
Taşlama Temelleri: Kuvvetler, Isı ve Takım Seçimi
Pürüzsüz, hassas parçaları mümkün kılan nedir? Taşlama! Üretimin bu gizli kahramanı inanılmaz derecede hassas yüzeyler yaratır. Taşlamanın nasıl yapıldığını keşfedeceğiz...
Bu makalede, taşlama taşlarının dengelenmesi ve aşındırılması ile ilgili temel teknikleri inceleyeceğiz. Bu yöntemlerin verimliliği nasıl artırdığını, yüzey kalitesini nasıl iyileştirdiğini ve takımlarınızın ömrünü nasıl uzattığını keşfedeceksiniz. Becerilerinizi keskinleştirecek ve taşlama proseslerinizi optimize edecek pratik bilgiler edinmeye hazırlanın.

Taşlama kalitesini artırmak, taşlama makinesinin hassasiyetini korumak ve üretim güvenliğini sağlamak için taşlama taşını dengelemek gerekir.
Taşlama çarkının dengesizliği, esas olarak yanlış imalat ve montaj nedeniyle çarkın ağırlık merkezinin dönme ekseni ile yanlış hizalanmasından kaynaklanır. Taşlama taşı yüksek dönme hızlarında çalışır ve kütlesi biraz dengesizse, dönme sırasında büyük bir dengesiz merkezkaç kuvveti üretecektir. Bu durum makinenin titreşmesine neden olarak taşlama kalitesini büyük ölçüde düşürür, taşlama çarkı mil yataklarını ciddi şekilde aşındırır ve ciddi durumlarda çarkın parçalanmasına ve kazalara yol açabilir.
Bu nedenle, taşlama taşları, özellikle daha hassas balanslama gerektiren hassas taşlama veya ayna finiş taşlama için statik veya dinamik balanslamadan geçmelidir. Genel olarak, çapı 125 mm'den büyük olan taşlama taşlarının balanslanması gerekir.
Taşlama taşlarının dengelenmesinde genellikle statik ve dinamik dengeleme dahil olmak üzere moment dengeleme yöntemi kullanılır. Şu anda, taşlama taşları için yaygın olarak bir balans standı üzerinde gerçekleştirilen statik balanslama kullanılmaktadır. Yüksek hızlı CNC taşlama makineleri genellikle taşlama taşları için otomatik çevrimiçi dinamik dengeleme cihazlarıyla donatılmıştır.
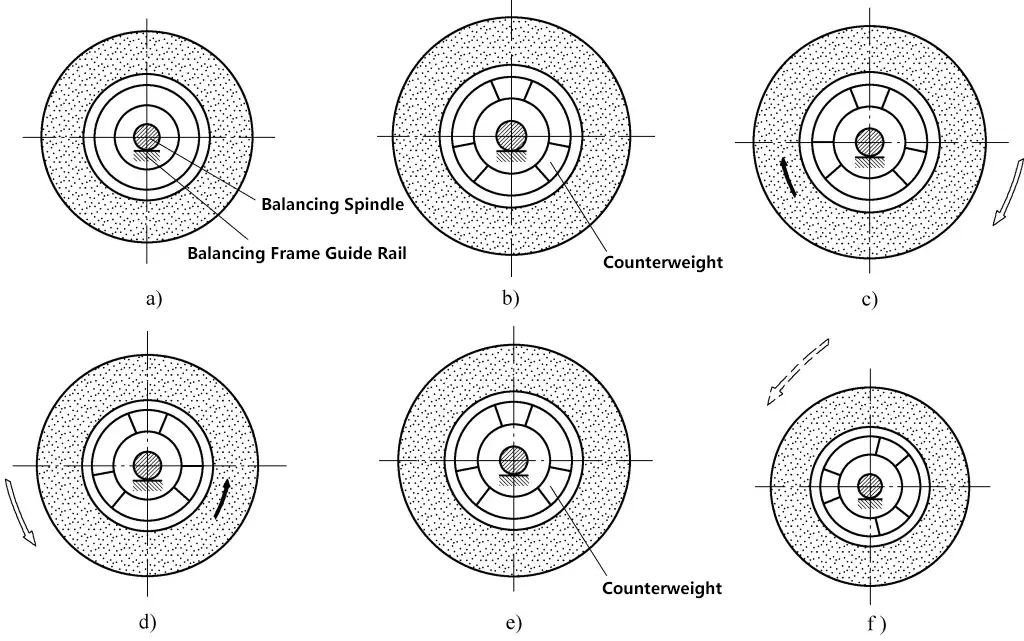
Bir taşlama çarkının statik balans ayarının özü, çarkın ağırlık merkezini balans milinin ekseniyle hizalamak için balans ağırlıklarını ayarlayarak taşlama çarkı grubunun ağırlık merkezinin ofsetini manuel olarak ayarlama işlemidir.
Statik balanslama için ana destek aracı taşlama taşı balanslama standıdır. Büyük çaplı taşları dengelemek için silindirik balans sehpaları ve daha küçük çaplı taşları dengelemek için bıçak kenarı balans sehpaları vardır.
Şekil 1'de gösterildiği gibi, statik balans standı bir destek çerçevesi 1 ve aynı çapta iki paralel şafttan 2 oluşmaktadır. İki şaft statik balanslama için ray görevi görür ve düşük yüzey pürüzlülüğü ve yüksek sertlik gerektirir. Kullanım sırasında, yatay olarak ve aynı seviyede konumlandırılmalıdırlar.
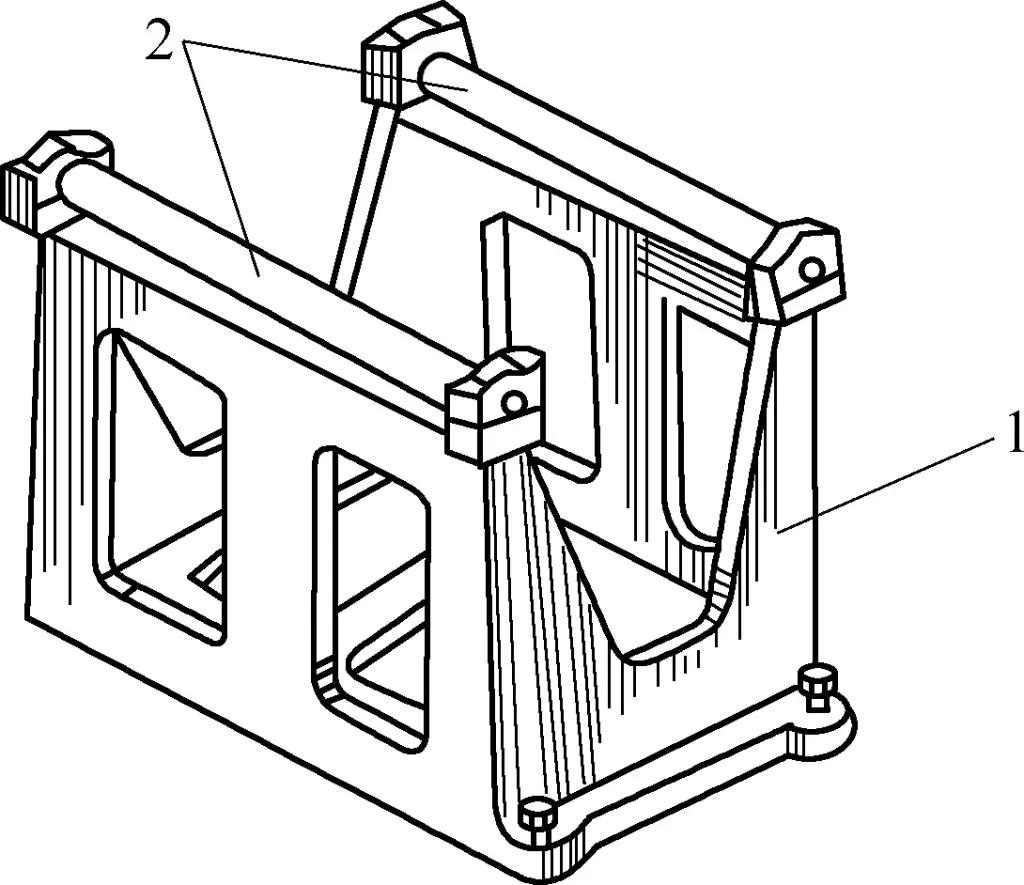
1-Destek çerçevesi
2 Şaftlı
Statik dengeleme için gösterge, taşlama taşının yatay raylar üzerinde herhangi bir konumda sabit kalabilmesidir.
Taşlama taşları görünüşle ilgisi olmayan kırılgan aletlerdir, bu nedenle inceleme, taşıma veya depolama sırasında özel dikkat gösterilmelidir. Nispeten küçük darbeler taşta çatlaklara neden olabilir ve herhangi bir çatlak taşlama işlemi sırasında taşta patlamaya yol açabilir. öğütme işlemi. Bu nedenle, çalışma sırasında, özellikle de nakliye sırasında ekstra dikkat gereklidir.
Taşlama taşlarını kullanırken şu üç ilkeye uyun:
1) Taşlama taşını asla düşürmeyin veya çarpmayın. Düşürülmüş, darbe almış veya kontrol edildiğinde anormallikler tespit edilmiş taşları kullanmayın.
2) Islak veya yağlı taşlama taşları kullanmaktan kaçının.
3) Taşlama disklerini kuru bir yerde saklayın (aşırı ısı veya nemden kaçının). Tekerlekleri raflara yerleştirirken, tekerlekler üzerinde aşırı basıncı önlemek için dikey olarak saklayın. Kullanıma hazır olana kadar tekerlekleri ambalajlarında saklayın. Tekerlekleri taşırken düz bir şekilde yerleştirmeyin ve üst üste koymayın.
1) Sol ve sağ tekerlek flanşlarının aynı çapa sahip olduğundan, tekerlekle aynı temas alanına sahip olduğundan ve çatlak, toz ve pas içermediğinden emin olun.
2) Taşlama diskini disk flanşları arasında sabitlerken, her bir flanş ile disk tarafı arasına bir kağıt sızdırmazlık contası (diskle birlikte verilir) yerleştirin. Sol ve sağ contaların kalınlığı aynı olmalı, çapı tekerlek flanş çapından büyük olmalı ve kir veya hasar içermemelidir.
3) Tekerlek flanşlarını taşlama taşı deliğine yerleştirdikten sonra, flanşları deliğe simetrik olarak oturtmak için tekerleği saat yönünde ve saat yönünün tersine yavaşça döndürün. Zorlamak için çekiç kullanmayın.
4) Tekerlek flanşlarının sıkıştırma cıvatalarını aynı torku kullanarak diyagonal bir düzende sırayla sıkın. Son sıkma için bir tork anahtarı kullanın. Son sıkma işlemi 3 adımda yapılır: ① Gerekli torkun 2/3'ünü kullanın; ② Gerekli değerden 1 ölçek işareti daha az bir tork kullanın; ③ Gerekli torku kullanın (üreticinin teknik özelliklerine göre tork değeri).
Şekil 2'de gösterildiği gibi.
Balans milinin yerleştirileceği balans tablasının temas yüzeyini temizleyin.
Hassas taşlama ve ayna finiş taşlama taşları için balans ayarı en az sekiz konumda yapılmalıdır. Ek olarak, başlangıçta balanslanmış olan taş, aşındırma için makineye takılmalı ve ardından tatmin edici olana kadar tekrar balanslanmalıdır.
Pansumandan sonra tekerleğin dengesi tekrar bozulursa, yukarıdaki adımları izleyerek balans işlemini tekrarlayın.
1) Dengeleme sehpası yatay bir konuma ayarlanmalı, özellikle uzunlamasına yön hassas bir şekilde seviyelendirilmelidir (seviyelendirmedeki hata cıva kolonunun hata değeri ile belirlenecektir; genellikle, takım tezgahının işleme hassasiyetine göre farklı hassas cıva kolonları seçilir).
2) Flanşın iç konik deliği ve dengeleme merkezi mili iyi oturmalı ve birleşme yüzeylerinde çizik, pas izi veya başka kusurlar olmamalıdır.
3) Yeni taşlama taşları genellikle mükemmel yuvarlak değildir, bu nedenle önce kabaca dengelenmeli, ardından nihai dengelemeye geçmeden önce ön giydirme yapılmalıdır.
Taşlama taşının statik balansının kalitesi, özellikle yüksek hızlı taşlamada taşlama kalitesini doğrudan etkiler. Yeniden balanslama gerekip gerekmediğini belirlemek için balanslamadan sonra tekerleğin genliği kontrol edilmelidir.
Taşlama taşının balans kalitesi ile genlik arasındaki ilişki Tablo 1'de gösterilmiştir.
Tablo 1 Taşlama taşının balans kalitesi ile genlik arasındaki ilişki
| Ölçüm yeri | Titreşim yönü | Genlik/mm | |
| İyi denge kalitesi | İyi denge kalitesi | ||
| İş milinin ön ucu (taşlama çarkı ucuna yakın) | Yatay | ≤0.3 | ≤1.2 |
| Dikey | ≤0.2 | ≤0.25 | |
| Milin arka ucu (kasnak ucuna yakın) | Yatay | ≤0.2 | ≤0.9 |
| Dikey | ≤0.2 | ≤0.15 | |
Genel olarak, yeni taşlama taşlarının iki kez balanslanması gerekir. İlk balans, tekerleği giydirmeden önce, daha sonra makineye monte ettikten sonra, tekerleğin dış çapını ve her iki uç yüzünü giydirin, ardından çıkarın ve ikinci balansı gerçekleştirin. Bazen, tekerleği bir süre kullandıktan sonra, iş parçasında poligonal titreşim izleri bulunursa, daha fazla kullanmadan önce tekerleğin çıkarılması ve yeniden dengelenmesi gerekir.
Çok tekerlekli taşlama ve şekilli tekerlek taşlamada, tekerleğin kuvvet çifti dengesini sağlamak için dinamik balanslama genellikle bir dinamik balanslama makinesinde gerçekleştirilir.
Özellikle yüksek hızlı CNC taşlama makinelerinde, tekerleğin yüksek dönüş hızı nedeniyle, toplu işleme sırasında iş parçası kalitesini sağlamak için CNC taşlama makineleri genellikle tekerlek dengeleme aletleri ile donatılmıştır. Tekerlek dengeleme aletleri genellikle iki tiptir: manuel ve otomatik. Burada esas olarak otomatik tekerlek dengeleme aletini tanıtıyoruz.
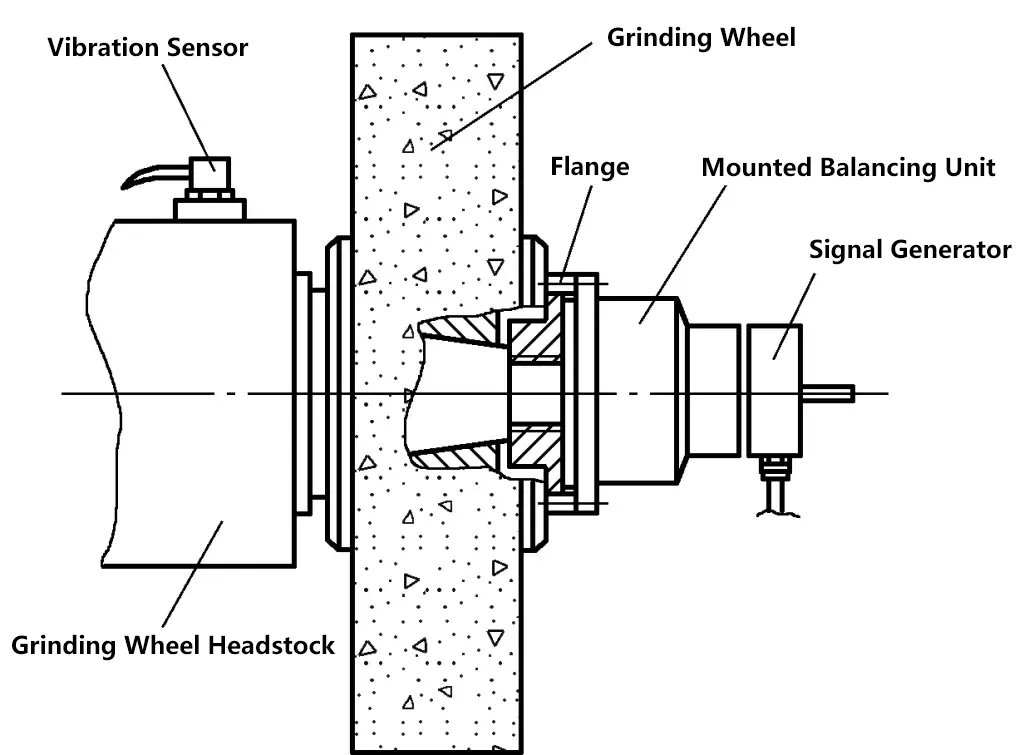
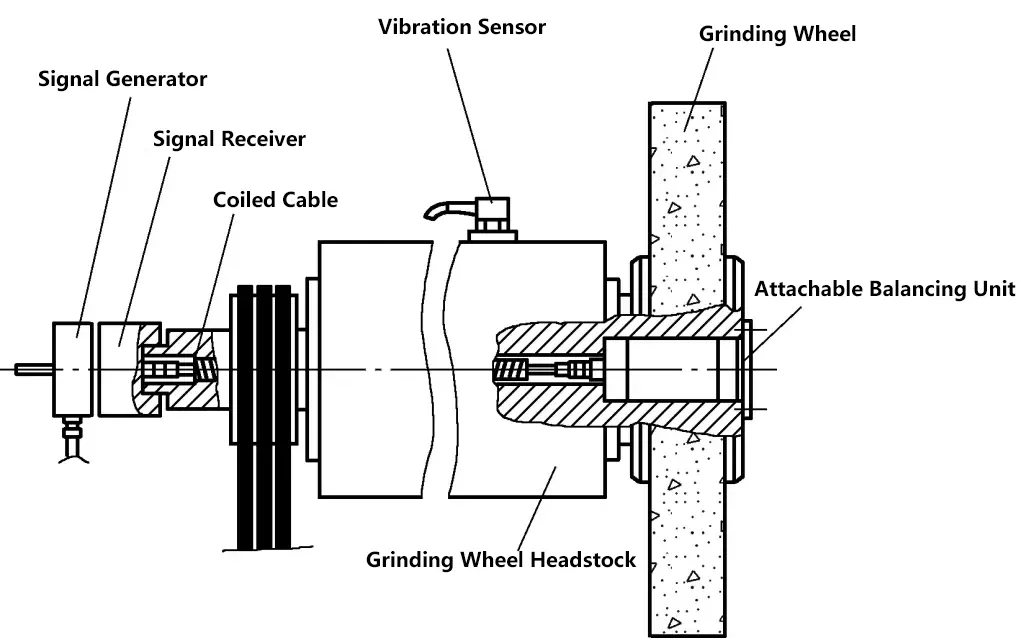
Otomatik tekerlek balans cihazları, taşlama tekerleği miline montaj yöntemlerine göre iki türe ayrılır: dahili (bkz. Şekil 3) ve harici (bkz. Şekil 4). Türü ne olursa olsun, ana cihaz bir ekran, titreşim toplamak için tekerlek çerçevesine takılan bir sensör, flanşa veya mil deliğine takılan bir dengeleme ünitesi ve bir sinyal üretecinden oluşur.
Bir taşlama taşı belirli bir süre kullanıldıktan sonra körelecek ve taşlama kabiliyetini veya doğru geometrik şeklini kaybedecektir. Tekerlek körelmesi genellikle aşındırıcı tanelerin körelmesi, aşındırıcı tanelerin ve taşlama artıklarının yapışması, tekerlek tıkanması ve tekerlek şeklinin bozulması gibi şekillerde meydana gelir.
Taşlama taşı pansuman aletleri, kesme performansını ve doğru geometrik şekli geri kazandırmak için tekerleğin körelmiş çalışma yüzeyini pansuman etmek için kullanılır. Tekerleğin çalışma yüzeyindeki aşındırıcı tanelerin keskinliği ve profil şeklinin bozulup bozulmadığı, taşlama verimliliğini ve işlenen iş parçasının yüzey kalitesini doğrudan etkiler.
Yüzey pürüzlülüğü Ra1.6μm'den az olan iş parçaları ve form taşlama için, taşa ince aşındırma yapılması gerekir.
Yüksek verimli ve yüksek hassasiyetli form taşlama için modern CNC taşlama makineleri, her bir iş parçasını taşladıktan sonra otomatik tekerlek giydirme veya sürekli tekerlek giydirme teknolojisini benimsemiştir, böylece iş parçasının yüzey pürüzlülüğü, şekli, boyutsal doğruluğu ve yüksek verimliliği sağlanır. Çarkın zamanında aşındırılması, belirli taşlama kusurlarını ortadan kaldırmak, taşlama kalitesini iyileştirmek ve taşlama verimliliğini artırmak için önemli önlemlerden biridir.
Tekerlek yüzey işlemesinin inceliği ve benimsenen işleme yöntemi, tekerleğin yapısına, iş parçası malzemesine, iş parçasının yüzey hassasiyeti gereksinimlerine ve işleme şekline göre belirlenmelidir.
Taşlama taşlarının işlenmesine yönelik temel yöntemler üç kategoriye ayrılabilir: tornalama yöntemi, rulo presleme yöntemi ve taşlama yöntemi. Yaygın taşlama taşı işleme aletleri Şekil 5'te gösterilmiştir.
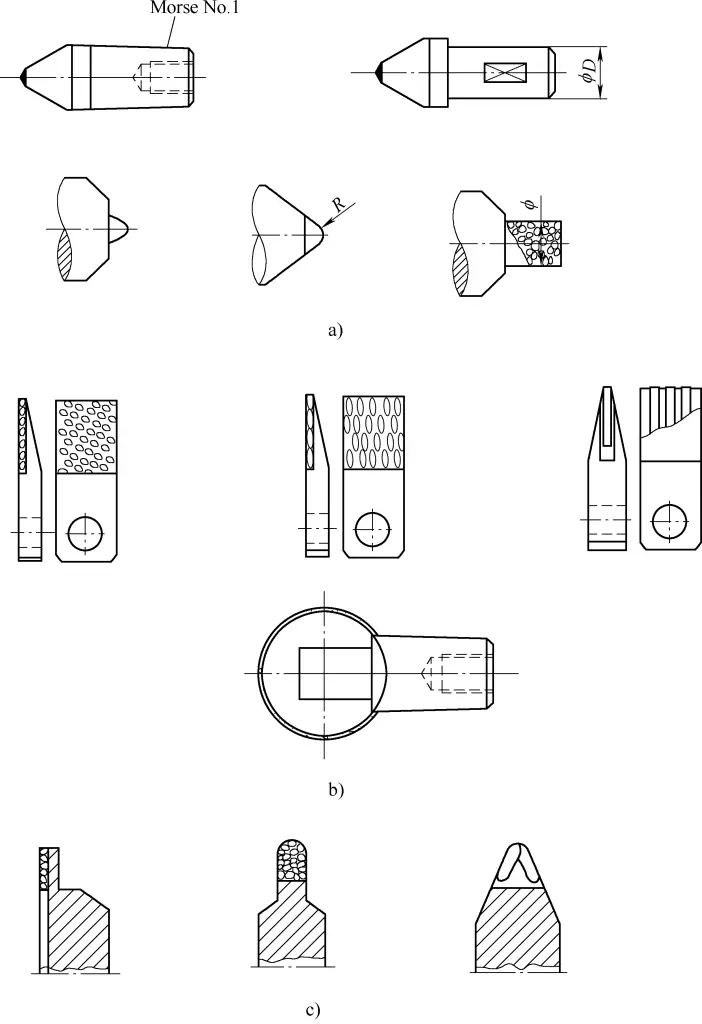
a) Pansuman kalemi
b) Giydirme plakası
c) Giydirme tekerleği







