
K Faktörü Hesaplayıcısı: Sac Metal İmalatında Hassas Bükme Kılavuzu
Sac metal bükmede hassasiyeti nasıl sağlayabilirsiniz? K-faktörü, bu süreçte çok önemli bir unsurdur ve bükme hassasiyetini belirler...
Mükemmel TIG kaynağını elde etmek için mücadele mi ediyorsunuz? Doğru parametreleri seçmek, güçlü, temiz bir kaynak ile zayıf, dağınık bir kaynak arasındaki tüm farkı yaratabilir. Bu makalede kaynak akımı, ark gerilimi, elektrot çapı ve gaz akış hızı gibi temel TIG kaynak parametreleri ele alınmaktadır. Bu faktörleri anlayarak kaynak sürecinizi optimize edebilir ve tutarlı, yüksek kaliteli sonuçlar elde edebilirsiniz. Kaynak becerilerinizi profesyonel bir seviyeye çıkarabilecek ipuçlarını ve püf noktalarını öğrenmek için içeri dalın.

TIG kaynağı için ana parametreler arasında kaynak akımı, ark voltajı, kaynak hızı, tungsten elektrot çapı ve uç şekli, nozul çapı ve gaz akışı, nozuldan iş parçasının yüzeyine olan mesafe ve kaynak torcunun açısı bulunur.
İki tür kaynak akımı vardır: doğru akım ve alternatif akım. Doğru akımın iki farklı bağlantı yöntemi vardır: düz ve ters. Akım türü ve polarite seçimi esas olarak kaynak yapılan malzemenin türüne ve kaynak için gereksinimlere bağlıdır.
Ark uzunluğundaki değişikliklerden kaynaklanan akım dalgalanmalarını azaltmak veya ortadan kaldırmak için, TIG kaynağı dik düşüşlü veya sabit akımlı harici özelliklere sahip bir güç kaynağının kullanılmasını gerektirir. TIG kaynağında farklı akım türlerinin ve polarite bağlantılarının özellikleri ve uygulanabilir kapsamı Tablo 5-80'de gösterilmektedir.
Tablo 5-80 TIG kaynağında farklı akım türlerinin ve polarite bağlantılarının özellikleri ve uygulanabilir kapsamı
| Akım Türleri | Doğru Akım, Elektrot Pozitif | Doğru Akım, Elektrot Negatif | Alternatif Akım |
| Bağlantı Yöntemi | 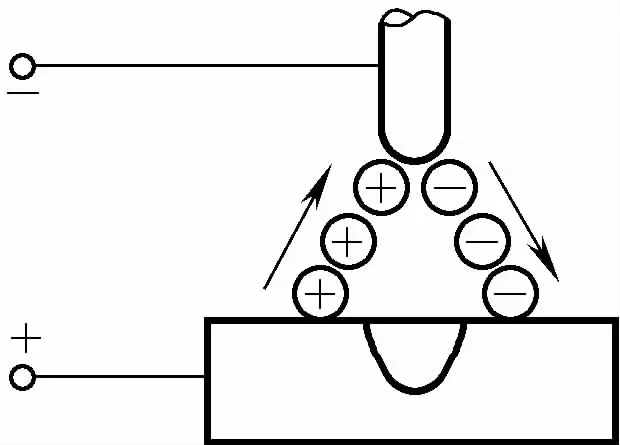 | 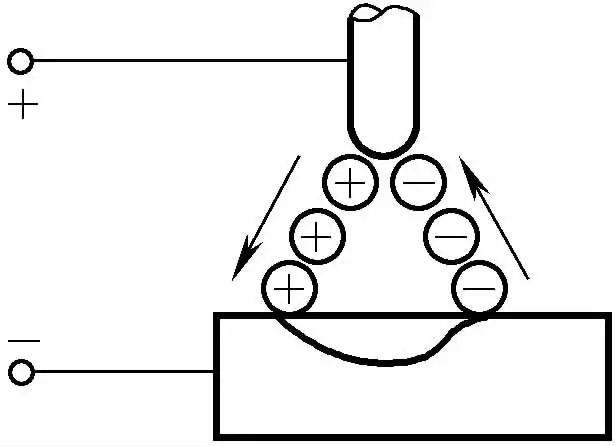 | 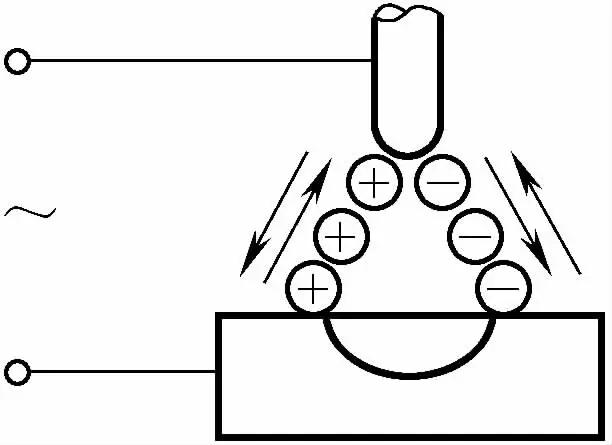 |
| Yaklaşık Isı Dağılım Oranı | İş parçası 70%, Elektrot 30% | İş parçası 30%, Elektrot 70% | İş parçası 50%, Elektrot 50% |
| Penetrasyonun Özellikleri | Derin ve dar | Sığ ve geniş | Orta |
| Atodik Temizleme Etkisi | Hiçbiri | Mevcut | Mevcut (iş parçası negatif olduğunda) |
| ф3,2W Elektrot İzin Verilen Maksimum Akım | 400A | 420A | 250A |
| Uygulanabilir Malzemeler | Pirinç, bakır alaşımları, dökme demir, paslanmaz çelik, benzer olmayan metaller, titanyum, gümüş | Genelde kullanılmaz | Alüminyum, magnezyum, alüminyum bronz, berilyum bronz, dökme alüminyum |
Kaynak akımı genellikle kaynağın malzemesine, kalınlığına ve konumuna göre seçilir. Tungsten elektrodun çapı kaynak akımına göre seçilmelidir. Farklı tungsten elektrot çapları için izin verilen kaynak akımı aralığı Tablo 5-81'de gösterilmiştir.
Tablo 5-81 Farklı tungsten elektrot çapları için izin verilen kaynak akımı aralığı (birim: A)
| Elektrot Çapı/mm | Alternatif Akım | Doğru Akım, Düz Polarite | Doğru Akım, Ters Polarite | |||
| Saf Tungsten | Thoriated Tungsten, Ceriated Tungsten | Tungsten | Thoriated Tungsten, Ceriated Tungsten | Tungsten | Thoriated Tungsten, Ceriated Tungsten | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
Ark gerilimi, kaynak kordonunun genişliğini belirleyen ana parametredir. TIG kaynağında iyi bir erimiş havuz koruması elde etmek için daha düşük ark gerilimleri kullanılır. Helyum koruması altında kaynak yaparken, helyumun daha yüksek iyonizasyonu nedeniyle, aynı ark uzunluğu bir argon arkına kıyasla daha yüksek bir ark voltajına sahiptir.
Ark gerilimi tungsten elektrot ucunun açısıyla ilgilidir. Tungsten elektrodun ucu ne kadar keskin olursa, ark gerilimi de o kadar yüksek olur ve yaygın aralık 10~20V'tur.
Tungsten elektrot çapının seçimi, kullanılacak kaynak akımının türüne, polaritesine ve boyutuna bağlıdır. Aynı zamanda, tungsten elektrot ucunun keskinliği kaynağın derinliğini ve genişliğini etkiler. Tungsten elektrot uç şekilleri ve akım aralıkları için Tablo 5-82'ye bakın.
Tablo 5-82 Tungsten elektrot uç şekilleri ve akım aralıkları
| Tungsten Elektrot Çapı /mm | Uç Çapı /mm | Uç Açısı / (°) | Doğru Akım Elektrodu Pozitif | |
| Sabit DC Akım /A | Darbe Akımı /A | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
TIG kaynağının kaynak hızı, iş parçasının kalınlığına ve kaynak akımına bağlıdır. Tungsten elektrot daha düşük akımlara dayanabildiğinden, kaynak hızı genellikle 20m / s'nin altındadır. Mekanize TIG kaynağının maksimum kaynak hızı 35m/s'yi aşabilir, ancak bu sırada kaynak hızının koruyucu gazın laminer şekli üzerindeki etkisi dikkate alınmalıdır.
Kaynak alanını etkili bir şekilde korumak için gereken minimum gaz akışı, kaynak torcu nozulunun şekli ve boyutu ile ilgilidir. Nozul çapı, iş parçasının kalınlığına ve birleştirme türüne bağlıdır ve nozul çapı arttıkça, gaz akışının da buna uygun olarak artırılması gerekir.
Nozul çapı aşağıdaki formüle göre seçilebilir:
D=(2.5 ~3.5)d w
Formülde:
Nozul çapı belirlendikten sonra argon akış hızı aşağıdaki gibi hesaplanabilir:
Q=(0.8 ~1.2)D
Nerede?
D küçük olduğunda, Q için alt sınırı alın; D büyük olduğunda, Q için üst sınırı alın.
Genel olarak, nozul açıklığı 8 ~ 12 mm olduğunda, koruyucu gaz akış hızı 5 ~ 15L / dak; nozul çapı 14 ~ 22 mm'ye yükseldiğinde, gaz akış hızı 10 ~ 20L / dak'dır. Alüminyum ve alüminyum alaşımlarının kalın plakalarını kaynaklarken, gaz akış hızı 25 ~ 35L / dk'ya ulaşmalıdır.
Ayrıca, gaz akış hızı da kaynak ortamına bağlıdır. Hava hareketi olan bir alanda kaynak yaparken, gaz akış hızı hava hızına göre artırılmalıdır ve akış hızı deneme kaynağı yoluyla da seçilebilir. Akış hızı uygun olduğunda, kaynak yüzeyinin rengi tanımlamak için kullanılabilir.
Paslanmaz çelik kaynakların rengi ve koruyucu etkisi arasındaki ilişki Tablo 5-83'te gösterilmektedir.
Tablo 5-83 Paslanmaz çelik kaynakların rengi ve koruyucu etkisi arasındaki ilişki
| Kaynak Dikişi Renkleri | Gümüş-beyaz, altın sarısı | Mavi | Kırmızı-gri | Gri | Siyah |
| Koruma Etkinliği | Mükemmel | İyi | Adil | Zayıf | En kötüsü |
Titanyum ve titanyum alaşımlı kaynakların rengi ve koruyucu etkisi arasındaki ilişki Tablo 5-84'te gösterilmiştir.
Tablo 5-84 Titanyum ve titanyum alaşımlı kaynakların rengi ile koruma etkisi arasındaki ilişki
| Kaynak Dikişi Renkleri | Gümüş-Beyaz | Altın | Mor-Mavi | Mavi-Gri | Sarı-Beyaz |
| Koruma Etkinliği | Mükemmel | İyi | Adil | Zayıf | En kötüsü |
Argon akış hızı, nozul açıklığı ve iş parçasına olan mesafe için Tablo 5-85'e bakın.
Tablo 5-85 Argon akış hızı, nozul açıklığı ve iş parçasına olan mesafe
| Kaynak Yöntemleri | Uygun Argon Akış Hızı (L/dak) | Nozul Çapı (mm) | Nozul ve İş Parçası Arasındaki Mesafe (mm) |
| Tungsten İnert Gaz Kaynağı (TIG) | 3~25 | 5 ~20 | 5 ~12 |
| Metal İnert Gaz Kaynağı (MIG) | 10~50 | ≤30 | 8~15 |
Kaynak akımı, nozul çapı ve gaz akış hızı arasındaki ilişki için Tablo 5-86'ya bakın.
Tablo 5-86 Kaynak akımı, nozul çapı ve gaz akış hızı arasındaki ilişki
| Kaynak Akımı /A | DC Kaynak | AC Kaynak | ||
| Nozul Çapı /mm | Gaz Akış Hızı / (L/dak) | Nozul Çapı /mm | Gaz Akış Hızı / (L/dak) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
Not: Metal nozullar için izin verilen maksimum kaynak akımı 500A ve seramik nozullar için 300A'dir.
Otomatik TIG kaynak parametreleri, manuel tungsten elektrot argon ark kaynağı parametrelerini ve tel besleme hızını içerir. Tel besleme hızı, kaynak hızı ve kaynak akımıyla eşleşmelidir. TIG kaynak parametrelerinin kaynak oluşumu ve kaynak kalitesi üzerindeki etkisi, manuel TIG kaynak işlemlerinde olduğu gibi gerçek üretimde nadiren bağımsızdır, sadece kaynak akımı ve argon akış hızı belirtilir.
Otomatik TIG kaynağı sırasında kontrol edilmesi gereken kaynak parametreleri arasında kaynak akımı, ark gerilimi, kaynak hızı, argon akış hızı, tel çapı ve tel besleme hızı yer alır. Buna ek olarak, titanyum gibi özellikle reaktif metallerin kaynağında, yüksek sıcaklık bölgesinin daha iyi korunması ve sıkı koruyucu önlemlerin alınması gerekir.
Tablo 5-87 Alüminyum ve Alüminyum Alaşımları, Paslanmaz Çelik için Manuel TIG Kaynak Parametreleri
| Malzeme | Plaka Kalınlığı/mm | Yiv Tipi | Kaynak Katmanı Sayısı (Ön/Arka) | Tungsten Elektrot Çapı/mm | Kaynak Teli Çapı/mm | Ön Isıtma Sıcaklığı/°C | Kaynak Akımı/A | Argon Akış Hızı/(L/dak) | Nozul Açıklığı/mm |
| Alüminyum ve Alüminyum Alaşımları | 1 | Eğimli Kenar | Ön 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | Eğimli veya I-oluklu | Ön 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | I-oluk | Ön 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | Y-oluk | Ön 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | X-oluk | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| Paslanmaz Çelik | 1 | Alın Eklemi | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | Alın Eklemi | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | Alın Eklemi | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
① Kaynak hızı, cm/dak. olarak.
Tablo 5-88 Karbon Çelik, Düşük Alaşımlı Çelik için Manuel TIG Kaynak Parametreleri
| Kaynak Kalınlığı/mm | Kaynak Akımı/A | Tel Çapı/mm | Kaynak Hızı/(mm/dak) | Gaz Akış Hızı/(L/dak) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
Tablo 5-89 Bakır ve Bakır Alaşımları için Manuel TIG Kaynak Parametreleri
| Malzeme | Kaynak Kalınlığı/mm | Yiv Tipi | Tungsten Elektrot | Elektrot Çapı/mm | Dolgu Teli Çapı/mm | Kaynak Akımı/A | Nozul Çapı/mm | Gaz Akış Hızı/(L/dak) | Ön Isıtma Sıcaklığı/°C |
|---|---|---|---|---|---|---|---|---|---|
| Bakır | <1.5 | Tek-V | Thoriated | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | Tek-V | Thoriated | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | V-oluk | Thoriated | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | V-oluk | Thoriated | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| Pirinç | 1.2 | Alın eklemi | Thoriated | 3.2 | - | 160-180 | 8 | 7 | - |
| Kalay Pirinç | 2 | Tek-V | Thoriated | 3.2 | 3 | 180-200 | 8 | 7 | - |
| Kalay Fosfor | <1.6 | Tek-V | Thoriated | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| Bronz | 1.6-3.2 | Tek-V | Thoriated | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| Alüminyum Bronz | <1.6 | Tek-V | Ceriated | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | Tek-V | Ceriated | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | V-oluk | Ceriated | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| Silikon Bronz | 1.6 | Tek-V | Ceriated | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | Tek-V | Thoriated | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | V-oluk | Thoriated | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | V-oluk | Thoriated | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| Nikel Bronz | <3.2 | Tek-V | Thoriated | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | V-oluk | Thoriated | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
Tablo 5-90 Titanyum ve titanyum alaşımı manuel TIG kaynağı (DC pozitif bağlantı, alın bağlantısı) kaynak parametreleri
| Plaka Kalınlığı/mm | Konik Tip | Kaynak Katmanı Sayısı | Tungsten Elektrot Çapı/mm | Tel Çapı/mm | Kaynak Akımı/A | Argon Akış Hızı/(L/dak) | Nozul Çapı/mm | Notlar | ||
| Ana Nozul | Sürükleme Kalkanı | Arka Taraf | ||||||||
| 0.5 | Tek V Konik | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | Alın eklem boşluğu 0,5 mm, titanyum da eklenmeyebilir Tel aralığı 1.0mm |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | Tek Y Eğim | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | Eğim boşluğu 2~3mm, künt kenar 0,5mm Kaynağın arkası çelik bir destek plakası ile kaplanmıştır Eğim açısı 60°~65° |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | Çift Y Eğim | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | Eğim açısı 60°, künt kenar 1mm Eğim açısı 55°, künt kenar 1,5-2,0 mm Eğim açısı 55°, küt kenar 1.5~2.0mm, boşluk 1.5mm |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
Tablo 5-91 Alüminyum ve alüminyum alaşımları için otomatik TIG kaynak parametreleri
| Malzeme | Plaka Kalınlığı/mm | Kaynak Katmanı Sayısı | Tungsten Elektrot Çapı/mm | Tel Çapı/mm | Kaynak Akımı/A | Argon Akış Hızı/(L/dak) | Nozul Açıklığı/mm | Tel Besleme Hızı/(cm/dak) |
| Alüminyum ve alüminyum alaşımları | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| Paslanmaz çelik | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
Tablo 5-92 Titanyum ve titanyum alaşımları için otomatik TIG kaynak parametreleri (DC pozitif, alın bağlantısı)
| Plaka Kalınlığı / mm | Konik Tip | Kaynak Katmanı Sayısı | Şekillendirme Yivindeki Destek Şeridinin Boyutları | Tungsten Elektrot Çapı / mm | Tel Çapı / mm | Kaynak Akımı / A | Ark Gerilimi / V | Kaynak Hızı / (cm/dak) | Argon Akış Hızı / (L/dak) | |||
| Genişlik / mm | Derinlik / mm | Ana Nozul | Çekme Kalkanı | Arka Taraf | ||||||||
| 1 | I-grove | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | I-grove | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | I-grove | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | I-grove | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | I-grove | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | 2mm Boşluklu Tek Eğim | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | Y-Oluk 60° | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | Y-Oluk 60° | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | Çift Y-Oluk 60° | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
Tablo 5-93 Östenitik paslanmaz çelik borular için TIG kaynak parametreleri (askıda kaynak)
| Kalınlık/mm | Eğim Şekli | Kaynak Akımı/A | Kaynak Hızı/(mm/dak) | Notlar |
| 1.5 | 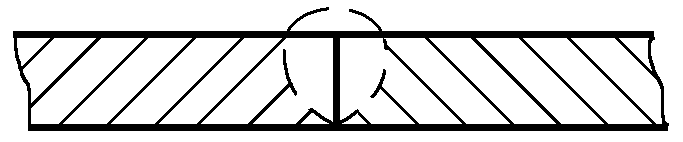 | 100 ~110 | 460 ~480 | Yuvarlak ve kare boruların üstten kaynağı için kullanılır, kaynağın arkasını korumak için borunun içinde argon gazı koruması bulunur. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
Tablo 5-94 Paslanmaz çelik kalın duvarlı boruların çok katmanlı TIG kaynağının kök pasosu için kaynak parametreleri
| Tel Çapı / mm | Tungsten Elektrot Çapı / mm | Akım Polaritesi | Kaynak Akımı / A | Ark Gerilimi / V | Kaynak Hızı / (cm/dak) | Dokuma Yöntemi | Koruyucu Gaz | |
| Türleri | Akış Hızı / (L/dak) | |||||||
| 2.0(1.6) | 1.6 | Doğru akım | 50~130 | 9~16 | 4~14 | Enine Salınım | Argon saflığı (hacim oranı) 99,91'den büyükTP3T | 8~15 |
| 2.4 | 2.4 | Teğet | ||||||