
Delme Kalıplarının Makinelere Takılması: Adım Adım
Makinelere zımbalama kalıplarının takılması göz korkutucu görünebilir, ancak hassas ve verimli metal imalatı için çok önemlidir. Bu kılavuz şunları kapsar...
Bazı makineler sorunsuz çalışırken diğerlerinin neden sürekli bozulduğunu hiç merak ettiniz mi? İşin sırrı genellikle tahrik ve konveyör zincirlerinin titizlikle kurulmasında yatar. Bu makalede, bileşenlerin incelenmesinden hizalama ve gerginliğin ince ayarına kadar bu zincirlerin doğru şekilde takılmasını sağlamak için gerekli adımlar ele alınmaktadır. Bu yönergeleri izleyerek ekipmanınızın performansını ve uzun ömürlülüğünü artıracaksınız. Maliyetli bakımları önleyebilecek ve makinelerinizin iyi yağlanmış bir makine gibi çalışmasını sağlayacak pratik ipuçlarını keşfetmek için makaleye dalın.

Tahrik zincirleri ve konveyör zincirlerinin montajı için ana adımlar aşağıdaki gibidir:
Şaftlar, rulmanlar, dişliler ve muhafazalar gibi bileşenleri kontrol ederek iyi durumda olduklarından, tehlike veya aşırı aşınma olmadığından emin olun. Tüm yatakların doğru ve güvenli bir şekilde takıldığını doğrulayın.
Zincir yeni değilse, temiz olduğundan, yağlandığından ve aşırı aşınma veya gizli tehlikeler içermediğinden emin olun. Zincir dişlisi yeni değilse, aşırı aşınma ve gizli tehlikeler olmadığından da emin olun. Şaftlar ve rulmanlar için denetim standartları bileşenlerin ürün kılavuzuna uygun olmalıdır.
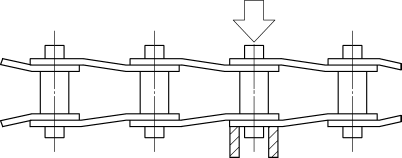
Şekil 1'de aks sistemi hizalaması için özel çalışma yöntemi gösterilmektedir. Seviyeyi dikkatlice kontrol etmek için mekanik bir su terazisi doğrudan şaftların üzerine yerleştirilebilir. Birden fazla zincir sırası olduğunda Dişliler şaft üzerine monte edildiğinde, terazi dişli çark dişleri üzerine yatay olarak yerleştirilebilir.
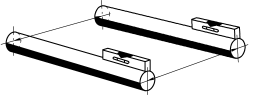
Şaftların paralelliğini kontrol etmek için bir ölçüm çubuğu kullanılabilir. Önce paralellik, ardından da düzlük kontrol edilmelidir. Hem paralellik hem de düzlük gereksinimleri karşılayana kadar tekrar tekrar ayarlayın.
Çoğu tek sıralı tahrik makaralı zincirleri veya konveyör zincirleri için hizalama hassasiyeti 0,050 inç/ft veya 0,25° içinde olacak şekilde ayarlanmalıdır. Çoğu dişli zincir tahriki için bu sınır 1 inç'e kadar zincir genişliğine karşılık gelir. Mühendislik çelik zincirleri için bu sınırlar uygun şekilde gevşetilmelidir.
Yüksek hızlı, yüksek güçlü, çok sıralı makaralı zincir tahriklerinde hizalama sınır değerlerini hesaplamak için aşağıdaki formülü kullanın:
Φ=0,00133C/pn
Nerede
Formül ayrıca tahrik merkezi mesafesi ne kadar kısa olursa hizalama sınır açısının o kadar küçük olması gerektiğini gösterir. Tahriklerde veya konveyörlerde kullanılan dişli zincirler, mühendislik çelik zincirleri ve düz üst zincirler için açısal hizalama sınır değerleri için üreticiye danışın.
İlk olarak, milin eksenel hareketini kontrol edin. Zincir dişlilerini hizalamadan önce şaft tahrik pozisyonunda sabitlenmeli, ardından eksenel sabitleme için zincir dişlisi sabitleme cıvatalarını sıkın. Birden fazla zincir olduğunda, şaft üzerindeki dişliler arasında doğru boşluk olduğundan emin olun.
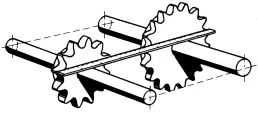
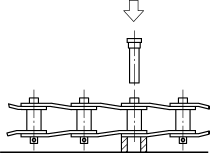
Şekil 2'de zincir dişlisi hizalama kontrolü gösterilmektedir. İşlenmiş yüzeylerinin bir tarafındaki iki dişlinin eksenel hizalamasını kontrol etmek için bir mastar kullanılabilir. Merkez mesafesi çok büyükse, bir piyano teli düz mastarın yerini alabilir ve dişli hizalamasını kontrol etmek için bir lazer cihazı kullanılabilir. Lazer cihazı kullanmak özellikle uzun merkez mesafeli konveyörlerin hizalanmasını kontrol etmek için uygundur.
Makaralı zincir tahriklerinde veya zincirli konveyörlerde dişlinin eksenel hizalanması için maksimum hata değeri aşağıdaki formül kullanılarak hesaplanır:
δ=0,045p
Burada δ maksimum eksenel hatadır (inç).
Tahriklerinde veya konveyörlerinde eksenel hizalama hata limitleri için dişli zincir, mühendislik çeliği zincir ve düz üst zincir üreticisine danışın.
Konveyör zincirlerinde, zincirin raydan dişlilere kazıma ve engelleme olmadan düzgün bir şekilde ilerlemesini sağlamak için paleti eksenel olarak dişlilerle dikkatlice hizalayın. Çoğu zincir üreticisi palet eksenel hizalaması için gereklilikleri sağlayabilir.
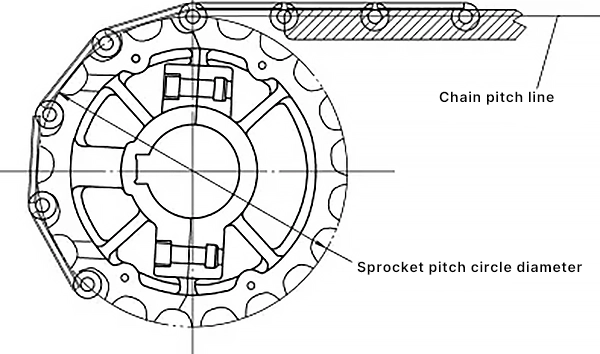
Konveyör zinciri rayları da zincir dişlileri ile dikey olarak hizalanmalıdır. Çoğu durumda, raydaki zincir menteşesinin merkez hattı zincir dişlisinin adım dairesine teğettir (bkz. Şekil 3). Çoğu zincir üreticisi, paletin dikey hizalanması için gereklilikleri sağlayabilir.
Zinciri ambalajından çıkarın ve bir tezgah veya zemin üzerine yerleştirin. Eğmeden veya bükmeden düz bir şekilde yerleştirmeye dikkat edin.
Gereksinimleri karşıladığından emin olmak için zinciri kılavuza göre kontrol edin. Zincirin nakliye ve depolama sırasında hasar görmediğini teyit edin. Benzer şekilde, ataşmanlar varsa, kurulum ve ayarlamadan önce herhangi bir sorun olmadığını doğrulamak için bunlar da incelenmelidir. Bükülmüş plakalı zincirler için, bunları doğru aktarım yönünde takmaya dikkat edin. Çok sıralı zincir tahrikleri için, ataşmanların simetrik olarak takılması gerekip gerekmediğini kontrol edin. Grup uyumlu bir zincir tahriki ise, yatay olarak eşzamanlılığı ve sırayı sağlayın.
Fabrikadan satın alınan zincir uzunluğu gerekli uzunlukta değilse, kullanıldığında sökülmesi veya eklenmesi gerekecektir. Birçok tek sıralı zincir fabrikada 10 ft uzunluğunda parçalar halinde üretilir, ancak bu uzunluk nadiren zincir aktarımı veya taşıma için tam olarak gereken uzunluktadır, bu nedenle genellikle uzatılması için kısaltılması veya eklenmesi gerekir.
AĢağıda zincirleri sökmek veya bağlamak için çok yaygın olarak kullanılan birkaç yöntemin açıklamaları verilmiĢtir, daha ayrıntılı rehberlik ACA yayınlarından veya zincir üreticilerinden elde edilebilir.
Bu talimatlar sadece tek sıralı makaralı zincirler içindir ve bağlantı baklalarının dış bakla plakaları geçmelidir. Çok sıralı bir zincirse veya bağlantı baklalarının dış bağlantı plakaları bastırarak geçiriliyorsa, ACA tarafından yayınlanan "ANSI Makaralı Zincir Sökme ve Bağlantı Kılavuzu "na bakın. Diğer durumlar için zincir üreticisine danışın.
1) Sökme.
Perçinli bir zincirse, bir dış baklanın bir tarafındaki perçin başları taşlanmalıdır, aksi takdirde pimler dışarı bastırıldığında manşonlara zarar verir. Zincirde çatal pimler varsa, bakladan birini veya ikisini birden çıkarın.
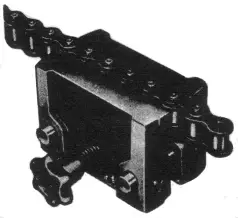
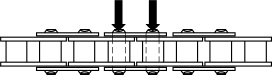
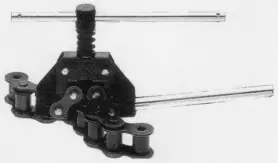
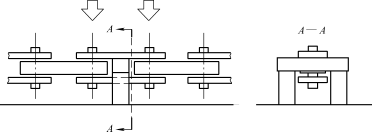
Presleme ekipmanı ve uygun aletler mevcutsa, zincir bir zincir kelepçesi ile sıkıştırılabilir (bkz. Şekil 4), ardından pimler dış bakla plakasından preslenerek çıkarılabilir (bkz. Şekil 5). Uygun presleme ekipmanı mevcut değilse, pimleri dış bakla plakasından bastırarak çıkarmak için bir pim çıkarıcı (bkz. Şekil 6) da kullanılabilir. Zincirden çıkarılan dış baklalar genellikle tekrar kullanılamaz.
2) Bağlantı.
İki zincir bölümünün uçlarını karşılıklı olarak yerleştirin, bağlantı bağlantısının iki pimini bu iki iç bağlantının kovanlarına yerleştirin, ardından kayarak takılan dış bağlantı plakasını açıkta kalan iki bağlantı pimine takın ve çatal pimleri veya yaylı klipsleri takın, ardından bağlantı plakası tutma halkasına dayanana kadar bağlantı pimlerini zincirin içine itin.
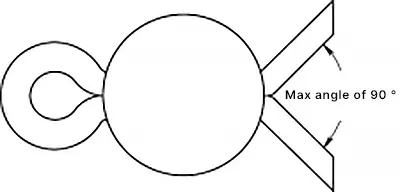
Takılan yaylı klipsin dikişsiz (ölü) ucu zincirin hareket yönüne bakmalıdır (bkz. Şekil 7). Kamalı pimin bacakları 90°'den daha büyük bir açıyla birbirinden ayrılmamalıdır (bkz. Şekil 8). Daha büyük bir açı erken arıza riskini artırır. Zinciri bağladıktan sonra, bağlantı halkası serbestçe bükülebilmelidir.
Aşağıdaki talimatlar yalnızca tek bir ara mafsallı dıştan kılavuzlu çift pimli (not: makaralı pim tipi dişli zincirler olarak da bilinir veya genellikle Hy-Vo zincirleri olarak anılır) dişli zincirler içindir. Diğer menteşe veya konektör tipleri ile dahili kılavuzlu dişli zincirlerin sökülmesi ve takılması için ACA tarafından yayınlanan "Dişli Zincir Bağlantı ve Sökme Kılavuzu "na bakın veya zincir üreticisine danışın.
1) Sökme.
Dış plakadaki bir perçin başını taşlayın (bkz. Şekil 9), çünkü perçin başını taşlamadan pimi zorla çıkarmak zincire zarar verecektir. Ardından uzun ve kısa pimleri menteşeden çıkarın (bkz. Şekil 10).


2) Bağlantı.
İki bağlantı deliğinin hizalandığından emin olarak zincirin uçlarını birbirine yerleştirin (bkz. Şekil 11), önce bağlantı uzun pimini takın (bkz. Şekil 12), ardından iki pimin dışbükey yüzeylerinin birbirine baktığından emin olarak kısa pimi takın (bkz. Şekil 13).



Uzun pimin ucuna bir ara parça yerleştirin ve yuvarlak bir pim veya çatal pimle kilitleyin (bkz. Şekil 14). Çatal pim kullanılıyorsa, çok büyük bir açı erken hasar riski oluşturduğundan, çatal pimin bacakları 90°'den daha büyük bir açıyla birbirinden ayrılmamalıdır. Bağlantıdan sonra menteşenin serbestçe büküldüğünden emin olun.

Bu bölümde, mühendislik kullanımı için en yaygın çelik zincir ve konektör türlerinden yalnızca birkaçı açıklanmaktadır. Burada bahsedilmeyen zincirler veya konektörler için lütfen birliğin kamuya açıkladığı bilgilere başvurun: Mühendislik ve Döküm Zincirleri için Çelik Zincirlerin Bağlanması ve Sökülmesi Kılavuzu. Zincir üreticilerinden de daha fazla bilgi alınabilir.
Mühendislikte kullanılan birçok çelik zincirin boyutu büyüktür ve montaj sırasında pimi dış bağlantı plakasına bastırmak için uygulanan kuvvet de çok büyüktür. Bu tür zincirleri takarken zarar görmelerini önlemek için dikkatli olunmalıdır. Pimi takmak için uygulanan kuvvet çok büyük olduğundan, zincirin sökülmesi ve takılması için genellikle bir pres cihazı kullanılır.
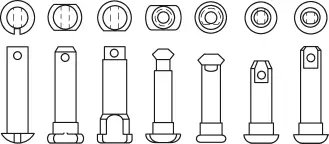
Mühendislik için çelik zincirlerin pimleri çeşitli farklı stillere sahiptir (bkz. Şekil 15) ve zinciri sökmeden önce, pimin zincirden hangi yönden bastırılması gerektiği açık olmalıdır.
1) Sökme.
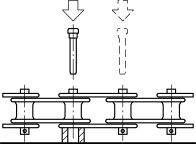
Zincir perçinlenmişse, dış bakla plakasının bir tarafındaki pim başı taşlanmalıdır. Zincirde tutma halkaları ve çatal pimler varsa, pimi dışarı bastırırken kovana zarar vermemek için dış bakla plakasındaki tutma halkaları ve çatal pimler çıkarılmalıdır. Sökme sırasında, dış baklanın üstündeki zincir plakası desteklenmeli ve ardından pim zincir plakasından dışarı bastırılmalıdır (bkz. Şekil 16).
2) Bağlantı.
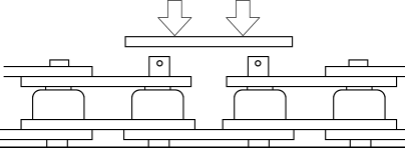
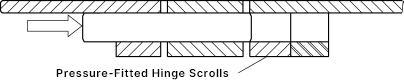
Dış bakla plakası ve pim kayarak oturuyorsa, montaj yöntemi daha önce bahsedilen makaralı zincirle aynıdır. Ancak bastırarak geçme ise, dış bağlantı plakası basınçla takılmalı ve zincir plakası her iki pime aynı anda eşit kuvvetle bastırılmalı (bkz. Şekil 17) ve ardından bağlantı pimlerine tutma halkaları yerleştirilmelidir.
Zincir adımı büyük olduğunda, mühendislik için düz plaka zincirinin bağlantısı tek bir pim montajı ile yapılır. Bu durumda, dış bakla plakasının deliğinin altına delikli bir ara parça yerleştirilmeli, iki dış bakla plakasının delik çapları bağlı iç bakla ile dikkatlice hizalanmalı ve pim elle mümkün olduğunca derine yerleştirilmelidir.
Pim üzerindeki çeşitli düz yüzeyleri veya kama yüzeylerini dış bağlantı plakasının deliği içindeki ilgili oluklarla dikkatlice hizalayın, ardından pimi dış bağlantı plakasının deliğine bastırın (bkz. Şekil 18). Bu işlemi dış bağlantı plakasının diğer tarafında da tekrarlayın ve son olarak her iki bağlantı pimine de tespit halkalarını takın. Bağlantı tamamlandıktan sonra, tüm menteşelerin serbestçe bükülebildiğinden emin olun.
1) Sökme.
BükülmüĢ plaka zincirlerin tüm baklaları aynı olduğu için genellikle sadece bir pimin bastırılması gerekir. Pim perçinliyse, zincirin bir tarafındaki bir pim başı taşlanmalıdır. Zincirde tutma halkaları ve çatal pimler varsa, bir taraf da çıkarılmalı, ardından çıkarılacak pimin altına delikli bir ara parça yerleştirilmeli ve pim zincir plakasından bastırarak çıkarılmalıdır (bkz. Şekil 19).
2) Bağlantı.
Zincirin bir tarafını seçin ve zincir plakasının deliğini delikli bir ara parça ile destekleyin, zincir plakasının deliğini zincirin bir sonraki baklasının dar uç bağlantı deliği ile dikkatlice hizalayın ve pimi elle mümkün olduğunca derine yerleştirin. Pim üzerindeki çeşitli düz yüzeyleri veya kama yüzeylerini zincir plakasının deliği içindeki ilgili oluklarla dikkatlice hizalayın, ardından pimi dış bağlantı plakasının deliğine bastırın (bkz. Şekil 20) ve ardından bağlantı pimlerine tutma halkaları takın. Bağlantı tamamlandıktan sonra, tüm menteşelerin serbestçe bükülebildiğinden emin olun.
Genellikle, düz üst zincirlerin pimleri doğrudan bağlantı pimleri olarak kullanılır, çünkü pimler presle sabitlenir uydurma veya pimin bir ucunu tırtıklayarak. Düz üst zincirleri sökmeden veya takmadan önce, pimin takılma ve çıkarılma yönüne dikkat edin.
Birçok çelik düz üst zincir pimi menteşe rulosunun bir tarafına presle takılır. Pimin menteşe rulosuna bastırılan ucu aynı zamanda çıkarıldığı uç olmalıdır (bkz. Şekil 21).

Çelik yassı üst zincirleri bağlamak için menteşe rulosunun presle takılıp takılmadığını kontrol edin. Eğer öyleyse, ilgili bastırarak takılan menteşe rulosunun diğer tarafındaki düz pimi zincire bastırın (bkz. Şekil 22).
Zincirin tüm menteşe rulo delikleri aynı boyuttaysa, zincirin bağlantı pimlerinin omuzları olmalıdır. Bu durumda, pim önce daha küçük çaplı uçla zincire takılmalı (aynı durum daha sonra bahsedilen plastik zincirler için de geçerlidir) ve bağlantı tamamlandıktan sonra tüm menteşelerin serbestçe bükülebildiğinden emin olunmalıdır.
Birçok plastik masa üstü zinciri, bir ucu tırtıllı bir pimle menteşe rulosuna sabitlenir. Pimin tırtıklı ucunun olduğu tarafı bulmak için, pimi zincirden çıkarmak üzere karşı taraftan basınç uygulayın (bkz. Şekil 23).

Bazı plastik masa üstü zincirlerinin bir tarafında genişletilmiş bir kafa deliği vardır. Tırtıllı pimi doğru yönde takın, ardından pimi zincire bastırmak için tırtıllı ucun arkasına baskı uygulayın (bkz. Şekil 24) ve bağlantıdan sonra menteşelerin serbestçe bükülebildiğinden emin olun.

Zincir bir konveyör için kullanılıyorsa ve konveyörün yapısı izin veriyorsa, önce zincire taşıyıcılar, yan plakalar veya çapraz çubuklar takılabilir. Tabii ki, yapısal engeller varsa, bu taşıyıcılar vb. takılmadan önce zincir konveyöre takılmalıdır.
Zincir uygun uzunlukta bağlandıktan sonra tahrik veya taşıma ekipmanına monte edilebilir. Tüm kurulumlar üç temel adım gerektirir:
Bu üç adım çok basit gibi görünse de her adımda dikkate alınması gereken birçok ayrıntı vardır. İşte bu ayrıntıların bir özeti.
Birçok tahrik makaralı zinciri ve dişli zincir kolayca zincir dişlisine yerleştirilebilir, makaralar dişlere yerleştirilecek şekilde zincirin uçlarını bir zincir dişlisinin etrafına sarmak için çekin, her iki ucu da zincir dişlisine yerleştirin ve bunları bir halka şeklinde bağlayın. Şekil 25 bir makaralı zincir tahrikinin son bağlantısını göstermektedir.

Daha büyük zincirler için kurulum süreci aynıdır, ancak mühendislik çelik zincirleri, büyük boyutlu makaralı zincirler ve çok geniş dişli zincir kurulumları gibi kurulum sırasında genellikle yardımcı aletlere ihtiyaç duyulur.
Zincirin yerine çekilmesi de gerekebilir ve iki dişli arasındaki zincir genellikle kalın ahşap tahtalar veya çubuklarla desteklenir ve son bağlantı sırasında zinciri sabitlemek için kelepçeler kullanılabilir.
Not: Kurulum için kaldırırken veya "gererken", üreticinin tüm güvenlik uyarılarına dikkatle uyduğunuzdan emin olun.
Genel olarak, konveyör zinciri segmentleri montaj için bir tezgah veya zemin üzerine yerleştirilmelidir ve mümkünse konektörler veya taşıyıcılar aynı anda monte edilebilir ve son olarak zincir konveyöre geçirilebilir.
Asılı bölüm kafa milinden hemen sonra ise, zinciri dönüş tarafına beslemek için oradan başlamak, zinciri bükmeden veya eğmeden dikkatlice doğrudan konveyöre çekmek ve son olarak uçtan uca bağlantı için zincirin her iki ucunu kafa mili dişlisine birlikte çekmek uygundur.
Tahrik zincirlerinde olduğu gibi, büyük ve ağır konveyör zincirlerinin montajı genellikle yardımcı cihazlar gerektirir. Zinciri konveyöre yerleştirmek için kaldırma gerekebilir ve son bağlantı sırasında zinciri sabitlemek için kelepçeler kullanılabilir. Özellikle büyük konveyör zinciri kurulumları için, zincir segmentlerini konveyöre monte ederken bağlamak gerekebilir ve zincir üzerindeki konektörler ve taşıyıcılar ancak zincir konveyöre tamamen monte edildikten sonra takılabilir.
Kasnaklar ve blokların yanı sıra "gerdirme" de kovalı elevatör zincirlerinin kurulumunda yaygın olarak kullanılır ve kovalı elevatör zincirinin son bağlantısı genellikle kuyruk dişlisi üzerinde yapılır. Bunun nedeni, zincir geriliminin bu noktada en düşük olmasıdır. Büyük zincirli büyük konveyörler ve kovalı elevatörler için montaj sorunları için zincir veya ekipman tedarikçisine danışın.
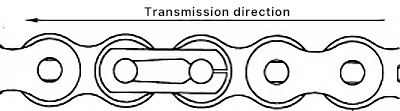
Burç ve pim arasındaki aşınmayı en aza indirmek için, bükülmüş plaka zincirleri Şekil 26'da gösterilen temel konsept ile tahrik yönüne göre monte edilmelidir. Bükülmüş plakalı zincirlerin tahrik yönüne göre takılması prensibi, küçük dişlinin sürücü veya tahrik edilen olmasına bakılmaksızın, sıkı taraftaki zincir baklalarının dar ucunun veya makara ucunun her zaman küçük dişliye bakması gerektiğidir. Makara zincir dişlisine takılıp çıktığında, yani zincir menteşesi eklemlendiğinde, zincir dişlisi ne kadar küçükse eklemlenme açısı da o kadar büyük olur.
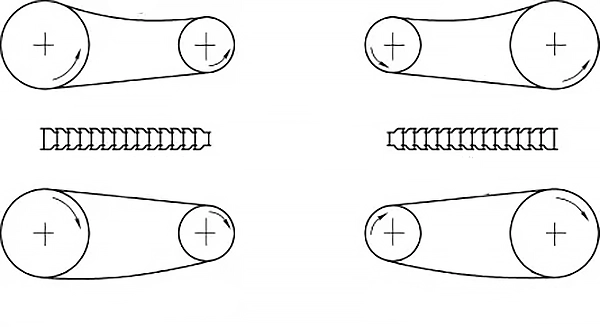
Zincir baklasının geniş ucu, yani pim ucu, dişli çark dişlerine baktığında, pim ve burç deliği arasındaki tüm kayma tam yük altındadır, bu da ikisi arasında maksimum aşınmaya neden olur ve zincir daha hızlı gerilir ve daha sık değiştirilmesi gerekir.
Zincir baklasının dar ucu dişli çark dişlerine baktığında, pim ve burç deliği arasında kayma meydana gelse de, eklemlendikçe aralarındaki yük hızla azalır. Zincir dişlisi dişleri ve zincirin dar tarafı arasındaki tüm yük aktarımı makaradan burca ve ardından zincir plakasına gider, bu da pim ve burç deliği arasında minimum aşınma ile sonuçlanarak zincir aşınmasının boyutunu ve değiştirme ihtiyacını azaltır.
Aşınma uzaması zincir değişiminin ana nedeni olabilir, bu nedenle pim ve burç deliği arasındaki aşınmayı en aza indiren tahrik yönünü seçmek doğru yöndür. Tahrik oranı 1 olmadığında, dar taraftaki zincir baklalarının dar ucu veya makara ucu, daha büyük dönüş açısına sahip daha küçük dişliye bakmalıdır. Gerçekten de, iki dişli arasındaki boyut farkı ne kadar büyük olursa, aşınma ömrü o kadar artar.
Genellikle tahrik yavaşlama içindir, yani sürücü dişli daha küçüktür ve tahrik edilen dişliden daha yüksek bir hıza sahiptir. Bununla birlikte, hız artırma tahriklerinin olduğu durumlar da vardır, bu nedenle sürücü ve tahrik edilen dişlilere dayalı olarak zincir tahrikinin yönünü belirlemek mümkün değildir.
Yeni kurulan ekipman çalıştırılmadan önce dikkatli bir inceleme yapılmalıdır. Muayene en azından aşağıdaki maddeleri içermelidir:
İlk olarak, zincirin gevşek ve sıkı taraflarını oluşturmak için zincir gevşekliği bir tarafta yoğunlaşacak şekilde iki zincir dişlisini zıt yönlerde döndürün, ardından her iki zincir dişlisinin ilk dişiyle kenetlenen zincir makaraları arasındaki mesafeyi ölçmek için bir düzeç kullanın, bu da iki kenetlenme noktası arasındaki düz çizgi mesafesidir. Daha sonra gevşek tarafın orta noktasındaki toplam AC hareketini ölçmek için bir cetvel kullanın (bkz. Şekil 27).
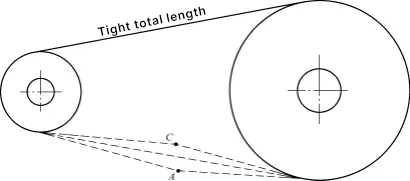
Zincir tahriki yatay olarak veya 45°'den daha az bir eğim açısında düzenlendiğinde, ölçülen toplam hareketin iki bağlantı noktası arasındaki mesafeye oranı 4% ila 6% olmalıdır. Yatay iletim durumunda, AC sarkma derinliği yaklaşık 0,443'tür. 45° ve dikey iletim arasındaki geniş açılı eğimli iletim için, toplam hareketin iki bağlantı noktası arasındaki mesafeye oranı yalnızca 2% ila 3% olmalıdır.
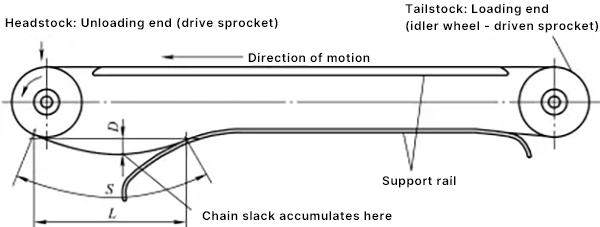
Yatay taşıma için, sarkma ölçümü Şekil 28'de gösterilmiştir, zincir dişlisine bağlı son makara ile destek rayındaki zincirin ilk makarası arasındaki mesafeyi (L) ölçmek için bir düzeç kullanın, ardından sarkma derinliğini (D) ölçmek için bir cetvel kullanın.
Germe için sarkma ayarı zincir üreticisi tarafından önerilir. Dikey konveyörler veya kovalı elevatörler için sarkma genellikle önerilmez. İlk zincir gerginliği ve ayarlama yöntemi zincir üreticisi tarafından önerilir.
Yağlama sistemini kurun ve çalıştırın, yağ haznesinin dolu olduğundan, yağ yolunun açık ve temiz olduğundan ve zincir yağı beslemesinin tasarım gereksinimlerini karşıladığından emin olun.
Zincir çalışmasının ideal olup olmadığını görmek için tahrik milini yavaşça (tercihen elle) çevirin. Bazı büyük ekipmanların kontrol edilmesi için çalıştırılması gerekir ve bu sırada personelin yaralanmasını ve ekipmanın hasar görmesini önlemek için tüm güvenlik kurallarına uyulduğundan emin olun. Zincir tüm ray boyunca en az bir tam döngü boyunca çalışmalıdır.
Zincirin tüm raydan geçtiğini onaylayın. Zincirin dişliye geçerken sorunsuz çalıştığından ve rayda herhangi bir sıyrık veya tıkanıklık olmadığından emin olmak için dikkatlice kontrol edin. En iyisi zincirin birkaç saat boyunca yüksüz olarak çalışmasına izin vermektir, bu da yatakların aşınması ve yağlama yağının bu çalışma yüzeylerine nüfuz etmesi için zaman sağlayabilir.
Test çalışmasından sonra, tüm bağlantı elemanlarını kontrol edin ve gerekirse takviye edin ve ayrıca zincir gerginliğini kontrol edin ve gerekirse ayarlayın.
Zincir bir muhafaza içinde iletilmiyorsa, hareketli zincir ve dişliye dokunarak yaralanmayı önlemek için koruyucu kapaklarla kapatılmalıdır. Daha fazla bilgi için ASME B15.1 ve ASME B20.1 gibi Amerikan Ulusal Standartlarına bakın.
Koruyucu kapakları takmadan önce hasar ve olası tehlikelere karşı kontrol edin. Kurulum sırasında tüm bağlantı elemanlarının eksik olmadığından ve bağlantıların güvenilir olduğundan emin olun. Ayrıca, ekipman üzerindeki sensörler ve kilitler gibi güvenlik cihazlarını da kontrol edin.







