama yöntemi kullanılabilir.
Daha ince iş parçalarının körleme kalıpları için kalıp, damgalama işçisi tarafından eşleşen zımba ve kalıp etrafındaki boşluğun boyutu gözlemlenerek ayarlanabilir. Zımba ve kalıp arasındaki boşluğun belirli bir yönde nispeten büyük olduğu tespit edilirse, önce üst kalıp sabitlenmeli ve alt kalıp gevşetilmelidir. Ardından, bir çekiç kullanarak alt kalıbın yan tarafına boşluğun azaltılması gereken yöne doğru hafifçe vurun. Uygun ayarlamadan sonra, eşleşen zımba ve kalıp etrafındaki boşluğun gözlemini eşit olana kadar tekrarlayın.
Düz kenarlı kesme kenarlarına sahip körleme kalıpları için, boşluğu ayarlamak için ışık geçirgenliği ve sentil testi yöntemi kullanılabilir. Zımba ve kalıp ortalandığında ve boşluk eşit olduğunda, deneme zımbalaması için kalıbı prese sabitlemek için vidalar kullanın.
Deneme delme işleminden sonra, önemli çapaklar ve pürüzlü kesim yüzeyleri olup olmadığını kontrol etmek için deneme delme parçalarını inceleyin. Uygun değilse, alt kalıbı gevşetin ve boşluk uygun olana kadar önceki yönteme göre ayarlamaya devam edin.
Gelecekteki üretimde kılavuzsuz körleme kalıpları için boşluğun ayarlanmasını kolaylaştırmak için, zımba ve kalıbın tek taraflı boşluğuna eşit kalınlıkta saf bir bakır levha veya sert kağıt levhayı zımba ile birlikte kalıp boşluğuna bastırma yöntemi, körleme kalıbını ayarlama iş yükünü azaltmak için kullanılabilir.
3) Konumlandırma cihazını ayarlayın
Körleme kalıbının konumlandırma bileşenleri temel olarak konumlandırma pimlerini, konumlandırma bloklarını ve konumlandırma plakalarını içerir. Körleme kalıbını ayarlarken, konumlandırma bileşenlerinin konumlandırma gereksinimlerini karşılayıp karşılamadığını ve konumlandırmanın güvenilir olup olmadığını kontrol edin. Konumlandırma bileşeni konumları uygun değilse, ayarlama sırasında kırpılmalı ve gerekirse değiştirilmelidir.
4) Sıyırma sistemini ayarlayın
Sıyırma sisteminin ayarlanması temel olarak sıyırma plakasının veya ejektörün sorunsuz çalışıp çalışmadığını, sıyırma yaylarının ve kauçuk esnekliğinin yeterli olup olmadığını, sıyırma strokunun yeterli olup olmadığını, hurda deliklerinin engellenip engellenmediğini ve zımba çubuklarının ve itici çubukların parçaları ve atıkları sorunsuz bir şekilde tahliye edip edemediğini kontrol etmeyi içerir. Herhangi bir hata bulunursa, ayarlamalar yapılmalı ve gerekirse değiştirmeler yapılmalıdır.
Körleme için kullanılan ekipman temel olarak çeşitli krank presleri içerir. Çalışma sırasında, ilk olarak kullanılan ekipmanın performansına ve özelliklerine aşina olmak ve çalışma yöntemlerine hakim olmak gerekir. İkinci olarak, körleme için kullanılan kalıbın performansını ve özelliklerini anlamak ve onu kurup ayarlayabilmek de önemlidir. Buna ek olarak, körleme işlemlerini gerçekleştirirken, ana gereksinimler aşağıdaki noktalar olmak üzere çalışma prosedürlerinin izlenmesine dikkat edilmelidir.
1) Gücü bağlayın ve volan normal bir şekilde döndükten sonra, debriyaj, fren ve kontrol sisteminin hassas ve güvenilir olup olmadığını kontrol etmek için presi birkaç kez boş çalıştırın; güvenlik cihazlarının etkili olup olmadığını kontrol edin; aynı zamanda kalıbın normal çalışıp çalışmadığını gözlemleyin.
2) Birkaç iş parçasını test edin, kendi denetiminizi gerçekleştirin ve denetçiye kontrol ettirin. Normal üretime yalnızca kalifiye olmaları halinde devam edin.
3) Çalışma sırasında, kalite sorunları veya presin anormal çalışması, kontrollerin arızalanması veya debriyaj ve frenin duyarsız tepkisi meydana gelirse, makineyi derhal durdurun. Ekipmanın arızalı olarak çalıştırılması kesinlikle yasaktır.
Körleme parçalarının yaygın kusurları arasında büyük çapaklar ve eğri yüzeyler bulunur. Bu kusurlar körleme malzemesiyle ilgili sorunlardan, körleme kalıbıyla ilgili ayarlama veya sorunlardan ya da operasyon ihmalinden kaynaklanabilir. Çözümler, kusurların nedenlerinin dikkatli bir analizine dayalı olarak geliştirilmelidir. Körleme parçalarının yaygın kusurları ve çözümleri için Tablo 7'ye bakın.
Tablo 7 Körleme parçalarının yaygın kusurları ve çözümleri
| Kalite durumu | Neden | Çözüm |
| Kesilen kısım sadece küçük çapaklar ve kesilen yüzeyde belirli bir eğim ile iyidir. | Makul ve düzgün boşluk, zımba ve kalıbın keskin kesici kenarları ve üst üste binen kesme çatlakları. | Bu normal bir durumdur. |
| Kesilen yüzeyde çatlaklar, çift parlak bantlar ve çapaklar vardır, delme boyutu azalır ve kesme boyutu artar. | Boşluk çok küçük ve zımba ile kalıbın kesme kenarlarındaki çatlaklar üst üste gelmiyor. | Zımba ve kalıbın kesici kenarlarını keskinleştirin. |
| Kesim yüzeyinin eğimi büyüktür, yırtık çapaklar, genişlemiş filetolar, artan delme boyutu ve azaltılmış kesme boyutu oluşturur. | Boşluk çok büyük ve çatlaklar üst üste gelmiyor. | Zımbanın ve kalıbın kesici kenarlarını değiştirin. |
| Kesim yüzeyindeki çapak dağılımı düzensizdir ve fileto tutarsızdır. | 1) Zımba ve kalıbın eksenleri yanlış hizalanmış veya eş eksenli değil. 2) Yönlendirme cihazındaki boşluk çok büyük. 3) Kılavuz cihaz veya zımba eğiktir. | 1) Zımba ve kalıbın göreceli konumunu ayarlayın veya kesme kenarlarını keskinleştirin. 2) Kılavuz cihazını (kılavuz burç gibi) değiştirin. 3) Kılavuz cihazı veya zımbayı yeniden takın. |
| Delikli parçaların kenarlarında büyük çapaklar ve boşluklu parçaların artan filetoları. | Kalıbın kesici kenarı körelmiş veya yeterince sert değil. | Kalıbı keskinleştirin veya değiştirin. |
| Boşluklu parçalar üzerinde büyük çapaklar ve delikli parçalar üzerinde büyük filetolar. | Zımbanın kesici kenarı körelmiş veya yeterince sert değil. | Zımbayı bileyin veya değiştirin. |
| Hem körlenmiş hem de delinmiş parçalar büyük çapaklara ve büyük filetolara sahiptir. | Hem zımba hem de kalıp donuktur. | Zımba ve kalıbı bileyin veya değiştirin. |
| İş parçasının düzlemi içbükeydir. | 1) Kalıbın kesici kenarı ters bir konikliğe sahiptir. 2) İtici çubuk ile iş parçası arasındaki temas alanı çok küçük. 3) Sıyırıcı plaka sabitlenmiştir. 4) Kalıp deliğinden boşluk açma | 1) Kalıp kenarlarının keskinleştirilmesi 2) Ejektör piminin değiştirilmesi 3) Elastik bir sıyırma plakasına geçiş 4) Fırlatma mekanizmasının iyileştirilmesi |
| İş parçası iç deliğinin ofseti | 1) Konumlandırma halkası ve kalıbın yanlış hizalanması 2) Malzeme durdurucu ve besleme cihazının yanlış hizalanması | 1) Konumlandırma halkasını değiştirin 2) İlgili parçaları yeniden monte edin veya değiştirin |
Gazlı kesme, bir iş parçasının kesme alanını belirli bir sıcaklığa kadar önceden ısıtmak için bir oksi-asetilen alevinin veya oksijenle sıvılaştırılmış bir gaz alevinin termal enerjisini kullanır ve ardından metalin yanmasını ve ısıyı serbest bırakmasını sağlamak için yüksek hızlı bir kesme gazı akışı püskürterek kesme işlemini gerçekleştirir.
Gazlı kesim, kolaylık ve güçlü uyarlanabilirlik avantajlarına sahiptir. Çelik levhalar ve yapısal çelik dahil olmak üzere tüm kalınlıklarda ve türlerde karbon çeliğinin kesimini gerçekleştirebilir. Ayrıca, gazlı kesim düşük üretim maliyetleri sunar.
Gazlı kesim, oksi-asetilen alevli kesim ve oksijen-sıvılaştırılmış petrol gazı kesimi gibi kesme gazları tarafından üretilen farklı alevlere göre sınıflandırılır. Çalışma yöntemlerine göre manuel gazlı kesim, yarı otomatik gazlı kesim ve CNC otomatik gazlı kesim olarak ayrılır. Oksi-asetilen manuel gaz kesme, en yaygın kullanılan yöntemdir. sac metal işleme.
Gazlı kesim için kullanılan ekipman ve aletler, kullanılan yanıcı gazın türüne bağlı olarak biraz değişiklik gösterir. Oksi-asetilen alevli kesme ekipmanı, Şekil 51'de gösterildiği gibi bir oksijen tüpü ve oksijen regülatörü, asetilen tüpü ve asetilen regülatörü, geri tepme önleyici ve torçtan oluşur.
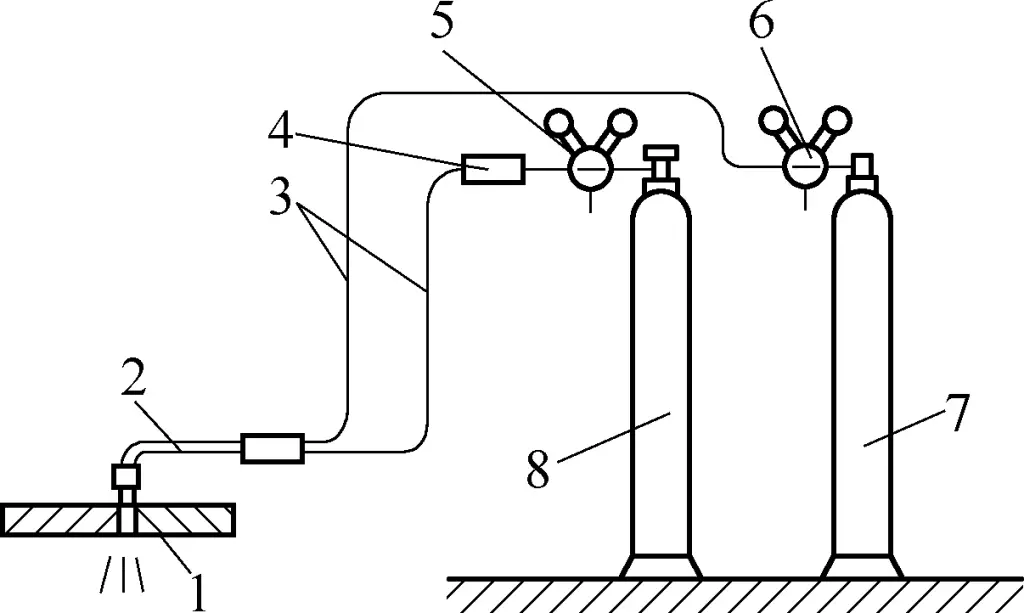
1-İş parçası
2-Torç
3-Hortum
4-Geri Tepme Tutucu
5-Asetilen Regülatörü
6-Oksijen Regülatörü
7-Oksijen Tüpü
8-Asetilen Silindir
Oksijen tüpü, yüksek basınçlı oksijeni depolamak için silindirik bir kaptır ve tanımlama için açık maviye boyanmıştır. Maksimum basınç 16,7 MPa'dır, hacmi yaklaşık 40L ve gaz kapasitesi yaklaşık 6m'dir.3. Oksijen tüpü, patlama riski taşıyan yüksek basınçlı bir kaptır ve kullanım sırasında güvenlik önlemleri alınmasını gerektirir. Şiddetli titreşimlerden ve darbelerden kaçınmak için dikkatli kullanılmalı ve çalışma sırasında açık alevlerden veya ısı kaynaklarından 5 metreden daha uzakta tutulmalıdır.
Yaz aylarında oksijen tüpleri güneşten korunmalı, kış aylarında ise donmuş valfler ateşle değil sıcak su ile çözülmelidir. Silindirdeki oksijen tamamen tüketilmemeli, diğer gazların girişini ve olası patlamaları önlemek için kalan basınç 98-196 kPa arasında tutulmalıdır.
Asetilen tüpleri asetilenin depolanması ve taşınması için kullanılan özel kaplardır. Oksijen tüplerine benzerler ancak biraz daha kısa (1,12 m) ve daha büyük çaplıdırlar (250 mm). Yüzey beyaza boyanır ve üzerinde kırmızı renkte "asetilen" ibaresi bulunur. Asetilenin istikrarlı ve güvenli bir şekilde depolanmasını sağlamak için, silindir asetonla ıslatılmış gözenekli bir malzeme ile doldurulur.
Asetilen tüpleri taşıma, yükleme, boşaltma ve kullanım sırasında dik tutulmalı ve asla yere düz bir şekilde bırakılmamalıdır. Asetilen kullanımı bir basınç regülatörü gerektirir; doğrudan kullanım yasaktır.
Regülatör, yüksek basınçlı gazı düşük basınçlı gaza indirgeyen bir cihazdır. İşlevi, silindirden gelen yüksek basınçlı gazın basıncını istenen çalışma basıncına düşürmek ve basınç stabilitesini korumaktır.
Şekil 52'de tek kademeli bir regülatörün yapısal prensibi gösterilmektedir. Ayar vidası 1 saat yönünde çevrildiğinde basınç kontrol valfi 8 açılır ve silindirden gelen yüksek basınçlı gazın basınç kontrol valfi 8 aracılığıyla yüksek basınç odacığı 7'den düşük basınç odacığı 12'ye akmasına izin verilir. Gaz genleşerek basıncı çalışma basıncına düşürür ve ardından çıkış 11'den dışarı çıkar.
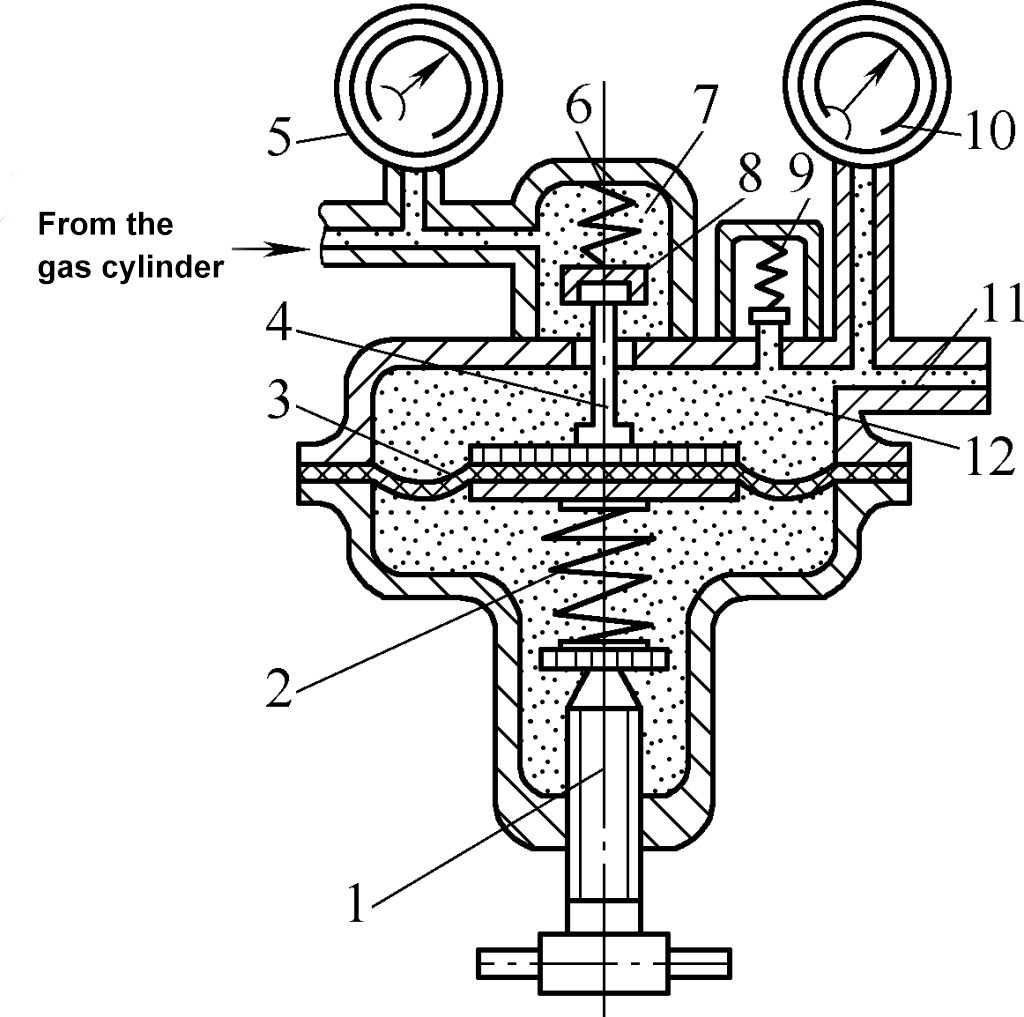
1-Ayarlama Vidası
2-İşleyen Yay
3-Elastik Diyafram
4-Transmisyon Çubuğu
5-Yüksek Basınç Göstergesi
6-Yardımcı Yay
7-Yüksek Basınç Odası
8-Basınç Kontrol Vanası
9-Emniyet Valfi
10-Düşük Basınç Göstergesi
11 Çıkışlı
12-Düşük Basınç Odası
Çalışma basıncı, ayar vidasının 1 konumu değiştirilerek ayarlanır. Çalışma yayı 2 ve yardımcı yay 6, silindir basıncı kademeli olarak azaldıkça basınç kontrol valfinin 8 otomatik olarak açılmasını ve dengeyi korumasını sağlayarak çalışma basıncını sabit tutar.
Oksijen ve çözünmüş asetilen gazı için regülatörler, her bir gazın özelliklerine uyan özel regülatörler olmalıdır.
Torcun işlevi, bir ön ısıtma alevi oluşturmak için oksijen ve asetileni doğru oranda karıştırmak ve kesilen iş parçasına yüksek basınçlı oksijen püskürterek oksijen jeti içindeki metalin yanmasına, uçmasına ve bir kesim oluşturmasına neden olmaktır.
Kesme torcu, Şekil 53'te gösterildiği gibi oksijen ve asetilenin farklı karıştırma yöntemlerine göre jet tipi ve eşit basınç tipi olmak üzere iki tipe ayrılır. Bunlardan jet tipi kesme torcu en yaygın kullanılanıdır ve düşük basınçlı veya orta basınçlı asetilen gazı için uygundur. Tablo 8, jet tipi kesme torcunun yaygın modellerini ve parametrelerini listelemektedir.
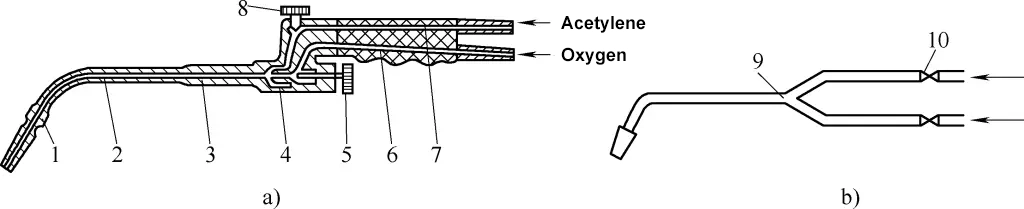
a) Jet tipinin prensibi ve şekli
b) Eşit basınç tipinin şekli
1-Kesme nozulu
2, 9-Karıştırma tüpü
3-Jet tüp
4-Nozul
5, 10-Oksijen valfi
6-Oksijen kanalı
7-Asetilen kanalı
8-Asetilen valfi
Tablo 8 Jet tipi kesme torcunun yaygın modelleri ve parametreleri
| Model | Kesici nozul | Düşük karbonlu çelik levha kalınlığı/mm | Kesme nozulunun oksijen deliği çapı/mm | Gaz basıncı/MPa | Gaz tüketimi/(L/dak) | |||
| Sayı | Tip | Oksijen | Asetilen gazı | Oksijen | Asetilen gazı | |||
| G01-30 | 1 | Halka şekli | 3~10 | 0.7 | 0.2 | 0.001~0.1 | 13.3 | 3.5 |
| 2 | 10~20 | 0.9 | 0.25 | 23.3 | 6.0 | |||
| 3 | 20~30 | 1.1 | 0.3 | 36.7 | 5.2 | |||
| G01-100 | 1 | Erik çiçeği şekli | 10~25 | 1.0 | 0.3 | 36.7~45 | 5.8~6.7 | |
| 2 | 25~50 | 1.3 | 0.4 | 58.2~71.7 | 7.7~8.3 | |||
Not: Model numarasında G kesme torcunu, 0 manuel, 1 jet tipini ve aşağıdaki sayılar gazlı kesim için maksimum düşük karbonlu çelik kalınlığını (mm) temsil eder.
Şekil 53a jet tipi kesme torcunu göstermektedir. Jet tipi kesme torcu sabit bir jet tüpü kullanır ve kesme nozullarını farklı oksijen deliği çaplarıyla değiştirerek farklı kalınlıktaki iş parçalarını kesme ihtiyaçlarını karşılayabilir. Üretimde yaygın olarak kullanılmaktadır.
Çalışırken, ön ısıtma oksijeni yüksek hızda karıştırma odasına girer, çevredeki asetilen gazını çeker ve kesme nozülünden püskürtülen belirli bir oranda bir karışım oluşturur. Ateşlemeden sonra bir ön ısıtma alevi oluşturur. Kesme oksijeni daha sonra oksijen tüpü aracılığıyla kesme nozülünün merkezi deliğinden çıkar ve yüksek hızlı bir kesme oksijen akışı oluşturur.
Şekil 53b eşit basınç tipi kesme torcunu göstermektedir. Eşit basınç tipi kesme torcunun asetilen, ön ısıtma oksijeni ve kesme oksijeni sırasıyla ayrı boru hatlarından kesme nozülüne verilir. Ön ısıtma oksijeni ve asetilen kesme nozulunda karışmaya başlar ve dışarı püskürtülüp tutuşturulduktan sonra bir ön ısıtma alevi üretirler. Orta basınçlı asetilen gazı için uygundur ve kararlı bir alev ile karakterize edilir ve geri tepmeye eğilimli değildir.
Oksijen, asetilen gazı veya sıvılaştırılmış petrol gazını kesme torcuna taşımak için kullanılan kauçuk hortum, dokuma kumaş veya pamuk lifi ile yüksek kaliteli kauçuktan yapılmıştır. Oksijen hortumu için izin verilen çalışma basıncı 1,5 MPa ve hortum çapı 8 mm'dir; asetilen hortumu için izin verilen çalışma basıncı 0,5 MPa ve hortum çapı 10 mm'dir. Kolay tanımlama için oksijen hortumu kırmızı ve asetilen hortumu yeşildir.
Genel gaz kesimi aşağıdaki adımlara ve yöntemlere göre gerçekleştirilebilir:
İş parçasının yüzeyindeki yağ lekelerini ve pası temizleyin ve iş parçasını belirli bir yüksekliğe kaldırın, oksit cürufunun dışarı atılmasını kolaylaştırmak için iş parçasının altında belirli bir boşluk bırakın.
Ardından, kesme oksijen akış hattının şeklini kontrol edin. Kontrol sırasında kesme torcunu ateşleyin ve ön ısıtma alevini nötr bir alev haline getirmek için oksijen-asetilen karışım oranını ayarlayın. Oksiasetilen alevinin doğasını değerlendirmenin en basit ve pratik yolu şeklini gözlemlemektir.
Nötr alevin uzunluğu orta düzeydedir ve üç farklı bölümü vardır: alev çekirdeği, iç alev ve dış alev (bkz. Şekil 54a); indirgeyici alev daha uzun ve parlaktır ve iç alev daha belirgindir (bkz. Şekil 54b); oksitleyici alev daha kısadır, iç ve dış alevler arasında belirgin bir sınır yoktur ve parlaklık daha koyudur (bkz. Şekil 54c).

1-Alev çekirdeği
2-İç alev
3-Dış alev
Ön ısıtma alevini nötr bir aleve ayarladıktan sonra, kesme işlemi sırasında oksiasetilen alevinin nötr kalabilmesini sağlamak için kesme oksijenini tekrar tekrar serbest bırakın ve karışım ayar valfini ayarlayın. Kesme hava akışının (genellikle hava hattı olarak bilinir) şeklini farklı yönlerden gözlemleyin, düzgün ve net silindirik olmasını isteyin. Aksi takdirde, asetilen ve oksijeni kapatın ve standart kesme hava akışı elde edilene kadar kesme nozülünü temizlemek için bir temizleme iğnesi kullanın.
Çelik bir plakanın kenarından kesmeye başlıyorsanız, önce plakanın kenarını ön ısıtın. Ön ısıtma noktası hafifçe kırmızıya döndüğünde, ön ısıtma alevinin merkezini kenarın dışına taşıyın, kesme oksijen valfini yavaşça açın ve kesimde oksijen akışıyla birlikte dışarı fırlayan oksitlenmiş erimiş cürufu gözlemleyin. Kesim bittiğinde, Şekil 55'te gösterildiği gibi kesime devam etmek için kesme torcunu yavaşça hareket ettirin.
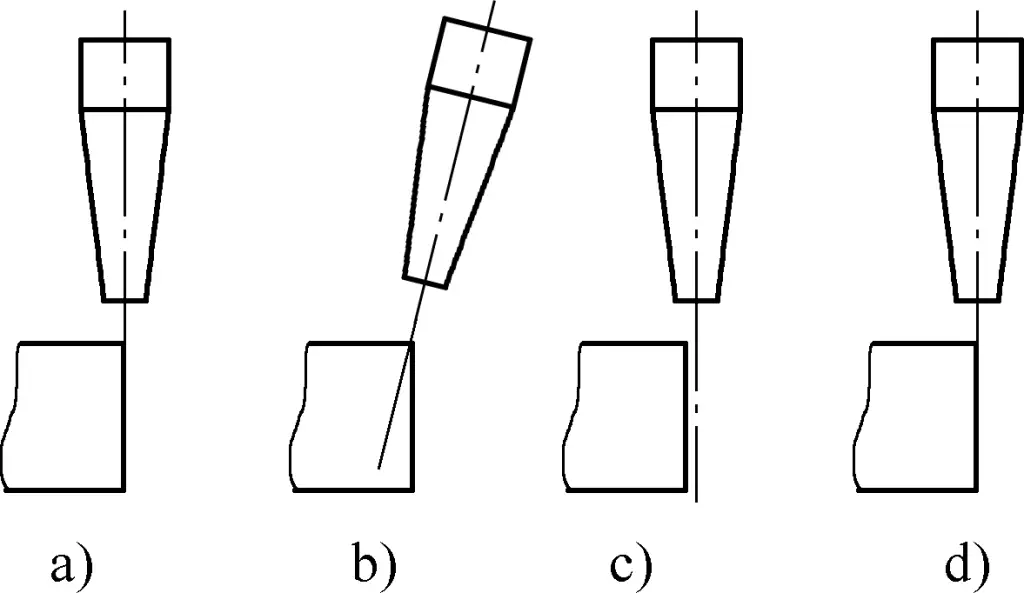
a), b) Ön ısıtma
c) Geri hareket etmek ve oksijen salmak
d) Kesime başlama
Bu kesme hızı çelik levhanın kalınlığına ve kesme yüzeyinin kalite gereksinimlerine göre belirlenmelidir.
Gerçek çalışmada, kesme hızının uygun olup olmadığını belirlemek için iki yöntem vardır: Kesme yüzeyi çizgilerini gözlemleyin. Çizgilenme düzgünse ve geri sürüklenme minimum düzeydeyse, kesme hızının uygun olduğunu gösterir; Kesme işlemi sırasında, kesme hava akışı yönü boyunca üst kısımdan kesmeyi gözlemleyin. Kesme hızı uygunsa, kesme alanındaki hava akışı belirgin bir bükülme olmadan düzgün olmalıdır.
Ön ısıtma alevinden tam olarak yararlanmak ve kesme sırasında verimliliği artırmak için kesme nozülü, kesilen çelik plakanın kalınlığına göre kesme ilerlemesinin ters yönünde 0°~30° geriye doğru eğilebilir; çelik plaka ne kadar ince olursa, Şekil 56'da gösterildiği gibi açı o kadar büyük olur.
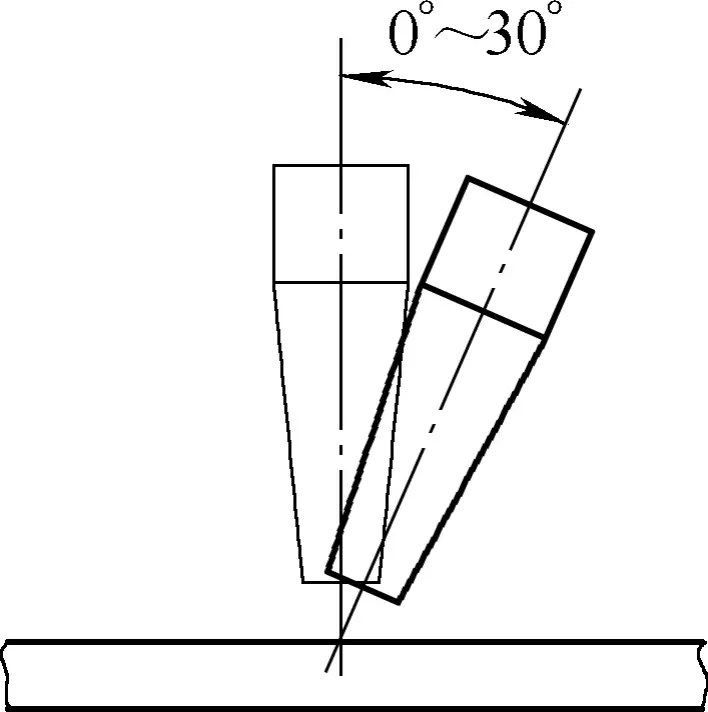
Çelik plakanın ortasında belirli bir konumda bir delik açılması gerekiyorsa, Şekil 57'de gösterildiği gibi sıçrayan cürufun kesme nozülünü tıkamasını önlemek için kesme oksijenini açarken kesme nozülünün çelik plakaya olan mesafesini ve açısını kontrol etmeye dikkat edilmelidir.
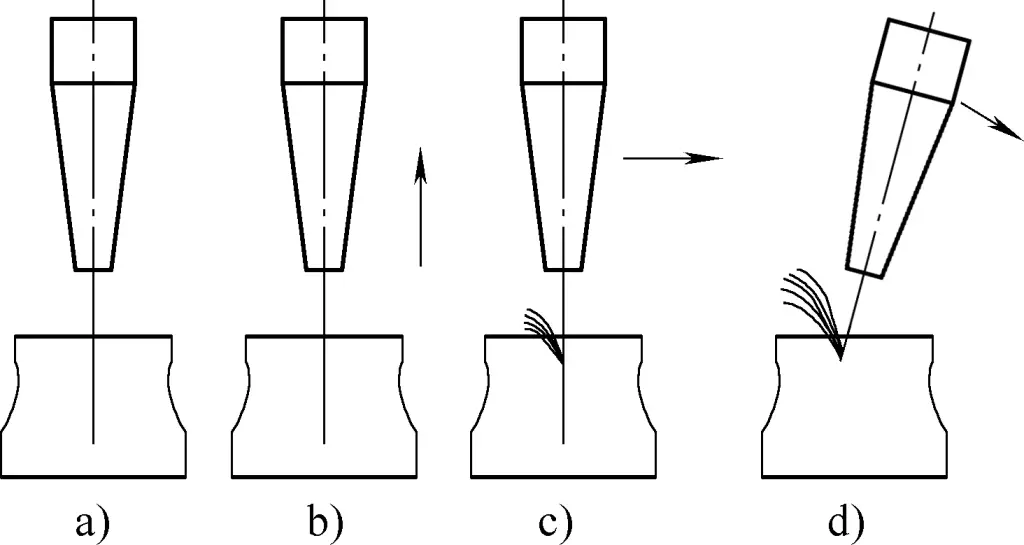
a) Ön ısıtma
b) Kesme nozulunun kaldırılması
c) Oksijen kesmeye başlayın, torcu geriye doğru hareket ettirin
d) Meşaleyi eğin
Gazlı kesim sırasında torcu tutma duruşu şöyledir: Torcun sapını sağ elinizle tutun, sol elinizin baş, işaret ve orta parmaklarıyla kesim oksijen ayar valfini destekleyin. İster ayakta ister çömelmiş olun, sabit bir ağırlık merkezini koruyun, kol kaslarını gevşetin, doğal bir şekilde nefes alın, torcu sabit bir şekilde tutun ve her iki kolu kesme hızı gereksinimlerine göre yavaşça hareket ettirin veya vücudun hareketini takip edin. Torcun ana gövdesi kesilen nesnenin üst yüzeyine paralel olmalıdır.
Kesme işlemi sırasında, yetersiz oksijen veya asetilen gazı beslemesi, kesme nozülünü tıkayan cüruf veya nozül kafasının aşırı ısınması nedeniyle genellikle geri tepme meydana gelir. Bu durumda gaz kaynağı acilen kapatılmalıdır. Doğru sıra şöyledir: Yanıcı gaz kaynağını kesmek için önce asetilen gaz valfini kapatın, ardından karışık gaz valfini kapatın. Nedeni belirleyip çözdükten sonra, yeniden ateşleyin ve çalışmaya devam edin.
Son noktaya kadar kestikten sonra, kesme oksijen valfini kapatın ve torcu aynı anda kaldırın. Daha fazla kullanım için gerekli değilse, önce asetilen gaz valfini kapatın ve son olarak karışık gaz ayar valfini kapatın. Basınç regülatörünün ayar vidasını gevşetin ve asetilen gazı ve oksijen tüpü valflerini kapatın. İş bittikten sonra, torcu ve basınç regülatörünü çıkarın ve uygun şekilde saklayın, asetilen ve oksijen lastik hortumlarını sarın ve çalışma alanını temizleyin.
Oksi-asetilen alevli gaz kesme esas olarak düşük karbonlu çelik ve düşük alaşımlı çelik kesmek için kullanılır. Çeşitli karmaşık şekilli plakaların kaynaklanmasından ve kesilmesinden önce kaynakların malzeme hazırlığı ve eğimlendirilmesi için çelik plakaların ve profillerin kesilmesinde yaygın olarak kullanılır.
Oksi-asetilen alevli gaz kesme, farklı kalınlıklarda düşük karbonlu çelik plakaları kesebilir ve çalışma yöntemleri farklıdır.
1) 4~25mm kalınlığındaki çelik plakaların gazlı kesimi.
4~25 mm kalınlığındaki çelik plakaların gazlı kesimi için G01-100 tipi bir kesme torcu seçilebilir. Malzeme hazırlığı sırasında, kesme hava akışının (rüzgar hattı) uzunluğunun kesilen plakanın kalınlığının 1/3'ünü aştığından emin olun. Kesme nozulu ile kesme parçası arasındaki mesafe kabaca alev çekirdeğinin uzunluğu artı 2 ~ 4 mm'ye eşittir. Kesme verimliliğini artırmak için, gazlı kesim sırasında kesme nozülü 20°~30°'lik bir açıyla geriye doğru eğilebilir.
2) İnce çelik plakaların gazlı kesimi.
İnce çelik plakaların gazlı kesimi için genellikle G01-30 tipi bir kesme torcu ve No. 2 kesme nozulu seçilir. Daha iyi sonuçlar elde etmek için, ön ısıtma alev enerjisi küçük olmalı, kesme nozulu ilerlemenin ters yönünde eğilmeli ve çelik plaka ile 25 ° ~ 45 ° 'lik bir açı oluşturmalı, kesme nozulu ile kesme parçası yüzeyi arasındaki mesafe 10 ~ 15 mm olmalı ve kesme hızı mümkün olduğunca hızlı olmalıdır.
3) Kalın çelik plakaların gazlı kesimi.
Kalın çelik plakaları gazlı keserken, önce kesme parçasının kenar köşesinden ön ısıtmaya başlayın (bkz. Şekil 58a). Kesme sıcaklığına kadar ön ısıtma yapıldıktan sonra, kesme oksijenini kademeli olarak artırın ve kesme nozülünü kesme parçasına doğru eğin (bkz. Şekil 58b). Kesme parçasının kenarına tamamen nüfuz edildikten sonra, kesme oksijeni akışını artırın ve kesme nozülünü kesme parçası yüzeyine dik hale getirin. Aynı anda, kesme nozülünü kesme çizgisi boyunca hareket ettirin. Kesme hızı yavaş olmalı ve kesme nozülü enine hilal şeklinde bir salınım yapmalıdır (bkz. Şekil 58c).
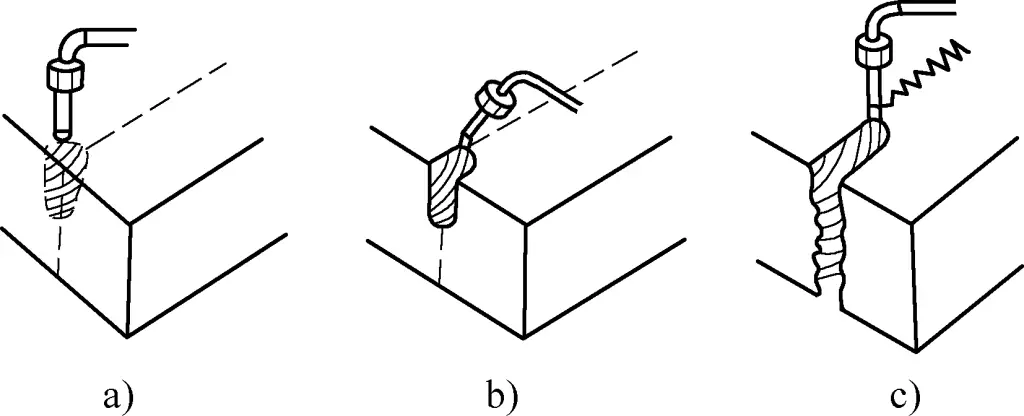
4) Çelik plakalarda delik açma.
Flanş halkası tipi bileşenlerin gazlı kesiminde, plakanın kenarından kesmeye başlamak mümkün olmadığından, kesme işlemi çelik plakanın ortasından başlamalıdır. Çelik plakada bir delik oluşturduktan sonra, kesim için kesim çizgisini takip edin.
Çelik plakada delik açma yöntemi Şekil 59'da gösterilmektedir. İlk olarak, çelik plaka üzerinde delik açılması gereken alanı önceden ısıtın, kesme nozulunu çelik plakaya dik tutun (bkz. Şekil 59a) ve kesme sıcaklığına kadar ısıtıldıktan sonra kesme nozulunu çelik plakadan yaklaşık 15 mm uzağa kaldırın (bkz. Şekil 59b), ardından kesme oksijen valfini yavaşça açın ve kesme nozulunu hafifçe eğin (bkz. Şekil 59c).
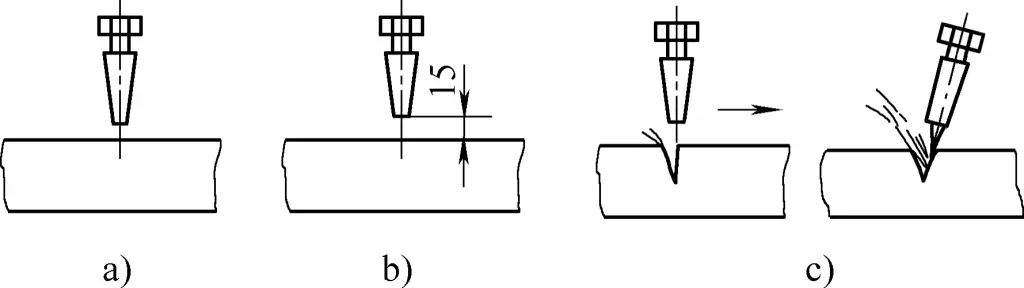
a) Ön ısıtma
b) Kesme nozulunu kaldırın
c) Kesme oksijen valfini yavaşça açın
Tüm delik delme işlemi sırasında, sıçrayan cüruf nedeniyle haşlanmayı önlemek için çelik plaka yüzeyine bakmamaya dikkat edin.
5) Çok katmanlı çelik plakaların gazlı kesimi.
Aynı şekle sahip birkaç katmanlı çelik plakanın gazlı kesiminde, birden fazla plakanın kesimini bir kerede tamamlamak için çelik plakalar genellikle bir araya getirilir. Çok katmanlı çelik plaka kesimi için plakalar birbirine sıkıca bastırılmalıdır, bu nedenle bir presleme cihazı gereklidir (bkz. Şekil 60a) ve çelik plaka yüzeyindeki pas ve kir temizlenmelidir.
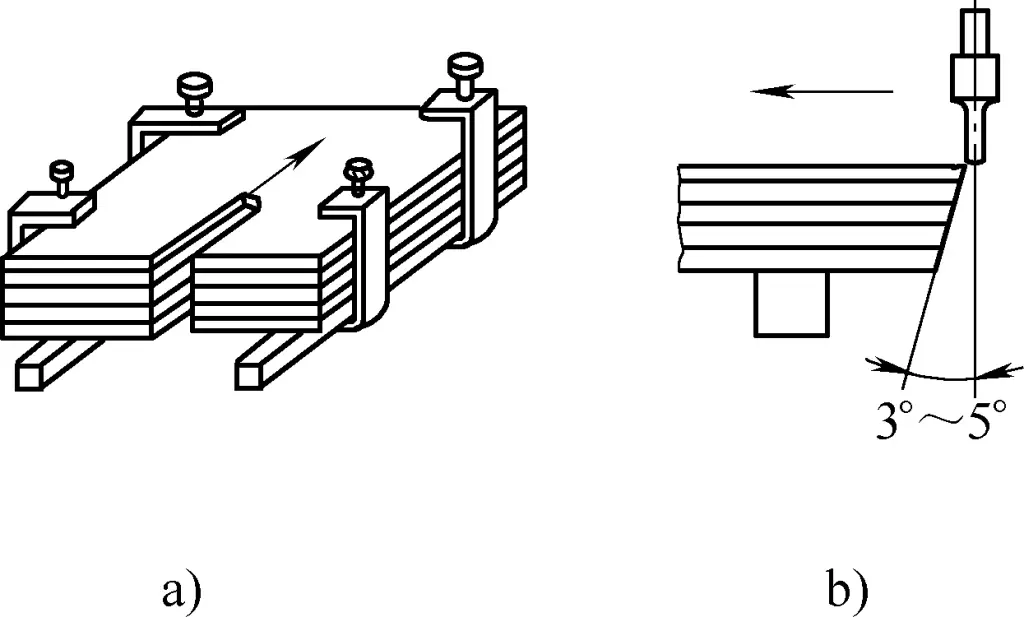
Gazlı kesimin başlamasını kolaylaştırmak için çelik plakaların üst katmanı biraz dışarı doğru hareket ettirilmelidir (bkz. Şekil 60b). Kesme parametreleri çok katmanlı çelik plakaların toplam kalınlığına göre belirlenmelidir. Çelik plakaların üst katmanının aşırı erimesini önlemek için, düz bir çelik plaka kesim için bir kapak plakası olarak kullanılabilir.
Çelik boruların gazlı kesimi sırasında, ön ısıtma alevi çelik borunun yüzeyine dik olmalıdır. Tamamen kesildikten sonra, kesme nozülünü boru malzemesinin teğet yönüne yakın olana kadar kademeli olarak eğin, ardından kesmeye devam edin.
Şekil 61a, şekilde 1 ile gösterilen yönde boru malzemesinin alt tarafından (aşağıdan bakıldığında) ön ısıtmaya başlayarak sabit çelik boru gaz kesimini göstermektedir. Boru malzemesinin üst kısmını keserken, kesme oksijenini kapatın, torcu tekrar boru malzemesinin alt tarafına getirin ve şekilde 2 ile gösterilen yönde kesmeye devam edin.
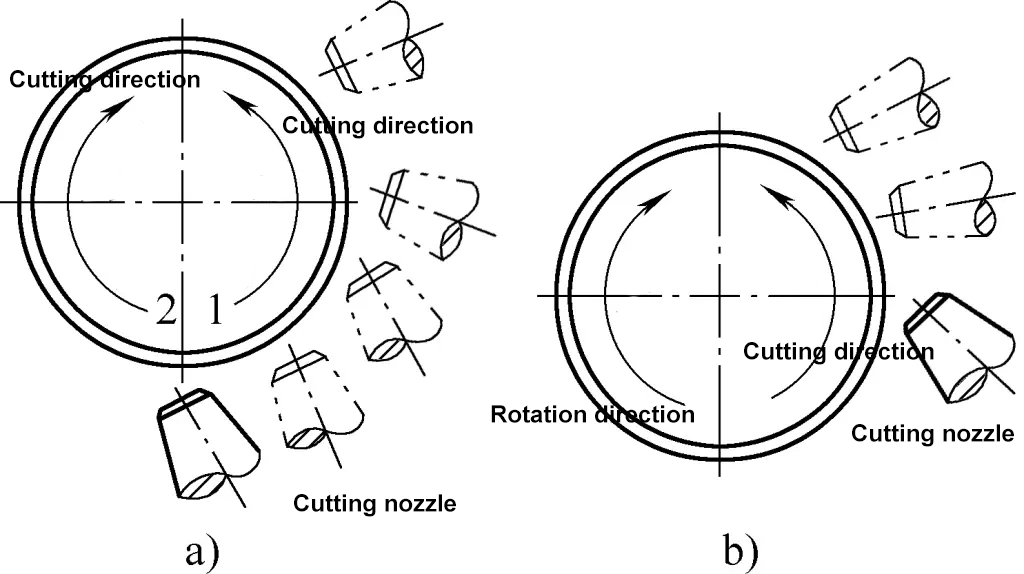
Şekil 61b'de dönen boru malzemesi gaz kesimi gösterilmektedir. Çelik borunun yan tarafından ön ısıtmaya başlayın ve şekilde gösterilen kesme yönü boyunca kesin. Bir bölümü kestikten sonra geçici olarak durun, boru malzemesini hafifçe döndürün ve ardından kesmeye devam edin. Daha küçük çaplı boru malzemesi 2-3 denemede kesilebilirken, daha büyük çaplı boru malzemesi birden fazla deneme gerektirebilir, ancak ne kadar az olursa o kadar iyidir.
Yuvarlak çeliğin gazlı kesimi için, ön ısıtmaya yuvarlak çeliğin bir tarafından başlayın. Ön ısıtma alevi yuvarlak çelik yüzeyine dik olmalıdır. Gazlı kesimin başlangıcında, aynı anda kesme oksijen valfini açın ve kesme nozulunu yere dik olacak şekilde çevirin. Yuvarlak çelik kesildikten sonra, kesme nozulunu ileri doğru hareket ettirin ve hafif yatay salınımlar yapın.
Yuvarlak çelik kesimini bir kerede tamamlamak en iyisidir. Yuvarlak çeliğin çapı büyükse ve tek bir denemede kesilemiyorsa, Şekil 62'de gösterildiği gibi bölümlere ayırarak kesme yöntemi kullanılabilir. Şekildeki numaralar, yuvarlak çeliğin segmentasyon kesimi sırasında kesim sırasını göstermektedir.
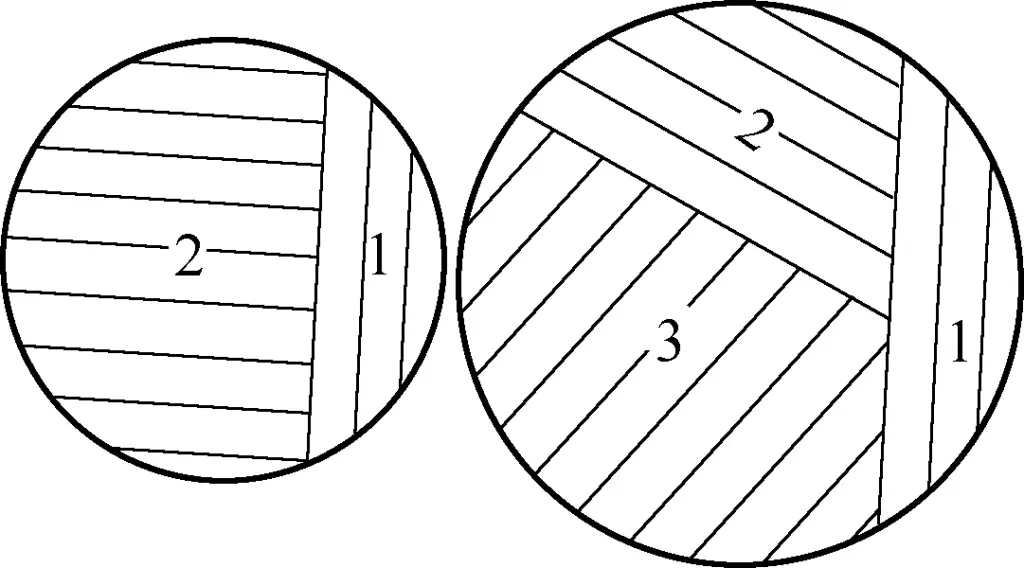
I-kirişini gazla keserken, prensip Şekil 63'te gösterildiği gibi aşağıdan yukarıya doğru kesmektir. Bu şekilde, kalan malzeme düşmeyecek ve kesime zarar vermeyecek veya başka kazalara neden olmayacaktır. Gazlı kesim sırasında, kesme nozulu kesim hattına dik olmalıdır.
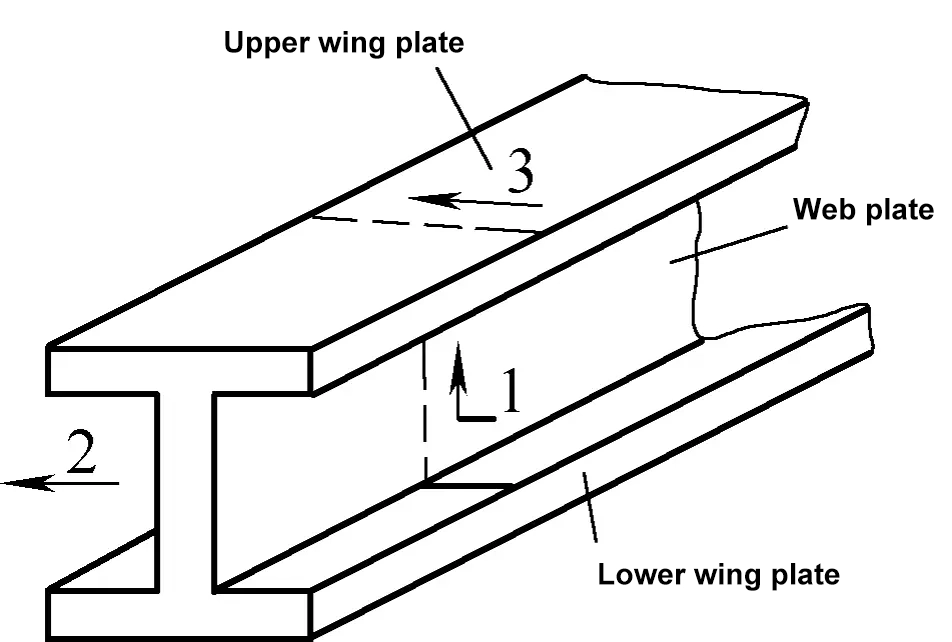
1-Alt flanş ve ağın bir tarafını tek kesimde tamamlayın
2-Alt flanşın diğer tarafını gaz ile kesin
3-Son olarak, üst flanşı gaz ile kesin
Kanal çeliğini düz bir hat boyunca gazlı keserken, kesme nozülü kesme yüzeyine dik olmalıdır (bkz. Şekil 64a). Eğimli kesimler için nozül ağa dik olmalı ve diğer iki flanş için nozül, gazlı kesim için ağ üzerindeki eğimli çizginin yönünü takip etmelidir (bkz. Şekil 64b).
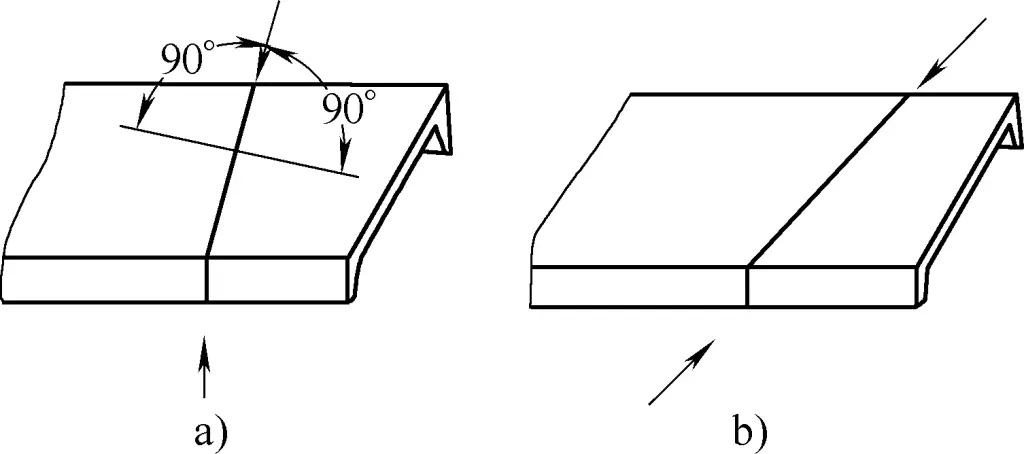
Genel gaz kesimi ile karşılaştırıldığında, kaynak oluklarının gaz kesimi biraz daha hızlı, daha yüksek ön ısıtma alev gücü ve biraz daha yüksek kesme oksijen basıncı ile yapılmalıdır. Şekil 65a'da çelik plakalarda ve borularda gaz kesme olukları için kullanılan form gösterilirken, Şekil 65b'deki yöntem esas olarak borulardaki olukların kesilmesi için kullanılır.
Boru kanallarının gazlı kesimi için Şekil 65b'de gösterilen yöntem kullanıldığında, ön ısıtma alev gücü Şekil 65a'da gösterilen yönteme göre daha düşüktür ve kör kenarın yanmasını önler.
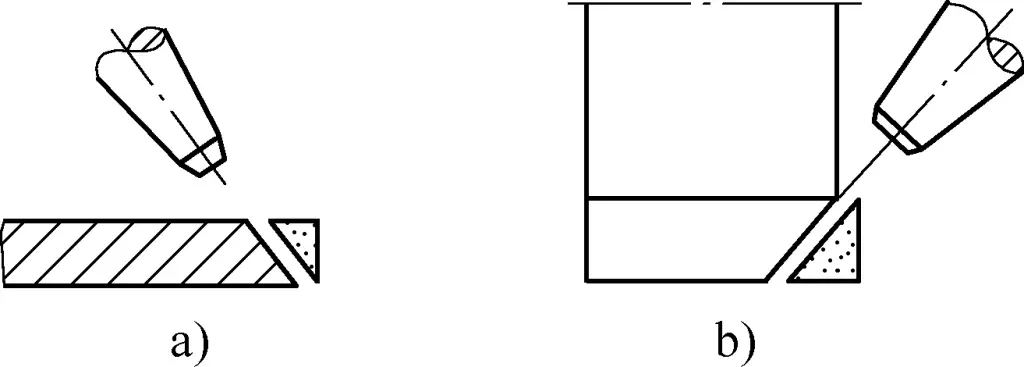
Gazlı kesimde kullanılan asetilen yanıcı ve patlayıcı bir gazken, oksijen güçlü bir yanma destekleyici etkiye ve daha yüksek basınca sahip bir gazdır. Oksijen tüpleri, asetilen tüpleri ve asetilen jeneratörlerinin tümü taşıma, depolama ve kullanım sırasında belirli riskler oluşturan basınçlı kaplardır.
Ayrıca, gazlı kesim sırasında açık alev kullanıldığından, sıcaklık yüksektir ve büyük miktarda erimiş cüruf etrafa sıçrayarak yangın ve patlama riskini artırır. Bu nedenle, gazlı kesim işlemleri sırasında güvenlik ve medeni üretime özellikle dikkat edilmelidir.
Öte yandan, gazlı kesimde kesilen parçaların kalitesi, kesme işlemi parametrelerinin seçimi ve manuel çalışma duruşu ile yakından ilgilidir. Kesilen parçaların kalitesini sağlamak için, gaz kesme işlemleri sırasında gaz kesme işlemi spesifikasyonunun seçimine de dikkat edilmelidir.
Gaz kesme işlemleri sırasında güvenliği sağlamak için aşağıdaki ana önlemlere uyulmalıdır:
1) Gaz kesme çalışma alanı güvenlik gereksinimlerini karşılamalı ve gerekli yangın söndürme tesisleriyle donatılmalıdır. Alan yanıcı ve patlayıcı maddelerden arındırılmalı, iyi havalandırılmalı ve belirli bir nem seviyesini korumalıdır. Kesme jetlerinin ve erimiş cürufun çimento yüzeyleriyle doğrudan temas etmesi kesinlikle yasaktır. Asetilen jeneratörü, asetilen tüpleri ve oksijen tüpleri çalışma alanından güvenli bir mesafede, genellikle 10 metre veya daha uzakta tutulmalıdır.
2) Çalışma alanında kesilen çelik plakalar veya bölümler düzgün bir şekilde düzenlenmeli ve sabit bir şekilde yerleştirilmelidir. Erimiş cürufun tahliyesini kolaylaştırmak ve patlamaya neden olabilecek asetilen birikimini önlemek için kesme alanının arkasında belirli bir miktar boşluk olmalıdır.
Kesimden sonra ortaya çıkan hurda ve artık cüruf derhal temizlenmelidir. Çalışma sırasında, geri tepme önleyicilerin, oksijen ve asetilen hortumlarının dağıtım yönü, erimiş cüruf tarafından tutuşmalarını veya kesilen parçalar tarafından ezilmelerini önlemek için makul olmalıdır.
3) Gaz kesimi için kullanılan güvenlik cihazları ve ekipmanları güvenli ve güvenilir olmalıdır. Örneğin, geri tepme önleyiciler hassas ve etkili olmalı, basınç düşürücüler doğru göstermeli ve düzenli olarak kalibre edilmelidir. Oksijen tüpleri ve asetilen tüpleri sabit yerleştirme yerlerine sahip olmalı, düzgün bir şekilde düzenlenmeli ve kaymayı veya yuvarlanmayı önlemek için özel braketlerle sabitlenmelidir.
4) Operatörler gazlı kesme işini yapmadan önce eğitimli ve kalifiye olmalı ve gazlı kesme için güvenlik operasyon prosedürlerine kesinlikle uymalıdır. Gaz kesme alet ve ekipmanlarının başkaları tarafından izinsiz kullanımı kesinlikle yasaktır. Çalışma sırasında kişisel koruyucu ekipman (gaz kaynak gözlüğü, iş elbisesi, kaynak eldiveni ve gerekli yalıtım ayakkabıları, korumalar vb. gibi) temiz ve eksiksiz olmalıdır.
Gaz kesme işlemleri sırasında kesilen parçaların kalitesini sağlamak için aşağıdaki önlemlere de uyulmalıdır:
1) Kesme torcunun ve nozulun uygun özellikleri, kesilen çelik plakanın veya kesitin kalınlığına göre seçilmelidir.
2) Gaz kesme işlemi spesifikasyonunu doğru seçin. Oksi-asetilen alevi ile kesim yaparken, nozul ile iş parçası yüzeyi arasındaki mesafe genellikle 3 ila 5 mm'dir ve kalınlığı 4 mm'den az olan ince plakalar için 10 ila 15 mm'lik bir mesafe seçilir. Manuel kesim için gaz basıncı Tablo 9'da gösterilmiştir. Nozulun iş parçası yüzeyine göre eğim açısı Tablo 10'da gösterilmiştir.
Tablo 9 Manuel kesim için gaz basıncı
| Çelik levha kalınlığı/mm | Kesme meşalesi | Gaz basıncı/MPa | ||
| Tip | Nozul | Oksijen | Asetilen | |
| <3 | G01-30 | 12 | 0.3~0.4 | 0.001~0.12 |
| 3~12 | 12 | 0.4~0.5 | ||
| 12~30 | 2,3,4 | 0.5~0.7 | ||
| 30~50 | G01-100 | 3,4,5 | 0.5~0.7 | |
| 50~100 | 56 | 0.6~0.8 | ||
| 100~150 | G01-300 | 7 | 0.8~1.6 | |
| 150~200 | 8 | 1.0~1.4 | ||
| 200~250 | 9 | 1.0~1.4 | ||
Tablo 10 Nozulun iş parçası yüzeyine göre eğim açısı
| İş parçası kalınlığı/mm | <10 | 10~30 | >30 | ||
| Eğim yönü | Arkaya doğru eğim | Arkaya doğru eğim | Başlangıçta öne doğru eğim | Penetrasyondan sonra dik | Sonunda arkaya doğru eğim |
| Eğim açısı | 0°~30° | 80°~85° | 80°~85° | 0° | 80°~85° |
Gazlı kesim sırasında aşırı düşük oksijen basıncı metalin tam yanmamasına, kesim hızının düşmesine ve kesimler arasında cüruf yapışmasına neden olabilir. Öte yandan aşırı yüksek oksijen basıncı, fazla oksijenin soğutucu görevi görmesine neden olarak kesim yüzeyinin düzensiz olmasına yol açabilir.
Kesme oksijen jetinin optimum uzunluğu, düzgün cüruf üfleme ve keskin kenarlı temiz kesimler sağlayan net bir kontur ile yaklaşık 500 mm'dir. Aksi takdirde, ciddi cüruf yapışması ve düzensiz kesim genişliği meydana gelir.
3) Kesim için saf oksijen kullanılmalıdır. Saflık 98%'nin altındaysa, oksijendeki nitrojen gibi safsızlıklar kesme sırasında ısıyı emecek, kesme yüzeyinde başka bileşik filmler oluşturacak, metalin yanmasını engelleyecek, kesme hızını azaltacak ve oksijen tüketimini artıracaktır.
4) Kesilecek plakalar, herhangi bir oksit tabakasını gidermek için kimyasal olarak kireçten arındırılmalıdır; aksi takdirde geri tepme meydana gelebilir ve kesim kalitesini etkileyebilir.
5) Sertleşmeye karşı hassas çelikler için, gazlı kesimlerin kenarları ilgili yönetmeliklere göre yüzey çatlak muayenesi ve sertlik testinden geçirilmelidir. Gazlı kesim sırasında ortam sıcaklığı düşükse, kesimden önce kesim alanını önceden ısıtın.
Gazlı kesim yüzeyinin kalitesi, kesim yüzeyinin düzlüğüne, kesim izlerinin derinliğine ve çentikler arasındaki minimum mesafeye göre değerlendirilir. Ayrıca, boyutsal sapmalar da gazlı kesimde sık karşılaşılan kalite sorunlarıdır. Tablo 11'de oksi-asetilen aleviyle kesilmiş yüzeylerde sık görülen kusurlar ve bunların nedenleri listelenmiştir.
Tablo 11 Oksiasetilen Alevli Kesme Yüzeyindeki Kusurlar ve Nedenleri
| Kusurlar | Nedenler |
| Çok sert (çok derin keser) | Düşük oksijen saflığı, çok yüksek kesme oksijen basıncı, çok hızlı kesme hızı, çok yüksek ön ısıtma alev gücü |
| Birçok çukur | Kesim sırasında çok sayıda kesinti, kesime yeniden başlandığında zayıf bağlantı; yüzeyde pasla birlikte kalın oksit tabakası; oluk keserken yetersiz ön ısıtma alevi; kesme makinesi kılavuz rayında taşıyıcının çarpmasına neden olan kir |
| İçbükey | Çok yüksek kesme oksijen basıncı, çok hızlı kesme hızı |
| Eğimli | Kesme torcu plaka yüzeyine dik değil; çarpık kesme hava akışı, çok düşük kesme oksijen basıncı; küçük nozul boyutu |
| Üst kenar çökmesi | Çok güçlü ön ısıtma alevi, çok yavaş kesme hızı, nozul iş parçasına çok yakın, çok yüksek kesme oksijen basıncı |
| Alt kenarda çok sayıda cüruf | Düşük oksijen saflığı, düşük kesme oksijen basıncı, çok güçlü ön ısıtma alevi, çok hızlı veya çok yavaş kesme hızı |
| Karbürizasyon | Nozul çelik plakaya çok yakın, ön ısıtma alevi indirgeyici bir alevdir |
| Büyük sürükleme izi | Çok yüksek kesme hızı, yetersiz kesme oksijen basıncı |
Tüm metaller gazlı kesim kullanılarak kesilemez. Gazlı kesim için metaller aşağıdaki koşulları karşılamalıdır:
1) Metalin tutuşma noktası erime noktasından daha düşük olmalıdır. Metalin tutuşma noktası erime noktasından yüksekse, metal tutuşma noktasına ulaşmadan eriyecek, bu da kesim gereksinimlerini karşılamayan düzensiz kesimlerle eriyerek kesime neden olacak veya hiç kesilemeyecektir.
2) Metal oksidin erime noktası metalin kendi erime noktasından daha düşük olmalıdır. Bu, metal oksidin zaman içinde uçurulabilmesini, yeni bir metal yüzeyin ortaya çıkmasını ve sürekli kesime izin verilmesini sağlar. Aksi takdirde, metal oksit yüksek bir erime noktasına sahipse ve ısıtılmış metal yüzeyini kaplarsa, alttaki metal ile kesme oksijeni arasındaki teması engelleyerek gazlı kesimi zorlaştıracaktır.
Gaz kesme metallerinin koşullarına göre, gaz kesme esas olarak düşük karbonlu çelik, yüksek manganlı çelik, düşük krom, düşük krom-molibden ve krom-nikel alaşımlı çelik ve titanyum alaşımları gibi karbon çeliği ve düşük alaşımlı çelik için kullanılır. Gazlı kesim genellikle yüksek karbonlu çelik ve yüksek mukavemetli düşük alaşımlı çelik için zordur. Dökme demir, paslanmaz çelik, bakır ve alüminyum gibi malzemeler gaz kesimi yapılamaz. Tablo 12 farklı metallerin gaz kesme performansını göstermektedir.
Tablo 12 Farklı Metallerin Gaz Kesme Performansı
| Metal | Performans |
| Çelik: Karbon içeriği 0,4%'nin altında | İyi kesim |
| Çelik: 0,4% ila 0,5% arasında karbon içeriği | İyi kesim. Çatlamayı önlemek için 200°C'ye kadar ön ısıtma yapın ve kesimden sonra yavaş soğutun. Tavlama sıcaklığı 650 ℃ olmalıdır. |
| Çelik: 0,5% ila 0,7% arasında karbon içeriği | İyi kesim. Kesmeden önce 700°C'ye kadar ısıtılmalı ve kesimden sonra tavlanmalıdır. |
| Çelik: Karbon içeriği 0,7%'nin üzerinde | Kesmesi zor |
| Dökme demir | Kesmesi zor |
| Yüksek manganezli çelik | İyi kesim, ön ısıtmadan sonra daha iyi |
| Silikon çelik | Kötü kesim |
| Düşük krom alaşımlı çelik | İyi kesim |
| Düşük krom ve düşük krom-nikel paslanmaz çelik | İyi kesim |
| 18-8 krom-nikel paslanmaz çelik | Kesilebilir, ancak uygun operasyonel teknikler gerektirir |
| Bakır ve bakır alaşımları | Kesilemez |
| Alüminyum | Kesilemez |







