
Sac Metal Bükme: Ekipman ve Teknikler
Bükme, metal işçiliğinde işlevsel ve estetik tasarımlar yaratmamızı sağlayan çok önemli bir beceridir. Bu makale bükme işlemini...
Sac metal parçalar genellikle darbeler ve aşınma nedeniyle deforme olur ve kullanılamaz hale gelir. Bu parçaların onarılması maliyet tasarrufu ve verimli üretim için çok önemlidir. Bu makalede deforme olmuş sac parçaların onarımı için manuel, alevli ve mekanik düzeltme gibi çeşitli yöntemler ele alınmaktadır. Deformasyonun nedenlerini anlayarak ve uygun onarım tekniklerini uygulayarak, sac metal bileşenlerin ömrünü uzatabilir ve işlevselliklerinin devam etmesini sağlayabilirsiniz. Sac metal parçalarınızın bütünlüğünü korumaya yardımcı olabilecek pratik onarım yöntemlerini öğrenmek için okumaya devam edin.

Sac metal bileşenler beklenmedik darbelere ve çarpışmalara maruz kaldığında şekil değiştirerek kullanılamaz hale gelir ve üretimi etkiler. Maliyetlerden tasarruf etmek, hammadde tüketimini azaltmak ve üretime hızlı bir şekilde devam etmek için, deforme olmuş sac metal bileşenlerin yeniden kullanılmak üzere orijinal hallerine geri getirilmesi gerekir. Bu orijinal şeklin geri kazandırılması işlemine onarım denir.
Uzun süreli aşınma ve yıpranmanın yanı sıra dış kuvvetlerden kaynaklanan darbeler nedeniyle, bazı sac metal bileşenler genellikle deforme olur ve kullanılamaz hale gelir.
Bununla birlikte, manuel onarım ve düzeltme yoluyla, hasarlı ve deforme olmuş sac metal bileşenleri orijinal durumlarına geri getirebilir, böylece bileşenlerin hizmet ömrünü uzatabilir ve üretim maliyetlerini azaltabiliriz. Aşağıda, hasarlı ve deforme olmuş sac metal bileşenleri onarmak için bazı yöntemler tanıtacağız.

Hasarlı ve deforme olmuş sac metal bileşenleri onarmak için, öncelikle deformasyona yol açan ana nedenleri ve çeşitli faktörleri anlamak önemlidir. Daha sonra, farklı durumlar için farklı onarım yöntemleri geliştirilebilir.
Sac metal bileşen deformasyonunun birincil nedeni, bileşenin harici darbelere ve çarpışmalara maruz kalması, yerel metal liflerin gerilmesine veya sıkıştırılmasına yol açması, genel lif düzeninde değişikliklere neden olması ve metal liflerin yanlış hizalanmasına neden olması ve böylece genel metal lif düzeninde bir dengesizliğe yol açmasıdır.
Sac metal bileşenlerin onarımı, öncelikle yanlış hizalanmış yerel metalde değişikliklere neden olmak için dış kuvvetler ve ısı kullanarak, uzamış metal liflerin büzülmesine veya büzülmüş metal liflerin uzamasına neden olarak yukarıda belirtilen nedenleri ele alır. Bu işlem, metal liflerin toplam uzunluğunu korumayı, böylece onarım hedefine ulaşmayı ve sac metal bileşenleri orijinal durumlarına geri getirmeyi amaçlamaktadır.
Hasarlı ve deforme olmuş sac metal bileşenlerin onarım sürecinde, farklı durumlar için farklı onarım yöntemleri formüle edilir. Ana onarım yöntemleri arasında manuel düzeltme, alevle düzeltme ve mekanik düzeltme yer alır.
Manuel düzeltme, öncelikle büyük çekiçler, çekiçler, tahta tokmaklar, lastik tokmaklar, anahtarlar ve mengene sapları gibi basit aletler kullanılarak, sac metal bileşenlerin metal liflerindeki değişikliklerden ve şekillerinin dönüşümünden yararlanarak çekiçleme, vurma, bükme ve diğer manuel işlemler yoluyla onarım amacına ulaşmak için gerçekleştirilir.
Alev düzeltme, ısıl genleşme ve büzülme yönteminin kullanılmasını içerir; burada alev, ısıtma nedeniyle plastik deformasyonu indüklemek için iş parçasının yerel olarak deforme olmuş kısmına yönlendirilir ve soğuduktan sonra, uzatılmış yerel metal lifler büzülür, böylece metal liflerin toplam uzunluğu korunur ve deformasyonu düzeltme ve orijinal durumu geri yükleme hedefine ulaşılır.
Mekanik düzeltme esas olarak elle veya alevle düzeltme yapılamayan büyük sac metal parçalar için kullanılır. Bu yöntem, onarım amacına ulaşmak için bileşenleri yuvarlamak ve düzleştirmek için mekanik ekipman ve büyük aletler kullanır.

Sac metal bileşenler darbe aldığında veya dış kuvvetlerle çarpıştığında, bileşenler deforme olur, yüksek bir merkeze ve içbükey kenarlara sahip düzensiz bir şekil oluşturur. Deformasyonun türüne bağlı olarak, onarım yöntemlerimiz buna göre değişir.
Sac metal bileşenlerin orta ve içbükey kenarlarındaki dışbükey deformasyon (genellikle şişkinlik olarak bilinir), plakadaki uzunlamasına ve enine metal liflerin ortada gerilmesinden kaynaklanırken, kenarların etrafındaki metal lifler değişmeden kalır, bu da metal liflerin etrafında sıkılık ve ortada gevşeklik ile sonuçlanarak bir şişkinlik oluşturur.
Düzeltme ve onarım yöntemi, temel katlama prensibini kullanmak ve açılım. Flanşlama veya bükme yapmadan, sökülmüş veya kesilmiş deforme olmuş bileşeni bir platforma yerleştirin ve çıkıntının kenarına vurmak için bir çekiç kullanın ve ardından çekiçleme yoğunluğu ve kuvveti dışa doğru artacak şekilde çekiçlemeyi çıkıntıdan çevreye doğru yayın.
Bu, metalin farklı kısımlarının içten dışa doğru değişen derecelerde esnemesine ve gevşemesine neden olacak ve çekiçleme işlemi sırasında şişkin deformasyon kademeli olarak kaybolacaktır.
Çelik plakanın ortasında birkaç bitişik çıkıntı varsa, çıkıntıları tek bir çıkıntıda birleştirmek için birleşme yerini hafifçe çekiçleyin ve ardından düzleştirmek için çevreyi çekiçleyin.
Sac metal bileşenlerin kenarlarındaki düzensiz bükülmeler ve dalgalar, kenarların etrafındaki yerel metal liflerin dış kuvvetlerden etkilenmesi veya çarpışması nedeniyle metal liflerin uzunlamasına ve enine yönlerde gerilmesine ve uzamasına neden olur, ancak ortadaki metal lifler değişmeden kalır, bu da ortada sıkılık ve kenarlarda gevşeklik olgusuyla sonuçlanır.
Onarım yöntemi, sökülmüş veya kesilmiş deforme olmuş bileşeni bir platform üzerine yerleştirmek ve bir çekiç veya büyük bir çekiç kullanarak içten dışa (yani ortadan çevreye) ve ardından dıştan içe doğru çekiçlemektir.
Çekiçleme yöntemi, eşit çekiç noktaları ve içe doğru gittikçe artan çekiçleme kuvveti ile dairesel bir çekiçleme yöntemidir. Bu, bileşenin orta metal liflerinin gerilmesine ve gevşemesine neden olacak, uzunluğu kenarlardaki metal liflerle tutarlı tutacak, böylece düzensiz bükülmeleri ve dalgaları ortadan kaldıracak ve bileşeni orijinal şekline geri getirecektir.
Özetle, çekiçleme düzeltme yöntemi tek bir cümleyle özetlenebilir, yani: ortadaki sıkı kısmı ve şişkin kısım için kenarları çekiçleyin. Başka bir deyişle, sıkı olan yeri (yani düzeltilmesi gereken yeri) çekiçleyin.
Sac metal bileşen büküldüğünde ve büküldüğünde, sökülen veya kesilen sac metal bileşenin diğer ucu platform mengenesine sıkıştırılabilir ve sac metal bileşenin deforme olmuş ucu kendi kendine yapılan çatal şeklinde bir anahtarla veya büyük bir ayarlanabilir anahtarla sıkıştırılabilir ve bükülmenin ters yönünde bükülebilir.
Eğilme ve bükülme deformasyonu ortadan kalktıktan sonra, deforme olmuş parçaya düzleşene ve sabitlenene kadar bir çekiçle hafifçe vurun.
Sökülmesi zor olan ve kesilmesine izin verilmeyen büyük bir sac metal bileşen ise, kendi yaptığınız çatal şeklindeki anahtar veya büyük ayarlanabilir anahtar, büküm deformasyonu kaybolana kadar bükümün ters yönünde bükmek için doğrudan kullanılabilir. Ardından, arkayı yastıklamak için bir destek demir plakası kullanın ve deforme olmuş parçayı düzeltilip orijinal konumuna geri getirilinceye kadar hafifçe çekiçleyin.

Bir sac metal bileşen yerel olarak darbe aldığında veya deforme olduğunda ve manuel çekiçleme kullanılarak düzeltme için makineden kolayca çıkarılamadığında veya sac metal bileşenin yapısı manuel düzeltmenin kullanılmasını zorlaştırdığında (örneğin, çevre çevresinde flanşlar ve kıvrımlar olduğunda), çıkıntıları veya dalgalı deformasyonları ortadan kaldırmak için alevli ısıtma düzeltme yöntemi kullanılabilir.
Adımlar aşağıdaki gibidir:
1) Çıkıntının en yüksek noktasını kiraz kırmızısına kadar ısıtmak için bir kaynak torcu (yani bir kaynak tabancası) kullanın. Isıtma aralığı deformasyon derecesine göre belirlenmelidir: çıkıntı şiddetli ve alan büyük olduğunda, ısıtma noktası daha büyük olmalıdır (yaklaşık 20-30 mm çapında); büzülme derecesi daha hafif ve alan daha küçük olduğunda, ısıtma noktası daha küçük olmalıdır (yaklaşık 10-15 mm çapında).
2) Isıtmadan sonra, ısıtma noktasının etrafındaki alana tahta bir çekiçle hızla vurun, ardından ısıtma noktasına vurun ve vururken iş parçasını uygun şekilde desteklemek için bir destek plakası kullanın. Tahta çekiç darbeleri durduktan sonra, ısıtma noktasını hızla suyla soğutun ve ardından bir çekiç veya sac çekiçle hafifçe düzleştirin.
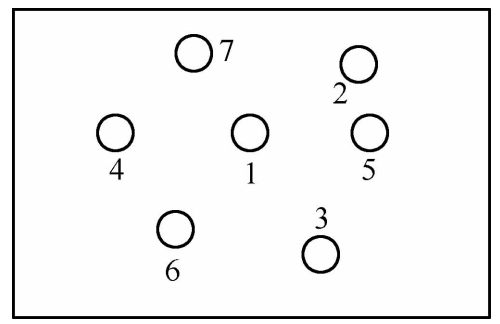
3) Hafif büzülme sorunu çözmezse, düzeltilene kadar deforme olmuş alanı Şekil 3-29'da gösterilen sırayla nokta nokta ısıtın ve vurun.
Alevli ısıtma düzeltmesi yapılırken dikkatli olunmalıdır. Kaçınılması mümkünse, yan etkileri önlemek için alevli ısıtmayı mümkün olduğunca kullanmamaya çalışın. Isıtma sırasında, kaynak nozulu dikey olmalı ve hafifçe aşağı bastırılmalıdır, böylece ısıtma hızlı olur ve ısı kolayca dağılmaz, bu da önemli bir etkinlik sağlar.
Ancak, sacın erimemesine veya yanmamasına dikkat edin. Büzülme miktarı uygun olmalı ve aşırı büzülmeden kaçınılmalıdır. Vurarak düzleştirirken, sacın kırılgan hale gelmesini ve çatlamasını önlemek için aşırı kuvvetten kaçınarak orta derecede düzleştirin.
Çerçeveli silindirik veya kutu şeklindeki yapılara sahip sac metal bileşenler, dış darbeye veya çarpışmaya maruz kaldıklarında yüzeyde yerel çöküntüler yaşayabilir. Bu gibi durumlarda, çökmüş alanı onarmak için çerçeve iç destek yöntemi kullanılabilir, yükselmesine neden olur ve ardından düzleştirmek için çekiçle vurulur.
Özel işlem, hidrolik krikonun (veya vidalı krikonun) çerçevenin (silindirik varil veya kare kutu) içindeki çöküntü alanının altına, kriko kafası çöküntü alanının en alt noktasıyla hizalanacak şekilde yerleştirilmesini içerir. Kriko tabanı çerçeve tabanına sabitlenir.
Çerçeve çok yüksekse ve kriko çöküntü alanına ulaşamıyorsa, hidrolik kriko tabanını bloklar üzerinde dengelemek ve sabitlemek için çerçeve tabanına ahşap bloklar veya demir plakalar yerleştirilebilir, ardından kriko sıkılır. Daha sonra, hidrolik krikoyu çalıştırmak için bir kol kullanılır ve kriko kafası çöküntü kaldırılana kadar kademeli olarak yukarı doğru kaldırılır.
Sac çok kalınsa ve kaldırılması zorsa, çukurun etrafındaki alanı ısıtmak için oksiasetilen kaynağı kullanılabilir. Isıtma sırasında hidrolik kriko, çöküntü çevredeki alanın biraz üzerine çıkana kadar kademeli olarak kaldırılır. Daha sonra kriko kaldırılır ve çukurun altına bir destek plakası yerleştirilirken, yüzey düzleşene kadar yukarıdan bir çekiç kullanılır.
Lateral düzeltme için, benzer bir yöntemle bir vida krikosu kullanılabilir, ancak düzeltme dikey olarak gerçekleştirilir ve bu da onu bir lateral ekstrüzyon düzeltmesine dönüştürür.
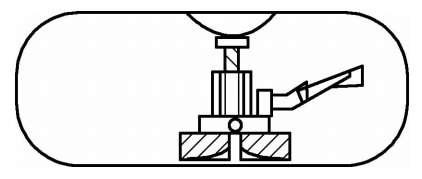
Cıvata kaynağı ve çıkarma yöntemi öncelikle silindirik veya kutu şeklindeki bileşenler için kullanılır. Bu bileşenler dış darbe ve çarpışma nedeniyle yerel çökme yaşadığında ve çekiçleme ile düzeltilemediğinde, cıvata kaynağı ve çıkarma yöntemi kullanılabilir.
Spesifik operasyonel süreç aşağıdaki gibidir:
1) Yüksek mukavemetli uzun bir cıvata, iki ara parça bloğu ve delikli bir baskı plakası hazırlayın.
2) Yüksek mukavemetli cıvatanın başını çökmüş alanın en alt noktasına kaynaklayın. İki ara bloğu cıvatanın her iki tarafına çökmüş alanın üzerine yerleştirin. Delikli baskı plakasını yüksek mukavemetli cıvataya geçirin, ardından baskı plakasını ara bloklara yaklaştırmak için yüksek mukavemetli somunu sıkın.
Çökmüş alanı cıvataya doğru kaldırmak için somunu sürekli olarak sıkın. Çökmüş alan dışarı çekilene ve çevresindeki yüzeyden hafifçe yükselene kadar somunu sıkın. Baskı plakasını ve ara parça bloklarını çıkarın, çökmüş alana kaynaklanmış yüksek mukavemetli cıvatayı kesin ve ardından çökmüş alanı düzeltmek için bir çekiç kullanın.
Çekiç kullanılırken, altına destekleyici bir demir destek plakası yerleştirilebilir. Plaka çok kalınsa ve yalnızca somunu sıkarak çıkarılamıyorsa, çökmenin çevresindeki alanı ısıtmak için oksiasetilen kaynağı kullanılabilir, ardından çökmüş alan dışarı çekilene kadar somunu sıkın.
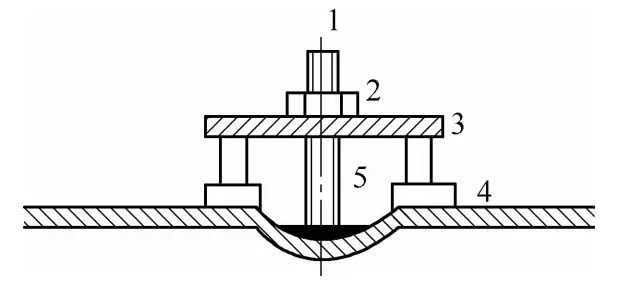
1 - Cıvata Çubuğu 2 - Somun 3 - Baskı Plakası 4 - Ara Parça 5 - Isıtma Alanı






