Berilyum Bakır vs Bakır Titanyum: Kapsamlı Alaşım Karşılaştırması
Endüstriyel ihtiyaçlarınız için ideal alaşımı seçmek söz konusu olduğunda, berilyum bakır ve bakır alaşımları arasındaki farkları anlamak...

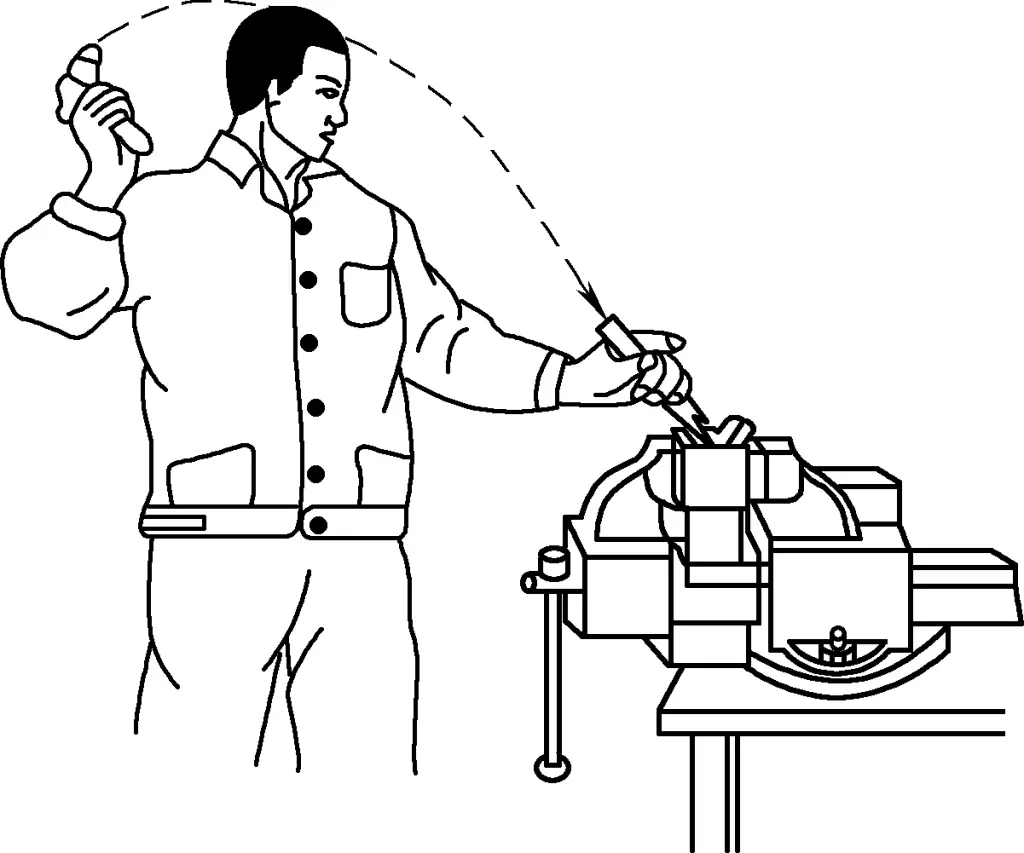
Çizime göre işlenmek üzere sınırları işaretlemek için kaba veya işlenmiş bir iş parçasının yüzeyine çizgiler çizmeye işaretleme denir.
İş parçasını işaretledikten sonra, işleme için net göstergeler vardır. İş parçası yüzeyindeki işleme payını açıkça gösterir ve çizilen çizgiler aracılığıyla deliklerin veya yüzeylerin yerini belirlemeye yardımcı olur. Markalama sayesinde, işlenmemiş parçanın her bir parçasının boyutlarının gereksinimleri karşılayıp karşılamadığını önceden kontrol etmek mümkündür. Küçük toleranslara sahip bazı boşluklar için işaretleme, israfı önleyerek bunları kurtarmanın yollarını bulmaya da yardımcı olabilir.
İşaretleme aynı zamanda boşlukla ilgili sorunları önceden belirleyerek insan gücü ve kaynak israfını önleyebilir. İşlemedeki işlevlerine göre, çizilen çizgiler üç türe ayrılabilir: işleme çizgileri, doğrulama çizgileri ve hizalama çizgileri. Çizim gereksinimlerine göre işleme sınırları olarak parçaların yüzeyine çizilen çizgilere işleme çizgileri denir.
Parçaları işledikten sonra çeşitli hataları kontrol etmek ve hatta hataların nedenlerini analiz etmek için kullanılan hatlara doğrulama hatları denir. Genel olarak, doğrulama çizgileri ile işleme çizgileri arasındaki mesafe parçanın boyutuna ve şekline bağlı olarak 5-10 mm'dir, ancak diğer çizgilerle karıştırılabilecekleri durumlarda doğrulama çizgileri atlanabilir. İşleme çizgilerinin dışında çizilen çizgiler hizalama çizgileri olarak adlandırılır ve parçayı işlemeden önce hizalamak için kullanılır.
Hizalama çizgileri ve işleme çizgileri arasındaki mesafe, parçanın boyutuna bağlı olarak genellikle 3-10 mm'dir, ancak özel durumlarda 10 mm'den fazla olabilir. Genel durumlarda, işleme çizgileri hizalama çizgileri olarak da kullanılabilir. Çizilen çeşitli çizgiler net ve doğru olmalıdır. Önemli çizgilerin birden fazla aktarım ve işlemden sonra silinmesini veya bulanıklaşmasını önlemek için, çizgiler üzerinde zımba işaretleri yapılmalıdır.
Markalama düzlemsel markalama ve üç boyutlu markalama olarak ikiye ayrılabilir. Düzlemsel markalama, parçanın bir yüzeyinde, yani bir düzlemde yapılır; üç boyutlu markalama, parçanın birkaç farklı düzleminde, yani üç boyutta markalama yapılır.
İşaretleme aletleri arasında çiziciler, işaretleme mastarları, yüzey mastarları, kumpaslar, çekiçler, merkez zımbalar vb. bulunur. İşaretleme aletlerini kullanırken şunlara dikkat edin: işaretleme için kullanılan iğne uçlarının tümü sertleştirilmiş veya sert alaşımla uçlandırılmıştır ve çarpılmamalı veya vurulmamalıdır; yükseklik ölçer daha hassas bir işaretleme aletidir ve boş yüzeyde doğrudan işaretleme için değil, yalnızca ölçüm için kullanılmalıdır.
Merkez zımbalar takım çeliğinden yapılır ve su verme işlemiyle sertleştirilir, uç açıları genellikle 45°-60° olacak şekilde taşlanır. İşaretlemeden sonra, merkez zımbalar genellikle kolay gözlem için çizgiler üzerinde küçük, düzgün zımba işaretleri yapmak için kullanılır. Delik açarken veya yay çizerken, merkez zımbalar merkezi işaretlemek için de kullanılır, böylece matkap ucunun veya pusula noktasının merkezle hizalanması kolaylaşır.
Sıkıştırma ve destek araçları, iş parçasını sıkıştırmak ve desteklemek için kullanılan V-blokları, C-kelepçeleri, krikolar ve çeşitli şimleri içerir.
Parça çizimindeki noktaların, çizgilerin ve yüzeylerin konumunu belirlemek için kullanılan veriye tasarım verisi denir. Markalama referans noktası, markalama sırasında boyutları, geometrik şekilleri ve iş parçası üzerindeki çeşitli elemanların göreceli konumlarını belirlemek için kullanılan parça üzerindeki belirli noktaları, çizgileri ve yüzeyleri ifade eder. Diğer boyutsal çizgiler bu noktalardan, çizgilerden ve yüzeylerden başlayarak ölçülür.
İşaretleme referans noktasının doğru seçilmesi iyi bir çizgi işaretleme için çok önemlidir. Makul bir markalama referans noktası markalamayı kolay ve doğru hale getirebilirken, kötü seçilmiş bir referans noktası başarısız markalamaya yol açabilir. Bu nedenle, işaretlemeden önce parça için uygun referans noktasını seçmek için çizim ve işleme teknolojisini dikkatlice analiz etmek gerekir.
Referans noktası seçimi için genel ilkeler şunlardır: ilk olarak, işaretleme referans noktasını tasarım referans noktasıyla tutarlı hale getirmeye çalışın; ikinci olarak, işlenmemiş parçanın şeklini göz önünde bulundurun, tercihen işlenmemiş parçadaki delikleri veya geniş düz yüzeyleri işaretleme referans noktası olarak kullanın.
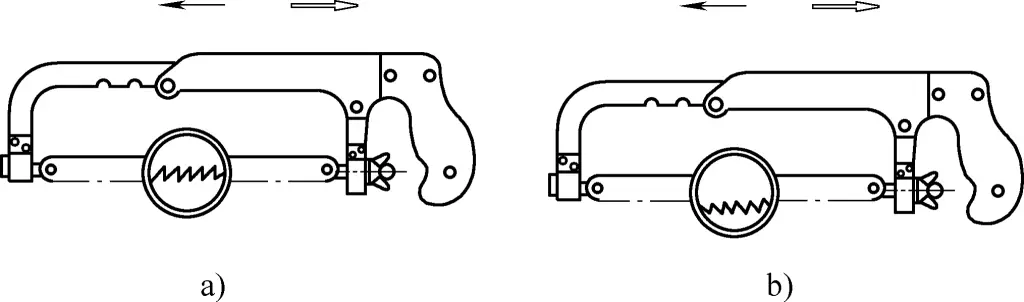
Aşağıdaki üç tip referans noktası seçimi yaygın olarak kullanılmaktadır:
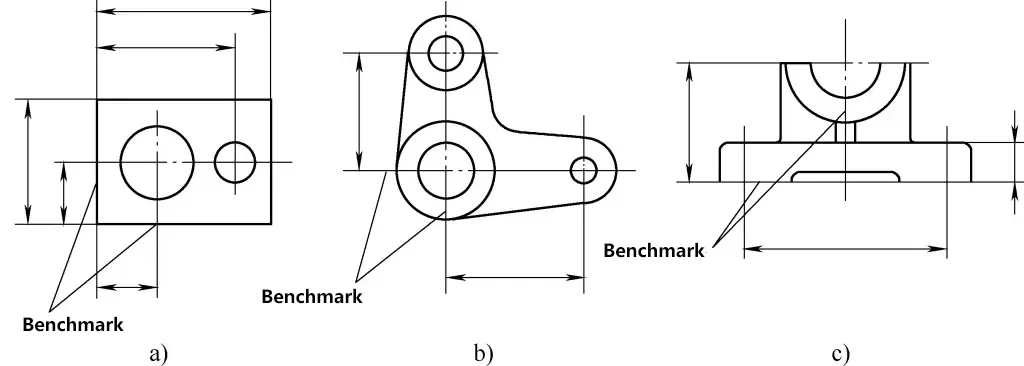
Şekil 1a'da gösterildiği gibi, her yöndeki çoğu boyut bu iki yüzeye (çizimdeki tasarım referans noktası) göre işaretlenir. Bu durumda, bu iki yüzey işaretleme referans noktası olarak kullanılabilir.
Şekil 1b'de gösterildiği gibi, bu parçadaki çoğu boyut bu iki merkez çizgisinden işaretlenmiştir ve her iki yöndeki boyutlar kendi merkez çizgilerine göre simetriktir. Bu nedenle, bu iki merkez çizgisi işaretleme referans noktası olarak kullanılabilir.
Şekil 1c'de gösterildiği gibi, bu parçanın dikey boyutları alt çizgiye göre belirlenirken, yatay boyutlar merkez çizgiye göre simetriktir.
Teknolojik nedenlerden dolayı, işlenecek döküm, dövme ve kaynaklı boşlukların boyutlarında ve şeklinde belirli hatalar ve kusurlar vardır. Hataların büyük olması iş parçasının hurdaya ayrılmasına neden olabilir. Bu nedenle markalamadan önce boşluklar üzerinde hizalama yapılmalı, markalama referansı belirlendikten sonra hizalama işlemi gerçekleştirilmelidir.
Hizalama sırasında aşağıdaki ilkelere uyulmalıdır:
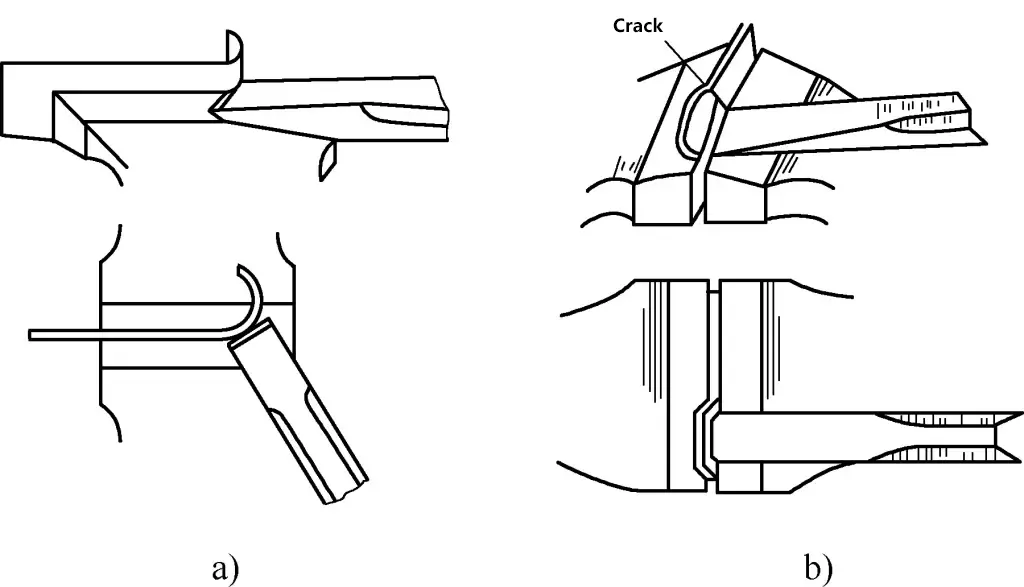
1) Boş iş parçası üzerinde işlenmemiş yüzeyler olduğunda, markalamadan önce işlenmemiş yüzeye göre hizalayın. Bu, işlenmemiş yüzey ile işlenecek yüzey arasında tutarlı bir kalınlık sağlayacaktır.
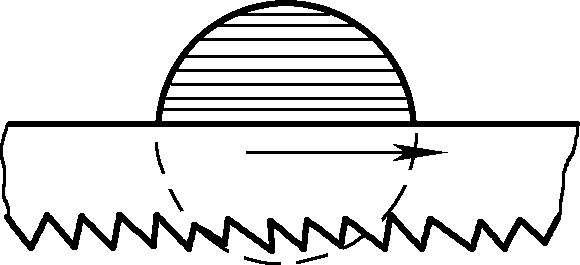
Şekil 2'de bir rulman yatağı boşluğu gösterilmektedir. Dış daire ve A yüzeyinin işlenmesine gerek yoktur. İç delik için işleme çizgisini işaretlerken, önce dış daireye göre hizalayın, deliğe bir dolgu maddesi (kurşun blok veya ayarlanabilir merkezleme aleti) yerleştirin, merkezi bulmak için bir işaretleme mastarı kullanın ve iç delik için işleme çizgisini merkeze göre işaretleyin.
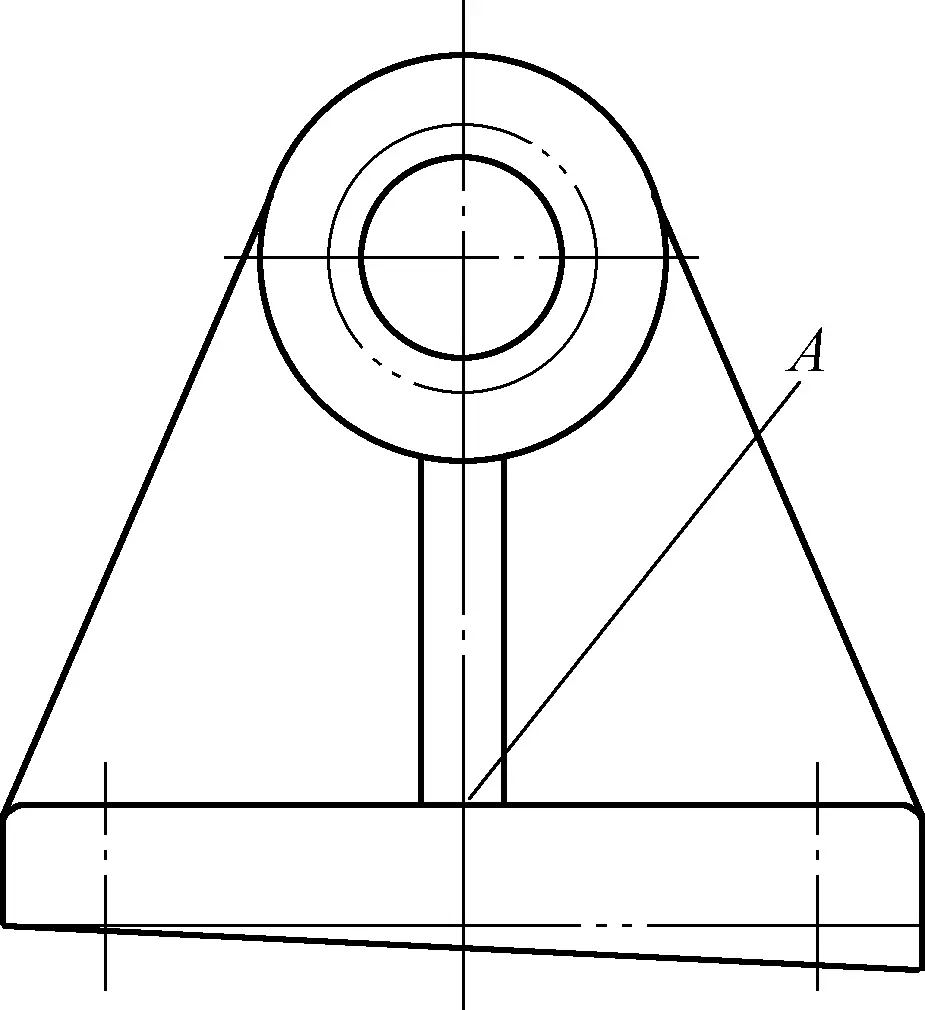
Bu şekilde, iç delik ve dış daire temel olarak eşmerkezliliğe ulaşabilir. Benzer şekilde, alt yüzey için işleme çizgisini işaretlemeden önce, ilk olarak üst düzlem A'ya (işlenmemiş yüzey) göre hizalayın ve alt yüzey için işleme çizgisini işaretleyin. Bu, taban boyunca nispeten eşit kalınlık sağlar.
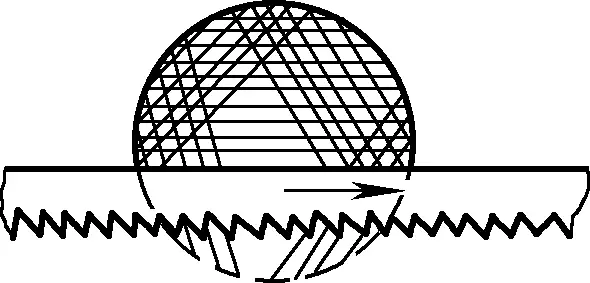
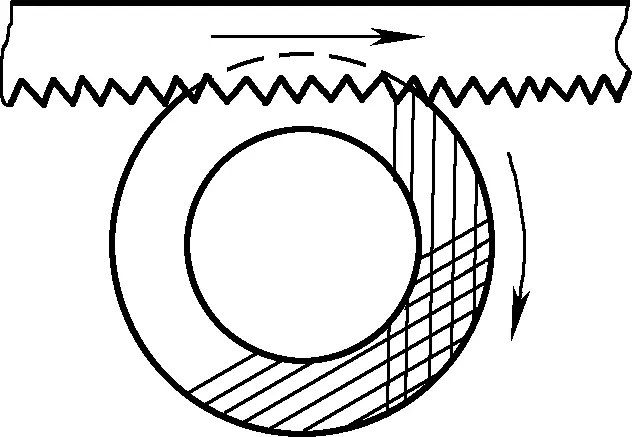
2) İşlenmemiş parçanın tüm yüzeyleri işlenecekse, işaretlemeden önce işlenecek her yüzeyin konumunu hizalayın. Bu, işlenecek her yüzeyde makul ve düzgün bir işleme payı dağılımı sağlar ve düzensiz veya çarpık payı önler.
Parçaların çeşitli yapısal şekilleri nedeniyle, hizalama işi iş parçasının gerçek durumuna göre yapılmalıdır. İş parçası üzerinde iki veya daha fazla işlenmemiş yüzey olduğunda, diğer daha az önemli işlenmemiş yüzeyleri göz önünde bulundururken, ana hizalama referansı olarak daha büyük, daha önemli veya daha yüksek görünüm kalitesine sahip yüzeyi seçin. Bu, ana işlenmemiş yüzeyler ile işlenecek yüzeyler arasındaki boyutların (muhafazanın duvar kalınlığı, çıkıntıların yüksekliği vb.) mümkün olduğunca eşit olmasını sağlamak ve ikincil veya daha az belirgin alanlardaki telafisi zor hataları yansıtmak içindir.
Parça üzerinde zaten işlenmiş yüzeyler varsa, işlenmiş yüzey hizalama referansı olarak kullanılmalıdır.
Boş parçanın şekli, boyutu ve konumundaki hatalar ve kusurlar hizalamadan sonra giderilemediğinde, durumu düzeltmek için malzeme ödünç alma yöntemini kullanmayı düşünün.
Uygun olmayan işlenmemiş parça küçük bir tolerans sapmasına sahip olduğunda, deneme işaretleme ve ayarlama yoluyla, işlenecek her yüzeyin işleme payını işlenmemiş parça üzerinde yeniden dağıtarak orijinal hatanın etkisini en aza indirir ve onu nitelikli bir ürüne dönüştürür. Bu düzeltici yönteme malzeme ödünç alma denir.
Malzeme ödünç alırken, malzeme ödünç alma yönünü ve boyutunu belirlemek için önce işlenmemiş parçanın çeşitli bölümlerinin boyutlarını ve ofsetlerini kontrol edin ve referans çizgilerini işaretleyin. Ardından, uygun olana kadar kalan çizgileri deneme amaçlı işaretleyin.
Şekil 3, bir döküm hatasının A deliğinin 6 mm sağa kaymasına neden olduğu ve merkez mesafesini tasarlanan 200 mm'den 194 mm'ye değiştirdiği bir dişli kutusu muhafazasını göstermektedir. Geleneksel olarak, her iki delik de çıkıntıların işlenmemiş dış dairelerine göre hizalansaydı, A deliğinin sağ tarafında işleme payı olmayacak ve hurdaya neden olacaktı.
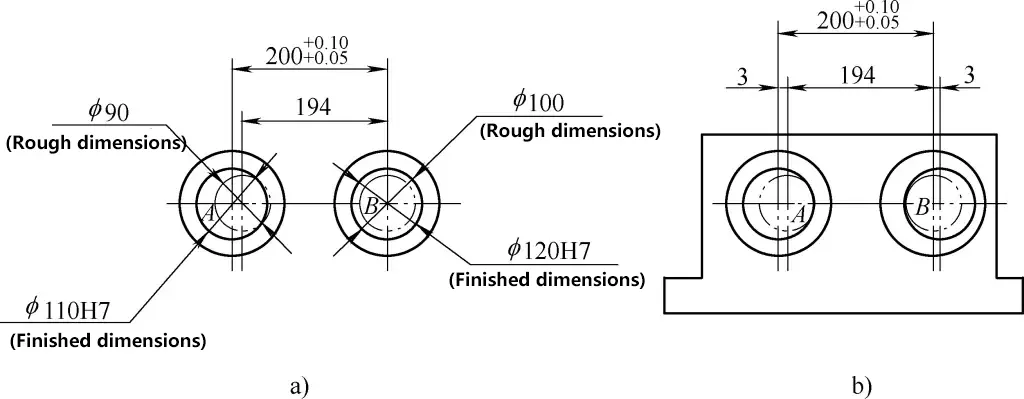
Şimdi, malzeme ödünç alma yöntemini kullanarak, A ve B deliklerini sırasıyla 3 mm sola ve sağa kaydırın. Her iki deliğin merkez çizgilerini ve iç delik çevresi boyut çizgilerini deneme amaçlı işaretleyin. Bu şekilde, her iki delik de uygun işleme payına sahip olur. Bu yaklaşım, döküm hatasını her iki deliğin çıkıntılarının dış dairelerine eşit olarak dağıtır ve dış daire çıkıntıları ile iç delikler arasında hafif bir eksantrikliğe neden olur (bkz. Şekil 3b). Bununla birlikte, eksantriklik derecesi önemli değildir ve genellikle görünüm kalitesi üzerinde çok az etkisi vardır, genellikle parçanın gereksinimlerini karşılar.
1) Çizimi dikkatlice analiz edin, parçanın işlevini ve gereksinimlerini ve makinedeki ilgili işaretleme alanlarını netleştirin. Bazı daha karmaşık parçaların tamamlanması için birden fazla işaretleme ve işlem gerekir. Bu nedenle, markalamadan önce, parçanın tüm sürecine aşina olun ve bu süreç için çizgileri gerektiği gibi işaretleyin. İşaretleme yaparken, işleme sırasında kaldırılacak çizgileri işaretlemekten ve gereksiz çizgileri işaretlemekten kaçının.
2) İşaretleme referansını seçin.
3) İş parçasını temizleyin ve inceleyin. Yükselticileri, parlamayı, kumu, yağı vb. çıkarın.
4) İş parçasına renk uygulayın. Döküm ve dövme boşluklar için, beyaz kireç bulamacı (beyaz kireç, su tutkalı veya şeftali sakızının su ile karıştırılmasıyla yapılır) renklendirme için yaygın olarak kullanılır. İş parçasının yüzey pürüzlülüğü yüksek ve miktarı çok az olduğunda, iş parçasını renklendirmek için beyaz tebeşir de kullanılabilir.
İşlenmiş yüzeyler genellikle renklendirici (bazik boya) eklenmiş açık altın suyu (gomalak vernik ve alkol çözeltisi karışımı) ile renklendirilir. Kullanılan kaplama türü ne olursa olsun, net bir işaretleme sağlamak için ince ve eşit bir şekilde uygulanmalıdır. Çok kalın uygulanırsa soyulabilir.
5) Çizgileri işaretleyin.
6) İşaretli çizgilerin doğru olup olmadığını ve herhangi bir çizginin eksik olup olmadığını dikkatlice kontrol edin.
7) Çizgiler üzerinde zımba işaretleri. Merkez zımba kullanırken, uç çizginin veya deliğin merkeziyle hizalanmalı ve çekiç kuvveti uygun ve eşit olmalıdır. Zımba işaretleri çizgilerin ve deliklerin merkezinde olmalı, eğik olmamalıdır. Zımba işaretleri arasındaki mesafe ve boyutları, iş parçasının boyutuna, çizgilerin uzunluğuna ve deliklerin boyutuna göre belirlenmeli ve işleme için açıkça görülebilmeleri sağlanmalıdır.
Genel olarak, işleme hatları üzerindeki zımba işaretleri çok büyük veya derin olmamalıdır. Zımba işaretlerinin yoğunluğu "düz çizgilerde seyrek, eğrilerde yoğun ve kesişme noktalarında belirli" ilkesini izlemelidir. Kaba boşluklar ve delik merkezleri için, delme sırasında merkezlemeye yardımcı olduklarından daha büyük ve daha derin zımba işaretleri daha iyidir. İnce plakalarda veya ince iş parçalarında, deformasyonu önlemek için çok fazla güç kullanmayın. Daha yumuşak malzemelerde ve ince işlenmiş yüzeylerde zımba işaretleri yasaktır.
1) Bölme Başlığının Yapısı
Bölme kafası, çevreyi eşit olarak bölmek için kullanılan bir araçtır ve genellikle işaretlemede kullanılır. Şekil 4a'da üniversal bir bölme kafasının dış şekli gösterilmektedir. Üniversal bölme kafası temel olarak bir kabuk, mil, tambur şeklinde dönen gövde, bölme plakası ve bölme çatalından oluşur.
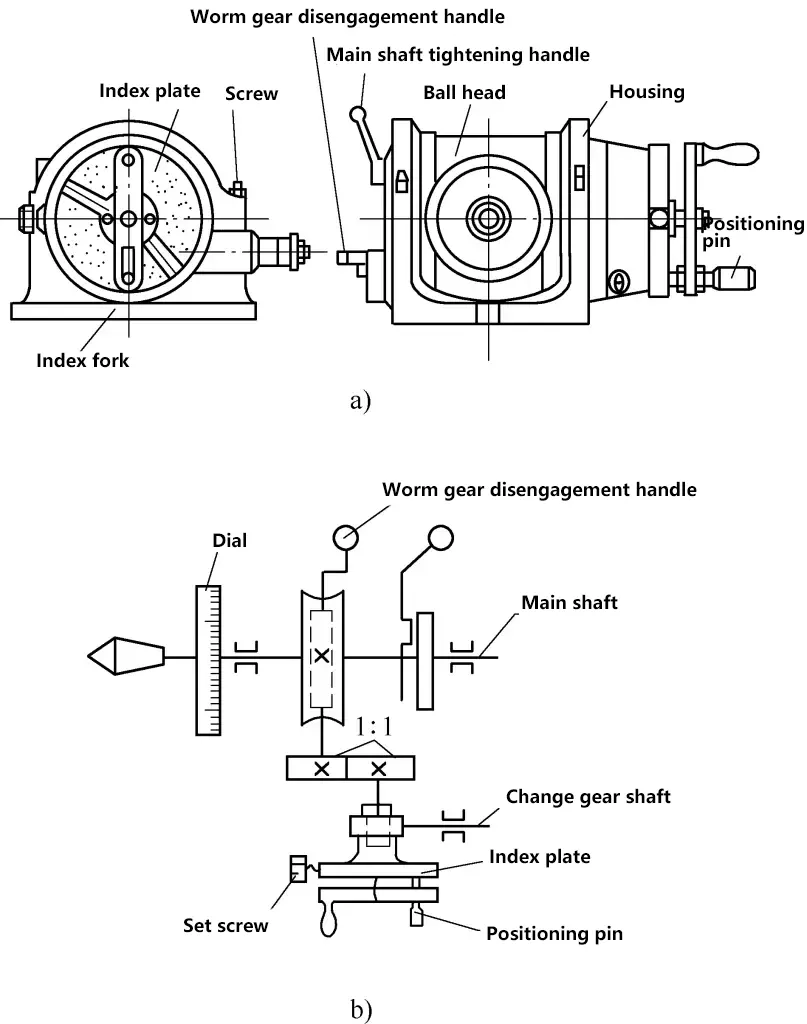
a) Dış form
b) Tahrik sistemi
İş milinin ön ucunda, bir merkez yerleştirmek ve kendinden merkezlemeli bir aynayı monte etmek için kullanılabilen bir iç konik delik ve dış dişler bulunur. Bölme plakası da iş miline sabitlenir ve onunla birlikte döner, bölme için 0° ila 360° derecelendirmeler kullanılır.
Milin küresel kafası, kabuğun dairesel kılavuz rayı içinde dönebilir ve bu aralıktaki herhangi bir açıda dönerek çalışma tezgahı yüzeyine göre 90° yukarı ve 10° aşağı eğilmesine izin verir. Uygun açı seçildikten sonra, uygun işaretleme için kabuk üzerindeki vidalarla sabitlenebilir.
Bölme kafasının tahrik sistemi Şekil 4b'de gösterilmiştir. Bölme kafası kolunun bir ucu bölme plakasının ortasındaki manşona takılırken, diğer ucun dişlisi sonsuz mil üzerindeki dişliye geçer.
Basit bölme için, bölme plakasını sabitlemek için sabitleme vidasını kullanın, kolu çevirin ve dişli aktarımı yoluyla, sonsuz dişli çarkı bölme için dönmeye yönlendirir. Bölme plakasının arkasındaki değiştirme dişli mili, bölme için değiştirme dişlilerinin takılabileceği karmaşık bölme içindir.
2) Bölme Prensibi ve Hesaplama
Bölme kafası, çevreyi eşit olarak bölmek veya açı çizgilerini işaretlemek için kullanılabilir. İş parçasını bölme kafası milinin ön ucuna takın, bölme kafasını işaretleme platformuna yerleştirin ve yatay çizgileri, dikey çizgileri ve çeşitli açı çizgilerini işaretlemek için bir çizme bloğu ile birlikte kullanın.
Bölme kafasındaki sonsuz dişli çark diş sayısını tek marşlı bir sonsuz dişli ile 40'a ayarlayın. Kol bir tur döndüğünde, bölme kafası bir turun 1/40'ı kadar döner. İş miline monte edilen iş parçasının z eşit parçaya bölünmesi gerekiyorsa, yani her 1/z devrinde bir çizgi çizilmesi gerekiyorsa, kolun dönüş sayısı iletim ilişkisi formülüne göre hesaplanabilir. Yani
1/40=1/(zn)
n = 40/z
Nerede
Örnek 1 Bir bölme başlığı kullanarak bir çevreyi sekiz eşit parçaya bölün.
Çözüm z=8 verildiğinde, n=40/z=40/8=5, yani kol, çevre üzerinde bir çizgi çizmek için 5 tur döner.
Örnek 2 Bir bölme başlığı kullanarak bir çevreyi altı eşit parçaya bölün.
Çözüm z=6 verildiğinde, n=40/z=40/6=63, yani iş parçasının bir devrin 1/6'sı kadar dönmesi için kol (6+2/3) devir döner.
Örnek 2'de görüldüğü gibi, üretimde, tutamağın tam sayı olmayan bir devir sayısında dönmesi gereken durumlarla karşılaşmak yaygındır. Bu gibi durumlarda hesaplama yapmak için aşağıdaki formülü kullanın. Yani
40/z=a+P/Q
Nerede
3) Bölme plakalarının seçimi
Bölme plakaları bölme sayımı için kullanılır. Bölme plakası üzerinde farklı sayılara sahip çok hassas küçük deliklerden oluşan birkaç daire vardır. Bölme işleminden sonra hesaplanan n değeri bir kesir içerdiğinde, bu kesrin pay ve paydası, paydayı bölme plakası üzerindeki belirli bir dairedeki delik sayısına eşit hale getirmek için aynı faktörle genişletilmelidir (veya azaltılmalıdır). Ortaya çıkan pay değeri, kolun dönmesi gereken delik aralığı sayısıdır.
Yukarıdaki Örnek 2'de olduğu gibi, kol 6 tur döndükten sonra hala bir turun 2/3'ünü dönmesi gerekmektedir. Tablo 1'e bakıldığında, pay ve paydanın her ikisi de 8 ile çarpılarak 2/3 16/24'e genişletilebilir, yani 24 delikli daire üzerinde 16 delik aralığı döndürülebilir.
Elbette 2/3, 44/66 olarak da genişletilebilir, yani 66 delikli daire üzerinde 44 delik açmak anlamına gelir, bu da benzer şekilde ana milin bir devrin 2/3'ü kadar dönmesine neden olur. Diğer birçok kata genişletilebilir, ancak daha fazla delikli daireler eksen merkezinden daha uzakta olduğundan, kolu çevirmek daha uygundur, bu nedenle genellikle bunlar kullanılır. Üniversal bölme kafası genellikle birden fazla bölme plakası ile birlikte gelir ve çeşitli bölme plakalarındaki delik sayıları Tablo 1'de görülebilir.
Tablo 1 Bölme plakaları üzerindeki delik sayısı
| Dahil olan plaka sayısı | Bölme plakaları üzerindeki delik sayısı |
| 1 tabak | Ön: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 Sırt: 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 |
| 2 tabak | 1. plakanın önü: 24, 25, 28, 30, 34, 37 Sırt: 38, 39, 41, 42, 43 2. plakanın önü: 46, 47, 49, 51, 53, 54 Sırt: 57, 58, 59, 62, 66 |
| 3 tabak | Blok 1: 15, 16, 17, 18, 19, 20 Blok 2: 21, 23, 27, 29, 31, 33 Blok 3: 37, 39, 41, 43, 47, 49 |
Bölme çatalı bölmeyi doğru ve hızlı hale getirebilir. Bölme çatalı, kolu çevirmeden önce ayarlanmalıdır. İki çatal ayağı arasındaki açı, delik aralıklarının sayısına göre ayarlanabilir.
Ayarlama yaparken, açılar arasındaki delik sayısı gerekli delik aralığı sayısından bir fazla olmalıdır, çünkü ilk delik sıfır olarak sayılır ve sadece ikinci delik bir delik aralığı olarak sayılır. Kolun her bir bölme dönüşünden sonra, bölme çatalı kolun dönüş yönünde yeni konumlandırma pozisyonuna (ikinci bölmenin başlangıç pozisyonu) döndürülmelidir.
Bölme kafasını kullanırken, her bölmeden önce mil kilitleme kolu gevşetilmelidir. Bölme sırasında, doğru bölmeyi sağlamak için bölme kolu tek yönde döndürülmelidir. Bölme kolu önceden belirlenmiş delik konumuna dönmek üzereyken, çok fazla dönmemesine dikkat edin; konumlandırma pimi deliğe tam oturmalıdır.
Çok ileri gittiğini fark ederseniz, yaklaşık yarım tur geri çevirmeli ve ardından tekrar önceden belirlenmiş delik konumuna çevirmelisiniz. Çizgileri bölerken ve çizerken, çizgi çizme işlemi sırasında gevşemesini önlemek için mili sıkın.
Hammaddelerin veya iş parçalarının testere kullanılarak kesilmesi veya yarık açılması şeklindeki işleme yöntemine testere ile kesme denir.
Testere bıçağı kesme parçasıdır. El testeresi bıçakları genellikle 300 mm uzunluğundadır, genellikle karbonlu takım çeliğinden veya alaşımlı çelikten yapılır ve ısıl işlemle sertleştirilir. El testereleri ileri itme sırasında kesim yapar, bu nedenle testere bıçağı dişleri öne bakacak şekilde takılmalıdır. Testere bıçağı geriye doğru takılırsa sadece normal kesim yapamaz, aynı zamanda diş aşınmasını da hızlandırır. Testere bıçağının montaj yöntemi Şekil 5'te gösterilmiştir.
a) Doğru
b) Yanlış
Testere dişlerinin kabalığı, testere bıçağının 25 mm uzunluğundaki diş sayısı ile ifade edilir ve 14, 18, 24 ve 32 seçenekleri vardır. Kaba dişli testere bıçakları daha büyük talaş kanallarına sahiptir ve yumuşak malzemelerin ve daha büyük kesitlerin kesilmesi için uygundur; ince dişli testere bıçakları ise sert malzemelerin, ince plakaların veya boruların kesilmesi için uygundur. Testere bıçağı kabalığının özellikleri ve uygulamaları Tablo 2'de gösterilmiştir.
Tablo 2 Testere bıçağı kabalığının özellikleri ve uygulamaları
| Testere dişi kabalığı | 25mm uzunluk başına diş sayısı | Uygulama |
| Kaba | 14~18 | Yumuşak çelik, pirinç, alüminyum, dökme demir, saf bakır ve yapay reçine malzemelerin kesilmesi |
| Orta | 22~24 | Orta sertlikte çelik, kalın duvarlı çelik borular, bakır boruların kesilmesi |
| Güzel | 32 | İnce saf metaller, ince duvarlı borular |
| İnce ila Orta | 32~20 | Genellikle fabrikalarda başlangıç kesimleri için kullanılır |
Testere bıçağının sıkılığı orta düzeyde olmalıdır ve testere çerçevesi üzerindeki kelebek somun kullanılarak ayarlanabilir. Çok sıkı olması halinde testere bıçağı yüksek gerilim altında kalacak ve gerekli esnekliğini kaybederek kırılmaya eğilimli hale gelecektir; çok gevşek olması halinde ise testere bıçağı kolayca bükülüp kırılabilir ve testere kesimi eğri hale gelebilir. Takılan testere bıçağı, düz bir testere kesimi sağlamak ve testere bıçağının kırılmasını önlemek için gerekli olan testere çerçevesi ile aynı orta düzlemde tutulmalıdır.
Testereyi iterken iki tür testere çerçevesi hareketi vardır: biri doğrusal harekettir, düz alt yüzeyli yuvalar veya ince duvarlı iş parçaları için uygundur; diğeri testere çerçevesinin yukarı ve aşağı sallanmasına izin verir, bu da kesme direncini azaltabilir, iş verimliliğini artırabilir ve el yorgunluğunu azaltarak kullanımı daha doğaldır.
Kesme hızı çok yüksek olduğunda, kesilen malzeme çok sert olduğunda veya uygun kesme sıvısı kullanılmazsa, diş kısmının aşırı ısınmasına, diş kenarlarının hızla aşınmasına, testere bıçağı ile testere kesiği arasındaki sürtünmenin artmasına ve testere dişlerinin daha da hızlı aşınmasına neden olabilir.
Kesmeye başlarken, başlangıç açısı çok büyükse, testere dişleri iş parçasının keskin kenarına takılırsa veya seçilen testere bıçağının diş kabalığı uygun değilse veya kesme sırasında itme açısı aniden değişirse veya kesilen malzemede aniden sert yabancı maddelerle karşılaşılırsa, bunların tümü diş kırılmasına neden olabilir; Testere bıçağı çok gevşek veya çok sıkı takılırsa, iş parçası sıkıca kenetlenmezse, testere dengesizse ve titreşim üretirse veya eğri bir testere kesiminde düzeltmeler çok ani yapılırsa, bunların tümü testere bıçağının kırılmasına neden olabilir.
Boruları ve ince plakaları keserken, ince dişli testere bıçakları kullanılmalıdır. Aksi takdirde, diş aralığı plaka kalınlığından daha büyükse, testere dişlerinin kancalanmasına ve diş kaybına veya kırılmasına neden olur. Bu nedenle, kesme sırasında, testere dişlerinin kancalanması ve kırılmaya neden olması olgusunu önlemek için en az iki veya daha fazla testere dişi kesit üzerinde aynı anda kesilmelidir.
Keserken, malzemenin şekline ve kalınlığına bağlı olarak, kesme yöntemleri aşağıdaki türlere ayrılabilir.
Kesim için düzgün bir kesit gerekiyorsa, baştan sona sürekli olarak kesilmelidir (bkz. Şekil 6); kesilen kesit için gereksinimler yüksek değilse, birkaç yönde kesilebilir (bkz. Şekil 7), bu da daha küçük testere yüzeyi nedeniyle kesmeyi kolaylaştırır ve böylece iş verimliliğini artırır.
Bir boruyu kesmeden önce, eksene dik bir testere çizgisi çizin. Testere çizgisi için gereksinimler yüksek olmadığından, en basit yöntem, iş parçasının dış çevresine testere boyutlarına göre dikdörtgen bir kağıt şerit (işaretleme için düz kenarlı) sarmak ve ardından bir kalemle işaretlemektir. Kesme işlemi sırasında boru doğru şekilde kelepçelenmelidir. İnce borular ve hassas işlenmiş borular için, borunun düzleşmesini veya yüzeye zarar vermesini önlemek için V şeklinde olukları olan iki ahşap ped arasına sıkıştırılmalıdır.
İnce duvarlı boruları keserken, başlangıçtan bitişe kadar sürekli olarak tek yönde kesmeyin. Aksi takdirde, testere dişleri boru duvarına takılır ve ufalanmaya neden olur. Doğru yöntem, önce borunun iç duvarını tek yönde kesmektir; ardından boruyu testere itme yönünde belirli bir açıyla döndürün, orijinal testere çentiğine bağlayın ve borunun iç duvarını tekrar kesin. Kademeli olarak yön değiştirin ve Şekil 8'de gösterildiği gibi kesilene kadar döndürmeye ve kesmeye devam edin.
Nispeten ince sac malzemeleri keserken, kesme sırasında bükülme ve titreşim meydana gelebilir ve bu da ilerlemeyi imkansız hale getirebilir. Keserken mümkün olduğunca geniş yüzeyden kesmeye çalışın. Levhanın yalnızca dar yüzeyinden testere ile kesmek mümkün olduğunda, iki ahşap tahta kullanılarak levha sıkıştırılabilir ve ahşap tahtalarla birlikte testere ile kesilebilir. Bu, testere dişlerinin takılmasını önlemek ve ayrıca Şekil 9a'da gösterildiği gibi testere sırasında titreşimi önleyerek ince tabakanın sertliğini artırmak içindir.
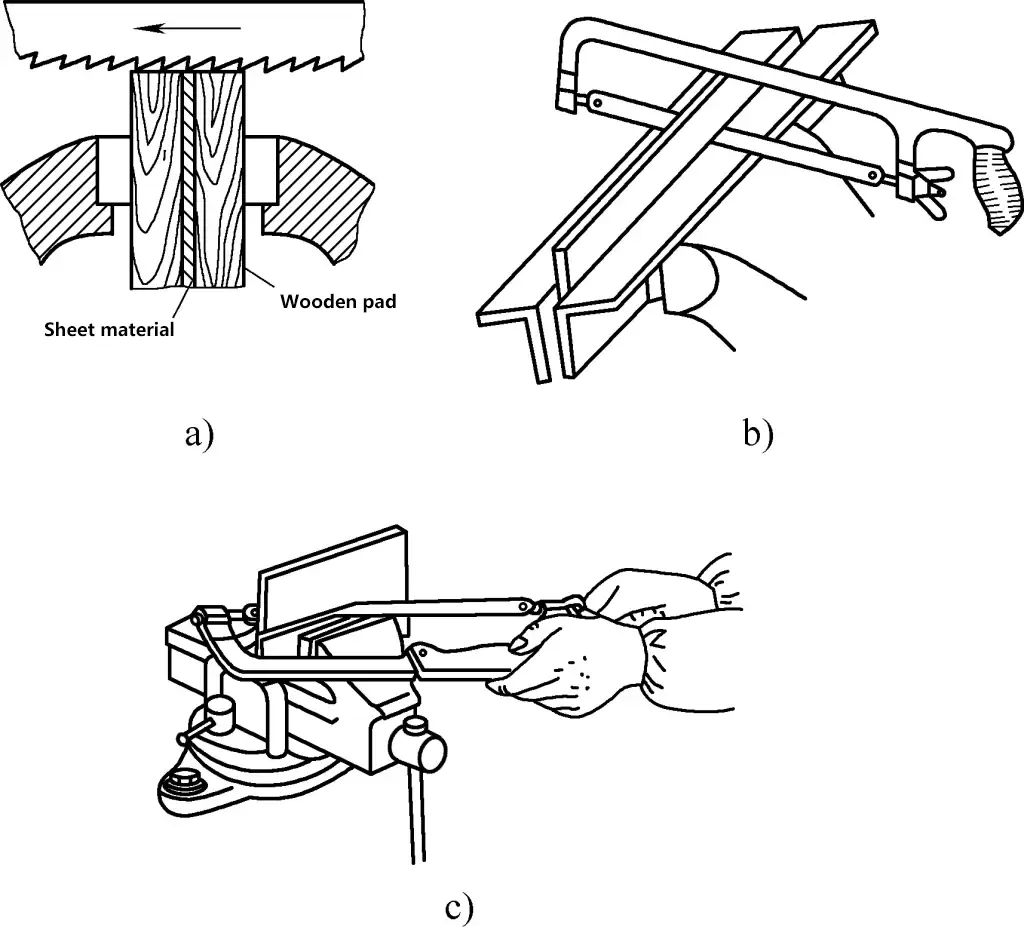
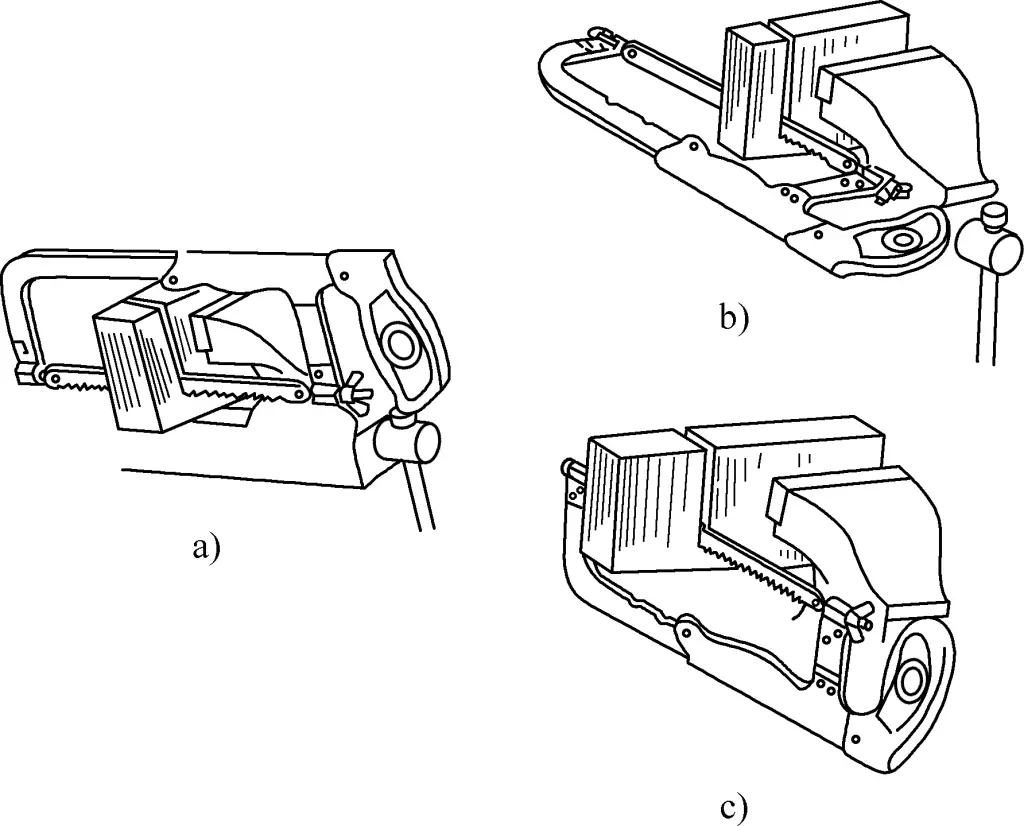
Daha uzun bir sac malzeme kesiliyorsa, mengene çeneleri için destek plakası olarak iki köşebent kullanılabilir, sac malzeme sıkıca sıkıştırılabilir ve ardından Şekil 9b'de gösterildiği gibi köşebent boyunca kesilebilir. Alternatif olarak, ince sac malzeme bir tezgah mengenesine sıkıştırılabilir ve Şekil 9c'de gösterildiği gibi testere dişlerinin ufalanmasını önlemek için ince sac ile temas eden diş sayısı artırılarak bir el testeresi ile yatay olarak kesilebilir.
Testere çentiğinin derinliği testere çerçevesinin genişliğini aştığında, testere bıçağı 90° döndürülmeli ve testere çerçevesi iş parçasının yan tarafına çevrilerek yeniden takılmalıdır. Çerçeve yana çevrildiğinde testere çerçevesinin yüksekliği hala yeterli değilse, testere bıçağı Şekil 10'da gösterildiği gibi dişleri testereye bakacak şekilde (bıçak çerçeve içinde 180° döndürülerek) takılabilir.
Keskileme, bir keskiye çekiçle vurarak iş parçalarını işleme yöntemidir. Bu işleme keskileme denir. Keskileme esas olarak döküm parçalardaki çapakların alınması, sac malzemelerin kesilmesi, atık perçinlerin ve paslanmış vidaların çıkarılması, eşleşen parçalardaki yanlış hizalanmış çıkıntıların kesilmesi, yağ kanallarının kesilmesi gibi mekanik işlemenin uygun olmadığı durumlarda kullanılır. Bazen nispeten küçük alanların kaba işlenmesi için de kullanılır.
Keskinin kalitesi, keskileme kalitesini ve verimliliğini doğrudan etkiler. Keski kalitesini etkileyen ana faktörler, kesici kenarın rasyonel şekli ve sertliğidir.
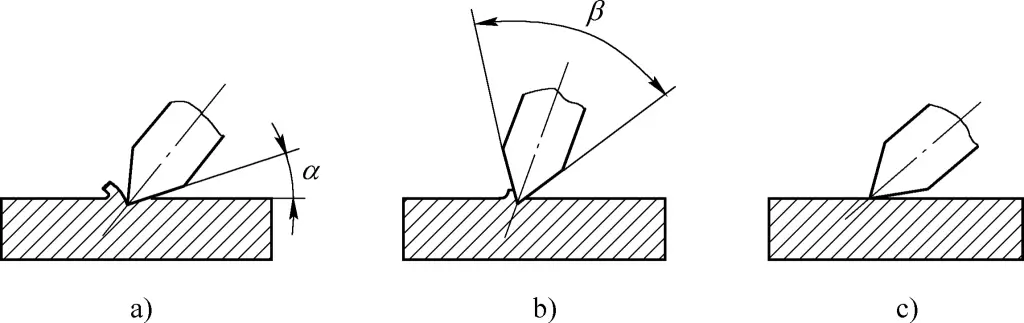
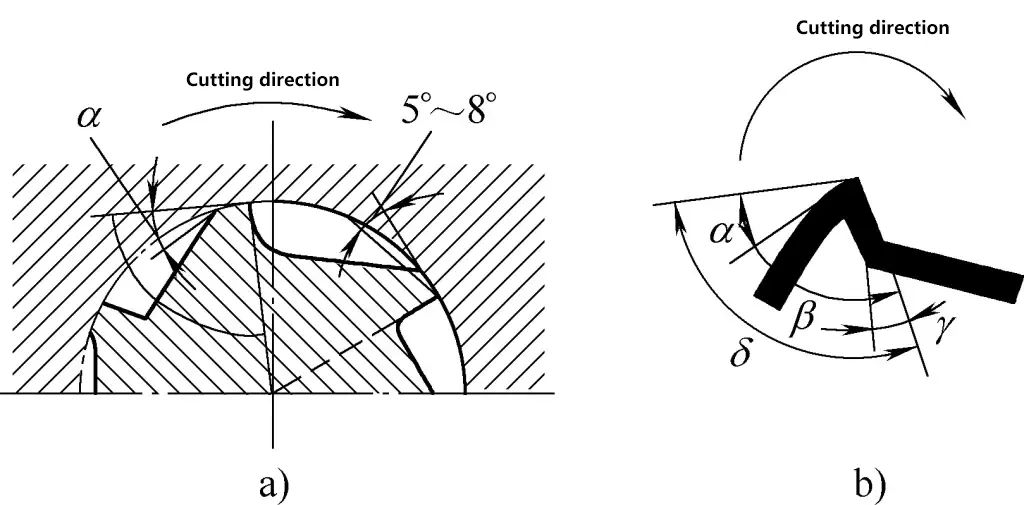
Kesici kenarın (kesme parçası) şekli, kesici kenarın ön yüzü ile arka yüzü arasındaki açı olan kama açısı β ile temsil edilir. Kama açısı ne kadar büyük olursa keski kenarının mukavemeti o kadar yüksek olur, ancak kesme direnci de o kadar büyük olur; kama açısı ne kadar küçük olursa keski kenarı o kadar keskin olur. Bu nedenle, kama açısını seçerken, yeterli mukavemeti sağlarken mümkün olan en küçük değer alınmalıdır. Sert malzemeleri keserken, kama açısı daha büyük olmalı ve yumuşak malzemeleri keserken, kama açısı daha küçük olmalıdır.
Çelik veya dökme demir gibi sert malzemeler kesilirken kama açısı tipik olarak 60° ila 70°'dir; orta sertlikteki malzemeler için kama açısı 50° ila 60°'dir; bakır veya alüminyum gibi yumuşak malzemeler için kama açısı 30° ila 50°'dir.
Keskinin arka yüzü ile kesme düzlemi arasındaki açıya arka açı denir. Arka açının büyüklüğü keskinin tutulduğu pozisyona göre belirlenir. Arka açının amacı, arka yüz ile kesme yüzeyi arasındaki sürtünmeyi azaltmak ve keskinin malzemeye nüfuz etmesini kolaylaştırmaktır. Arka açı genellikle deneyimle belirlenir, genellikle 5° ila 8° arasındadır. Çok küçükse kayabilir; çok büyükse Şekil 11'de gösterildiği gibi çok derin kesebilir.
Keski kenarının sertliği, kesilen iş parçasının sertliğinden daha yüksek olmalıdır. Keski kenarı ne kadar sert, keskin ve kıvrılmaya daha az eğilimli olursa o kadar iyidir. Ancak sertlik çok yüksekse keski kenarının kırılganlaşmasına ve kolayca yongalanmasına, hatta parçaların fırlayıp birini yaralamasına neden olabilir. Bu nedenle keskinin sertliği uygun olmalıdır.
Keskiler genellikle T7A takım çeliğinden dövülür ve ısıl işleme tabi tutulur. Keskilerin ısıl işlemi su verme ve temperleme işlemlerini içerir. "Sarı sıcaklığa" su verilmiş keskiler daha yüksek sertliğe ancak daha düşük tokluğa sahiptir; "mavi sıcaklığa" su verilmiş olanlar ise daha düşük sertliğe ancak daha yüksek tokluğa sahiptir. Genel olarak, bu ikisi arasında bir sertlik kullanılır - "altın sarısı ısıya" kadar su verilir.
Özel yöntem aşağıdaki gibidir: Keskinin yaklaşık 20 mm uzunluğundaki kesici kısmını bir ısıtma fırınında 750-800°C'ye (kiraz kırmızısı renk) ısıtın, ardından hızlıca çıkarın ve su verme işlemini tamamlamak için keskiyi soğuması için dikey olarak soğuk suya yerleştirin (daldırma derinliği 5-6 mm).
Keski suda soğutulurken, su yüzeyi boyunca hafifçe sallanmalıdır. Bu, soğumayı hızlandırmak, su verme sertliğini artırmak, bu çizgide keski kırılmasını önlemek için sertleştirilmiş ve sertleştirilmemiş parçalar arasında net bir sınır oluşmasını önlemek, keski yüzeyine yapışan hava kabarcıklarını gidermek ve su verme sırasında yumuşak noktaların oluşmasını önlemek için yapılır. Su verme işleminden sonra keskinin de temperlenmesi gerekir, bu da kendi artık ısısı kullanılarak yapılır.
Su verilmiş keskinin su yüzeyinin üzerindeki kısmı siyaha döndüğünde, sudan çıkarın, oksit ölçeğini silin ve keski kenarının renk değişimini gözlemleyin. Genel geniş keskiler için, kenar kısmı mora döndüğünde (morumsu kırmızı ile koyu mavi arasında) ve genel dar keskiler için, kenar kısmı kahverengimsi kırmızıya döndüğünde (sarımsı kahverengi ile kırmızı arasında), keskiyi soğuması için tekrar suya daldırın. Bu, keskinin tüm su verme-temperleme sürecini tamamlar.
Keskiyi tamamen soğuk suya daldırma zamanlaması, kesici kenarın sertliğini büyük ölçüde etkiler. Eğer çok erken olursa, kenar çok kırılgan olur; eğer çok geç olursa, kenar çok yumuşak olur. Sadece sürekli pratik yaparak ideal keski sertliğine ustalıkla ulaşılabilir. Kışın su verme işlemi için ılık su kullanılmalıdır, aksi takdirde kesici kenar kolayca kırılabilir.
Keskiyi keskinleştirirken, ön ve arka yüzlerin pürüzsüz ve düz olduğundan, kama açısının doğru ve keskin olduğundan emin olun. Gerekirse, bir tekerlek üzerinde taşlandıktan sonra, bir bileme taşında ince bir şekilde taşlanmalıdır. Taşlama sırasında, yüksek sıcaklıklar nedeniyle tavlamayı önlemek için sürekli olarak su ile soğutmak önemlidir.
Şekil 12'de gösterildiği gibi düz keskiler, uç keskiler ve yağ oluklu keskiler dahil olmak üzere çeşitli keski türleri vardır.
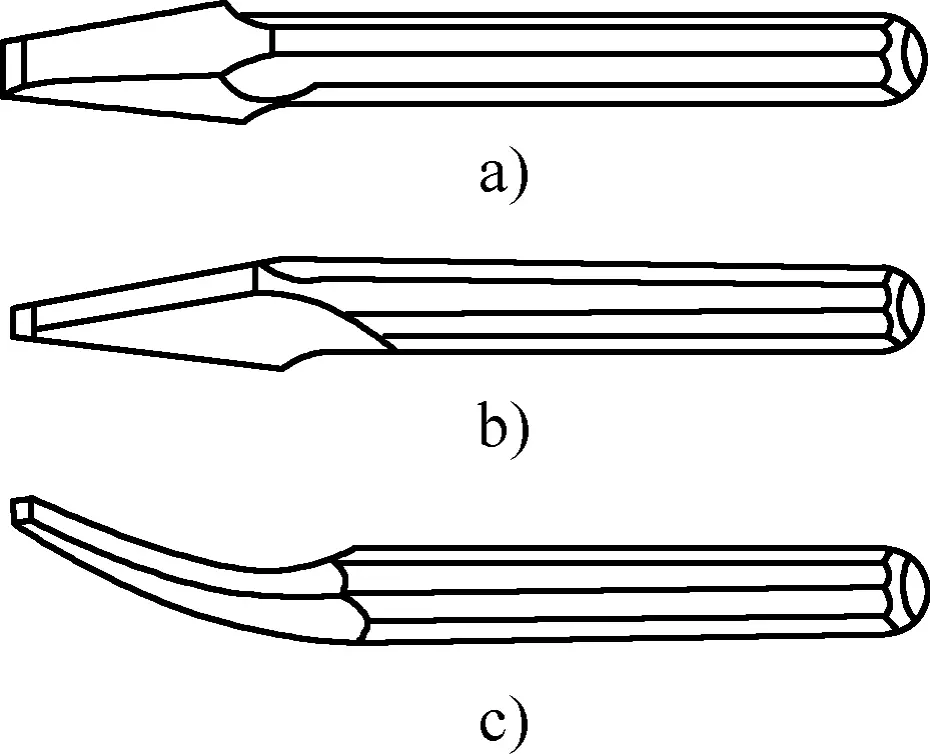
a) Düz keski
b) Uç keski
c) Yağ oluklu keski
Keski yaparken gözler keski kenarına odaklanmalıdır. Yeni başlayanlar genellikle çekiç veya keski sapını izler, bu yanlıştır. Çekiç sallanırken kol rahat olmalı ve kişi bilek gücünü kullanmayı öğrenmelidir. Keski ile iş parçası arasındaki açı uygun olmalıdır; keski çok fazla eğilirse çok derin keser; çok az eğilirse kesemez ve kayabilir. Doğru keskileme yöntemi Şekil 13'te gösterilmiştir.
Düz bir keski kullanırken, keskin köşeden başlamak daha kolaydır. Kesimin sonuna yaklaşırken, iş parçasının ucunun çatlamasını önlemek için dikkatli olun. Genellikle, uca yaklaşık 10 mm kaldığında, arkanızı dönebilir ve kalan kısmı diğer yönden kesebilirsiniz.
Dar düz bir yüzey yontulurken, keski kenarı kesmeyi kolaylaştırmak için ilerleme yönüne doğru bir açıyla eğilebilir. Daha geniş düz bir yüzeyi yontarken, genellikle önce bir oluk oluşturmak için dar (uç) bir keski kullanmak, ardından kalan malzemeyi çıkarmak için düz bir keski kullanmak daha etkilidir.
Keskilemeden önce, yağ oluğu keskisinin kesici kısmını çizimdeki yağ oluğu uç yüzünün şekline göre doğru bir şekilde keskinleştirin. Keskileme sırasında keskinin eğim açısı, kesilen yağ oluğunun pürüzsüz ve derinlik bakımından tutarlı olmasını sağlamak için kavisli yüzeyle birlikte değişmelidir. Ayarlamalar gerekli olabilir ve yontma işleminden sonra oluk kenarlarındaki çapaklar düzeltilmelidir.
Şekil 14'te gösterildiği gibi, ince sacları keserken, iş parçasının kesme çizgisi mengene çeneleri ile aynı hizada olmalıdır. İş parçasını sıkıca kelepçeleyin ve mengene çenesi boyunca sac yüzeyine bir açıyla (yaklaşık 45°) düz bir keski kullanın. Yontulan sacın kalınlığı çok kalın olmamalı, genellikle 4 mm'nin altında olmalıdır.
a) Doğru
b) Yanlış
Örs üzerinde büyük boyutlu sacları keserken, keski kenarının zarar görmesini önlemek için altına yumuşak bir demir ped yerleştirin.
Kavisli sacları keskilemek için genellikle önce kontur çizgisi boyunca yakın aralıklı bir dizi delik açın, ardından düz bir keski ile kademeli olarak kesin.
Tablo 3 Yontulmuş düz yüzeylerdeki kusur türleri ve nedenleri
| Kusur türü | Nedenler |
| Pürüzlü yüzey | 1. Keski kenarı yontulmuş veya kıvrılmış ve keskin değil 2. Düzensiz çekiç darbeleri 3. Keski kafası düz bir şekilde dövülerek kuvvet yönünün sürekli değişmesine neden olmuştur |
| Düz olmayan yüzey | 1. Keskileme sırasında belirli bir kesitte arka açı çok büyüktür, bu da kesilen yüzeyin içbükey olmasına neden olur 2. Keskileme sırasında belirli bir kesitte arka açı çok küçüktür ve kesilen yüzeyin dışbükey olmasına neden olur |
| Sırtlı yüzey | 1. Sol el keskiyi doğru konumlandırmadı ve tutmadı, bu da keski kenarının eğilmesine ve tekrar keski yaparken kenar açısının içeri girmesine neden oldu 2. Keski kenarı bileme sırasında ortası içbükey olacak şekilde taşlanmıştır |
| Yıpranma ve köşe çökmesi | 1. Keskiyi uca ulaştığında döndürmemek, kenar yontulmasına neden olmak 2. Köşenin çökmesine neden olacak şekilde çok büyük bir kesim yapmak |
| Boyutsal yanlışlık | 1. Keskiye başlarken yanlış ölçüler 2. Zamanında ölçüm ve denetim yapılmaması |
Çizimde belirtilen gerekli boyutları, şekli ve yüzey pürüzlülüğünü elde etmek için bir parçanın yüzeyinden fazla metali çıkarmak için eğe kullanmaya eğeleme denir. Keskileme veya testere ile kesme işleminden sonra parçaların ince işlenmesi için kullanılabilir. Hem düz hem de kavisli yüzey işleme için uygundur.
Eğeleme, 0,01 mm'ye kadar hassasiyet ve Ra0,8μm'ye kadar yüzey pürüzlülüğü ile nispeten ince bir manuel işleme yöntemidir. Törpüleme, tesisatçılar için temel bir beceri olan tesisatçılık işindeki ana çalışma yöntemlerinden biridir ve üretimde sıklıkla kullanılır.
Eğeler yüksek karbonlu takım çeliği T12 veya T13'ten yapılır ve genellikle 62-67HRC sertlikte suda sertleştirilir. Eğe dişleri tek kesimli ve çift kesimli modellerde gelir.
Tek kesimli eğelerin sadece bir yönde dişleri vardır ve genellikle alüminyum ve kalay gibi yumuşak metallerin veya daha pürüzsüz bir yüzey gerektiren yüzeylerin eğelenmesi için kullanılır.
Çift kesimli eğelerde kesişen iki yönde düzenlenmiş dişler bulunur. Üretim sürecine göre, önce kesilen daha sığ dişler eğenin merkez hattıyla 55°'lik bir açı oluşturan alt dişlerdir; daha sonra kesilen daha derin dişler ise eğenin merkez hattıyla 75°'lik bir açı oluşturan üst dişlerdir. Alt ve üst dişlerin farklı açıları nedeniyle törpüleme sırasında törpü izleri üst üste gelmez ve daha pürüzsüz bir yüzey elde edilir.
Alt ve üst diş açıları aynı olsaydı, eğe dişleri eğenin merkez çizgisi boyunca kademelenmeden hizalanırdı, bu da eğelenmiş yüzeyde oluklara ve daha pürüzlü bir finisaja neden olurdu. Eğe dişlerinin inceliği, diş aralığının büyüklüğü ile ifade edilir. İncelik dereceleri aşağıdaki gibi sınıflandırılır:
Diş aralığı 2,3-0,83 mm olan kaba eğeler için kullanılır.
0,77-0,42 mm diş aralığına sahip orta eğeler için kullanılır.
Diş aralığı 0,33-0,25 mm olan ince eğeler için kullanılır.
Diş aralığı 0,25-0,20 mm olan ekstra ince eğeler için kullanılır.
Diş aralığı 0,20-0,16 mm olan süper ince eğeler için kullanılır.
Eğe kalınlığı seçimi genellikle iş parçasının işleme payına, gerekli işleme hassasiyetine ve malzeme sertliğine bağlıdır. Kaba eğeler daha geniş talaş boşluklarına sahiptir ve genellikle yumuşak malzemelerin yanı sıra daha büyük işleme payları veya daha düşük hassasiyet ve yüzey pürüzlülüğü gereksinimleri olan iş parçalarının eğelenmesi için uygundur. İnce eğeler ise bunun tam tersidir.
Yumuşak malzemeler üzerinde ince eğeler kullanıldığında, talaşlar eğeyi kolayca tıkayabilir, sadece iş parçası yüzeyini çizmekle kalmaz, aynı zamanda ciddi durumlarda eğeyi kullanılamaz hale getirebilir. Bu nedenle, ince eğeler yumuşak metallerin eğelenmesi için uygun değildir.
Eğelerin ömrünü uzatmak için sert metaller üzerinde yeni eğeler kullanmayın; suda sertleştirilmiş iş parçaları üzerinde eğe kullanmayın; sert derili dövme parçalar veya kumlu döküm parçalar için yarı keskin bir eğe kullanmadan önce bunları çıkarın; yeni bir eğenin önce bir tarafını kullanın ve köreldiğinde diğer tarafını kullanın; erken aşınmayı önlemek için eğeleri aşırı hızlarda kullanmaktan kaçının.
Eğeler, dişlerdeki talaşları gidermek için pirinç tel fırça ile düzenli olarak temizlenmelidir. Ayrıca paslanmayı ve kaymayı önlemek için su ve yağdan uzak tutulmalıdır. Kullanmadığınız zamanlarda eğeleri kuru bir yerde saklayın.
Çekme eğeleme (bkz. Şekil 15a) iş parçasının aynı yönde eğelenmesini içerir. Bu, düzgün ve çekici, son parlatma için uygun düz eğe izleri üretir.
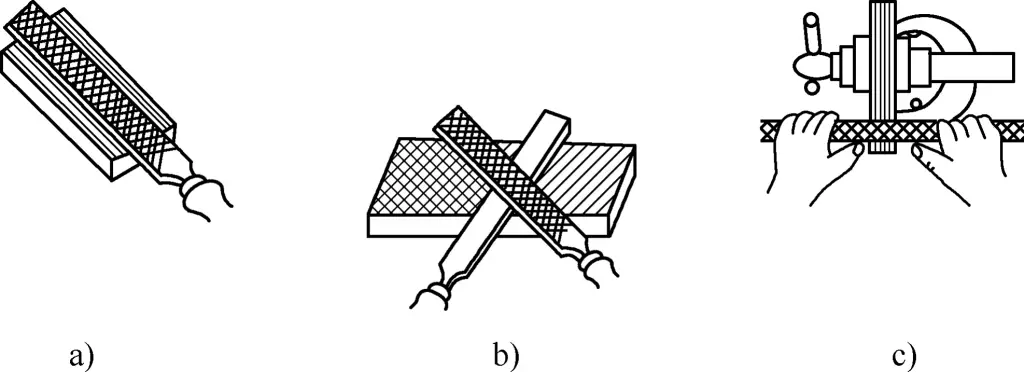
a) Dosyalama çizimi
b) Çapraz dosyalama
c) Travers dosyalama
Çapraz eğeleme (bkz. Şekil 15b), iş parçasının kesişen iki yönden eğelenmesini içerir. Eğeleme sırasında eğe ile iş parçası arasında daha fazla temas olur ve bu da eğeyi sabit tutmayı kolaylaştırır. Eğe izleri ayrıca yüzeydeki yüksek ve alçak noktaları göstererek düz bir yüzey elde etmeyi kolaylaştırır. Tamamlamaya yaklaştığınızda çekme eğelemeye geçin.
Çapraz eğeleme (bkz. Şekil 15c), eğenin her iki elle simetrik olarak tutulmasını ve eğeyi iş parçasının uzunluğu boyunca itmek için başparmakların kullanılmasını içerir. Dar, uzun düz yüzeylerin törpülenmesi ve boyutların ayarlanması için uygundur.
Düz yüzeyleri törpülerken, düzlüğü kontrol etmek için metal bir düzeç veya bıçak kenarı düzeç kullanın. Düz olmayan alanları belirlemek için uzunlamasına, enine ve çapraz yönlerde hafif boşluklar olup olmadığına bakın.
Düz yüzeyleri törpülerken, özellikle küçük düz yüzeylerde büyük eğeler kullanıldığında, eğeyi düz tutmak zor olabilir ve genellikle dışbükey bir orta ile sonuçlanır. Bu durumda, hafif bir yağ kalıntısı bırakmak için alçak alanları elinizle ovalayın. Tekrar eğeleme yaparken bu alanlar kayacak ve daha az eğelenecek, dışbükey alanlar ise daha fazla eğelenerek düz bir yüzey elde edilecektir.
Eğeleme işleminin sonuna yaklaşırken, daha pürüzsüz bir yüzey elde etmek için, finisaj için kullanılan ince eğenin dişlerine bir miktar tebeşir tozu uygulayın. Tebeşir tozu eğe dişleri arasındaki boşlukları doldurarak kesme derinliğini azaltır ve daha pürüzsüz, daha eşit bir yüzey elde edilmesini sağlar.
Malzemelerde delik açmak için matkap ucu kullanma işlemine delme denir.
Makinenin türü ne olursa olsun, parçalar deliksiz monte edilemez. İki veya daha fazla parçayı birbirine bağlarken, çeşitli deliklerin açılması gerekir ve ardından bunları bağlamak için vidalar, perçinler veya diğer bağlantı elemanları kullanılır. Bu nedenle delme işlemi üretimde önemli bir rol oynar.
Delme sırasında iş parçası sabit kalırken matkap ucu aynı anda kesme hareketi ve iş parçasına ilerleme hareketi olan dönme ve aşağı doğru hareketleri gerçekleştirir. Her iki hareket de sürekli ve eşzamanlı olarak gerçekleştiğinden, matkap ucu delik açarken sarmal bir yol izler.
Burgulu matkap, Şekil 16'da gösterildiği gibi bir şaft, boyun ve çalışma parçasından oluşan ve yaygın olarak kullanılan bir matkap ucu türüdür.
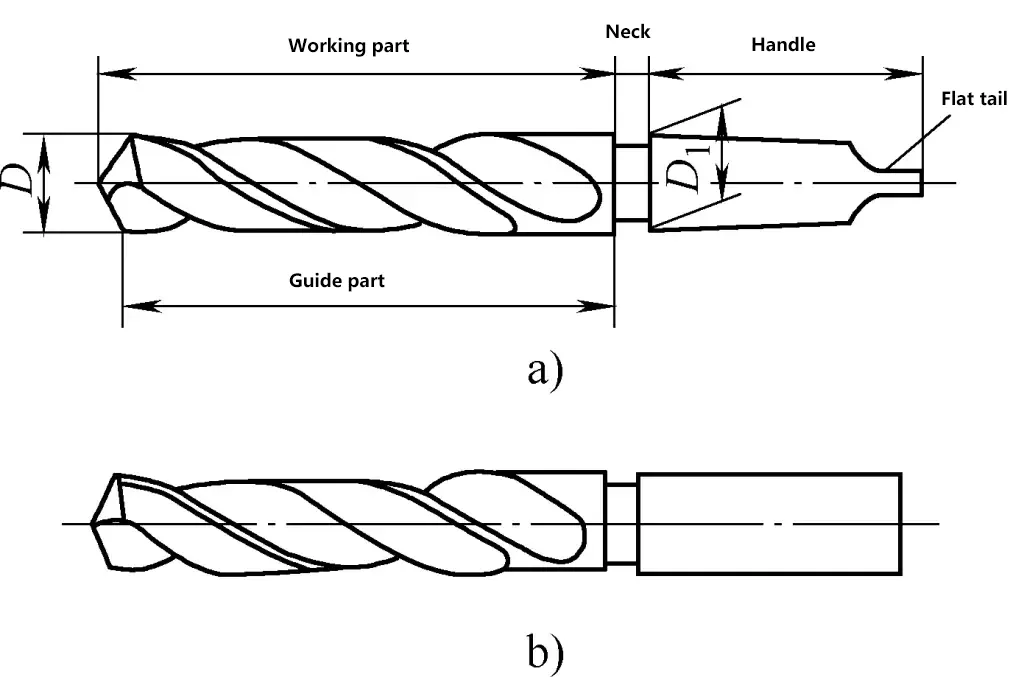
a) Konik şaft
b) Düz şaft
Bir burgulu matkabın çalışma kısmı, kesme kısmı ve kılavuz kısmı olarak ikiye ayrılabilir. Kesme kısmı ana kesme işini gerçekleştirir ve iki ana kesme kenarına, bir keski kenarına, iki tırmık yüzüne ve iki yan yüze sahiptir. Şekil 17'de gösterildiği gibi kılavuz kısım, kesme işlemi sırasında matkabın düz delme yönünü korur ve aynı zamanda kesme kısmı için bir yedek görevi görür.
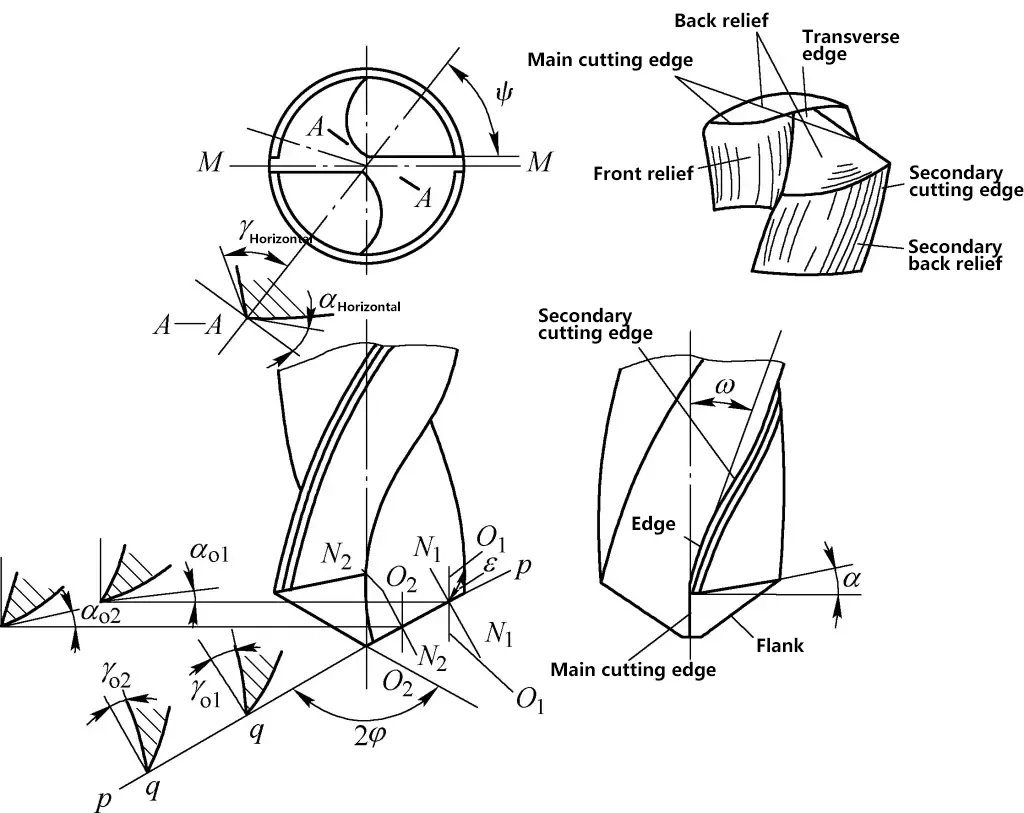
Kılavuz kısım aynı zamanda delik duvarını düzleştirme işlevi görür ve talaş kaldırma ve kesme sıvısı dağıtımına yardımcı olur. İki spiral kanala ve iki dar spiral kenara sahiptir ve kanal yüzeyleri iki kenar (ikincil kesme kenarları) oluşturmak üzere kesişir. Matkabın çapı, uçtan şafta doğru kademeli olarak azalır ve 10 mm uzunlukta tipik olarak 0,05-0,10 mm'lik bir koniklikle matkap ile delik duvarı arasındaki sürtünmeyi azaltır.
Burgulu matkabın çalışma bölümünün ekseni boyunca uzanan katı parçaya matkap göbeği denir. İşlevi, matkap ucunun gücünü ve sertliğini korumak için iki spiral kanalı birbirine bağlamaktır. Matkap göbeği, kesme kısmından şafta doğru kademeli olarak genişler.
Matkap ucunun çalışma parçasının malzemesi genellikle 62-68 HRC'ye su verilmiş yüksek hız çeliğinden yapılır.
Şekil 17'de gösterildiği gibi, delme sırasında kesme düzlemi şekildeki p-p düzlemidir ve taban düzlemi q-q'dur. İki düzlem birbirine diktir. Kesme sırasında burgulu matkabın geometrik parametreleri aşağıdaki gibidir:
Nokta açısı, matkabın iki ana kesici kenarının paralel M-M düzlemindeki çıkıntılarının oluşturduğu açıdır ve uç açısı veya nokta açısı olarak da bilinir. Standart bir burgulu matkabın uç açısı 2φ = 118° ± 2°'dir.
Nokta açısının seçimi malzemenin doğası ile ilgilidir. Nokta açısı, ana kesme kenarı üzerindeki geri kuvveti etkiler; nokta açısı ne kadar küçük olursa, besleme kuvveti o kadar küçük olur ve aynı zamanda matkabın dış kenarındaki kenar açısı da o kadar büyük olur, bu da ısı dağılımı ve matkabın ömrünün uzatılması için faydalıdır.
Bununla birlikte, aynı koşullar altında, nokta açısını azaltmak matkap üzerindeki kesme torkunu artıracak ve talaş tahliyesinde zorluklara neden olacak ve kesme sıvısının girişini engelleyecektir. Genellikle sert malzemeleri delmek için yumuşak malzemelere kıyasla daha büyük bir nokta açısı seçilir. Bükümlü matkap kesme açılarının seçimi Tablo 4'te gösterilmiştir.
Tablo 4 Bükümlü matkap kesme açılarının seçimi [Birim: (°)]
| Sondaj malzemesi | Nokta açısı 2φ | Rölyef açısı αo | Sarmal açısı ω |
| Genel çelik malzemeler | 116~118 | 12~15 | 20~32 |
| Genel sünek çelik malzemeler | 116~118 | 6~9 | 20~32 |
| Alüminyum alaşım (derin delik) | 118~130 | 12 | 32~45 |
| Alüminyum alaşım (delikli) | 90~120 | 12 | 17~20 |
| Yumuşak pirinç ve bronz | 118 | 12~15 | 10~30 |
| Sert bronz | 118 | 5~7 | 10~30 |
| Bakır ve bakır alaşımları | 110~130 | 10~15 | 30~40 |
| Yumuşak dökme demir | 90~118 | 12~15 | 20~32 |
| Soğuk (sert) dökme demir | 118~135 | 5~7 | 20~32 |
| Söndürülmüş çelik | 118~125 | 12~15 | 20~32 |
| Dökme çelik | 118 | 12~15 | 20~32 |
| Manganez çeliği [w(Mn)=7%~13%] | 150 | 10 | 20~32 |
| Yüksek hız çeliği | 135 | 5~7 | 20~32 |
| Nikel çelik (250~400HBW) | 135~150 | 5~7 | 20~32 |
| Ahşap | 70 | 12 | 30~40 |
| Sert kauçuk | 60~90 | 12~15 | 10~20 |
N ortogonal düzleminde tırmık yüzeyi ile taban düzlemi arasındaki açıdır.1-N1 veya N2-N2 (ana kesme kenarı üzerindeki herhangi bir noktadan geçen ve kesme düzlemi ile taban düzlemine dik olan bir düzlem), yani γo1, γo2 Şekilde.
Eğim açısı ana kesme kenarı boyunca dış çapa doğru artar, dış kenarda 30° ve keski kenarı yakınında -30° ve keski kenarında -60° olur. Eğim açısı ne kadar büyük olursa, kesme işlemi o kadar kolay olur, ancak kesme parçasının mukavemeti o kadar düşük olur.
Rölyef açısı, silindirik kesitte yan yüzey ile kesme düzlemi arasındaki açıdır O1-O1 veya O2-O2 (αo1, αo2 şekilde). Rölyef açısı da, eğim açısının aksine kesme kenarının her noktasında eşit değildir; en küçük rölyef açısı dış kenarda, en büyüğü ise merkezdedir.
Kabartma açısı ne kadar küçük olursa, delme sırasında matkap ile iş parçasının kesme yüzeyi arasındaki sürtünme o kadar şiddetli olur; kabartma açısı ne kadar büyük olursa, matkap o kadar keskin olur, ancak kesme kenarı mukavemeti zayıflar, matkabın ömrünü etkiler ve ayrıca delme sırasında titreşime eğilimlidir, bu da poligonal deliklere neden olur.
Sert malzemeleri delerken, kesme kenarının mukavemetini sağlamak için kabartma açısı biraz daha küçük olabilir; yumuşak malzemeleri delerken, kabartma açısı biraz daha büyük olabilir. Bununla birlikte, demir içermeyen metalleri delerken, kabartma açısı çok büyük olmamalıdır, aksi takdirde dalmaya neden olabilir.
Helis açısı, ana kesme kenarının en dış kenarındaki spiralin teğet çizgisi ile matkabın ekseni arasındaki açıdır ve genellikle 18°~30°'dir. Mukavemeti artırmak için küçük çaplı matkaplarda daha küçük açılar kullanılır.
Helis açısı matkabın farklı dış çaplarında sabit değildir, dış kenardan merkeze doğru kademeli olarak azalır. Helis açısı genellikle dış kenardaki değerle temsil edilir.
Keski kenarı açısı, keski kenarı ile ana kesme kenarının paralel eksenel kesiti M-M arasındaki açıdır. Boyutu, kabartma açısının boyutuyla ilgilidir. Taşlamadan sonra matkabın kabartma açısı arttığında, keski kenarı açısı küçülür ve buna bağlı olarak keski kenarının uzunluğu uzar. Bu nedenle, bir burgulu matkabı taşlarken keski kenarı açısı, matkap çekirdeğinin yakınındaki kabartma açısının doğru taşlanıp taşlanmadığını değerlendirmek için kullanılabilir. Standart bir burgulu matkabın keski kenarı açısı ψ = 50°~55°'dir.
Matkap taşlamanın amacı, donuk veya hasarlı kesme parçalarını doğru geometrik şekle yeniden şekillendirmektir veya iş parçası malzemesi değiştiğinde, iyi kesme performansını korumak için matkabın kesme parçalarının ve açılarının da yeniden taşlanması gerekir.
Matkabın kesme kısmı, delme işleminin kalitesi ve verimliliği üzerinde doğrudan bir etkiye sahiptir. Aynı malzeme ve özelliklere sahip matkaplar, deneyimli işçiler tarafından taşlandığında çok daha yüksek hizmet ömrüne, verimliliğe ve hassasiyete sahip olabilir.
Bir burgulu matkabı taşladıktan sonra, nokta açısının 2φ doğru olup olmadığını kontrol edin ve dikey delme sağlamak için iki kesme kenarının uzunluğu ve yüksekliği aynı olmalıdır. Kabartma açısının α olup olmadığını kontrol edino matkabın dış kenarında ve merkezinde gereksinimleri karşılar. Taşlama sırasında, kesici kenarın temperlenmesini önlemek için matkap, kesici parçanın sertliğini korumak amacıyla sık sık suda soğutulmalıdır.
Farklı malzemelerin delinmesine uyum sağlamak ve farklı delme gereksinimlerini karşılamak ve matkabın performansını artırmak için matkabın kesme kısmının şeklinin değiştirilmesi gerekir. Bükümlü matkapların modifikasyonu Şekil 18'de gösterilmektedir.
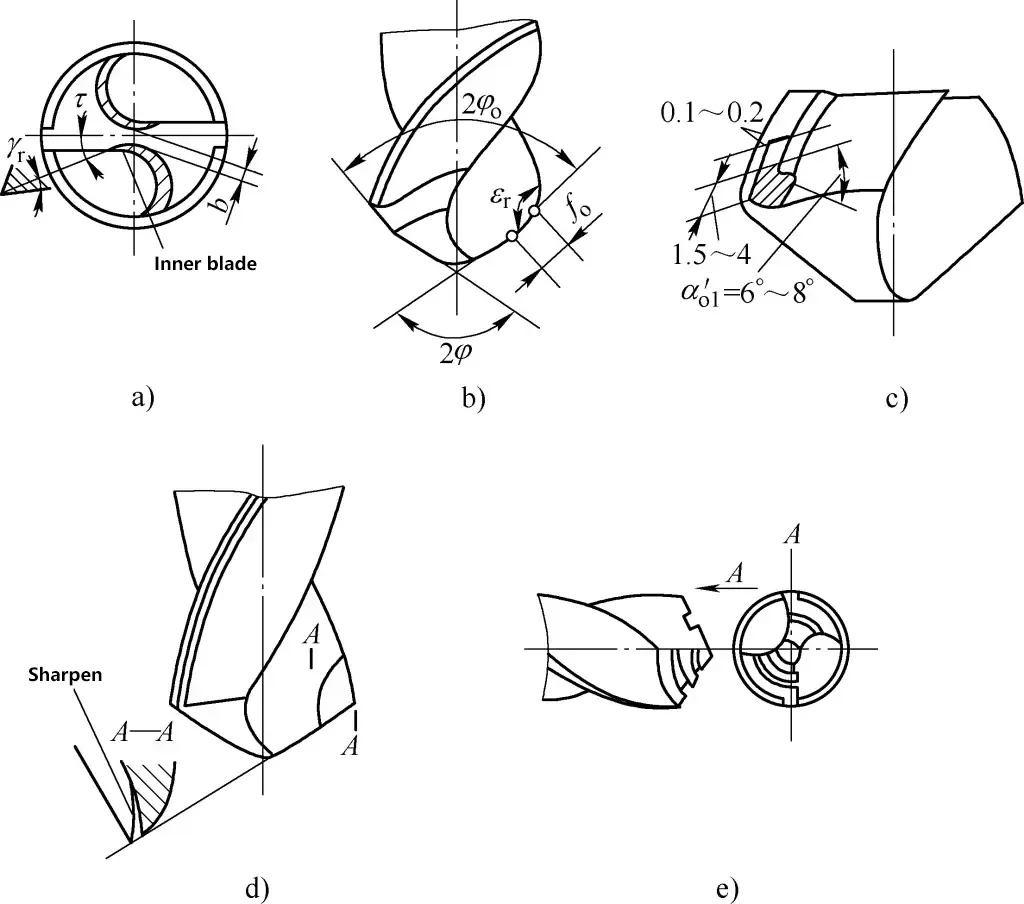
a) Keski kenarının değiştirilmesi
b) Nokta açısının değiştirilmesi
c) Kenarın değiştirilmesi
d) Eğim yüzeyinin değiştirilmesi
e) Talaş kırıcı oluklar oluşturmak
(Bkz. Şekil 18a) Amaç, keski kenarını kısaltarak matkap merkezine yakın eğim açısını artırmaktır. Genel olarak, çapları 5 mm'nin üzerinde olan matkap uçlarının keski kenarlarının taşlanması gerekir. Taşlamadan sonra, keski kenarının uzunluğu orijinal uzunluğun 1/3 ila 1/5'i kadar olmalı ve τ=20°~30° eğim açısına sahip bir iç kenar ve γτİç kenarda =0°~15°. Keski kenarının taşlanmasından sonra kesme koşulları iyileşir ve merkezleme hareketi güçlenir.
(Bkz. Şekil 18b) Genel olarak, nokta açısı 2φo=70°~75°, fo=0,2D (D delik çapıdır).
(Bkz. Şekil 18c) Kenarın ana kesme kenarına yakın bir bölümünde, sürtünmeyi azaltmak ve matkap ucunun ömrünü uzatmak için orijinal kenar genişliğinin 1/3 ila 1/2'sini koruyarak 6°~8° ikincil boşluk açısı taşlayın.
(Bkz. Şekil 18d) Bu alandaki eğim açısını azaltmak, kesme kenarı mukavemetini artırmak ve matkabın dolaşmasını önlemek için ana ve ikincil kesme kenarlarının kesişme noktasındaki eğim yüzeyinin bir kısmını taşlayın.
(Bkz. Şekil 18e) Kanal açma işleminden sonra geniş talaşlar daralarak talaş tahliyesini kolaylaştırır.
Kesme işlemi sırasında matkap uçları büyük miktarda ısı üretir, bu da kesme kenarının kolayca tavlanmasına neden olarak ciddi hasara ve kesme kabiliyetinin kaybına yol açabilir. Delme sırasında kesme sıcaklığını düşürmek, yağlama performansını artırmak, matkap ucu ömrünü, delik kalitesini ve verimliliği iyileştirmek için iş parçası malzeme özelliklerine göre uygun kesme sıvısı seçilmelidir.
Kesme sıvısı, matkap ucu metale girdiği andan itibaren sürekli olarak uygulanmalıdır. Dökme demir ve küçük çaplı deliklerin delinmesi dışında, diğer tüm malzemeler için genellikle kesme sıvısı kullanılmalıdır. Kesme sıvısı kullanırken, kesme işleminin gerçekleştiği deliğin iç kısmına uygulanmalıdır. Delme işleminde kesme sıvısı seçimi için Tablo 5'e bakın.
Tablo 5 Sondaj için kesme sıvısı seçimi
| Delme için iş parçası malzemesi | Kesme sıvısı |
| Karbon çeliği, dökme çelik, dövülebilir dökme demir | 3%~5% emülsiyon veya makine yağı |
| Alaşımlı çelik | Sülfürize kesme yağı veya 3%~5% emülsiyonu |
| Genel dökme demir | Kesme sıvısı yok |
| Soğutulmuş dökme demir | Gazyağı |
| Pirinç ve bronz | Kesme sıvısı veya 5%~8% emülsiyonu yok |
| Alüminyum ve alüminyum alaşımları | Kesme sıvısı veya emülsiyon yok |
| Sert kauçuk, bakalit, sunta | Kesme sıvısı yok |
| Magnezyum alaşımı | 4% tuzlu su |
| Paslanmaz çelik | 3% sabun artı 2% keten tohumu yağı su çözeltisi veya sülfürize kesme sıvısı |
| Takım çeliği | 3%~5% emülsiyon veya makine yağı |
1) Kesme elemanları
① Kesme hızı v.
Dönen matkap ucunun dış çapındaki bir noktanın doğrusal hızına kesme hızı (birincil hareket hızı) denir. Aşağıdaki formül kullanılarak hesaplanabilir:
v=πDn/1000
Nerede?
Yukarıdaki formüle dayanarak şu sonucu elde edebiliriz:
n=1000v/(πD)=318.3v/D
② Besleme hızı f.
Matkap ucunun her devirde aşağı doğru hareket ettiği mesafeye ilerleme hızı denir ve mm/r cinsinden ölçülür.
2) Kesme parametrelerinin seçimi
Kesme parametreleri, kesme hızı ve ilerleme oranını ifade eder. Kesme hızı, iş parçası malzeme özellikleri, matkap ucu çapı, matkap ucu malzemesi, ilerleme hızı ve soğutma yağı ile ilgilidir. Daha yüksek kesme hızları verimliliği artırır ancak uygun olmalıdır.
Aşırı kesme hızları matkap ucu sıcaklığının yükselmesine neden olarak tavlamaya ve kesme kenarının hasar görmesine yol açabilir. İlerleme hızı da uygun olmalı ve iş parçası malzemesi özellikleri gibi faktörlere göre seçilmelidir. İlerleme hızı çok yüksekse kesme kenarı hasar görebilir veya matkap ucu kırılabilir.
Delme için kesme parametreleri genellikle deneyime dayalı olarak seçilir. Genel olarak, küçük delikler için daha yüksek hızlar ve daha düşük ilerleme hızları; büyük delikler için daha yüksek ilerleme hızları kullanın. Sert malzemeler için daha düşük hızlar ve daha düşük ilerleme hızları kullanın; yumuşak malzemeler için daha yüksek hızlar ve daha yüksek ilerleme hızları kullanın. Sert malzemelerde küçük matkap uçları kullanırken hızı düşürmek uygun olabilir. Delme için kesme parametrelerinin seçimi için Tablo 6'ya bakın.
Tablo 6 Karbon çeliği delen yüksek hızlı matkap uçları için kesme hızları ve ilerleme oranları (kesme sıvısı ile)
| İlerleme hızı f/(mm/r) | Matkap çapı d/mm | ||||||||||
| 2 | 4 | 6 | 10 | 14 | 20 | 24 | 30 | 40 | 50 | 60 | |
| Kesme hızı v/(m/dak) | |||||||||||
| 0.05 | 46 | - | - | - | - | - | - | - | - | - | - |
| 0.08 | 32 | - | - | - | - | - | - | - | - | - | - |
| 0.10 | 26 | 42 | 49 | - | - | - | - | - | - | - | - |
| 0.12 | 23 | 36 | 43 | - | - | - | - | - | - | - | - |
| 0.15 | - | 31 | 36 | 38 | - | - | - | - | - | - | - |
| 0.18 | - | 26 | 31 | 35 | - | - | - | - | - | - | - |
| 0.20 | - | - | 28 | 33 | 38 | - | - | - | - | - | - |
| 0.25 | - | - | - | 30 | 34 | 35 | 37 | - | - | - | - |
| 0.30 | - | - | - | 27 | 31 | 31 | 34 | 33 | - | - | - |
| 0.35 | - | - | - | - | 28 | 29 | 31 | 30 | - | - | - |
| 0.40 | - | - | - | - | 26 | 27 | 29 | 29 | 30 | 30 | - |
| 0.45 | - | - | - | - | - | 26 | 27 | 27 | 28 | 29 | 27 |
| 0.50 | - | - | - | - | - | - | 26 | 26 | 26 | 27 | 26 |
| 0.60 | - | - | - | - | - | - | - | 24 | 24 | 25 | 25 |
| 0.70 | - | - | - | - | - | - | - | - | 23 | 23 | 23 |
| 0.80 | - | - | - | - | - | - | - | - | - | 21 | 22 |
| 0.90 | - | - | - | - | - | - | - | - | - | - | 21 |
Parçalardaki mevcut delikleri büyütmek için rayba kullanmaya raybalama denir. Raybalama işleminin amacı, tek seferlik işlemenin etkisini azaltmak ve işlenen deliğin doğruluğunu artırmaktır. Raybalama genellikle delik delme için hazırlık olarak kullanılır.
Genel olarak, D>30 mm çapındaki delikler için, önce delik çapından 0,5~0,7 mm daha küçük bir matkap ucuyla delin, ardından raybalama yapın. Daha yüksek gereksinimleri olan delikler için, kaliteyi artırmak için raybalama iki kez yapılabilir.
Raybanın yapısı burgulu matkaba benzer, burgulu matkabın ucunun düzleştirilmesine (keski kenarının çıkarılmasına) eşdeğerdir. Raybalar genellikle 3-4 kesici kenara sahiptir, bu nedenle daha iyi kılavuzlama performansına sahiptir, doğru raybalama yönünü sağlar ve Şekil 19'da gösterildiği gibi daha küçük yüzey pürüzlülüğü değerleri elde edebilir.

Düz tabanlı veya konik havşaları (veya göbekleri) işlemek için havşa açma yönteminin kullanılmasına havşa açma denir. Havşa açma için kullanılan ana aletler, Şekil 20'de gösterildiği gibi silindirik havşa delikleri, konik havşa delikleri ve yüzey frezeleridir.
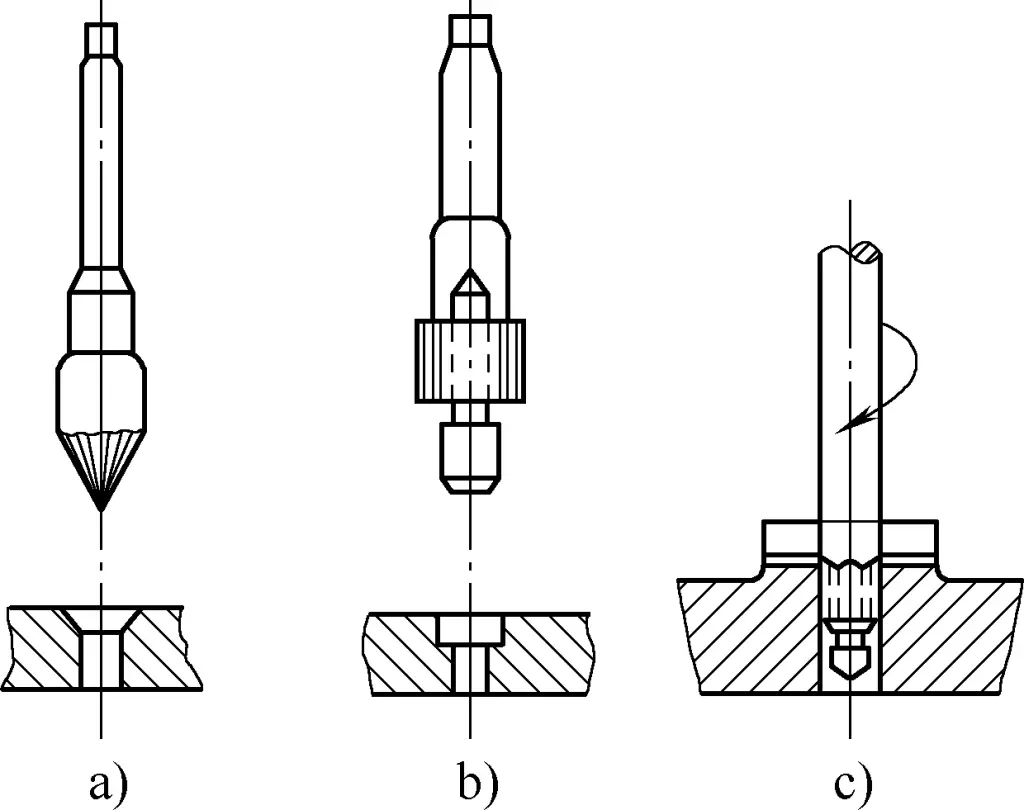
a) Konik havşa açma
b) Silindirik karşı delik
c) Yüzey frezesi
Uç yüz kesme kenarı ana kesme rolünü oynar. Karşı deliğin eğim açısı ve helis açısı aynıdır, genellikle 15° ve boşluk açısı genellikle 8°'dir. Dış çemberdeki kesici kenar, genellikle 8°'lik ikincil bir boşluk açısı ile delik duvarını parlatmaya yarar. Karşı deliğin ön ucu, merkezlemeyi ve yönlendirmeyi sağlayabilen bir kılavuz sütundur.
Daha yaygın olarak kullanılan silindirik havşa deliğinin sinterlenmiş karbürden yapılmış kesme kenarları vardır ve kılavuz sütun merkeze göre dönebilir. Kılavuz sütun ile iş parçası arasında göreceli bir kayma olmadığından, kesme sırasında iş parçası deliğine zarar vermez.
Konik açısının dört tipi vardır: 60°, 75°, 90° ve 120°, bunlar iş parçası gereksinimlerine göre seçilebilir, 90° en yaygın kullanılanıdır. Koninin büyük uç çapı d 12 ~ 60 mm'dir ve diş sayısı genellikle 4 ~ 12'dir. Konik havşalar burgulu matkaplardan da değiştirilebilir, ancak etkisi özel konik havşalar kadar iyi değildir.
Havşa açma sırasında titreşim kolayca üretilir, bu nedenle işleme sırasında dikkat edilmelidir: burgulu matkaplardan modifiye edilen havşalar mümkün olduğunca kısa olmalı ve taşlama sırasında iki kesme kenarının eşit uzunlukta ve simetrik açılarda olmasına dikkat edilmelidir; havşanın dış kenarındaki boşluk açısı ve eğim açısı uygun şekilde azaltılmalıdır.
Kesme hızı delme işleminden daha yavaş olmalıdır. Daha yüksek hızlar daha şiddetli titreşim modellerine yol açar. Bunu önlemek için, havşa açma için kesme hızı delme hızının 1/3~1/2'sinde tutulmalıdır. Genellikle, daha yavaş geri çekme ile manuel besleme benimsenir. Çalışma sırasında, yağlama için kılavuz direğine ve kesme yüzeyine bir miktar makine yağı eklenebilir. Bu önlemler titreşimi azaltabilir ve havşa açma kalitesini artırabilir.
Deliklerin doğruluğunu artırmak ve delik duvarlarının yüzey pürüzlülüğünü azaltmak için, ince işleme için bir rayba kullanmaya raybalama denir. Raybalama mekanik parçalarda yaygın olarak kullanılır. Bazı delikler yüksek hassasiyet ve düşük yüzey pürüzlülüğü değerleri gerektirir ve bunların çoğunun raybalar tarafından işlenmesi gerekir. Raybalama, hassasiyeti sağlamak için daha kolaydır ve diğer işleme yöntemlerine kıyasla daha yüksek verimliliğe sahiptir, özellikle küçük deliklerin ve yüksek hassasiyet gereksinimleri olan konik deliklerin işlenmesi için uygundur.
Raybalar, Şekil 21'de gösterildiği gibi kullanım yöntemlerine göre makine raybaları ve el raybaları olarak ikiye ayrılır. Makine raybaları ile el raybaları arasındaki temel farklar şunlardır: birincisinin daha kısa bir çalışma parçası, daha az dişi ve daha uzun bir sapı vardır; ikincisi ise bunun tam tersidir. Farklı kullanım alanlarına göre raybalar silindirik raybalar ve konik raybalar olarak ikiye ayrılabilir. Silindirik raybalar ayrıca sabit raybalar ve ayarlanabilir raybalar olarak ikiye ayrılır.
a) Makine raybası
b) El raybası
Rayba, çok kenarlı bir kesici alettir ve yapısı temel olarak kesme kısmı, boyun ve kuyruktan oluşur. Diş sayısı, raybanın çapına bağlı olarak 4 ila 12 arasında değişir.
Kesme kenarının şekli kama şeklindedir. Kesme miktarı çok küçük olduğundan, eğim açısı 0°'dir ve kazıma işlevi görür. Yüksek hassasiyet gerekiyorsa, negatif bir eğim açısına değiştirilebilir. Eğim açısı genellikle -5° ila 0° arasındadır. Kesme kenarının mukavemeti ile ilgili olduğu için boşluk açısı çok büyük olmamalıdır (boşluk açısı ne kadar küçükse mukavemet o kadar yüksek olur). Genel olarak, boşluk açısı sert malzemelerin raybalanması için 8° ve kırılgan malzemeler için 5°'dir.
Doğru ölçüm için, kesici kenarların sayısı her zaman eşittir, ancak raybanın düzgün ve dengeli kesimini sağlamak ve delik duvarında çentik izlerini önlemek için eşit olmayan bir şekilde dağıtılmıştır. Raybanın kesici kenarları Şekil 22'de gösterilmiştir. Raybanın parlatma kısmı, raybanın merkezlenmesini sağlamaya, delik duvarını parlatmaya ve taşlama kısmı olarak işlev görmeye yarar. Rayba dişlerinin üst kısmında, delik konumunu hizalamak için 0,3~0,5 mm genişliğinde bir kenar bandı bulunur.
a) 0° eğim açılı kesici kenar
b) Negatif eğim açısına sahip kesici kenar
Raybalama çubuğu, manuel raybalama için kullanılan bir alettir ve ayarlanabilir tipi yaygın olarak kullanılır. İşleme sırasında rayba şaft kuyruğu sıkıca yerleştirilir ve kare zıvana rayba çubuğunun kare deliğine sıkıştırılır. Rayba çubuğu, raybayı döndürmek için döndürülür. Bu tip raybalama çubuğunun kare deliği ayarlanabilir, yani hareketli kolu çevirerek, kaydırıcı ileri geri hareket eder ve farklı boyutlardaki rayba kare kafalarını yerleştirmek için kare deliği genişletir veya daraltır.
Raybalama işleminden önceki işlem, raybalama için belirli bir işleme payı bırakmalıdır. Raybalama işleme payı, raybalanmış delik duvarının pürüzsüz olması için uygun olmalıdır. Pay çok büyükse, raybada kolayca aşınmaya neden olabilir, deliğin yüzey pürüzlülüğünü ve doğruluğunu etkileyebilir ve ayrıca poligonal bir şekle neden olabilir. Bu nedenle, makul bir raybalama payı bırakılmalıdır.
Raybalama payının boyutu genellikle aşağıdaki gibidir: Deliği tek geçişte raybalamak için bir rayba kullanılıyorsa ve delik çapı 20 mm'nin altındaysa, raybalama payı 0,1 ~ 0,2 mm'dir. Deliği iki geçişte raybalamak için kaba raybalama ve ince raybalama kullanılırsa, 5 ~ 80 mm'lik delik çapları için kaba raybalama payı 0,25 ~ 0,5 mm ve ince raybalama payı 0,05 ~ 0,15 mm'dir.
Rayba çalışırken, arka yüzü ile delik duvarı arasında çok fazla sürtünme vardır, bu nedenle raybalama sırasında kesme sıvısı kullanılmalıdır. Bu, sürtünmeyi azaltabilir, delik yüzeyi için daha küçük bir yüzey pürüzlülüğü değeri sağlayabilir, raybanın ısı nedeniyle genleşmesini ve delik çapını büyütmesini önleyebilir ve ayrıca raybanın ömrünü uzatabilir. Raybalama için kullanılan kesme sıvısı delme ile aynıdır.
Herhangi bir makinede çeşitli tipte dişler bulunabilir. Bu dişlerin bazıları takım tezgahlarında tornalanırken, diğerleri rulo şeklinde şekillendirilir. Hassas dişler işleme merkezlerinde frezelenebilir veya hatta diş taşlama makinelerinde taşlanabilir. Mekanik işlemeye ek olarak, tesisatçılar montaj ve bakım işlerinde genellikle manuel diş açma yöntemini kullanırlar. Diş açma genellikle nispeten küçük çaplı sıradan dişlerin işlenmesi için uygundur.
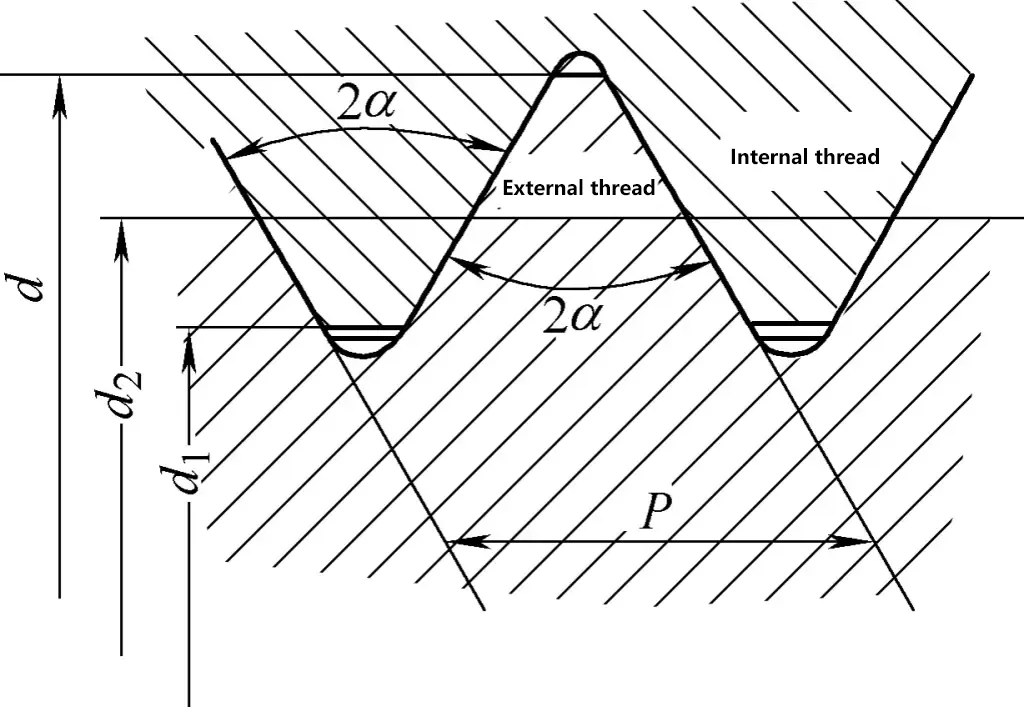
İç dişleri işlemek için bir kılavuz kullanmaya diş açma denir. Vida dişi açmayı tanıtmadan önce, vida dişlerinin yapısı, türleri ve çeşitli unsurlarının yanı sıra tesisatçıların sıklıkla karşılaştığı sıradan vida dişleri için standartları tanıtacağız.
Şekil 23'te gösterildiği gibi, bir kağıt dik açılı üçgen herhangi bir silindirik cismin etrafına sarılırsa, kağıt dik açılı üçgenin dik açılı kenarlarından birinin uzunluğu (AB kenarı) silindirik cismin taban dairesinin çevresine eşit olduğunda, hipotenüs (AC kenarı) silindirik cismin yüzeyinde bir eğri oluşturur. Bu eğriye sarmal denir.
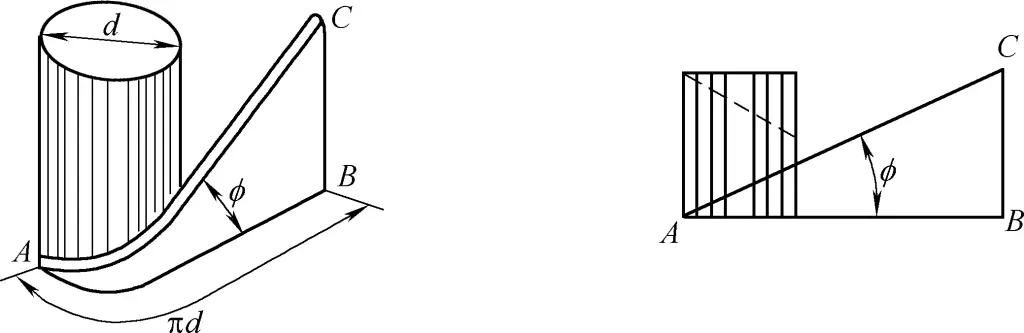
Bir tam dönüşten sonra sarmalın başlangıç noktası ile bitiş noktası arasındaki mesafeye (yani BC dik açılı kenarının uzunluğuna) kurşun denir. Helisin yükselme açısına (dik açılı AB kenarı ile hipotenüs AC arasındaki φ açısı) helis açısı (kurşun açısı) denir. Helis boyunca belirli bir şekle sahip bir oluğun işlenmesi, silindirik yüzey üzerinde belirli bir şekle sahip bir diş oluşturur.
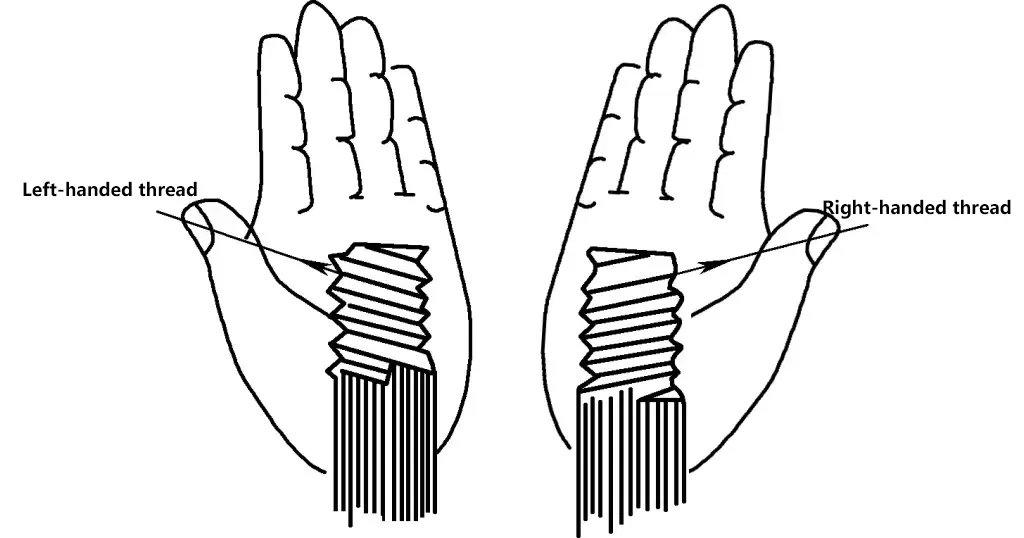
Dişin silindirik yüzeye sarılma yönüne göre, dişler sağ el (pozitif diş) veya sol el (negatif diş) olarak sınıflandırılabilir. Şekil 24'te gösterildiği gibi, soldan sağa doğru yükselen bir vida dişi sağ elli vida dişi olarak adlandırılır ve saat yönünde vidalanır; bunun tersi ise sol elli vida dişi olarak adlandırılır. Farklı kullanımlara bağlı olarak, silindirik yüzeydeki diş hattı sayısı tek, çift veya çoklu olabilir. Diş hattı sayısı arttıkça iletim hızı da artar.
1) İplik elemanları
Diş unsurları arasında diş formu, ana çap, hatve, kurşun, başlangıç sayısı, tolerans ve dönüş yönü bulunur. Dişler bu unsurlara göre işlenir.
2) İplik formu
Diş formu, Şekil 25'te gösterildiği gibi, dişin eksenel bölümündeki şekli ifade eder.
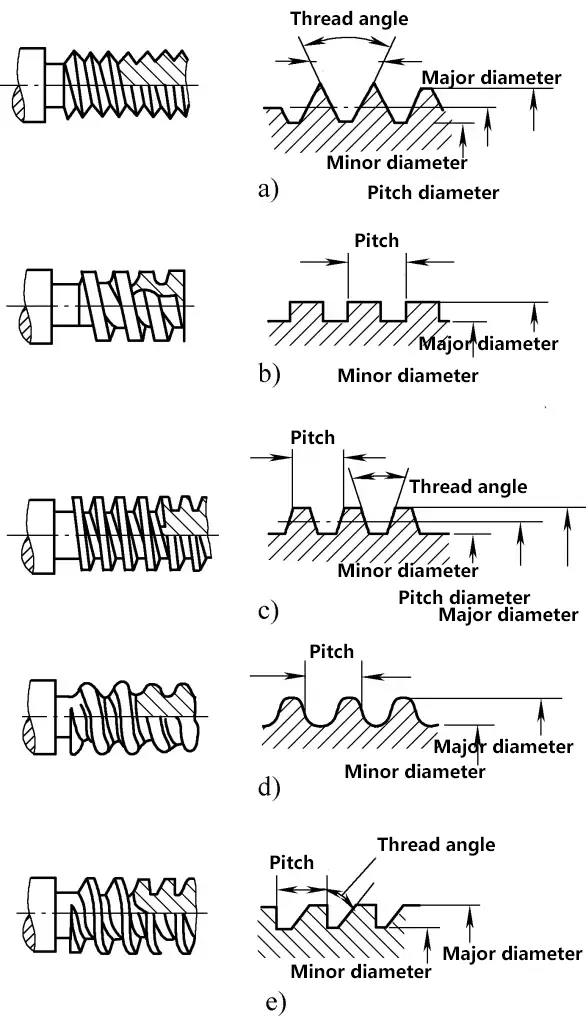
a) Ortak konu
b) Kare iplik
c) Trapezoidal iplik
d) Yuvarlatılmış iplik
e) Payanda ipliği
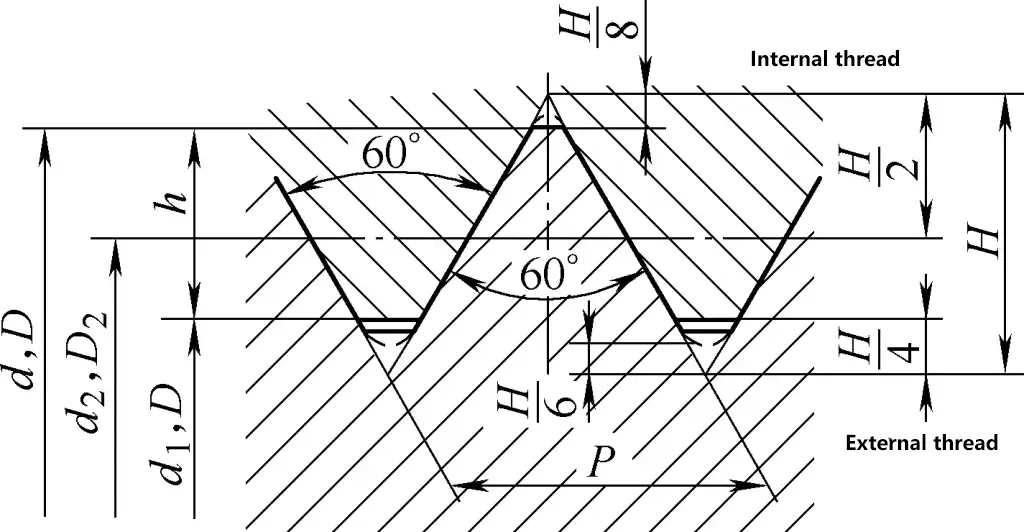
3) Dişlerin ana boyutları
Ortak dişler örnek olarak alındığında, dişlerin ana boyutları Şekil 26 ve 27'de gösterilmektedir.
1) İplik uygulamaları aralığı
2) İplik tanımlamaları
Her iplik tipinin belirli bir standart tanımı vardır.
① Sıradan iplikler.
Diş açısı 60° ve ölçü birimi mm'dir. Kaba ve ince dişler olarak ikiye ayrılırlar; aralarındaki fark, ince sıradan dişlerin aynı ana çaptaki kaba sıradan dişlerden daha küçük bir hatveye sahip olmasıdır. GB/T 197-2003, diş tolerans derecelerini ince, orta ve kaba olarak belirtir. Aşağıdaki durumlarda, orta hassasiyetteki dişlerin tolerans sınıfı işaretlenmemiştir.
② Boru dişleri.
Diş açısı 55° veya 60°'dir ve bir boyut tanımlamasıyla gösterilir. Örneğin, Rp3/4, 3/4 boyut tanımına sahip 55° sağ silindirik iç dişi gösterir.
③ Standart diş tanımlamaları.
Ulusal standartlara göre, standart diş tanımlamaları diş karakteristik kodunu, boyut tanımlamasını, tolerans sınıfı tanımlamasını, diş yönü tanımlamasını ve diş bağlantı uzunluğu tanımlamasını içerir. Standart diş tanımlamaları ve gösterimlerinin örnekleri Tablo 7'de gösterilmiştir.
Tablo 7 Standart diş tanımlamaları ve gösterim örnekleri
| İplik Türü | Karakteristik Kod | Tanımlama Örneği | Örnek Açıklama |
| Kaba sıradan iplik | M | M10 | Kaba normal diş, nominal çap 10 mm, tolerans sınıfı 6g |
| İnce sıradan iplik | M | M10×1 | İnce sıradan diş, nominal çap 10 mm, hatve 1 mm, tolerans sınıfı 6g |
| Trapezoidal iplik | Tr | Tr40×14(P7)LH | Trapez diş, nominal çap 40 mm, uç 14 mm, hatve 7 mm, sol el |
| Payanda ipliği | B | B70×10 | Payanda dişi, nominal çap 70 mm, hatve 10 mm |
| 55° Konik iç dişli | Rc | Rc3/4 | 55° Konik iç dişli, boyut tanımı 3/4 |
| 55° Silindirik iç dişli | Rp | Rp5/8 | 55° Silindirik iç dişli, boyut tanımı 5/8 |
| 55° Konik dış dişli | R | R11 | 55° Konik dış dişli, boyut tanımı 1 |
Standart olmayan dişler ve özel dişler (kare dişler gibi) belirli tanımlamalara sahip değildir; diş elemanları genellikle iş parçası çiziminde (büyütülmüş diş profili çizimi) işaretlenir.
Tesisatçının kılavuz çekme işlemlerinde yaygın olarak karşılaşılan kaba ve ince sıradan dişler, ilgili parametreleriyle birlikte Tablo 8'de gösterilmiştir.
Tablo 8 Normal dişlerin nominal çapları ve hatveleri (birim: mm)
| Nominal çap d, D | Pitch P | |
| Kaba | Güzel | |
| 3 | 0.5 | 0.35 |
| 4 | 0.7 | 0.5 |
| 5 | 0.8 | 0.5 |
| 6 | 1 | 0.75 |
| 8 | 1.25 | 1, 0.75 |
| 10 | 1.5 | 1.25, 1, 0.75 |
| 12 | 1.75 | 1.5, 1.25, 1 |
| 16 | 2 | 1.5, 1 |
| 20 | 2.5 | 2, 1.5, 1 |
| 24 | 3 | 2, 1.5, 1 |
| 30 | 3.5 | 2, 1.5, 1 |
| 36 | 4 | 3, 2, 1.5 |
| 42 | 4.5 | 3, 2, 1.5 |
| 48 | 5 | 3, 2, 1.5 |
| 56 | 5.5 | 4, 3, 2, 1.5 |
| 64 | 6 | 4, 3, 2, 1.5 |
Diş boyutlarını ve spesifikasyonlarını belirlemek için, işleme ve kalite kontrolüne yönelik olarak ana çap, hatve ve diş profilinin ölçülmesi gerekir. Yaygın diş ölçüm yöntemleri şunları içerir:
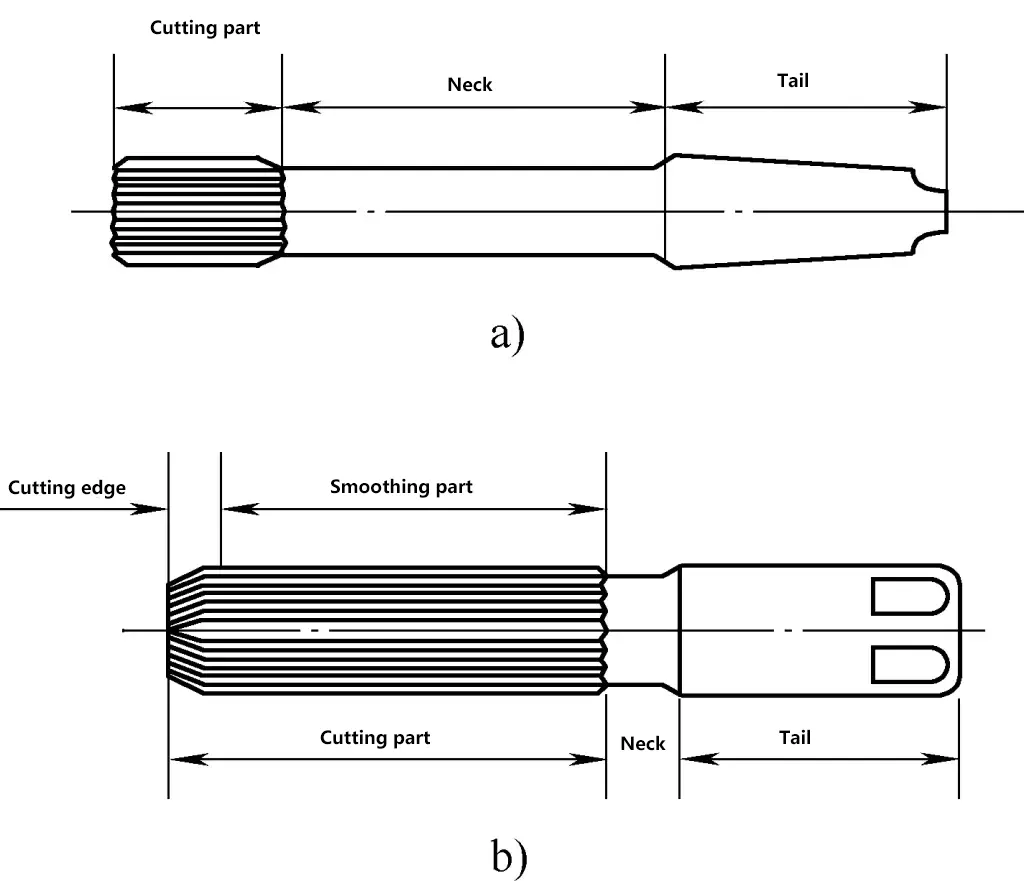
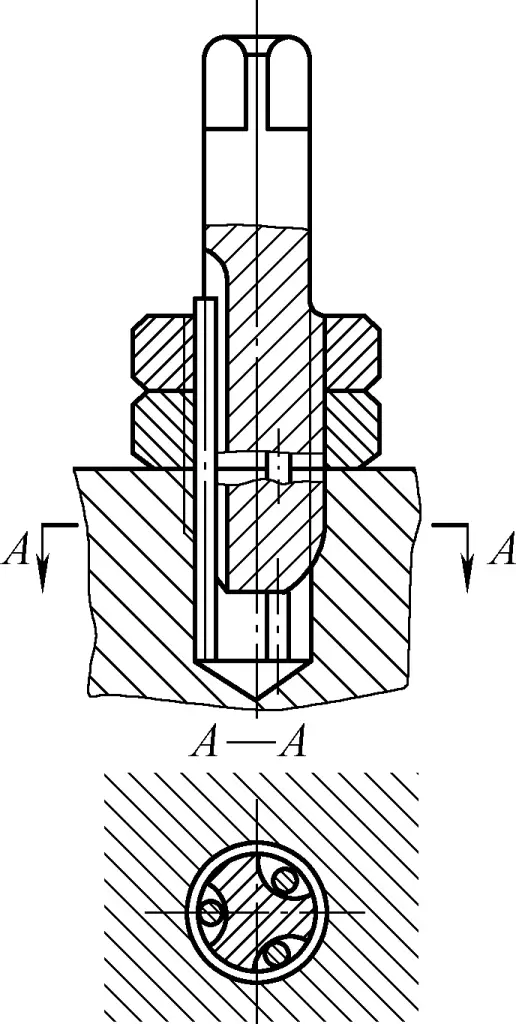
Bir kılavuz, Şekil 28'de gösterildiği gibi dişli kısım (pah ve yuva dahil), oluklar, boyun ve şafttan oluşur. Kılavuzun dişli kısmı yüksek hız çeliğinden veya alaşımlı çelikten yapılır ve ısıl işlemle sertleştirilir.
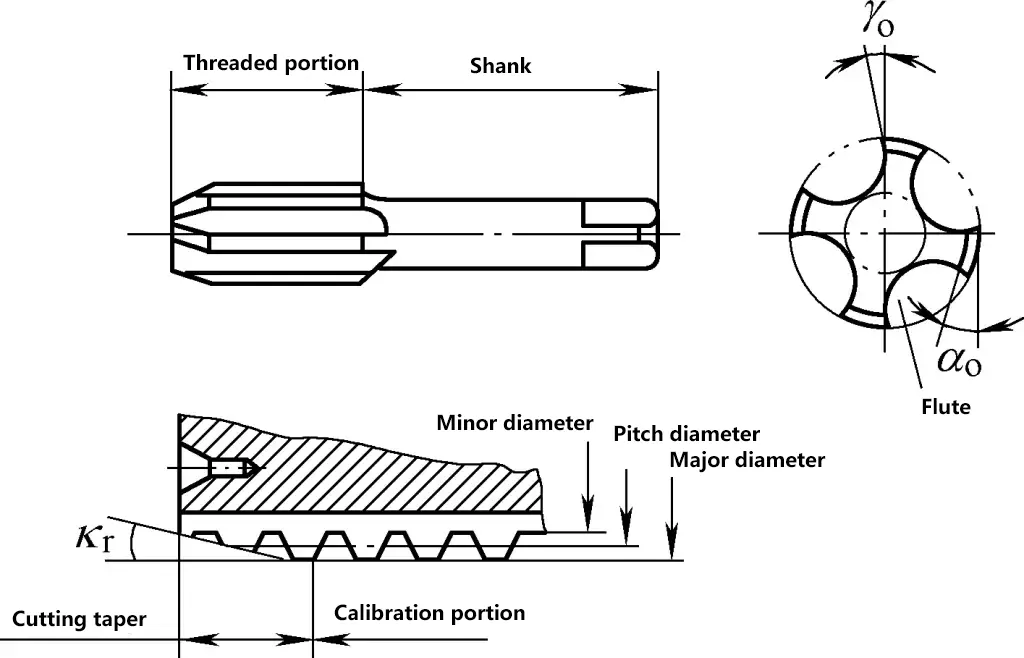
1) Pah
Ana kesme bölümü olarak hizmet veren keskin kesme kenarlarına sahip musluğun önündeki konik kısımdır. Kesici kenarın eğim açısı 8° ila 10° ve kabartma açısı 4° ila 6°'dir.
2) Arazi
Dişli deliğin çapını belirler, diş yüzeyini tamamlar, kılavuzun eksenel hareketini yönlendirir ve yeniden taşlama için bir rezerv görevi görür. Rölyef açısı 0°'dir.
3) Flütler
Talaşları yerleştirmeye ve çıkarmaya ve kesme kenarları oluşturmaya yararlar. Yaygın kılavuzların 3 veya 4 kanalı vardır.
4) Şaft
Şekli ve işlevi bir el raybası ile aynıdır.
1) El muslukları
El muslukları genellikle ikili veya üçlü setler halinde gelir. Örnek olarak bir konik kılavuz seti ele alındığında, konik, ikinci ve dip kılavuzları olarak ayrılabilir. Her kılavuzun farklı bir pah açısı vardır ve arazinin ana çapı da değişir.
① Üç parçalı musluk seti
Konik kılavuz 4° ila 5°'lik bir pah açısına sahiptir, pahta 5 ila 7 eksik diş bulunur ve toplam kesme işinin 60%'sini tamamlar; ikinci kılavuz 10° ila 15°'lik bir pah açısına sahiptir, pahta 3 veya 4 eksik diş bulunur ve toplam kesme işinin 30%'sini tamamlar.
İnce konik kesme açısı 18° ila 23°'dir, kesme koniğinde 1 veya 2 eksik diş bulunur ve toplam kesme işinin 10%'si tamamlanır. Üç parçalı kılavuz seti dişleri üç geçişte kestiğinden, toplam kesme hacmi üç parçaya bölünür, böylece kesme alanı ve direnci azalır, diş açmayı kolaylaştırır ve daha pürüzsüz diş yüzeyleri elde edilir. Ayrıca kılavuz kırılmasını ve kesme kenarlarının hasar görmesini önler.
② İki parçalı musluk seti
İlk konik kesme açısı 7° olup, yaklaşık 6 eksik dişe sahiptir; ikinci konik kesme açısı 20° olup, yaklaşık 2 eksik dişe sahiptir.
③ Uygulama
Genellikle, M6 ila M12 diş açma için bir sette iki kılavuz bulunur; M6'nın altında ve M24'ün üzerinde diş açma için bir sette üç kılavuz bulunur. Bunun nedeni, küçük dişler için kılavuzların daha düşük mukavemete sahip olması ve kırılmaya eğilimli olmasıdır, bu nedenle üç tane sağlanır; büyük dişler için kılavuzlar yüksek kesme yüküne sahiptir ve birkaç geçişte kademeli kesme gerektirir, bu nedenle bunlar da üçlü setler halinde yapılır. İnce hatveli standart diş kılavuzları, boyut özelliklerinden bağımsız olarak ikişerli setler halinde gelir.
2) Boru dişi kılavuzları
Bunlar ayrıca düz boru dişi kılavuzları ve konik boru dişi kılavuzları olarak ikiye ayrılır. Düz boru dişi kılavuzları daha kısa bir çalışma parçasına sahiptir ve ikili setler halinde gelir; konik boru dişi kılavuzları tek parçadır, ancak daha büyük boyutlar da ikili setler halinde gelebilir. Boru dişi kılavuzları, boru bağlantı parçaları ve benzer uygulamalarda dişleri kesmek için kullanılır.
3) Makine muslukları
Makine kılavuzları mekanik diş kesimi için kullanılır. Kolay sıkıştırma için kılavuz şaftı daha uzundur. Genel olarak, makine kılavuzları tek parçadır ve diş açma işlemini tek geçişte tamamlar. Daha büyük bir kesme konik açısına sahiptirler ve daha uzundurlar, uzun deliklere diş açmak için uygundurlar ancak sığ delikler için uygun değildirler. Makine kılavuzları manuel diş açma için de kullanılabilir.
Diş açmak için el muslukları kullanılırken, musluğu tutmak için bir musluk anahtarı kullanmak çok önemlidir. Kılavuz anahtarları iki kategoriye ayrılır: normal kılavuz anahtarları ve T saplı kılavuz anahtarları. Her tür ayrıca sabit ve ayarlanabilir musluk anahtarları olarak ikiye ayrılır.
1) Sabit kılavuz anahtarları
Bu musluk anahtarlarının her iki ucunda tutamaklar ve ortasında bir musluk karesi boyutuna uyan kare bir delik vardır. Kare deliğin boyutu sabit olduğundan, birden fazla boyuttaki musluk karesine uymaz. Kullanırken, musluğun boyutuna göre farklı özelliklerde musluk anahtarları seçin.
Bu tip musluk anahtarının avantajı, üretiminin kolay olmasıdır. Bir parça demir çubuğa bir delik açabilir ve bunu gerekli boyutta kare bir delik haline getirebilirsiniz. Belirli bir boyutta sık sık diş açmak için uygundur.
2) Ayarlanabilir musluk anahtarları
Bu tip musluk anahtarının kare delik boyutu, farklı boyutlardaki musluk karelerine uyacak şekilde ayarlanabilir ve bu da kullanımı çok kolay hale getirir.
Yaygın kılavuz anahtarı özellikleri Tablo 9'da gösterilmiştir.
Tablo 9 Yaygın kılavuz anahtarı özellikleri (birim: mm)
| Musluk çapı | ≤6 | 8-10 | 12-14 | ≥16 |
| Musluk anahtarı uzunluğu | 150-200 | 200-250 | 250-300 | 400-450 |
3) T saplı musluk anahtarları
Bu tip kılavuz anahtarı genellikle daha küçük kılavuzlarda kullanılır. Normal bir kılavuz anahtarının iş parçasına çarpabileceği bir iş parçası basamağının yakınında veya bir kutunun içinde diş açarken, T saplı kılavuz anahtarı kullanılır. Küçük T saplı kılavuz anahtarları genellikle sabittir ve M6 ve altında diş açmak için kullanılır. Kılavuz anahtarının uzunluğu, iş parçası gereksinimlerine göre belirlenir.
Dişlere kılavuz çekerken, kılavuzun metal üzerinde hem kesme hem de ekstrüzyon etkileri vardır. Diş kök deliği çapı dişin küçük çapıyla aynıysa, metalin kılavuza tutunmasına neden olarak kılavuz hasarına ve kırılmasına yol açabilir.
Bu nedenle, diş kök deliği için matkap ucu çapı, dişin küçük çapından biraz daha büyük olmalıdır. Çok büyük olursa, yetersiz dişlere neden olur ve hurda oluşturur. Kök delik çapının belirlenmesi malzeme ile yakından ilgilidir ve Tablo 10-12'ye bakılarak belirlenebilir.
Tablo 10 Kılavuz çekmeden önce ortak dişli kök delikleri için matkap ucu çapları (birim: mm)
| Diş nominal çapı d | Diş aralığı D | Matkap ucu çapı | |
| Dökme demir, bronz, pirinç | Çelik, dövülebilir dökme demir, saf bakır, Laminat | ||
| 2 | 0.4 | 1.6 | 1.6 |
| 0.25 | 1.75 | 1.75 | |
| 2.5 | 0.45 | 2.05 | 2.05 |
| 0.35 | 2.15 | 2.15 | |
| 3 | 0.5 | 2.5 | 2.5 |
| 0.35 | 2.65 | 2.65 | |
| 4 | 0.7 | 3.3 | 3.3 |
| 0.5 | 3.5 | 3.5 | |
| 5 | 0.8 | 4.1 | 4.2 |
| 0.5 | 4.5 | 4.5 | |
| 6 | 1 | 4.9 | 5 |
| 0.75 | 5.2 | 5.2 | |
| 8 | 1.25 | 6.6 | 6.7 |
| 1 | 6.9 | 7 | |
| 0.75 | 7.1 | 7.2 | |
| 10 | 1.5 | 8.4 | 8.5 |
| 1.25 | 8.6 | 8.7 | |
| 1 | 8.9 | 9 | |
| 0.75 | 9.1 | 9.2 | |
| 12 | 1.75 | 10.1 | 10.2 |
| 1.5 | 10.4 | 10.5 | |
| 1.25 | 10.6 | 10.7 | |
| 1 | 10.9 | 11 | |
| 14 | 2 | 11.8 | 12 |
| 1.5 | 12.4 | 12.5 | |
| 1 | 12.9 | 13 | |
| 16 | 2 | 13.8 | 14 |
| 1.5 | 14.4 | 14.5 | |
| 1 | 14.9 | 15 | |
| 18 | 2.5 | 15.3 | 15.5 |
| 2 | 15.8 | 16 | |
| 1.5 | 16.4 | 16.5 | |
| 1 | 16.9 | 17 | |
| 20 | 2.5 | 17.3 | 17.5 |
| 2 | 17.8 | 18 | |
| 1.5 | 18.4 | 18.5 | |
| 1 | 18.9 | 19 | |
| 22 | 2.5 | 19.3 | 19.5 |
| 2 | 19.8 | 20 | |
| 1.5 | 20.4 | 20.5 | |
| 1 | 20.9 | 21 | |
| 24 | 3 | 20.7 | 21 |
| 2 | 21.8 | 22 | |
| 1.5 | 22.4 | 22.5 | |
| 1 | 22.9 | 23 | |
Tablo 11 Kılavuz çekmeden önce yaygın düz boru dişi kök delikleri için matkap ucu çapları
| Boyut kodu | Matkap ucu çapı/mm |
| 1/8 | 8.8 |
| 1/4 | 11.7 |
| 3/8 | 15.2 |
| 1/2 | 18.9 |
| 3/4 | 24.4 |
| 1 | 30.6 |
| 11/4 | 41.6 |
| 11/2 | 45.1 |
Tablo 12 Kılavuz çekmeden önce 55°, 60° konik boru dişi kök delikleri için matkap ucu çapları
| 55° konik boru dişi | 60° konik boru dişi | ||||
| Boyut kodu | 25,4 mm başına diş sayısı n | Matkap ucu çapı/mm | Boyut kodu | 25,4 mm başına diş sayısı n | Matkap ucu çapı/mm |
| 1/8 | 28 | 8.4 | 1/8 | 27 | 8.6 |
| 1/4 | 19 | 11.2 | 1/4 | 18 | 11.1 |
| 3/8 | 19 | 14.7 | 3/8 | 18 | 14.5 |
| 1/2 | 14 | 18.3 | 1/2 | 14 | 17.9 |
| 3/4 | 14 | 23.6 | 3/4 | 14 | 23.2 |
| 1 | 11 | 29.7 | 1 | 11.5 | 29.2 |
| 11/4 | 11 | 38.3 | 11/4 | 11.5 | 37.9 |
| 11/2 | 11 | 44.1 | 11/2 | 11.5 | 43.9 |
| 2 | 11 | 55.8 | 2 | 11.5 | 56 |
1) İş parçası malzemesine, diş derinliğine ve kılavuz boyutuna göre uygun bir kılavuz çekme emniyet aynası seçin.
2) Uygun bir kesme hızı seçin. Genel olarak, daha küçük kılavuz çapları daha yüksek hızlar kullanır; daha büyük kılavuz çapları daha düşük hızlar kullanmalıdır; daha büyük diş adımları daha düşük hızlar kullanmalıdır. Aşağıdaki değerler referans olarak kullanılabilir: genel malzemeler 6-15m/dak; su verilmiş ve temperlenmiş çelik veya daha sert çelik 5-15m/dak; paslanmaz çelik 2-7m/dak; dökme demir 8-10m/dak.
3) Kılavuz diş kök deliğine girmek üzereyken, kılavuz dişlerine zarar vermemek için yavaşça ilerleyin. Kesmeye başlarken, kılavuzun iş parçasına girmesine yardımcı olmak için eşit basınç uygulayarak besleme kolunu manuel olarak çalıştırın. Kesme kısmı tamamen yerine oturduğunda, basınç uygulamayı bırakın ve hatalı dişlerin kesilmesini önlemek için kılavuzun kendi kendine ilerlemesine izin verin.
4) Deliklerden kılavuz çekerken, kılavuzun hizalama kısmı tamamen çıkıntı yapmamalıdır, aksi takdirde kılavuzun ters çevrilmesi diş hasarına neden olur.
5) Kılavuz iş parçasına girdikten sonra, sürekli olarak kesme sıvısı ekleyin ve talaşları temizlemek için kılavuzu sık sık ters çevirin veya geri çekin.
6) M16 ve üzeri dişler için elektrikli kılavuz çekme yöntemlerini kullanmayı düşünün. Bu, el işçiliğini azaltır ve delik yüzeyine daha iyi diklikte dişler üreterek daha yüksek kalite ve verimlilik sağlar.
1) Kök deliğini delin.
Kılavuz çekmeden önce, iş parçasında uygun bir kök deliği açın, bkz. Tablo 10-12.
2) Pah kırma.
Delme işleminden sonra, delik açıklığının her iki tarafına pah kırmak için 90°'lik bir havşa kullanın ve pahın maksimum çapını dişin nominal çapına eşit hale getirin. Bu, kılavuzun iş parçasına düzgün bir şekilde girmesini sağlar ve kılavuz delikten çıkarken diş kenarlarının ufalanmasını önler.
3) İş parçasını bir tezgah mengenesine sıkıştırın.
Genel olarak, iş parçaları kılavuz çekme işlemi için bir tezgah mengenesine sıkıştırılır, ancak daha küçük iş parçaları düz bir şekilde yatırılabilir, sol elle sıkıca tutulurken sağ el diş açmak için kılavuz kullanır. Kılavuz şaftındaki karenin boyutuna göre uygun bir kılavuz anahtarı seçtiğinizden emin olun.
4) Kurşun konik ile kılavuz çekme.
Kesme kılavuzunu iş parçası deliğine yerleştirin ve kılavuzun iş parçası yüzeyine dik olduğundan emin olun. Dikkatlice kontrol edin ve ayarlayın. Dişi kesmeye başlarken, her iki elinizle uygun basıncı uygulayın ve musluğu saat yönünde (sağ dişler için) deliğin içine doğru çevirin.
Kesme kenarı devreye girdiğinde, ellerinizle basınç uygulamayı bırakın ve dişe vurmak için sadece sabit dönme kuvveti kullanın. Kılavuz çekerken her iki elinizle dengeli bir kuvvet uygulayın ve düzgün bir şekilde döndürün. Her 1/2 ila 1 turdan sonra, talaşları kırmak ve çıkarmak için musluğu 1/4 tur ters çevirin, böylece oluklarda talaş tıkanmasını önleyerek musluğa zarar verebilir veya kırabilir.
5) Ara ve bitirme kılavuzları ile kılavuz çekme.
Konik kılavuzla diş açtıktan sonra, dişi büyütmek ve bitirmek için ara ve bitirme kılavuzları kullanın.
① İlk olarak, doğru yönlendirmeyi sağlamak için ara ve son kılavuzları konik kılavuz tarafından kesilen dişe manuel olarak vidalayın. Ardından, daha önce açıklanan yöntemi izleyerek bir kılavuz anahtarı kullanın ve diş tamamlanıncaya kadar ileri geri döndürün.
② Kılavuzdaki ve deliğin dibindeki talaşları derhal temizleyin. Derin deliklere, kör deliklere veya sünek metal malzemelere kılavuz çekerken, hem kılavuzdaki hem de delik dibindeki talaşları temizlemek için kılavuz sık sık geri çekilmelidir. Bu, kılavuzun delikte sıkışmasını veya kırılmasını önler.
③ Kesme sıvısını doğru kullanın. Diş yüzey kalitesini iyileştirmek ve kılavuzun iyi kesme performansını sağlamak için, farklı malzemelere ve gereksinimlere göre kesme sıvısı seçimi için Tablo 13'e bakın.
Tablo 13 Kılavuz çekme için kesme sıvılarının seçimi
| İş parçası malzemesi | Kesme sıvısı |
| Dökme demir | Gazyağı veya kesme sıvısı yok |
| Çelik | Sabunlu su, emülsiyon, makine yağı, soya fasulyesi yağı vb. |
| Bronz veya pirinç | Kolza yağı veya soya fasulyesi yağı |
| Saf bakır veya alüminyum alaşım | Gazyağı, terebentin, konsantre emülsiyon |
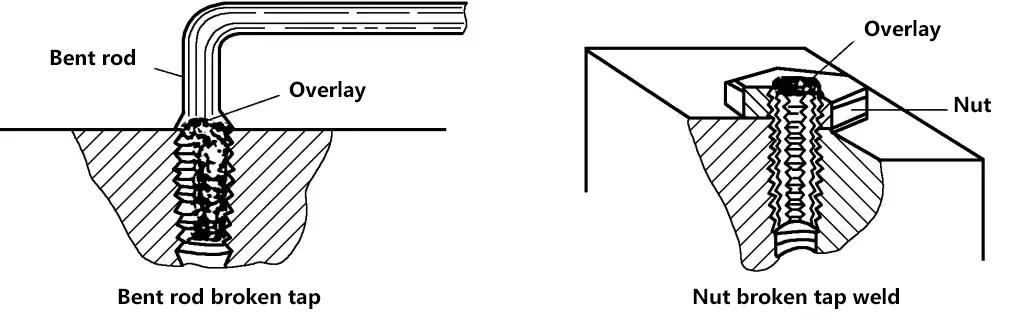
Bir musluk delikte kırıldığında, duruma bağlı olarak onu çıkarmak için farklı yöntemler kullanılabilir.
1) Kırık kılavuzun bir kısmı delikten dışarı çıkıyorsa, Şekil 29'da gösterildiği gibi pense kullanılarak çıkarılabilir veya keskin bir keski veya merkez zımba ile hafifçe kaldırılabilir. Bu yöntem çok sıkı sıkışmamış daha küçük kılavuzlar için uygundur.
Kırık musluk çok sıkı sıkışmışsa ve yukarıdaki yöntemle çıkarılamıyorsa, kırık musluğun üstüne bükülmüş bir çubuk veya somun gaz kaynağı yapılabilir. Ardından, Şekil 30'da gösterildiği gibi kırık musluğu çıkarmak için bükülmüş çubuğu döndürün veya somunu çevirmek için bir anahtar kullanın. Daha küçük kırık musluklar için bir kaynak çubuğu musluğa hızlı bir şekilde punta kaynağı yapılabilir, ardından bükülebilir ve çıkarmak için kullanılabilir.
2) Musluğun kırık kısmı deliğin içindeyken, kırık musluğun kare ucuna iki somun vidalanabilir. Ardından, musluk kanalları ile somunlar arasına birkaç tel parçası yerleştirin. Şekil 31'de gösterildiği gibi kırık musluğu çıkarmak için saat yönünün tersine döndürmek üzere bir anahtar kullanın. Tel çapı, kılavuz kanallarının boyutuna bağlıdır. Kırık musluğu çıkarmak için bu yöntemi kullanırken, yağlama yağı gibi bir yağlayıcı uygulayın.
3) Yukarıdaki yöntemler kırık kılavuzun çıkarılmasında başarısız olursa ve koşullar izin verirse, ekipman ve iş parçası boyutu ile sınırlı olsa da, çıkarmak için elektrik deşarjlı işleme kullanılabilir. Alternatif olarak, kırık kılavuz tavlanabilir ve ardından delinebilir, ancak bu yöntem yalnızca dişli deliğin büyütülmesi kabul edilebilir olduğunda uygundur.
Bazen kırık kılavuzların çıkarılması zor olabilir ve bu da dişli deliğin veya iş parçasının hurdaya çıkmasına neden olabilir. Bu nedenle, dişlere kılavuz çekerken, çalışma prosedürlerine ve gereksinimlerine kesinlikle uyun, kılavuz kırılmasını önlemek için dikkatli ve titiz çalışın.
Tablo 14 Diş çekme sırasında hurda parçaların nedenleri ve önleme yöntemleri
| Hurda türü | Nedenler | Önleme yöntemleri |
| Çapraz iplikler | 1. Pilot delik çapı çok küçük, kılavuz giremiyor ve delik girişinde çapraz dişlere neden oluyor 2. Konik kılavuz ile kılavuz çekildikten sonra ara kılavuz düzgün hizalanmıyor, bu da konik ve ara kılavuzlar arasında yanlış hizalamaya neden oluyor 3. Dişli delik ciddi şekilde eğri ve musluğu zorlamak bunu düzeltemiyor 4. Düşük karbonlu çeliğe ve iyi plastisiteye sahip malzemelere kılavuz çekerken kesme sıvısı kullanılmaz 5. Kılavuzun kesme konisi körelmiş 1. Pilot deliği dikkatlice kontrol edin, uygun bir matkap ucu seçin ve kılavuz çekmeden önce pilot deliği büyütün | 2. İlk olarak, konik ve ara kılavuzları hizalamak için ara kılavuzu dişli deliğe manuel olarak vidalayın 3. Kılavuz ve pilot delik merkezi arasındaki hizalamayı koruyun, çalışma sırasında her iki elinizle dengeli kuvvet uygulayın ve ciddi şekilde eğrilmişse düzeltmeye zorlamayın 4. Kesme sıvısı kullanın 5. Musluğun kabartma açısını keskinleştirin Eğri dişli delik |
| 1. Kılavuz, iş parçası yüzeyine dik değil | 2. Dökümlerde büyük kum delikleri 3. Vuruş sırasında eller tarafından uygulanan eşit olmayan kuvvet, bir tarafa eğilme 1. Kesmeye başlarken kılavuzun iş parçası yüzeyine dik olduğundan emin olun, kontrol etmeye ve ayarlamaya dikkat edin | 2. Kılavuz çekmeden önce pilot deliği kontrol edin; kum delikleri çok büyükse kılavuz çekme önerilmez 3. İşlem boyunca her iki elinizle dengeli kuvveti koruyun, sallanmaktan kaçının Diş yüksekliği yetersiz |
| Pilot delik çapı çok büyük | Pilot deliği ve matkap ucu çapını doğru hesaplama ve seçme | Tablo 15 Diş çekme sırasında kılavuz kırılmasının nedenleri ve önleme yöntemleri |
Kırılma nedenleri
| Önleme yöntemleri | 1. Kılavuz çekme sırasında pilot delik çok küçük |
| 1. Pilot delik çapını doğru hesaplayın ve seçin | 2. Kılavuz çok kör, iş parçası malzemesi çok sert |
| 2. Musluğun kabartma açısını keskinleştirin | 3. Kılavuz anahtarı çok büyüktür, bu da yüksek torka neden olur; operatörün el hassasiyeti zayıftır, genellikle kılavuzun sıkıştığını fark edemez ve dönmeye devam ederek kılavuzun kırılmasına neden olur |
| 3. Uygun boyutta bir musluk anahtarı seçin, ortaya çıkan sorunlara dikkat edin ve bunları derhal ele alın | 4. Özellikle yüksek süneklikteki malzemelerde, kılavuz yivlerindeki talaşların zamanında temizlenememesi ve talaşların delikte tıkanmasına neden olması |
| 4. Talaşları kırmak için musluğu gerektiği gibi ters çevirin, hemen çıkarın veya talaşları temizlemek için musluğu geri çekin 5. Yüksek süneklikteki malzemelere (paslanmaz çelik gibi) kılavuz çekerken kesme sıvısı kullanılmaz, bu da iş parçasının ve kılavuzun sıkışmasına neden olur | 5. Kesme sıvısı kullanın |
| 6. Kılavuz eğri, bir tarafta aşırı kuvvete neden oluyor | 6. Kılavuz çekmeden önce kılavuz ucunu hizalamak için bir gönye kullanın ve iş parçasına dik kalmasını sağlayın |
| 7. Kör deliklere kılavuz çekerken, kılavuz ucu delik tabanına temas eder, ancak dönmeye devam ederek kılavuzun kırılmasına neden olur | 7. Derinliği önceden işaretleyin, kılavuz çekerken kılavuzun giriş derinliğini gözlemleyin, tabanla teması önleyin ve talaşları düzenli olarak temizleyin |
| IX. Kazıma | Kazıma, iş parçası yüzeyinden çok ince bir metal tabakasını çıkarmak için bir kazıyıcı kullanan bir son işlem yöntemidir. Diğer işlemlerle değiştirilemeyen bir işleme yöntemidir. |
Kazıma, iş parçası yüzeyinden çok ince bir metal tabakasını çıkarmak için bir kazıyıcı kullanan bir son işlem yöntemidir. Diğer işlemlerle değiştirilemeyen bir işleme yöntemidir.
Kazıma yaparken, önce iş parçasını bir referans parçasına karşı bindirin. Bir gösterge bileşiği, iş parçasının bindirilmiş yüzeyindeki yüksek ve ikincil yüksek noktaları ortaya çıkarır. Ardından bu noktaları tekrar tekrar itmek ve çıkarmak için bir kazıyıcı kullanın. Bu mikro kesme işlemi, iş parçası yüzey yapısını keser ve sıkıştırır, referans parça ile temas noktalarını kademeli olarak artırır, iş parçasının doğru geometrik şeklini ve referans parça ile iyi uyumu sağlar.
Yüzeyin kazınması, yağlama yağının depolanması için faydalı olan ve böylece hareketli parçalar için iyi yağlama koşulları sağlayan eşit dağılımlı çukurlar elde edebilir; kılavuz rayın veya iş parçası yüzeyinin geometrik şekli, gerçek kullanım gereksinimlerine göre ortada içbükey veya dışbükey gibi çeşitli özel şekillerde kazınabilir. Kazıma, genel mekanik işleme ile elde edilmesi zor olan hassasiyet gereksinimlerini karşılayabilir ve genel mekanik işlemenin bıraktığı hataları veya yüzey kusurlarını ortadan kaldırabilir.
Kazıma aletleri arasında kazıyıcılar ve kalibrasyon aletleri bulunur.
Yaygın olarak kullanılan kalibrasyon araçları arasında standart yüzey plakaları, kalibrasyon cetvelleri ve kareler bulunur. Bunlar arasında, standart yüzey plakaları çeşitli özelliklerde gelir ve daha geniş düz yüzeyleri kontrol etmek için kullanılır. Seçerken, alanı kazınmış yüzeyin 3/4'ünden daha büyük olmamalıdır. Çeşitli kareler kullanımdan sonra saklanmak üzere asılmalı ve asılması uygun olmayan kareler deformasyonu önlemek için sabit bir şekilde yerleştirilmelidir.
İki tür sıyırıcı vardır: düz sıyırıcılar ve kavisli sıyırıcılar. Sıyırıcılar genellikle T10A takım çeliğinden veya GCr15 yatak çeliğinden dövülür ve kesici kenar keskin olmalıdır. Sert malzemeleri sıyırırken, karbür uçlar da kaynaklanabilir.
Düz sıyırıcılar üç tipe ayrılır: kaba sıyırıcılar, ince sıyırıcılar ve hassas sıyırıcılar. Su verme işleminden sonra sıyırıcılar, taşlama taşında kaba taşlamadan sonra bileme taşında ince taşlanmalıdır. Kaba sıyırıcılar için, βo 90°~92,5°'dir ve kesici kenar düz olmalıdır; ince sıyırıcılar için βo 95°'dir ve kesici kenar hafif kavislidir; hassas sıyırıcılar için βo 97,5°'dir ve Şekil 32'de gösterildiği gibi kesme kenarında ince sıyırıcılara göre daha küçük bir eğrilik yarıçapı vardır.
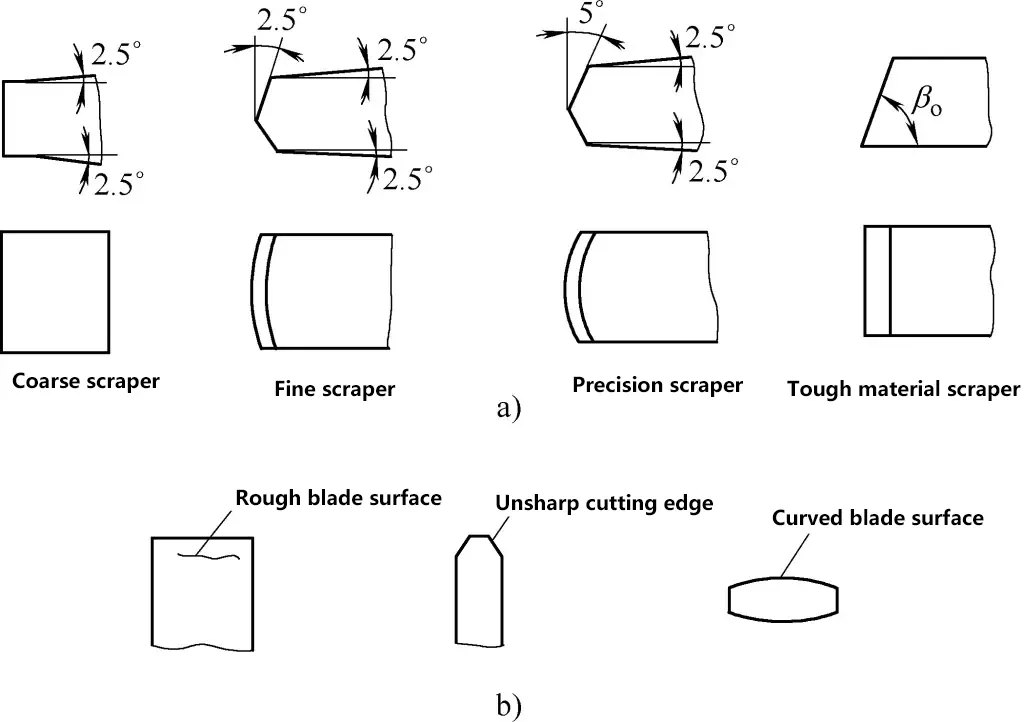
a) Sıyırıcı kafasının açısı
b) Sıyırıcı kafasının yanlış şekli
Kavisli sıyırıcılar esas olarak kayar yatakların iç delikleri gibi kavisli yüzeyleri sıyırmak için kullanılır. Yaygın tipler arasında Şekil 33'te gösterildiği gibi üçgen sıyırıcılar ve yılan başlı sıyırıcılar bulunur.
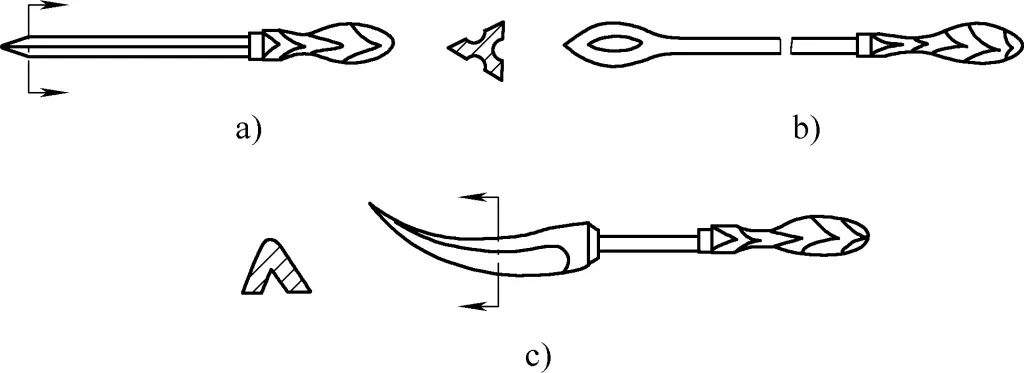
Kazıma işleminden önce, iş parçasındaki hataların konumunu ve boyutunu belirlemek gerekir. Yöntem, bir lekeleme maddesi (kırmızı kurşun tozu) uygulamak ve ardından kazınacak yüzeyi standart bir aletle veya lepleme için eşleşen iş parçasıyla birlikte yerleştirmektir. Alıştırma işleminden sonra, çıkıntılı parçalar vurgulanacak ve bunlar daha sonra bir kazıyıcı ile kazınabilecektir. Bu yönteme lekeleme veya lepleme noktası yöntemi denir. Kullanılan lekeleme maddeleri kırmızı kurşun tozu ve mavi yağdır.
Kırmızı kurşun tozu iki türe ayrılır: kurşun oksit (turuncu-kırmızı) ve demir oksit (kırmızımsı-kahverengi). Kırmızı kurşun tozu granüller halinde öğütülür ve kullanım için makine yağı ile karıştırılır, çelik ve dökme demir iş parçalarında yaygın olarak kullanılır. Mavi yağ, mavi toz, hint yağı ve uygun makine yağının bir karışımıdır, koyu mavi renktedir, küçük ve net lekelenme noktaları üretir, çoğunlukla hassas iş parçaları ve demir dışı metaller ve alaşımlar için kullanılır.
Kazıma sırasında, lekeleme maddesi iş parçası yüzeyine veya kalibrasyon parçasına uygulanabilir. İlki, iş parçası yüzeyinde siyah noktalar (siyah noktalar yüksek noktalardır) ile kırmızı arka plan gösterir, parlamaz ve net bir şekilde görülmesi kolaydır, hassas kazıma için uygundur. İkincisi sadece iş parçası yüzeyindeki yüksek noktaları renklendirir, net olarak görülmesi kolay olmayan loş lekeli noktalar vardır, ancak talaşların kesme kenarına yapışması daha az olasıdır, bu da kazımayı kolaylaştırır, genellikle kaba kazıma için seçilir.
Lekeleme maddelerinin doğru kullanımı kazıma kalitesiyle yakından ilgilidir. Kaba kazıma için, daha ince karıştırılmalı ve iş parçası yüzeyine eşit olarak uygulanmalı, lekeleri büyütmek için biraz daha kalın olmalıdır. Hassas kazıma için, daha kalın karıştırılmalı ve iş parçası yüzeyine ince ve eşit bir şekilde uygulanmalıdır, bu da ince kazıma sırasında kazıma hassasiyetini artırmak için yararlı olan daha ince noktalar ile sonuçlanır.
Lekeleme maddelerini kullanırken, temizliği korumak ve kum parçacıklarının, talaşların vb. iş parçası yüzeyini çizmesini önlemek çok önemlidir. Lekeleme maddelerini uygulamak için kullanılan pamuk ipliği zımpara kağıdına sarılmalı ve diğer uygulama araçları da doğru lekelenmeyi sağlamak için temiz tutulmalıdır.
Kazınmış yüzeyler için kalite gereksinimleri genellikle geometrik doğruluk, boyutsal doğruluk, temas doğruluğu ve uyumu, yüzey pürüzlülüğü vb. içerir. Yaygın olarak kullanılan denetim yöntemleri aşağıdaki ikisini içerir:
Denetlenecek yüzeye kenar uzunluğu 25 mm olan kare bir çerçeve yerleştirilir ve kalite, çerçeve içindeki temas noktalarının sayısıyla gösterilir. Çeşitli düzlem temas hassasiyetleri için temas noktalarının sayısı Tablo 16'da gösterilmektedir.
Tablo 16 Çeşitli düzlem temas hassasiyetleri için temas noktası sayısı
| Uçak tipi | Temas noktası sayısı/25mm×25mm | Uygulama örnekleri |
| Genel uçak | 2~5 | Pürüzlü parçaların sabit birleştirme yüzeyleri |
| 5~8 | Genel birleştirme yüzeyi | |
| 8~12 | Makine tablası yüzeyleri, genel referans yüzeyleri, makine takımı kılavuz yüzeyleri, sızdırmazlık birleştirme yüzeyleri | |
| 12~16 | Takım tezgahı kılavuzları ve kılavuz yüzeyleri, takım referans yüzeyleri, ölçüm aleti temas yüzeyleri | |
| Hassas düzlem | 16~20 | Hassas takım tezgahı kılavuzları, düzleştiriciler |
| 20~25 | 1. sınıf düzlem, hassas ölçüm aletleri | |
| Ultra hassas düzlem | >25 | Grade 0 düzlem, yüksek hassasiyetli takım tezgahı kılavuzları, hassas ölçüm aletleri |
Kavisli yüzey kazımada, esas olarak kayar yatakların iç deliklerinin kazınmasını içerir. Çeşitli kaymalı yatakların farklı hassasiyetleri için temas noktalarının sayısı Tablo 17'de gösterilmiştir.
Tablo 17 Çeşitli kaymalı yatakların farklı hassasiyetleri için temas noktası sayısı
| Yatak çapı/mm | Takım tezgahı veya hassas makine ana mil yatakları | Dövme ekipmanları için rulmanlar, genel makineler | Güç makineleri, metalürji ekipmanları için rulmanlar | ||||
| Yüksek hassasiyet | Hassasiyet | Sıradan | Önemli | Sıradan | Önemli | Sıradan | |
| Temas noktası sayısı/25mm×25mm | |||||||
| ≤120 | 25 | 20 | 16 | 12 | 8 | 8 | 5 |
| >120 | 16 | 10 | 8 | 6 | 6 | 2 | |
Daha büyük iş parçası yüzeyleri için, takım tezgahı kılavuzlarının düzlüğü ve doğruluğu bir çerçeve seviyesi kullanılarak kontrol edilir.
Bazı iş parçaları, belirli kalınlıktaki kalınlık mastarları kullanılarak eşleşen yüzeyler arasındaki boşluğun kontrol edilmesini de gerektirir. Basınç taşıyan silindirler, valf gövdeleri vb. için hava basıncı veya hidrolik basınç testleri de gereklidir.
Kazıma payı genellikle 0,05 ile 0,4 mm arasındadır. Daha büyük kazıma alanları için daha büyük bir pay bırakılır. Genel olarak, kazıma işleminden önce iş parçasının işleme hassasiyeti (düzlük ve düzlük), geometrik toleranslar için ulusal standartta belirtilen 9. sınıf hassasiyetten daha düşük olmamalıdır.
Genel düzlem kazıma işlemi kaba kazıma, ince kazıma, hassas kazıma ve desen kazıma olarak ayrılabilir.
Kaba kazıma, pürüzlü yüzeyi veya fazla payı hızlı bir şekilde gidermek amacıyla kazınan yüzeyden daha kalın bir metal tabakasını eşit bir şekilde çıkarmak için kaba bir kazıyıcı kullanılmasını içerir. Kazıma sırasında, kazıma izleri uzun şeritler oluşturacak şekilde sürekli bir itme yöntemi benimsenebilir. Kazınan yüzey, dışbükey ve içbükey hata koşullarına göre düzleştirilir. Kaba kazıma için gerekli temas noktası sayısı 2-3 nokta/25mm×25mm'dir.
İnce kazıma, kazınan yüzeydeki seyrek, büyük araştırma noktalarını gidermek için ince bir kazıyıcı kullanılmasını içerir ve kazınan yüzeyin düzensizliğini daha da iyileştirir. Kazıyıcı izinin uzunluğunun kesme kenarının genişliği kadar olduğu kısa bir kazıma yöntemi kullanılır. Araştırma noktalarının sayısı arttıkça, kazıyıcı izleri kademeli olarak kısaltılmalıdır. Her kazıma turu belirli bir yönde yapılmalı ve ikinci tur, kazıyıcı izlerinin orijinal yönünü ortadan kaldırmak için çapraz bir şekilde yapılmalıdır. Aksi takdirde, araştırma noktaları çizgili bir dağılımda görünecektir.
Araştırma noktalarının sayısını hızlı bir şekilde artırmak için, noktalar kazınırken çevredeki alanlar da kazınabilir. Bu şekilde, en yüksek noktalar kaldırıldığında, çevredeki ikincil yüksek noktalar hızla görünür hale gelecek ve kazıma işlemi hızlanacaktır.
Kazıma işlemi sırasında, kazınan yüzeyde derin çizikler oluşmasını önlemek için kazıyıcının eğilmemesine dikkat edilmelidir. Araştırma noktalarının sayısı giderek arttıkça, indikatör ince ve eşit bir şekilde uygulanmalıdır. Alıştırma işleminden sonra, parlak araştırma noktaları (sert noktalar) daha ağır bir şekilde kazınmalı, donuk araştırma noktaları (yumuşak noktalar) ise, gösterilen araştırma noktaları eşit derecede sert ve yumuşak olana kadar daha hafif bir şekilde kazınmalıdır.
İnce kazıma için 25mm × 25mm alan başına 12-15 temas noktası gerekir.
Kazıma yaparken, alet izi uzunluğunun yaklaşık 5 mm olduğu nokta kazıma yöntemiyle ince bir kazıma aleti kullanın. İnce kazıma yaparken şunlara dikkat edin: aleti hafifçe indirin, bitirirken hızla kaldırın. Her taşlama noktasında sadece bir kez kazıyın, tekrarlamayın ve her zaman çapraz bir şekilde kazıyın.
Temas noktaları 20 nokta/(25mm×25mm)'den fazla olduğunda, taşlama noktaları üç kategoriye ayrılabilir: en parlak noktaları tamamen kazıyın; orta noktaların üstünden küçük bir parça kazıyın; küçük noktaları kazımadan bırakın. Son üç geçişte, kazınan yüzeyin iyi görünmesi için çapraz alet izleri boyut olarak tutarlı olmalı ve düzgün bir şekilde düzenlenmelidir.
İnce raspalama sırasında temizliğe özellikle dikkat edilmelidir. Alıştırma sırasında, ortadaki kirlilikler genellikle kazınan yüzeyde ince çizgilere veya derin çiziklere neden olur, bu da onarımları çok zorlaştırır ve hatta bazen hurdaya neden olur.
Takım işaretinin genişliği kazıma derinliğini yansıtabilir, bu nedenle takım işaretinin genişliğini kontrol etmek kazıma derinliğini kontrol edebilir. Kaba kazıma için, takım işaretinin genişliği bıçak uzunluğunun 2/3 ila 3/4'ü kadar olmalıdır; ince kazıma için 1/3 ila 1/2 olmalıdır ve hassas kazıma için daha da dar olmalıdır. Çok geniş takım izleri, birim alan başına temas noktası sayısını da etkileyecektir.
Kazınan yüzeyde delikler veya dişli delikler varsa, alçalmasını önlemek için doğrudan delik açıklığının üzerinden kazımaktan kaçınmak için kazıyıcıyı kontrol edin. Kazınan yüzeyde dar bir çerçeve varsa, dar kenarın çok alçak kazınmasını önlemek için kazıma yönü ile dar kenar arasındaki açıyı 30°'den az tutmaya dikkat edin.
Dekoratif kazımanın amaçları şunlardır: birincisi, tamamen kazınmış yüzeyin estetiği için; ikincisi, nispeten kayan yüzeyler arasında iyi yağlama koşulları oluşturmak ve ayrıca desenin kaybolmasına bağlı olarak düzlemdeki aşınma derecesini değerlendirmek. Yüksek temas hassasiyeti gereksinimleri ve çok sayıda gerekli temas noktası olan iş parçaları için, büyük blok desenleri kazınmamalıdır; aksi takdirde, gerekli kazıma hassasiyeti elde edilemez.
1) Kazınmış yüzeyde derin içbükey izler
Bunun nedeni, sıyırıcının kesici kenar kavisinin çok küçük olması ve sıyırma sırasındaki basıncın yüksek olması, bunun sonucunda çok derin takım izlerinin oluşması veya kaba sıyırma sırasında eşit olmayan kuvvet uygulanarak sıyırıcının eğilmesine neden olmasıdır.
2) Titreşim işaretleri
Bir yönde tekrar tekrar kazıma yaparken veya çelik iş parçalarını kazırken, kazıyıcının kama açısı çok küçük ve ön açısı çok büyükse, titreşim izleri oluşacaktır.
3) Yüzey yırtılma izleri
Kazıyıcının kesme kenarının yüzey pürüzlülüğü yüksekse, mikro çatlaklar varsa veya kenardaki metalografik yapı aşırı su verme sıcaklığı nedeniyle kabalaşırsa, kazınan yüzeyde düzenli kaba şerit benzeri kazıma izlerine neden olur.
4) Yüzey çizikleri
Bunun nedeni kirli indikatör, karışık kirlilikler veya öğütme noktası işlemi sırasında kum parçacıkları, talaşlar ve diğer kirliliklerdir.
5) Şekil doğruluğu hataları
Taşlama noktaları alıştırılırken basınç dengesizse, iş parçası referans parçadan çok fazla çıkıntı yapıyorsa, iş parçası kütlesi asimetrikse, taşlama noktaları sırasında önlem alınmıyorsa, yanlış yüksek noktalar üretiliyorsa, kazıma yanlış yüksek noktalara göre yapılıyorsa veya referans parça hatası çok büyükse, kazınan yüzeyin yanlış bir şekilde şekillenmesine neden olacaktır.
Alıştırma, iş parçası yüzeyinden son derece ince bir metal tabakasını kaldırmak için alıştırma aletlerini ve aşındırıcıları kullanan, iş parçası yüzeyine doğru boyutlar, geometrik hassasiyet ve yüksek yüzey kalitesi veren bir işlemdir.
Alıştırma, aletlerin, göstergelerin (kama yuvası tapa göstergeleri) ve hassas makinelerin üretiminde yaygın olarak kullanılan bir son işlemdir.
Alıştırma takımları, alıştırma sırasında iş parçası yüzeyinin geometrik şeklini belirleyen standart takımlardır. Gerektiği gibi farklı boyutlarda silindirik, konik, halka şeklinde vb. yapılabilirler. Alıştırma için, alıştırma takımının geometrik şeklinin iş parçası ile mümkün olduğunca tutarlı olması ve yüzeyin pürüzsüz ve çatlaksız olması gerekir.
Alıştırma sırasında, alıştırma takımının yüzey sertliği, alıştırılan iş parçasınınkinden biraz daha düşük olmalıdır. Bu, lepleme bileşiğindeki küçük aşındırıcı parçacıkların lepleme takımının yüzeyine kolayca ve eşit şekilde gömülmesini sağlar. Bu ince parçacıklar yüksek sertliğe sahiptir ve iş parçası yüzeyinde mikro kesme yapmak için çok sayıda mikro kesme kenarı oluşturur. Tersine, parçacıklar iş parçası yüzeyine gömülürse, lepleme sırasında lepleme takımını keseceklerdir.
Ancak, alıştırma aleti çok yumuşak olmamalıdır, aksi takdirde aşındırıcı parçacıklar alıştırma aletinin içine tamamen gömülür ve alıştırma etkisini kaybeder. Alıştırma takımının malzeme yapısı, alıştırılan iş parçasının yüksek boyutsal ve şekil doğruluğu ve düşük yüzey pürüzlülüğü elde etmesini sağlamak için düşük deformasyon, belirli esneklik ve iyi aşınma direnci ile ince ve düzgün olmalıdır.
Alıştırma takımları için yaygın malzemeler arasında gri dökme demir, sfero dökme demir bulunur ve ayrıca yumuşak çelik, bakır, Babbitt metali ve kurşun da kullanılabilir. Son ikisi çoğunlukla bakır alaşımlarından yapılmış hassas şaftların parlatılması veya yumuşak parçaların alıştırılması için kullanılır.
1) Gri dökme demir
Alıştırma takımları için en iyi malzeme, iyi yağlama özelliklerine, yüksek alıştırma verimliliğine sahiptir, ekonomiktir ve düşük aşınmaya sahiptir. Özellikle ince lepleme için uygundur ve yüksek fosforlu dökme demir kullanılarak çok düşük yüzey pürüzlülüğü elde edilebilir. Alıştırma takımı malzemesi olarak kullanılan dökme demirin bileşimi Tablo 18'de gösterilmektedir.
Tablo 18 Dökme demir lepleme takım malzemelerinin bileşimi
| Hassas lepleme için dökme demir malzeme bileşimi (kütle oranı) | Genel kaba lepleme için dökme demir malzeme bileşimi (kütle oranı) | ||
| Karbon | 2.7%~3.0% | Karbon | 0,35%~3,7% |
| Manganez | 0,4%~0,7% | Manganez | 0,4%~0,7% |
| Antimon | 0.45%~0.55% | Antimon | 0.45%~0.55% |
| Silikon | 1.3%~1.8% | Silikon | 1.5%~2.2% |
| Fosfor | 0,65%~0,7% | Fosfor | 0.1%~0.15% |
2) Yumuşak çelik
Gri dökme demirden daha yüksek mukavemete sahiptir, kolayca kırılmaz veya deforme olmaz ve genellikle dişleri ve küçük delikleri (çapı 8 mm veya daha az) alıştırmak için kullanılır.
3) Bakır
Çoğunlukla daha büyük paylarla kaba alıştırma için kullanılır.
4) Kurşun
Yumuşak metallerin parlatılması için uygundur.
Alıştırma bileşikleri, aşındırıcılar (alıştırma tozları) ve alıştırma sıvılarının karıştırılmasıyla elde edilir. Yaygın olarak kullanılan aşındırıcı serileri ve uygulamaları Tablo 19'da gösterilmektedir.
Tablo 19 Yaygın olarak kullanılan aşındırıcı serileri ve uygulamaları
| Seri | Aşındırıcı adı | Kod | Özellikler | Uygulanabilir aralık |
| Korundum | Kahverengi korundum | A | Kahverengi renk. Yüksek sertlik, yüksek tokluk, ucuz | Çelik, dökme demir ve pirinçte kaba ve ince alıştırma |
| Beyaz korundum | WA | Beyaz renk. Kahverengi korindondan daha yüksek sertlik, kahverengi korindondan daha düşük tokluk | Sertleştirilmiş çelik, yüksek hız çeliği, yüksek karbonlu çelik ve ince duvarlı parçaların ince alıştırılması | |
| Krom korundum | PA | Gül kırmızısı veya mor-kırmızı renk. Beyaz korindondan daha yüksek tokluk, iyi öğütme pürüzsüzlüğü | Ölçüm aletlerinin, alet parçalarının ve yüksek hassasiyetli yüzeylerin leplenmesi | |
| Tek kristal korindon | SA | Açık sarı veya beyaz renk. Beyaz korindondan daha yüksek sertlik ve tokluk | Aşınmaya dayanıklı paslanmaz çelik, yüksek vanadyumlu yüksek hız çeliği ve diğer yüksek mukavemetli, yüksek tokluklu malzemeler | |
| Karbürler | Siyah silisyum karbür | C | Parlak siyah. Beyaz korindondan daha yüksek sertlik, kırılgan ve keskin, iyi termal ve elektrik iletkenliği | Dökme demir, pirinç, alüminyum, refrakter malzemeler ve metalik olmayan malzemelerin alıştırılması |
| Yeşil silisyum karbür | GC | Yeşil renk. Siyah silisyum karbürden daha yüksek sertlik ve kırılganlık, iyi termal ve elektrik iletkenliği | Sert alaşım, sert krom değerli taşlar, seramik, cam ve diğer sert malzemelerin taşlanması | |
| Bor karbür | M.Ö. | Grimsi-siyah. Elmastan sonra ikinci sertlik, iyi aşınma direnci | Sert alaşımların, yapay değerli taşların ve diğer sert malzemelerin ince taşlanması ve parlatılması | |
| Elmas | Sentetik elmas | JR | Renksiz ve şeffaf veya soluk sarı, sarı-yeşil veya siyah. Yüksek sertlik, doğal elmastan daha kırılgan, pürüzlü yüzey | Sert alaşımların, yapay değerli taşların, yarı iletkenlerin ve diğer yüksek sertlikteki kırılgan malzemelerin kaba ve ince taşlanması malzemeler |
| Doğal elmas | JT | En yüksek sertlik, pahalı | ||
| Diğerleri | Demir oksit | - | Kırmızıdan koyu kırmızıya, krom oksitten daha yumuşak | Çelik, demir, cam ve diğer malzemelerin ince taşlanması veya parlatılması |
| Krom oksit | - | Koyu yeşil |
Aşındırıcı taneler, partikül boyutuna göre iri taneler ve ince tozlar olarak ayrılır; iri taneler F4 ila F220 arasında ve ince tozlar F230 ila F2000 arasında işaretlenir (fotoelektrik sedimantasyon yöntemiyle ölçülür). Tane boyutu, taşlama sırasında iş parçasının gerekli hassasiyetine ve yüzey pürüzlülüğüne göre seçilmelidir. Yaygın taşlama tozu tane boyutu işaretleri Tablo 20'de gösterilmektedir.
Tablo 20 Yaygın öğütme tozu tane boyutu işaretleri ve uygulamaları
| Öğütme tozu tane boyutu işaretleme | Öğütme işlemi Kategori | Ulaşılabilir yüzey pürüzlülüğü Ra/μm |
| F100~F220 | İlk öğütme işlemi için kullanılır | - |
| F280~F360 | Kaba öğütme işlemi için kullanılır | 0.2~0.1 |
| F400~F600 | Yarı kaba öğütme işlemi için kullanılır | 0.1~0.05 |
| F800~F2000 | İnce öğütme işlemi için kullanılır | <0.05 |
Öğütme sıvısının işlevi, öğütme tozunu eşit olarak dağıtmak, soğutmak ve yağlamak ve çalışma yüzeyinde bir oksit filmi oluşturmak ve böylece öğütme işlemini hızlandırmaktır. Yaygın taşlama sıvıları arasında No. 15 veya No. 32 makine yağı bulunur ve ince taşlamada genellikle 1 kısım makine yağı ve 3 kısım gazyağı karışımı kullanılır. Gazyağı esas olarak hızlı taşlama hızı ve yüzey pürüzlülüğü gereksinimlerinin yüksek olmadığı kaba taşlama için kullanılır. Domuz yağı en çok ince taşlama için uygundur.
Ayrıca, öğütme sıvısına uygun miktarlarda parafin ve balmumu gibi dolgu maddeleri ile yüksek viskoziteli ve güçlü oksitleyici oleik asit, yağ asitleri, stearik asit vb. eklenmesi daha iyi sonuçlar elde edilmesini sağlayabilir.
Taşlama sırasında, taşlama payı çok büyük olmamalıdır; aksi takdirde, taşlama süresini artıracaktır. Genel olarak, 0,005~0,03 mm arasında bir taşlama payı uygundur. Büyük boyutlu veya yüksek hassasiyetli iş parçaları için pay daha büyük olabilir. Taşlama manuel taşlama ve mekanik taşlama olarak ikiye ayrılır.
Manuel taşlamada, iş parçası yüzeyinin tüm parçalarında düzgün kesim sağlamak için makul bir hareket yörüngesi seçilmelidir. Bu, taşlama verimliliğini, iş parçası yüzey kalitesini ve taşlama takımının ömrünü doğrudan etkiler. Manuel taşlama hareket yörüngeleri genellikle Şekil 34'te gösterildiği gibi düz çizgiler, spiraller, şekil-8 şekilleri ve sözde şekil-8 şekilleri gibi çeşitli türleri benimser.
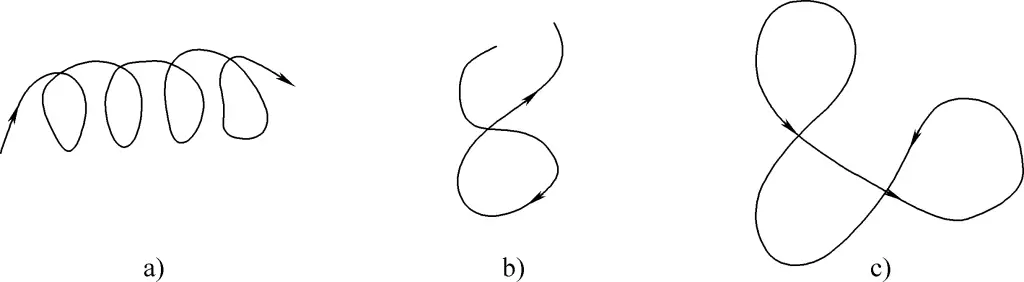
a) Spiral şekil
b) Şekil-8 şekli
c) Sözde şekil-8 şekli
Düz çizgi taşlama hareket yörüngesi, basamaklı dar ve uzun düz yüzeyler için uygun olan daha yüksek geometrik doğruluk elde edebilir, ancak küçük yüzey pürüzlülüğü değerleri elde etmek zordur. Spiral hareket yörüngesi, silindirik iş parçalarının uç yüzeylerinin taşlanması için kullanılır ve daha yüksek yüzey kalitesi elde edebilir. Şekil-8 veya sözde şekil-8 taşlama hareketi yörüngeleri, taşlanan iki yüzey arasında düzgün teması koruyabilen ve taşlama kalitesini artırmaya yardımcı olan küçük düz iş parçalarının taşlanması için kullanılır.
Silindirik yüzey taşlama genellikle manuel taşlama ile mekanik taşlamanın birleştirilmesiyle yapılır. Taşlama aletleri arasında taşlama halkaları ve taşlama çubukları bulunur.
Taşlama sonrası iş parçası yüzeyinin kalitesi sadece uygun aşındırıcı seçimi ve taşlama işleminin rasyonelliği ile yakından ilgili değildir, aynı zamanda taşlama sırasında temizliğe dikkat edilmesinden de doğrudan etkilenir. Temizlik korunmazsa, iş parçası üzerinde küçük bulanıklıklara veya ciddi derin çiziklere neden olabilir. Bu nedenle, taşlama işlemi boyunca, iş parçası yüzeyinin zarar görmesini önlemek için temizliğe özel dikkat gösterilmelidir.
İki veya daha fazla iş parçasının perçin kullanılarak birbirine bağlanmasına perçinleme denir. Genel olarak perçinleme iki türe ayrılır: hareketli perçinleme ve sabit perçinleme.
Hareketli perçinleme: Bağlı parçalar birbirlerine göre hareket edebilir. Örnek olarak makas ve pergel gibi aletler verilebilir. Sabit perçinleme: Bağlı parçalar birbirlerine nispeten sabitlenir ve sert bir bağlantı oluşturur. Farklı amaçlara ve gereksinimlere göre, sabit perçinleme ayrıca ikiye ayrılabilir:
1) Güçlü perçinleme (rijit perçinleme): Yeterli güç gerektiren ve büyük kuvvetler taşıyan yapılar için kullanılır. Örnekler arasında çatı makasları, köprüler ve vinçler yer alır.
2) Güçlü ve sıkı perçinleme: Düşük basınçlı sızdırmaz kaplara ve çeşitli sıvı ve gaz boru hatlarına uygulanır. Bu yöntemle perçinlenen kaplar sadece küçük üniform basınçlara dayanabilir, ancak gaz veya sıvı sızıntısını önlemek için bağlantıların çok sıkı sızdırmazlığı gerekir. Örnekler arasında gaz tankları, su tankları ve yağ tankları bulunmaktadır. Bu tür perçinleme küçük, yoğun şekilde düzenlenmiş perçinlerle karakterize edilir ve sızdırmazlığı artırmak için perçin dikişlerine genellikle kauçuk levhalar veya diğer dolgu maddeleri eklenir.
3) Sert ve sıkı perçinleme: Bu perçinleme türü daha büyük basınçlara dayanabilir ve yüksek basınç altında bile sıvı veya gaz sızıntısını önleyen çok sıkı bağlantılar gerektirir. Yüksek basınçlı kaplar (buhar kazanları, basınçlı hava tankları gibi) ve diğer yüksek basınçlı kaplar için kullanılır.
Farklı perçinleme yöntemlerine göre perçinleme de aşağıdaki üç türe ayrılabilir:
1) Soğuk perçinleme: Perçinleme sırasında perçinin ısıtılmasına gerek yoktur ve perçin başını oluşturmak için doğrudan üzülür. Soğuk perçinleme için kullanılan perçin malzemesi yüksek plastisiteye sahip olmalıdır. Çapı 8 mm'nin altında olan çelik perçinlerin tümü soğuk perçinleme yöntemi kullanılarak perçinlenebilir.
2) Sıcak perçinleme: Perçinlemeden önce perçinin tamamının belirli bir sıcaklığa kadar ısıtılmasına sıcak perçinleme denir. Bunun nedeni perçinin ısıtıldığında daha iyi plastisiteye sahip olması ve daha kolay şekillendirilebilmesidir. Ayrıca, perçin sapı soğutulduğunda büzülür ve bağlantının mukavemetini artırır. Sıcak perçinlemede, ısıtılmış, genişletilmiş perçinin deliğe kolayca girmesini sağlamak için perçin deliği çapı 0,5 ~ 1 mm büyütülmelidir. Çapı 8 mm'den büyük olan çelik perçinler çoğunlukla sıcak perçinlenir.
3) Karışık perçinleme: Perçinleme sırasında perçinin sadece baş ucu ısıtılır. Uzun, ince perçinlerde bu yöntem, perçin sapının perçinleme kuvveti altında bükülmesini önleyebilir, aksi takdirde normal perçinlemeyi engeller.
Şekil 35'te yuvarlak başlı, konik düz başlı, düz başlı, tava başlı havşa başlı ve içi boş perçinlerin yanı sıra kör perçinler ve tahrik pimli perçinler gibi daha yeni tipler de dahil olmak üzere perçin şekilleri gösterilmektedir.
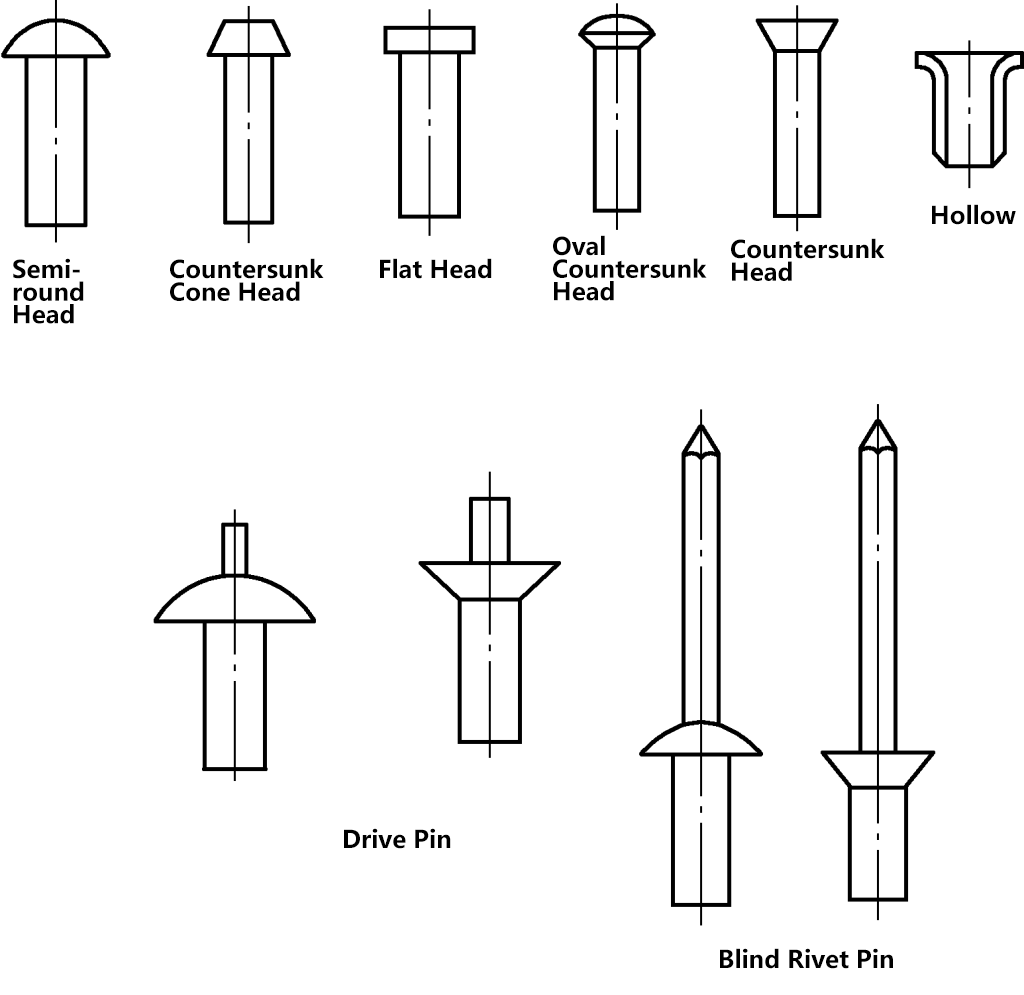
Perçinler genellikle alüminyumdan yapılır, ancak çelik ve bakır perçinler de mevcuttur. Genellikle çelik perçinler hareketli perçinleme ve yüksek mukavemetli perçinleme için kullanılır.
Yaygın manuel perçinleme aletleri arasında çekiçler, baskı zımbaları, çıtçıtlı aletler ve burkma çubukları bulunur. Günümüzde özel perçinleme makineleri de bulunmaktadır.
1) Basınçlı zımba
Şekil 36a'da gösterildiği gibi, perçin deliğe yerleştirildikten sonra çekiç, iş parçalarını birbirine sıkıca bastırmak için baskı zımbasına vurur ve Şekil 36b'de gösterilen durumun meydana gelmesini önler.
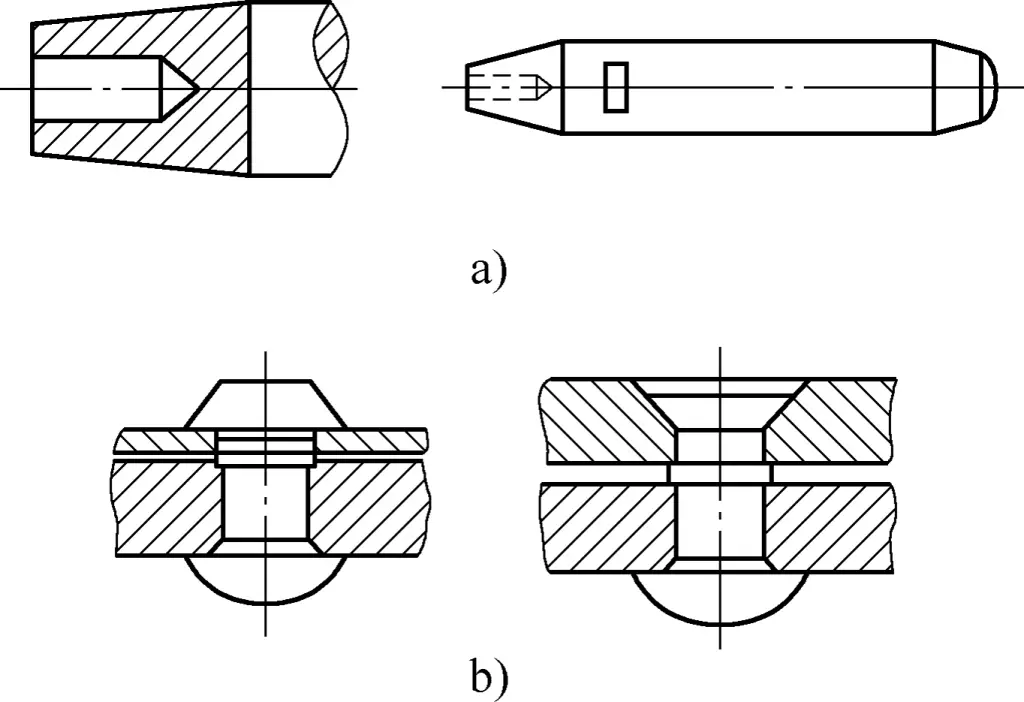
2) Çıtçıt aleti ve toka çubuğu
Şekil 37'de gösterildiği gibi, hem kapak kalıbının hem de alt kalıbın çalışma parçaları içbükeydir. İçbükey şekil, kullanılan perçin kafasının şekline göre, genellikle içbükey küresel bir yüzey olarak yapılmalı ve sertleştirilip parlatılmalıdır. Perçinleme sırasında, kapak kalıbı tam bir perçin kafası oluşturmak için kullanılırken, alt kalıp deformasyonu önlemek için perçin kafasının diğer ucunu tutmak için kullanılır. Alt kalıbın şaftı düz bir yüzey haline getirilir ve bir tezgah mengenesine sıkıştırılabilir.
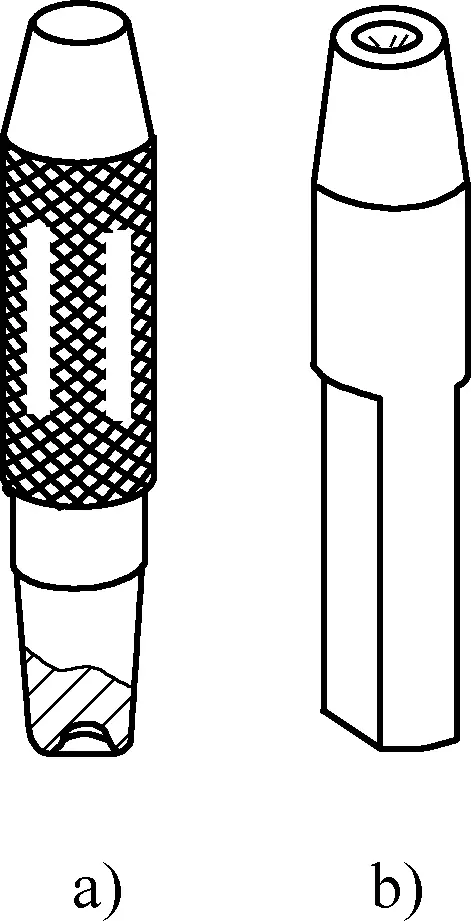
a) Kapak kalıbı
b) Alt kalıp
Artık bazı küçük ve orta ölçekli parçalar perçinleme makinesinde perçinlenebiliyor. Perçinleme makinesinin gücü hidrolik aracılığıyla elde edilir. Üst zımbanın kuvvet uygulama yöntemi, perçin kafasını perçinleme makinesinin merkezi etrafında döndürmek ve bastırmaktır. Farklı zımbalar takılarak çeşitli perçin türleri birleştirilebilir. Perçinleme kalitesi, manuel perçinlemeye kıyasla daha kararlı ve verimlidir.
Perçin çapı, perçinlenecek iş parçasının kalınlığına göre belirlenir, genellikle iş parçası kalınlığının 1,8 katı olarak alınır ve daha sonra standart bir çapa yuvarlanır. Tablo 21'e göre de seçilebilir.
Tablo 21 Perçin çapı seçimi (birim: mm)
| Hesaplanan bileşen kalınlığı | 9.5~12.5 | 13.5~18.5 | 9~24 | 24.5~28 | 28.5~31 |
| Perçin çapı | 19 | 22 | 25 | 28 | 31 |
Standart perçin çapları Tablo 22'ye göre seçilebilir.
Tablo 22 Standart perçin çapları (birim: mm)
| Perçin Çap | Nominal Çap | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 10.0 | 13.0 | 16.0 |
| Hoşgörü | ±0.1 | +0.2 -0.1 | +0.3 -0.2 | +0.4 -0.2 | ||||||||
Kullanılacak perçinin uzunluğunu belirlemek için, bağlı parçaların kalınlığını dikkate almanın yanı sıra, perçin kafasını oluşturmak için bırakılan malzeme tam bir perçin kafası yapmak için yeterli olmalıdır. Perçin uzunluğu aşağıdaki formül kullanılarak hesaplanabilir:
Nerede
Sabit perçinleme için delik çapı Tablo 23'e göre seçilir. Daha küçük bir delik çapı daha sıkı bir perçin bağlantısı sağlar ancak perçin yerleştirmeyi zorlaştırır; daha büyük bir delik çapı iş parçasının kolayca gevşemesine neden olabilir. Pratik çalışmalarda, genellikle perçin çapıyla aynı boyutta matkap ucuyla bir delik açmak yeterlidir.
Hareketli perçinleme için delik çapı uygun şekilde büyütülmelidir.
Tablo 23 Standart perçin çapları ve delik çapları (birim: mm)
| Nominal çap | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | |
| Delik çapı | Hassas uyum | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 |
| Kaba uyum | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 | |
Perçinleme adımları: İş parçasında delikler açın (ideal işleme yöntemi, bağlı iş parçalarıyla birlikte delik açmaktır) → Perçini yerleştirin → Perçinin alt ucunu bir alt kalıpla tutun, iş parçalarının sıkıca oturmasını sağlamak için bir baskı zımbası kullanın → Kaba bir şekil oluşturmak için bir çekiç kullanın → Tam bir perçin kafası oluşturmak için bir kapak kalıbı kullanın.
İş parçalarında, yuvarlak çubuklar genellikle perçin olarak kullanılır ve iki perçin kafasının oluşturulmasını gerektirir.
Perçinleme adımları yuvarlak başlı perçinler için olanlara benzerdir (havşa açısı genellikle 90°'dir). Yani: Perçini yerleştirin → İş parçalarını sıkıca oturtmak için baskı zımbası kullanın → Perçini altüst etmek için çekiç kullanın → Her iki uçta perçin kafaları oluşturun → Perçin kafalarını düzleştirin.
İçi boş perçini deliğe yerleştirin, önce perçinin ucunu delmek için atılmış bir merkez veya numune zımbası kullanın, perçin deliğinin genişlemesine ve iş parçası deliğine sıkıca oturmasına neden olun, ardından perçin başının iş parçasına sıkıca oturmasını sağlamak için özel olarak yapılmış bir zımba kullanın.
Hareketli bağlantılar için perçinleme yaparken, çekiç darbe kuvveti çok güçlü olmamalıdır. İş parçalarının göreceli dönüşünü düzenli olarak kontrol edin. Perçinlemenin çok sıkı olduğu tespit edilirse, perçinin bir ucunu delikli bir pedin üzerine yerleştirin, diğer ucundaki perçin kafasına birkaç kez vurmak için bir çekiç kullanın ve biraz yağlama yağı ekleyin, ardından iş parçalarını birbirine göre birkaç kez döndürün.
Manuel perçinlemenin düşük verimliliği ve yüksek iş gücü yoğunluğu nedeniyle, seri üretimde genellikle mekanik perçinleme yöntemleri kullanılır. Perçinleme için çoğunlukla mekanize perçin tabancaları ve perçinleme makineleri kullanılır.
Çubukların, şeritlerin, plakaların, boruların ve çeşitli profillerin istenen şekle bükülmesi işlemine bükme denir.
Malzemelerin bükülebilmesi için belirli bir plastiklik derecesine sahip olmaları gerekir.
Bükme işlemi sırasında, kuvvet etkisi altında malzemenin şekli değişir ve malzemenin özellikleri de değişir. Malzeme daha sert ve kırılgan hale gelir, bu soğuk işlem sertleşmesi olarak bilinen bir olgudur (örneğin, bir kurşun tel birkaç kez ileri geri bükülürse, telin bükülmüş kısmı daha sert hale gelecektir). Malzemelerin soğuk işlemle sertleşmesi olgusu tavlama işlemi ile ortadan kaldırılabilir.
Bükme sırasında, çizim katlanmamış uzunluğu belirtmiyorsa, kesmeden ve şekle bükmeden önce hesaplanması gerekir. Bükme sırasında malzemenin dış katmanı gerilirken, iç tarafı sıkıştırılır ve kısalır. Malzemenin orta katmanının uzunluğu değişmeden kalır ve bu katman nötr katman olarak adlandırılır. Genellikle montajcılar malzeme uzunluğunu nötr katmana göre hesaplar.
Örnek Şekil 38'de gösterildiği gibi çok dik açılı bir iş parçası yapmak için kullanılan 4 mm kalınlığında ve 12 mm genişliğinde yassı bir çelik çubuk olduğunu varsayalım. Malzeme uzunluğu L'yi hesaplayın.
Çözüm L=(2×48)mm+[2×(42-8)+76+(4×4π/4)]mm= (96+68+76+12.56)mm=252.56mm
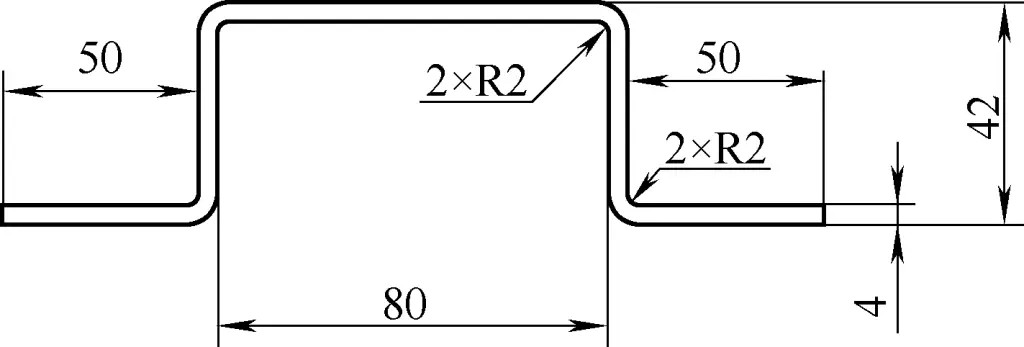
Dik açıları bükme yöntemi, önce bükme çizgisini işaretlemek, ardından iş parçasını mengene çeneleriyle aynı hizada ve her iki tarafı çenelere dik olacak şekilde bir tezgah mengenesine sıkıştırmaktır. Dik açı oluşturmak için iş parçasının tabanına vurmak üzere bir çekiç kullanın. Mengene çeneleri iş parçası katlama çizgisinden daha kısaysa, iş parçasını tutmak için bir fikstür olarak dik açılı bir demir kullanılabilir.
İnce sac malzemeler için, çekiçleme için ahşap bir tokmak kullanılabilir; bükülecek kenarları daha kısa olan daha kalın sac malzemeler için, çekiçlemeden önce yastık olarak sert ahşap bir blok kullanılabilir; iş parçasının yüzey kalitesi gereksinimleri yüksek değilse, çekiç doğrudan kullanılabilir. Çekiçle vururken, malzemenin üst ucuna değil, bükümün katlanma noktasına yakın bir yere vurun. Bir iş parçasını Şekil 39'da gösterildiği gibi bükmek için aşağıdaki adımları izleyin:
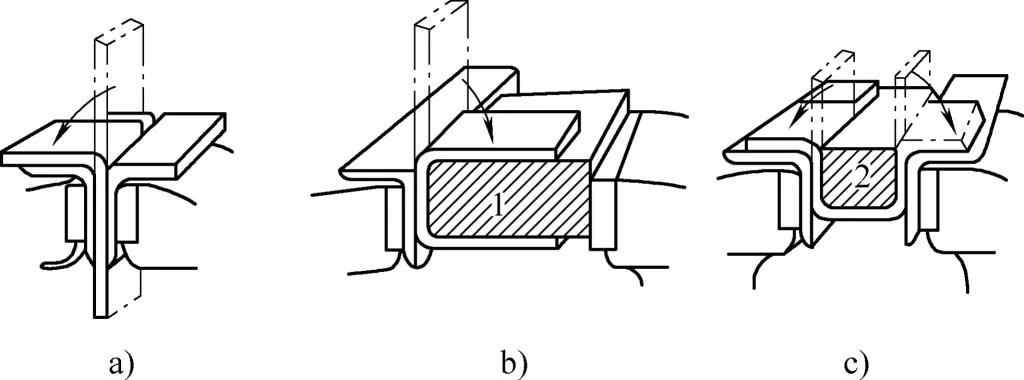
Yay şeklindeki iş parçalarını bükme yöntemi Şekil 40'ta gösterilmiştir, burada oklar çekiçleme noktalarını göstermektedir. Daha uzun oklar çekiçleme kuvvetinin daha büyük olması ve çekiçleme noktalarının birbirine daha yakın olması gerektiğini gösterir; daha kısa oklar çekiçleme kuvvetinin daha az olması ve çekiçleme noktalarının daha aralıklı olması gerektiğini gösterir.
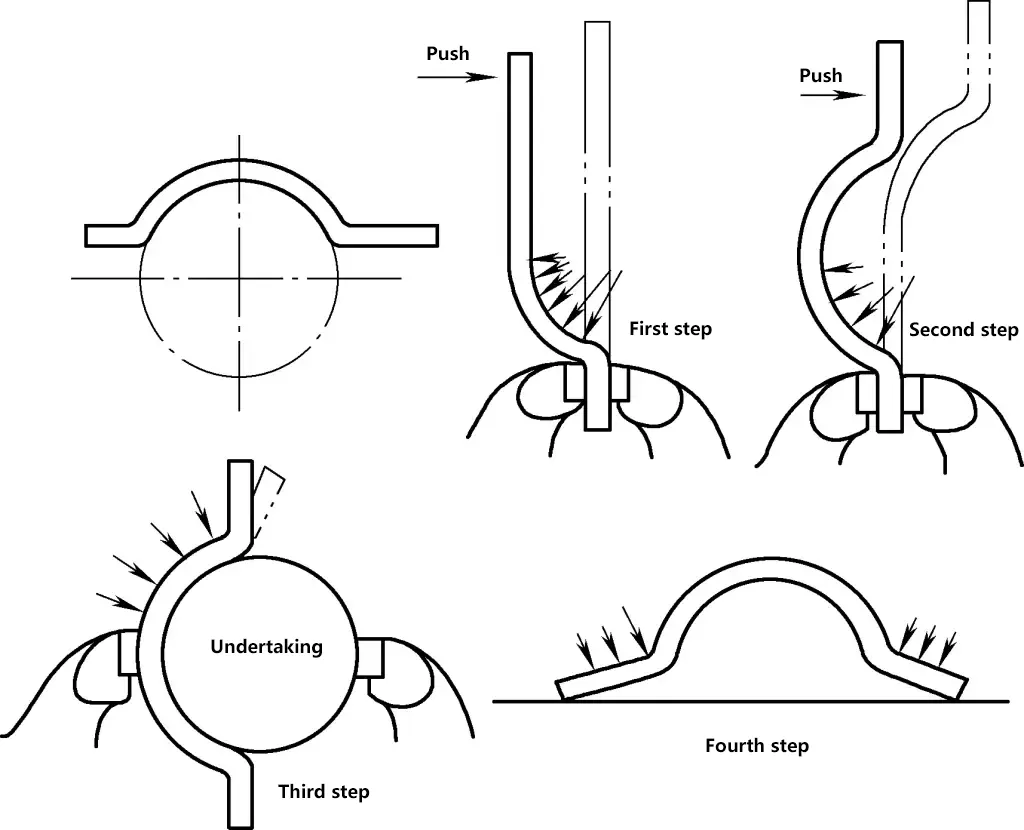
Borunun iç çapı büyük olduğunda (10 mm'den büyük), Şekil 41a'da gösterildiği gibi boruyu kumla doldurma yöntemini kullanın. Bükmeden önce boruyu kuru kumla doldurun (sıkıştırmayı sağlamak için doldururken boru duvarına sürekli vurun) ve her iki ucu da ahşap tıpalarla kapatın. Borunun bir dikişi varsa, dikişi Şekil 41b'de gösterildiği gibi nötr katman konumuna yerleştirin.
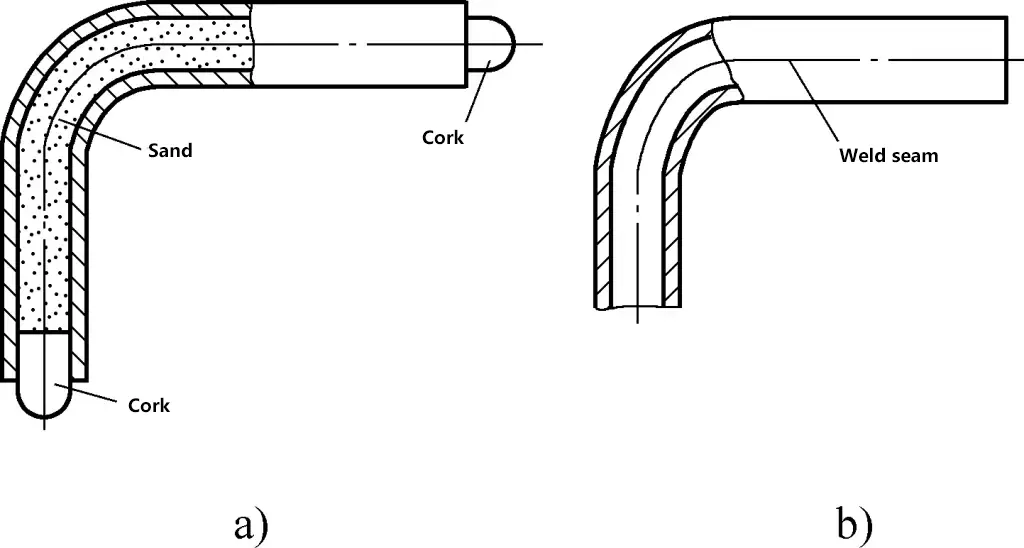
Boruları bükmek için en iyi yöntem boru bükme Alet. Boru bükme aletinin döner tablası ve desteği üzerindeki ark oluğunun yarıçapı, bükülen borunun dış çapına göre belirlenmeli, döner tablanın boyutu ise bükülme yarıçapı. Kullanırken, boruyu ark oluğuna yerleştirin, boruyu kanca ile kancalayın ve ardından bükmek için kolu çalıştırın.
Depolama, nakliye, işleme, ısıl işlem ve diğer nedenlerden dolayı, levha malzemeler, kare çelik, yuvarlak çelik ve diğer parçalar genellikle bükülme, eğilme veya bükülme gibi kusurlar geliştirir. Deformasyonu ortadan kaldırmak ve eğrilmiş iş parçalarının veya malzemelerin orijinal halini geri yüklemek için bir çekiç veya belirli makineler kullanma işlemine doğrultma denir.
Doğrultulacak malzeme belirli bir plastikliğe sahip olmalıdır; kırılgan malzemeler doğrultma için uygun değildir.
Yaygın olarak kullanılan düzleştirme yöntemleri arasında doğrudan ters bükme, germe ve presleme yer alır.
1) Doğrudan ters bükme yöntemi
Doğrudan ters bükme yöntemi, malzemenin deforme olmuş kısmının doğrudan düzleştirilmesini içerir. Bu yöntem çubuk stoğunun doğrultulması için uygundur.
Bükülmüş çubuk stoğu için, Şekil 42'de gösterildiği gibi doğrudan eski haline getirmek için bir anahtar kullanın. Doğrulturken, iş parçasını bir tezgah mengenesine sıkıştırın ve çubuk stoğunu orijinal şekline geri döndürmek için özel bir anahtar kullanın. Bükülmüş çubuk stoğu için, bükülmüş parçayı doğrudan düzeltmek üzere Şekil 43'te gösterilen yöntemi kullanın.
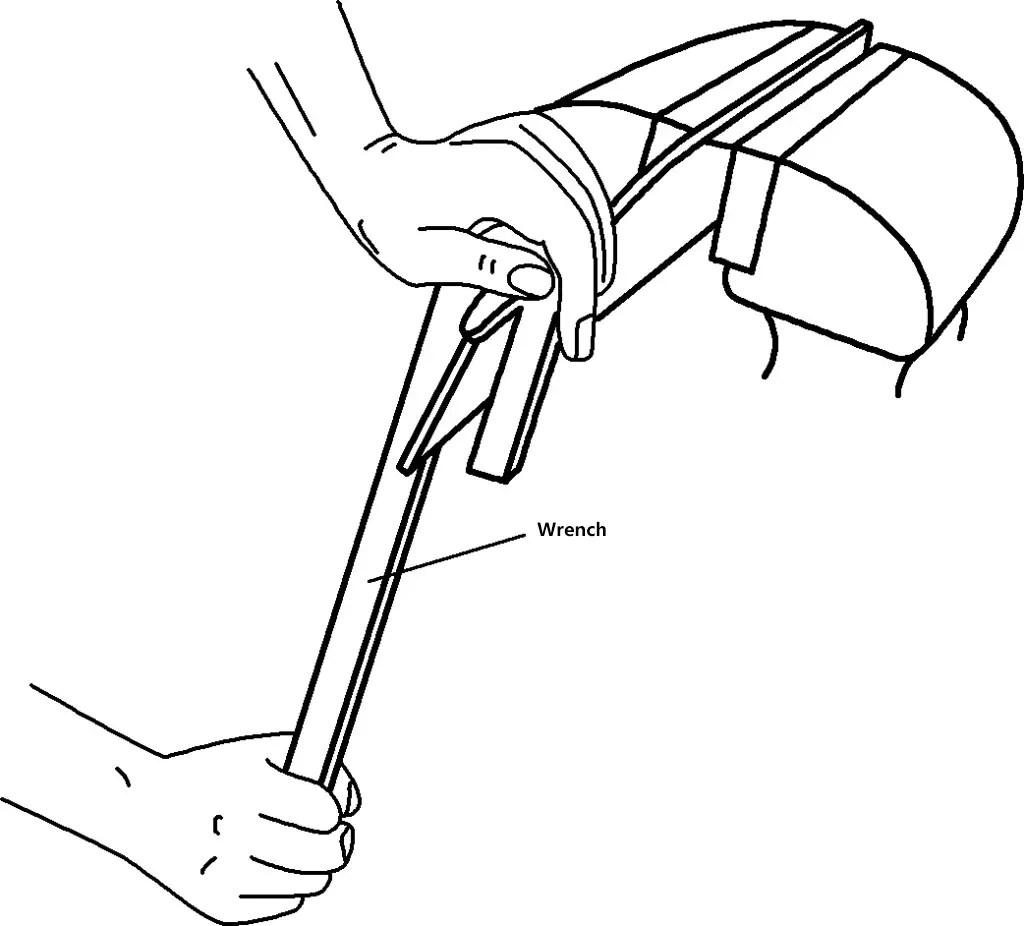
Şekil 43a'da gösterilen yöntemi kullanırken, çoklu bükülmelerin meydana gelmesini önlemek için tezgah mengenesi çubuk stoğunun bükülmüş kısmına yakın sıkıştırılmalıdır. Çubuk stoğunu bir anahtarla hafifçe düzelttikten sonra, mengene çenelerinde düz bir şekilde sıkıştırın (Şekil 43b), ardından düz bir plaka üzerine yerleştirin ve düz bir şekilde çekiçlemeye devam edin (Şekil 43c).
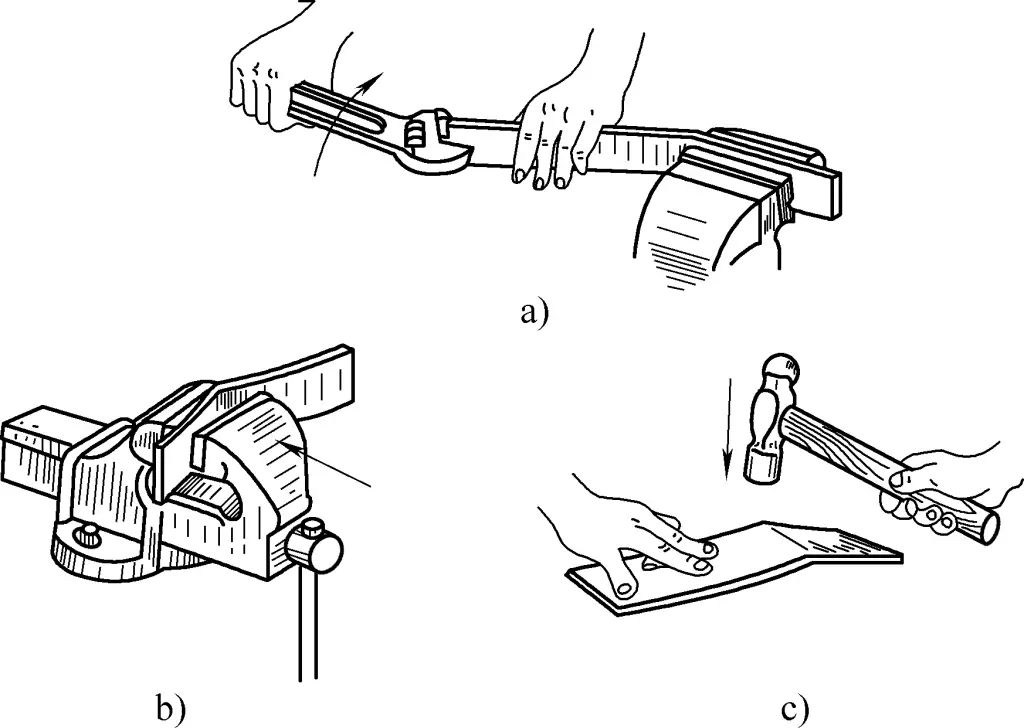
2) Germe yöntemi
Germe yöntemi, çekiçlenen alanın altındaki malzemeyi uzatmak ve genişletmek için malzemenin belirli kısımlarının çekiçlenmesini içerir, böylece deforme olmuş parçayı düzeltme hedefine ulaşılır.
3) Presleme yöntemi
Presleme yöntemi genellikle bükülmüş şaftları düzeltmek için kullanılır. İnce şaftlar manuel bir vidalı pres kullanılarak düzeltilebilirken, daha büyük çaplı şaftlar hidrolik pres. Mili iki V-blok üzerinde, V-bloklar birbirinden çok uzak olmayacak şekilde destekleyin. Bükülmüş noktayı bulmak için bir komparatör kullanın, ardından pres vidasını çevirin veya şaftın yüksek noktasına bastırmak için hidrolik pres kullanın. Düz olana kadar bastırmaya ve ölçmeye devam edin.
4) Germe yöntemi
Bükülmüş ince tel malzemeler, Şekil 44'te gösterildiği gibi germe yöntemi kullanılarak düzeltilebilir. Doğrulturken, telin bir ucunu bir tezgah mengenesine sıkıştırın, teli mengene çenelerinin yakınındaki yuvarlak bir ahşap bloğun etrafına sarın, ahşap bloğu sol elinizle geri çekin ve teli sağ elinizle gergin bir şekilde çekerek düzeltin.
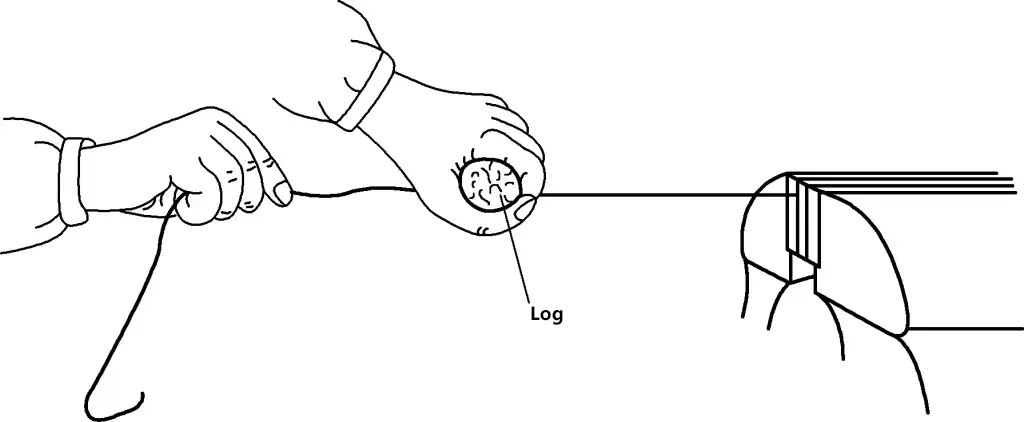
Çarpık ince metal levhalar tahta bir tokmak kullanılarak düzleştirilebilir. Daha ince saclar için, eğrilmiş metal sacı düz bir plaka üzerine yerleştirebilir, sol elinizle sacın bir ucuna bastırabilir ve sağ elinizle düz bir tahta bloğu eğrilmiş metal saca doğru tutarak dışa doğru kuvvetle düzleştirebilirsiniz.