Temel Sac Metal Montaj Teknikleri: Kapsamlı Bir Kılavuz
I. Montaj Yöntemleri Belirtilen teknik gerekliliklere göre, parçaların veya bileşenlerin montajı ve bağlanması işlemi...

Malzemeler ve ham parçalar şişkinlik, eğilme, bükülme ve dalga benzeri bozulmalar gibi kusurlar sergileyebilir. Kesme, dilimleme ve şekillendirme işlemlerinden önce malzemelerin tesviye edilmesi önemlidir.
Malzeme deformasyonu, haddelemenin artık geriliminden, malzemenin işlenmesinden ve uygun olmayan kaldırma, taşıma veya depolamadan kaynaklanabilir.
Dış kuvvetler veya ısı (termal genleşme ve büzülme) uygulanarak, malzemedeki daha kısa lifler uzatılabilir veya daha uzun olanlar kısaltılabilir ve sonuçta tüm lif katmanlarının uzunlukları yaklaşık olarak eşit hale getirilebilir.
Tesviye yöntemleri, ısı uygulanıp uygulanmadığına bağlı olarak soğuk tesviye ve sıcak tesviye olarak kategorize edilir. Ayrıca uygulanan kuvvetin kaynağına ve niteliğine göre manuel tesviye, mekanik tesviye ve alevli tesviye olarak da ayrılırlar.
Yaygın tesviye yöntemleri manuel ve mekanik tesviyeyi içerir. Mekanik tesviye, makine tesviyesi, sürtünmeli pres tesviyesi, profil doğrultma makinesi tesviyesi ve titreşimli çekiçle şekillendirme makinesi düzeltmesini kapsar.
Manuel tesviye, parçaların deformasyonunu düzeltmek için çekiç veya bükme yöntemlerinin kullanılmasını içerir. Esas olarak ekipmanın tesviye edemediği parçalar için kullanılan esnek ve basit bir yöntemdir. Manuel tesviyede yaygın olarak kullanılan aletler arasında çekiçler, balyozlar, tokmaklar, ölü darbe çekiçleri, krikolar, mengene sapları vb. yer alır ve birincil fikstür bir platformdur.
Ölçüm aletleri temel olarak düzeçler, kalınlık mastarları ve şablonları içerir. Manuel tesviye kapsamı: düzleştirme makaslama ve yanal bükümlerin kesilmesi, küçük açılı çelik doğrultma, iş parçalarındaki şekillendirme kusurlarının manuel olarak düzeltilmesi.
Makine tesviyesi öncelikle karbon çelik plakalar, paslanmaz çelik plakalar ve alüminyum alaşımlı plakalar için kullanılır, ince plaka tesviyesi ve kalın plaka tesviyesi olarak ikiye ayrılır.
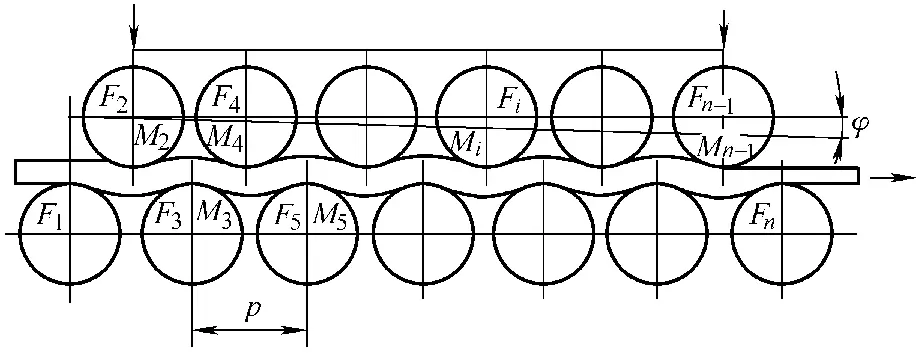
Plaka bükme, Şekil 3-159'da gösterildiği gibi düzlemsel (iki boyutlu) bükme ve uzamsal (üç boyutlu) bükme olarak ikiye ayrılır. Plaka tesviye prensibi, tesviye silindirinin etkisi altında metal plakanın plastik deformasyonuna neden olmak ve Şekil 3-160'da gösterildiği gibi düz bir durum elde etmektir.
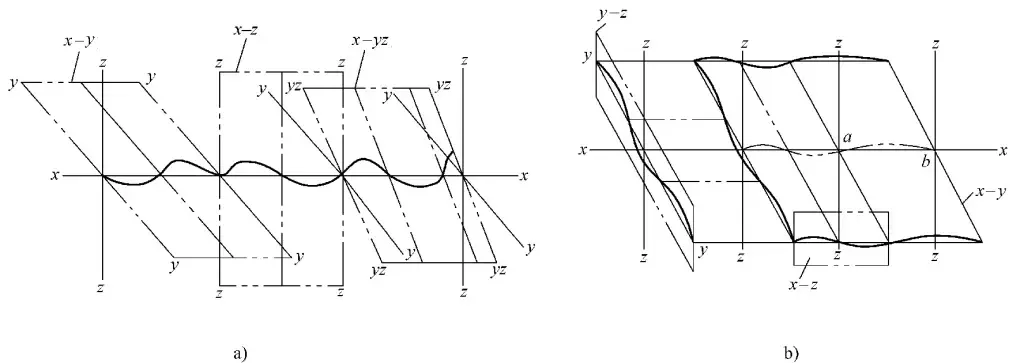
a) İki Boyutlu Bükme Diyagramı
b) Üç Boyutlu Bükme Diyagramı
Tesviye için damgalama parçaları Demiryolu yolcu vagonlarında, iş parçasının kalınlığına göre iki tip ekipman kullanılır: ince plaka tesviye makineleri ve kalın plaka tesviye makineleri.
İnce plaka tesviye makinesinin görünümü Şekil 3-16a'da gösterilmiştir ve teknik parametreleri Tablo 3-108'de verilmiştir. Bu makine 19 silindirli hassas düzeltme, 0,5~8 mm kalınlığında tesviye plakaları kullanır ve doğrultma silindirlerinin ayar hassasiyeti ±0,01 mm'dir.
Tablo 3-108 19 Silindirli Hassas İnce Plaka Tesviye Makinesinin Teknik Parametreleri
| Malzeme | Çelik, Paslanmaz Çelik, Alüminyum Alaşımlı |
| Yüzey Özellikleri | Yüzeye duyarlı bir malzeme değildir, oksidasyona ve paslanmaya eğilimli bir malzeme değildir |
| Geometrik Tolerans | Kalınlık şekil toleransı EN standartlarına uygundur |
| Çekme Dayanımı | Tesviye Performans Tablosuna bakın |
| Akma Dayanımı | Tesviye Performans Tablosuna bakın |
| Malzeme Kesiti | Düzeltme Performans Tablosuna bakın |
| Minimum Malzeme Uzunluğu (yön boyunca) | 100 mm |
| Malzeme Genişliği | 1650mm |
| Geçiş Hızı | 3 ~ 12m / dak |
| Tesviye Silindiri Çapı | 56mm |
| Tesviye Silindiri Sayısı | 19 |
| Tesviye Silindirlerinin Ayar Doğruluğu | ±0.01mm |
| Geçiş Yüksekliği Yerden Yükseklik | 950mm |
| Gerekli Alan (Uzunluk × Genişlik × Yükseklik) | 3900mm×2350mm×2050mm |
Kalın plaka tesviye makinesinin görünümü Şekil 3-16b'de gösterilmektedir ve teknik parametreleri Tablo 3-109'da verilmiştir. Bu makine 13 silindirli hassas düzeltme kullanır, 6~22 mm kalınlığındaki plakaları tesviye eder, tesviye düzlüğü 0,5 mm/m2.
Tablo 3-109: 13-Roll CNC Kalın Levha Tesviye Makinesinin Teknik Özellikleri
| Malzeme | Birimler | Notlar |
| Malzeme Türü | Sıradan Karbon Çelik, Yüksek Sıcaklığa Dayanıklı Çelik, Yüksek Alaşımlı Çelik, Paslanmaz Çelik, Alüminyum Alaşımlı | |
| Malzeme Durumu | Delme, Kesme, Alevle Kesme, Plazma KesimLazer Kesim, Yüzey Kumlama vb. | |
| Maksimum Akma Dayanımı | N/mm2 | 700: Kalınlık 22mm, Tam Uzunluk 900mm: Kalınlık 20mm, Tam Uzunluk 1000mm |
| Minimum Tesviye Kalınlığı | mm | 6 |
| Maksimum Tesviye Kalınlığı | mm | 22 |
| Seviyelendirici ile İlgili Parametreler | ||
| Maksimum Tesviye Genişliği | mm | 1650 |
| Tesviye Merdanesi Sayısı | n° | 13 |
| Tesviye Merdanelerinin Çapı | mm | 180 |
| Üst Destek Rulolarının Sayısı | n° | 4 Sıra 8 Rulo, Toplam 32 Destek Rulosu |
| Alt Destek Rulolarının Sayısı | n° | 4 Sıra 9 Rulo, Toplam 36 Destek Rulosu |
| Destek Rulolarının Çapı | mm | 200 |
| Her Destek Rulosunun Yük Taşıma Kapasitesi | kN | 1000 |
| Ayarlanabilir Tesviye Hızı | m/ min | 0 ~ 15 |
| Ana Motor Gücü (Yaklaşık) | kW | 175 (Hız 1200r/dak) |
| Düzlük Doğruluğu | 0,5 mm/m² | |
| Makine Ağırlığı (Motor Dahil) | kg | 65000 |
| Makine Boyutları (U×G×Y) | mm | 2500 x 4200 x 3650 |
| Çalışma Masası Yüksekliği | mm | 800 |
Malzemenin kalınlığına bağlı olarak, tesviye makinesinin giriş ve çıkış tarafları için değerleri seçin. Farklı malzemeler ve farklı parça şekilleri için, giriş ve çıkış tarafları için değerler değişecektir; yüksek akma dayanımı ve büyük kesitlere sahip parçalar daha büyük giriş ayar değerlerine sahiptir.
Tablo 3-110'da ince plakalı dengeleyicinin giriş ve çıkış tarafları için ayar değerleri; Tablo 3-111'de kalın plakalı dengeleyicinin giriş ve çıkış tarafları için ayar değerleri gösterilmektedir.
Tablo 3-110: İnce Levha Tesviyesinin Giriş ve Çıkış Tarafları için Ayar Değerleri (Birim: mm)
| Sac Kalınlığı | Giriş Tarafı Limit Ayar Değerleri | Giriş Tarafı Ayar Değerleri | Çıkış Tarafı Ayar Değerleri |
| 0.5 | -2.4 | -1.2 | 0.5 |
| 0.8 | -2 | -0.8 | 0.8 |
| 1 | -1.2 | -0.6 | 1 |
| 1.5 | -0.9 | 0.1 | 1.5 |
| 2 | -0.4 | 0.6 | 2 |
| 2.5 | 0.1 | 1 | 2.5 |
| 3 | 0.8 | 1.7 | 3 |
| 4 | 1.9 | 2.8 | 4 |
| 4.5 | 2.5 | 3.4 | 4.5 |
| 5 | 3.2 | 3.8 | 5 |
| 6 | 4.3 | 5 | 6 |
| 8 | 6.6 | 7.2 | 8 |
| 10 | 8.8 | 9.2 | 10 |
| 12 | 10.8 | 11.2 | 12 |
Tablo 3-111: Kalın Levha Tesviyesinin Giriş ve Çıkış Tarafları için Ayar Değerleri (Birim: mm)
| Malzeme Kalınlığı | 4° | 3° | 2° | 1° |
| 6 | 5. 87 | 5.91 | 4.01 | 3.98 |
| 8 | 7.71 | 7.71 | 5.83 | 5.83 |
| 10 | 9.88 | 9.89 | 7.61 | 7.58 |
| 12 | 11.79 | 11.76 | 9.6 | 9.57 |
| 14 | 13.75 | 13.69 | 11.56 | 11.50 |
| 16 | 15.85 | 15.87 | 13.68 | 13.63 |
| 18 | 17.88 | 17.87 | 15.66 | 15.62 |
| 20 | 19.86 | 19.86 | 17.61 | 17.57 |
| 22 | 21.85 | 21.85 | 19.57 | 19.52 |
Şekil 3-161 parçanın tesviye yönünü göstermektedir.
1) Tesviye edilecek parçanın malzemesine, kalınlığına ve şekline bağlı olarak giriş ve çıkış tarafları için ayar değerlerini seçin.
2) İlk parçanın deneme tesviyesi.
3) Giriş ve çıkış tarafları için ayar değerlerini ilk parçanın tesviye denetim sonuçlarına göre düzeltin.
4) Giriş ve çıkış tarafları için nihai değerleri belirlemek üzere deneme tesviyesi, inceleme ve düzeltme işlemlerini birkaç kez tekrarlayın.
5) Toplu tesviye üretimine devam edin.
Tesviye edilen parçaların 100% düzlük muayenesini gerçekleştirin. Standardı aşan uygunsuz parçalar, parçanın düzlüğü gereksinimleri karşılayana kadar ikincil veya çoklu tesviye işlemlerine tabi tutulur.
Makaralı tesviye makinesinin tesviye kapasitesini aşan iş parçaları için bir basınç düzeltme yöntemi kullanılır. Şekil 3-162, kalın plakaları tesviye etmek için bir doğrultma hidrolik presinin kullanılmasına ilişkin şematik bir diyagramı göstermektedir.
Küçük boyutlu sac ve profil parçalar için, deformasyonlar ayrıca damgalama süreci. Ancak bu parçalar küçük boyutları nedeniyle bir tesviye makinesi ile tesviye edilemezler. Bunun yerine, bunları zorla tesviye etmek için bir sürtünme presi kullanılır.
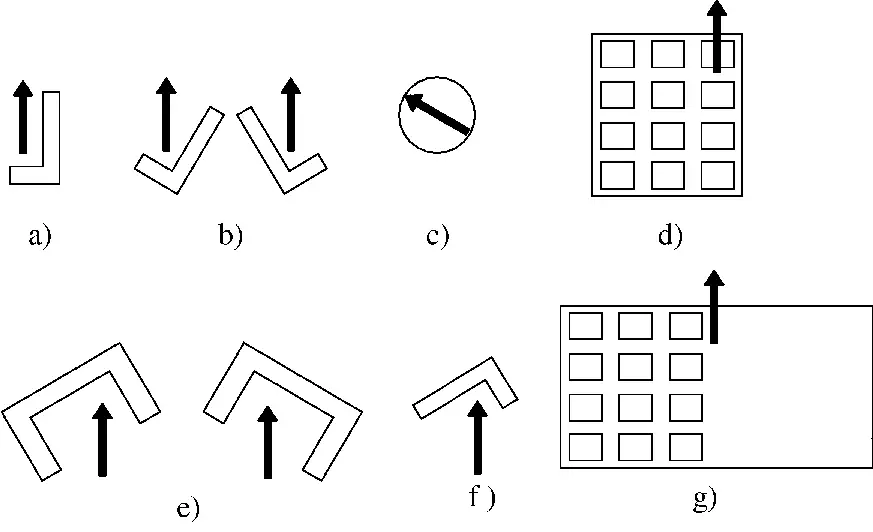
Şekil 3-163'te çok katmanlı deforme olmuş parçaların üst üste bindirilerek tesviye edilmesi, kalın plaka tesviyesi ve işlem yastığı demiriyle tesviye gibi sürtünme presi kullanılarak yapılan birkaç yaygın düzeltme yöntemi gösterilmektedir.
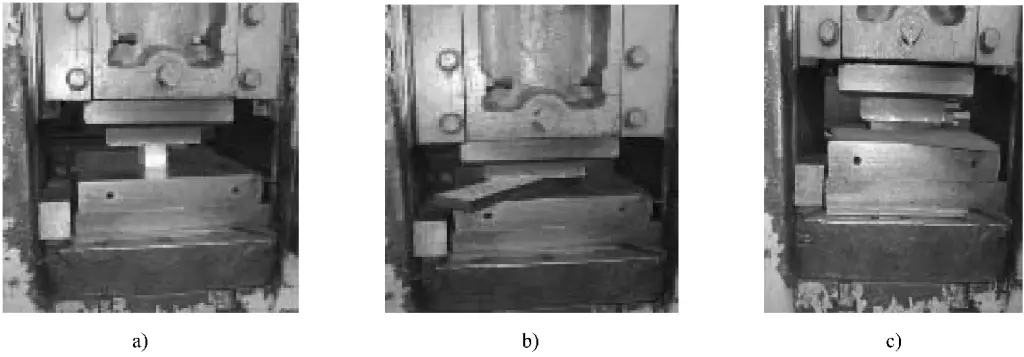
a) Tesviye için üst üste binen ince plakalar
b) Kalın plaka tesviyesi
c) Ortada bir işlem yastığı demiri uygulamak
Otobüs üretiminde kullanılan köşebent çeliği, kanal çeliği ve diğer profiller nakliye ve kesim sırasında deforme olabilir. Bu deformasyonlar bir profil çeliği doğrultma makinesi (doğrultma için) kullanılarak düzeltilir. Çelik profil doğrultma makinesi, Şekil 3-164'te gösterildiği gibi, yatay bir yapıya sahiptir ve hidrolik olarak tahrik edilir.
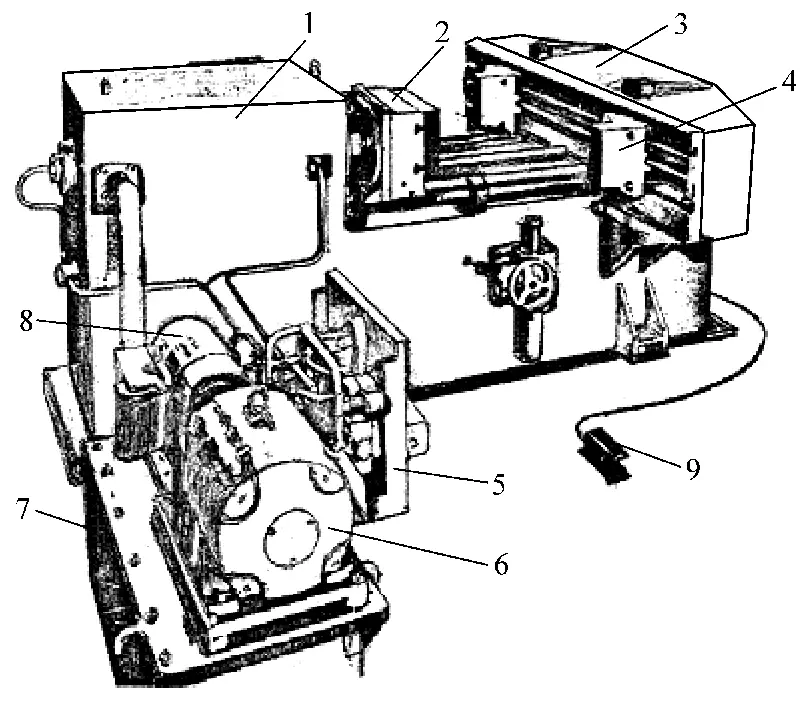
1 - Hidrolik Silindir,
2 - Basın Başlığı
3 - Destek Çapraz Kirişi
4 - Hareketli Pivot
5 - Hidrolik Kontrol Panosu
6 - Elektrik Motoru
7 - Yağ Tankı
8 - Yağ Pompası
9 - Ayak Pedalı Anahtarı
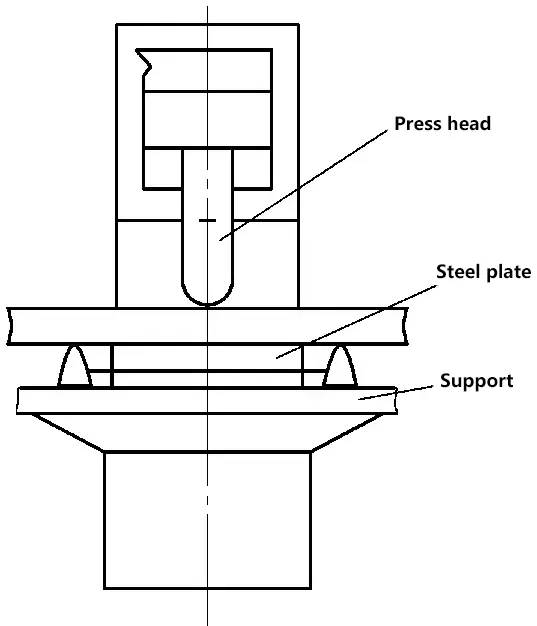
Çelik profil doğrultma makinesi, doğrultma için ters bükme yöntemini kullanır. Profil, pres kafası ile dayanaklar arasına yerleştirilir. İki dayanak noktası arasındaki mesafe, profilin uzunluğuna ve bükülme derecesine göre ayarlanabilir.
Pres kafasının uyguladığı kuvvet, tesviye edilecek profile etki ederek ters yönde bükülmesine neden olur. Profilin bükülme derecesine bağlı olarak, tamamen düzleştirilene kadar aşamalı olarak tesviye edilir. Şekil 3-165 kesit çelik destek cihazını göstermektedir.
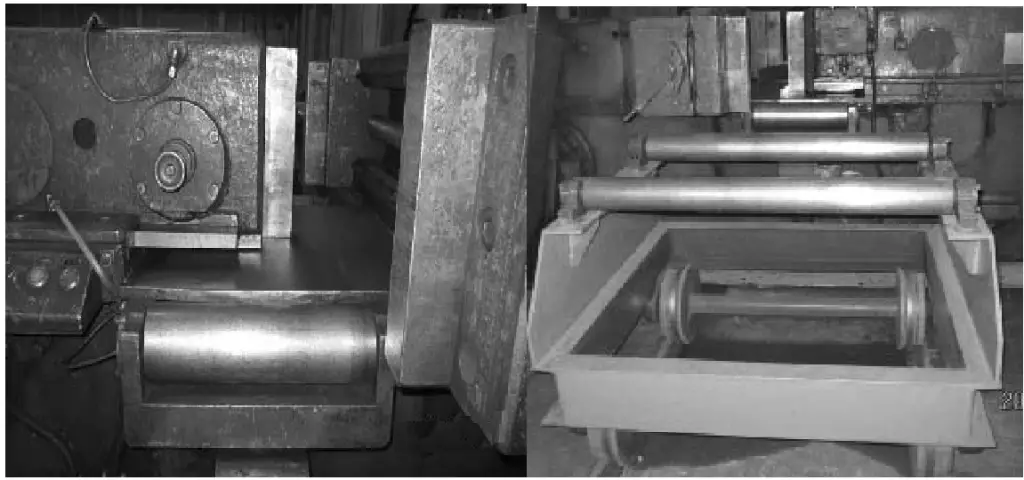
Çelik profil doğrultma makinesi, çelik profil doğrultmanın yanı sıra bazı özel yapıdaki kalın plakaları da düzleştirebilir ve şekillendirilmiş parçaları yeniden şekillendirebilir. Şekil 3-166'da sırasıyla köşebent çeliğinin doğrultulması ve özel bileşenlerin tesviyesi gösterilmektedir.
