Paslanmaz Çeliği Anlamak: Avantajlar, Dezavantajlar ve Karşılaştırmalar
Paslanmaz çeliğin pırıl pırıl, sağlam dokunuşunun olmadığı bir dünya hayal edin; bu neredeyse imkansız. Mutfaklarımızdaki çatallardan...
Hassasiyeti ve çok yönlülüğü ile bilinen TIG kaynağı, metal imalat dünyasında temel bir unsurdur. Yine de, her kaynakçının üstesinden gelmesi gereken kendi zorlukları ve avantajları ile birlikte gelir. TIG kaynağının neden MIG'den daha yavaş olma eğiliminde olduğunu veya aşırı ısınmayı önlemek için ısıyı nasıl etkili bir şekilde yöneteceğinizi hiç merak ettiniz mi? Bu sorular, yüksek kaliteli kaynaklar elde etmek ve projelerinizde verimliliği korumak için çok önemlidir. Bu makalede, TIG kaynağının inceliklerini inceleyecek, üstün kontrol ve temiz kaynaklar gibi avantajlarının yanı sıra daha yavaş süreç ve daha yüksek beceri gereksinimleri gibi dezavantajlarını keşfedeceğiz. Bu yönleri anlayarak, TIG kaynağını tam potansiyeliyle ne zaman ve nasıl kullanacağınızı belirlemek için daha donanımlı olacaksınız. Kalın çelik plakaların nasıl işleneceğini veya ısı yönetimi tekniklerinizi nasıl optimize edeceğinizi mi merak ediyorsunuz? Kaynak yeterliliğinizi artırabilecek çözümleri keşfetmek için okumaya devam edin.
TIG (Tungsten İnert Gaz) kaynağı veya Gaz Tungsten Ark Kaynağı (GTAW), kaynağı oluşturmak için sarf malzemesi olmayan bir tungsten elektrot kullanır. İşlem, kaynak alanını atmosferik kirlenmeden korumak için tipik olarak argon olmak üzere inert bir koruyucu gaza dayanır. TIG kaynağı, hassasiyeti ve çeşitli metaller üzerinde yüksek kaliteli kaynaklar üretme kabiliyeti ile ünlüdür, bu da onu güçlü, temiz ve estetik açıdan hoş kaynaklar gerektiren uygulamalar için tercih edilen bir seçim haline getirir.
TIG torcu, TIG kaynak kurulumunun kritik bir bileşenidir. Tungsten elektrodu barındırır ve kaynak arkını kontrol etmek için gerekli araçları sağlar. Torç, kaynakçının kolayca manevra yapmasına ve kaynak işlemi sırasında elini sabit tutmasına olanak tanıyacak şekilde hafif ve ergonomik olarak tasarlanmıştır. Torç ayrıca uzun süreli kullanım sırasında aşırı ısınmayı önlemek için genellikle su veya hava kullanan bir soğutma sistemi içerir.
Tipik olarak saf argon olan koruyucu gaz, kaynak banyosunu oksidasyondan ve diğer atmosferik kirleticilerden koruyarak ve kararlı arklar üreterek TIG kaynağında hayati bir rol oynar. Bazı durumlarda, özellikle daha kalın malzemelerle veya belirli metal alaşımlarıyla çalışırken kaynak nüfuziyetini ve ısı transferini artırmak için argon-helyum karışımları kullanılabilir.
Yüksek kaliteli TIG kaynakları için uygun yüzey hazırlığı çok önemlidir ve yağ, gres, kir ve oksit tabakaları gibi kirleticileri gidermek için metal yüzeylerin temizlenmesini gerektirir. Alüminyum kaynağı için oksit tabakasının giderilmesi, kaynak kalitesini etkileyebileceğinden özellikle önemlidir. Kaynak başlamadan önce temiz bir yüzey sağlamak için fırçalama, kimyasal temizleme ve taşlama gibi teknikler yaygın olarak kullanılır.
Çok yönlülüğü ve hassasiyeti sayesinde TIG kaynağı, aşağıdakiler de dahil olmak üzere birçok sektörde yaygın olarak kullanılmaktadır:
TIG kaynağı sırasında aşırı ısınma metalin renginin solması, kırılganlık ve kaynak kusurları gibi çeşitli sorunlara yol açabilir. Bu sorunları önlemek ve yüksek kaliteli kaynaklar sağlamak için etkili ısı kontrolü çok önemlidir.
TIG kaynağında ısı kontrolü, kaynağın bütünlüğünü ve ana malzemenin özelliklerini korumak için çok önemlidir. Doğru ısı yönetimi, özellikle ince malzemelerde kaynağı zayıflatabilecek ve eğrilmeye neden olabilecek aşırı ısınmayı önler.
TIG kaynağı sırasında ısıyı etkili bir şekilde yönetmek için çeşitli teknikler kullanılabilir:
Ayak pedalı, TIG kaynağı sırasında ısıyı kontrol etmek için çok önemli bir araçtır. Pedalın doğru kullanımı, kaynakçıların akım akışını dinamik olarak ayarlamasına olanak tanıyarak ısı girişi üzerinde hassas kontrol sağlar.
TIG kaynağı, hassasiyeti ve titiz kontrolü nedeniyle MIG veya çubuk kaynağı gibi diğer yöntemlerden daha yavaştır ve bu da daha yüksek işçilik maliyetlerine yol açabilir.
TIG kaynağının yüksek hassasiyeti, torcun ve dolgu malzemesinin dikkatli bir şekilde manipüle edilmesini gerektirir ve bu da genellikle daha yavaş ilerlemeye neden olur. Kaliteyi sağlamak için her kaynak dikkatle izlenmelidir, bu da zaman alıcı olabilir.
Hassasiyet ve hızı dengelemek için aşağıdaki stratejileri göz önünde bulundurun:
Kaynak hataları, kaynağın bütünlüğünü ve görünümünü tehlikeye atabilir. TIG kaynağındaki yaygın kusurlar arasında kaynak kraterleri, çatlama ve kirlenme yer alır.
TIG kaynağındaki yaygın hatalar arasında kaynak kraterleri, çatlama ve kirlenme yer alır. Bunları önlemek için, kraterleri önlemek amacıyla arkı kesmeden önce akımı kademeli olarak azaltın, çatlamayı önlemek için soğutma hızlarını kontrol edin ve kirlenmeyi önlemek için yüzeyleri iyice temizleyin.
TIG kaynağı için koruyucu gazları karşılaştırırken, saf argon ve argon-helyum karışımlarının özelliklerini ve uygulamalarını anlamak, kaynak performansını optimize etmek için çok önemlidir.
Saf argon, alüminyum, paslanmaz çelik ve yumuşak çelik dahil olmak üzere çoğu TIG kaynak uygulaması için standart seçimdir.
Avantajlar:
Dezavantajlar:
Argon-helyum karışımları, özellikle daha kalın malzemelerle veya belirli metal alaşımlarıyla çalışırken kaynak işlemini geliştirmek için sıklıkla kullanılır.
Ortak Oranlar:
Avantajlar:
Dezavantajlar:
Saf Argon:
Argon-Helyum Karışımları:
Saf argon ve argon-helyum karışımları arasında seçim yaparken maliyet önemli bir faktördür. Saf argon daha uygun fiyatlı olsa da, argon-helyum karışımları daha pahalı olmalarına rağmen, belirli uygulamalarda ek maliyeti haklı çıkarabilecek performans avantajları sunar. Kaynak uzmanları, malzeme kalınlığına, istenen kaynak kalitesine ve proje gereksinimlerine bağlı olarak maliyet ve performans arasındaki dengeleri değerlendirmelidir.
Alüminyum ve çeliğin benzersiz özelliklerini anlamak, her metal için kullanılan kaynak tekniklerini doğrudan etkilediğinden, etkili TIG kaynağı için çok önemlidir.
Alüminyum:
Çelik:
İnce metallerin kaynağı, çarpılma ve yanma gibi yaygın tuzaklardan kaçınmak için hassasiyet ve beceri gerektirir.
Çarpılmayı Önleme Teknikleri:
Isı Yönetimi Stratejileri:
Kalın malzemelerin TIG kaynağı, nüfuziyet ve ısı kontrolü açısından zorluklar ortaya çıkarır.
TIG Kaynağı 1/2-İnç Çelik Plakaları İşleyebilir mi?
TIG kaynağı, uygun tekniklerle 1/2 inç kalınlığa kadar olanlar da dahil olmak üzere kalın çelik plakaların üstesinden gelebilir.
Etkili Isı Kontrolü için Teknikler:
Başarılı bir TIG kaynağı için alüminyum yüzeylerin uygun şekilde hazırlanması çok önemlidir.
Oksit Giderme:
Oksit tabakasını alüminyumdan çıkarmak için, onu çözmek üzere kimyasal temizleyiciler veya mekanik aşındırma için özel bir paslanmaz çelik fırça kullanabilirsiniz.
Fırçalama Teknikleri:
TIG kaynağı hassasiyeti ve kontrolü ile bilinir, bu da onu özellikle ince metallerle çalışmak için uygun hale getirir. Isı girişini ve dolgu maddesi birikimini bağımsız olarak yönetme yeteneği, kaynak kalitesi üzerinde üstün kontrol sağlar; bu da bükülmeye veya yanmaya eğilimli ince, hassas malzemeler için kritik öneme sahiptir. Ayrıca, TIG kaynağı daha pürüzsüz yüzeylere sahip temiz, sıçramasız kaynaklar üretir, bu da özellikle görünür otomotiv veya mimari işler için avantajlıdır.
TIG kaynağının önemli avantajlarından biri de minimum ısı bozulmasıdır. Proses, daha düşük ısı girdisi ile odaklanmış bir ark oluşturarak ince saclarda çarpılma riskini azaltır. Bu özellik, malzemenin bütünlüğünü korumanın çok önemli olduğu otomotiv karoseri veya havacılık bileşenleri gibi uygulamalar için çok önemlidir.
TIG kaynağı yüksek hassasiyet sunarken, MIG kaynağına kıyasla daha yavaştır. TIG'nin daha yavaş biriktirme oranları, üretim hattı otomotiv panelleri gibi büyük projeler için işçilik süresini artırır. Bununla birlikte, titiz kontrol ve hassasiyet, özellikle kaynak kalitesinin çok önemli olduğu uygulamalarda, genellikle daha yavaş hızı haklı çıkarır.
TIG kaynağı, kaynakçıların torç açısını, dolgu beslemesini ve pedal kontrollü amperajı aynı anda yönetmesini gerektiren gelişmiş operatör uzmanlığı gerektirir. Bu beceri bağımlılığı, kapsamlı eğitim ve uygulama gerektirdiğinden bir dezavantaj olabilir. Buna karşılık, MIG kaynağının kullanımı genellikle daha kolaydır, bu da onu daha az deneyimli kaynakçılar ve yüksek hacimli, kritik olmayan ince metal işleri için uygun hale getirir.
TIG kaynak makinelerinin ilk kurulum maliyetleri, özellikle darbeli ark varyantları için MIG kaynağına kıyasla daha yüksektir. Bu yüksek maliyet, ince metaller için kaynak yöntemlerini değerlendiren işletmeler için dikkate alınması gereken bir husus olabilir. İlk yatırımın daha yüksek olmasına rağmen, TIG kaynağının hassasiyeti ve kalitesi onu kritik uygulamalar için genellikle tercih edilen seçenek haline getirir.
TIG Kaynağı:
Doğru bütçe yapmak ve maliyetleri etkili bir şekilde yönetmek için TIG kaynağının ana maliyet bileşenlerini anlamak çok önemlidir.
İşçilik maliyetleri, gereken yüksek beceri seviyesi nedeniyle TIG kaynağında önemli bir faktördür. Yetenekli kaynakçılar tipik olarak $20 ila $50 arasında değişen saatlik ücretlere sahiptir ve özel projeler için ücretler saat başına $75-$125'e kadar yükselebilir. Bunun nedeni, kapsamlı eğitim ve deneyim gerektiren TIG kaynağında gerekli olan hassasiyet ve titiz kontroldür.
Tungsten elektrotlar, koruyucu gaz ve dolgu metalleri gibi sarf malzemeleri TIG kaynağında tekrarlayan giderlerdir. Tungsten elektrotların maliyeti, tipine ve boyutuna bağlı olarak genellikle $2 ile $5 arasındadır. Yaygın olarak kullanılan koruyucu gaz olan argon, silindir başına $30-$60'a mal olurken, belirli uygulamalar için argon-helyum karışımları daha pahalıdır. Dolgu metalleri, alüminyum veya paslanmaz çelik gibi kaynak yapılan malzemeye bağlı olarak pound başına $5 ila $20 arasında değişir.
TIG kaynak ekipmanı için ilk kurulum maliyetleri MIG gibi diğer kaynak yöntemlerine kıyasla daha yüksektir. Buna TIG kaynak makinesi, soğutma sistemleri ve ayak pedalları ve gaz mercekleri gibi özel aksesuarlar dahildir. Ön yatırım önemli olsa da, TIG kaynağı özellikle oksi-asetilen kaynağı ile karşılaştırıldığında daha düşük uzun vadeli işletme maliyetleri sunabilir.
Genel giderler tesis bakımı, enerji tüketimi ve güvenlik standartlarına uyum gibi dolaylı masrafları kapsar. Bu maliyetler güvenli ve verimli bir çalışma ortamı sağlamak için kritik öneme sahiptir ve genel bütçeye dahil edilmelidir.
TIG kaynağı, özellikle yüksek hassasiyet ve kalite gerektiren projeler için daha yüksek maliyetlerini haklı çıkarabilecek çeşitli avantajlar sunar.
TIG kaynağı, minimum işlem sonrası ile temiz, sıçramasız kaynaklar üretme kabiliyetiyle ünlüdür. Bu hassasiyet, TIG kaynağını ince metallerin ve karmaşık bağlantıların kaynağı için ideal hale getirerek malzeme israfının azalmasını ve estetik kalitenin artmasını sağlar.
TIG kaynağının çok yönlülüğü, paslanmaz çelik, alüminyum ve titanyum dahil olmak üzere çok çeşitli metallerle çalışmasına olanak tanır. Bu uyarlanabilirlik özellikle havacılık, otomotiv ve sanatsal metal işleri gibi endüstriler için faydalıdır.
İlk yatırım ve işçilik maliyetleri yüksek olsa da, TIG kaynağı uzun vadede maliyet açısından verimli olabilir. Kaynakların yüksek kalitesi ile birlikte yeniden işleme ve işlem sonrası ihtiyaçların azalması, yüksek değerli projelerde genel tasarruf sağlayabilir.
Avantajlarına rağmen, TIG kaynağının maliyetleri ve zaman çizelgelerini etkileyebilecek bazı dezavantajları vardır.
TIG kaynakçıları için gerekli olan kapsamlı eğitim, daha yüksek saatlik ücretlerle sonuçlanır. Bu da TIG kaynağını işçilik açısından MIG veya çubuk kaynağı gibi diğer yöntemlere kıyasla daha pahalı hale getirmektedir.
TIG kaynağında gerekli olan hassasiyet ve kontrol, daha yavaş biriktirme oranlarıyla sonuçlanır, bu da proje süresini ve ilgili işçilik maliyetlerini artırabilir. Bu durum özellikle hızın kritik olduğu büyük ölçekli projeler için geçerlidir.
TIG kaynağı malzeme hazırlama ve yerleştirme konusunda hassastır. Kötü montaj veya kirlenme kaynak hatalarına yol açabilir, yeniden işleme maliyetlerini artırabilir ve proje zaman çizelgelerini etkileyebilir.
Gaz mercekleri, ayak pedalları ve yüksek frekanslı başlatıcılar gibi özel ekipmanlara duyulan ihtiyaç, ön maliyetleri artırır. Bu özel ekipman, TIG kaynağında gereken hassas kontrolü elde etmek için gereklidir.
TIG kaynağı ile ilişkili yüksek maliyetleri yönetmek için çeşitli stratejiler kullanılabilir.
Orbital TIG kaynak sistemleri gibi otomasyonların kullanılması, tekrar eden görevlerde işçilik süresinden tasarruf sağlayabilir. Bu yaklaşım verimliliği artırır ve hassasiyeti korur, bu da onu belirli projeler için uygun maliyetli bir seçenek haline getirir.
Kaynakçı eğitimine yatırım yapmak ve beceri kazandırmak hataları en aza indirebilir ve yeniden işleme ihtiyacını azaltabilir. Nitelikli kaynakçıların hata yapma olasılığı daha düşüktür, bu da daha yüksek kaliteli kaynaklar sağlar ve genel işçilik maliyetlerini azaltır.
Gaz akış hızlarını yönetmek ve uygun elektrot taşlama gibi sarf malzemelerinin kullanımını optimize etmek, israfı azaltabilir ve malzeme maliyetlerini düşürebilir. Etkili sarf malzemesi yönetimi, maliyet verimliliğini korumak için çok önemlidir.
TIG kaynak ekipmanının düzenli bakımı, arıza sürelerini önler ve makinelerin kullanım ömrünü uzatır. Uygun bakım, tutarlı performans sağlar ve maliyetli onarım veya değiştirme riskini azaltır.
TIG kaynak maliyetlerinin diğer kaynak yöntemleriyle karşılaştırmalı analizi, karar verme süreci için değerli bilgiler sağlayabilir.
| Faktör | TIG Kaynağı | MIG Kaynağı | Çubuk Kaynak |
|---|---|---|---|
| Saatlik Ücret | $75-$125 | $65-$90 | $50-$75 |
| Malzeme Çok Yönlülüğü | Yüksek | Orta düzeyde | Düşük |
| İşgücü Becerisi | Uzman | Orta seviye | Temel |
| Proje Hızı | Yavaş | Hızlı | Orta düzeyde |
TIG kaynağının maliyeti, kaynak yapılan metalin türüne bağlı olarak önemli ölçüde değişebilir.
| Metal | İnç Başına Maliyet | Temel Zorluklar |
|---|---|---|
| Hafif Çelik | $0.50-$2.00 | Daha düşük beceri gereksinimi |
| Paslanmaz Çelik | $1.00-$3.50 | Isı bozulma yönetimi |
| Alüminyum | $1.25-$4.00 | AC TIG ve özel dolgu maddeleri gerektirir |
TIG kaynak maliyetlerini etkileyen son trendler şunlardır:
Aşağıda sıkça sorulan bazı soruların yanıtları yer almaktadır:
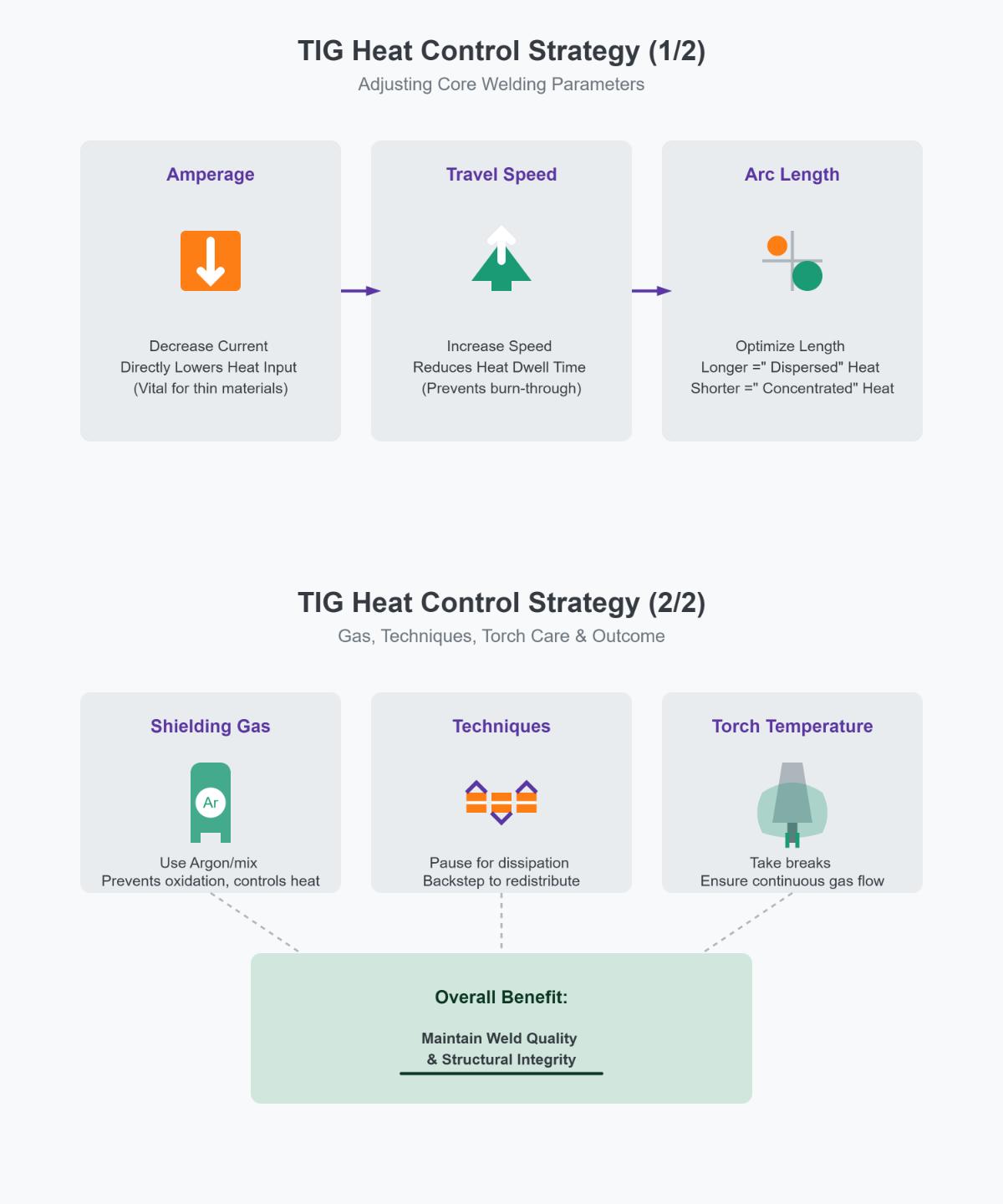
TIG kaynağı sırasında aşırı ısınmayı önlemek için, ısıyı etkili bir şekilde yönetmek üzere çeşitli stratejiler kullanılabilir. Kaynak parametrelerinin ayarlanması çok önemlidir; amperajın düşürülmesi ısı girişini doğrudan azaltabilir, özellikle ince malzemeler için yararlıdır. Hareket hızının artırılması da herhangi bir alana uygulanan ısı süresini sınırlandırarak yardımcı olabilir ve böylece yanma riskini azaltır.
Optimum ark uzunluğunu korumak bir başka önemli faktördür. Daha kısa bir ark ısıyı daha hassas bir şekilde yoğunlaştırır, ancak biraz uzatmak ısının kaynak alanı boyunca daha eşit bir şekilde dağılmasına yardımcı olarak aşırı ısınmayı önleyebilir. Argon gibi koruyucu gazların doğru kullanımı, oksidasyonu önlemek ve ısıyı kontrol etmek için gereklidir.
Isı dağılımına izin vermek için kaynak sırasında duraklama ve geri adım atma gibi teknikler ısıyı yeniden dağıtarak aşırı ısınma olasılığını azaltabilir. Molalar vererek ve sürekli gaz akışı sağlayarak torç sıcaklığını yönetmek de torcun aşırı ısınmasını önleyebilir. Bu kombine yaklaşımlar kaynak kalitesinin ve yapısal bütünlüğün korunmasına yardımcı olur.
TIG kaynağı, manuel yapısı ve gereken hassasiyet seviyesi nedeniyle genellikle MIG kaynağından daha yavaştır. TIG kaynağında kaynakçı hem torcu hem de dolgu çubuğunu manuel olarak kontrol etmelidir, bu da daha fazla beceri ve dikkat gerektirir. Bu manuel kontrol, tel beslemesinin otomatik olduğu MIG kaynağı ile tezat oluşturarak daha hızlı işleme olanağı sağlar. Ayrıca TIG kaynağı, temizliği sağlamak ve kirlenmeyi önlemek için titiz bir yüzey hazırlığı gerektirir ve bu da süreci daha da yavaşlatır. Bir pedal kullanarak hassas ısı kontrolü ihtiyacı da gereken süreyi artırır, çünkü tutarlı kaynak kalitesini korumak çok önemlidir. Bu faktörler bir araya geldiğinde TIG kaynağı, daha hızlı ve otomatik MIG kaynağına kıyasla daha hassas olsa da daha yavaş bir yöntem haline gelir.
TIG kaynağı teknik olarak 1/2 inç çelik plakaları işleyebilir, ancak çeşitli doğal dezavantajları nedeniyle tipik olarak pratik değildir. TIG kaynağı hassasiyet ve kontrol açısından mükemmeldir, bu da onu ayrıntılı çalışmanın gerekli olduğu daha ince malzemeler için ideal hale getirir. Ancak 1/2 inçlik çelik plakalar için süreç verimsiz ve zorlu hale gelir. Başlıca sorunlar arasında kaynak süresini önemli ölçüde uzatan yavaş biriktirme hızı ve daha kalın malzemelerde daha zor hale gelen hassas ısı kontrolü ihtiyacı yer alır. Aşırı ısınma riskleri daha yüksektir ve potansiyel olarak kırılganlık veya bükülme gibi kusurlara yol açar.
Ayrıca, kalın çeliğin TIG ile kaynaklanması genellikle birden fazla paso gerektirir, bu da zaman ve işçilik maliyetlerini daha da artırır. Uzun süren kaynak işlemi sırasında inklüzyon veya kirlenme gibi kusurları önlemek için yüksek operatör becerisi gereklidir. Bu zorluklar nedeniyle, kalın çelik plakalar için genellikle daha hızlı ve daha verimli çözümler sunan MIG veya çubuk kaynağı gibi alternatif yöntemler tercih edilir. Bazı durumlarda, hassasiyeti verimlilikle birleştirmek için ilk kök pasosu için TIG kaynağı ve sonraki dolgu pasoları için MIG'ye geçerek hibrit bir yaklaşım kullanılabilir.
TIG (Tungsten İnert Gaz) kaynağı ve MIG (Metal İnert Gaz) kaynağı, ince metallere uygulandığında belirgin farklılıklara sahiptir. TIG kaynağı, ısı girişi üzerindeki olağanüstü hassasiyeti ve kontrolü ile bilinir, bu da onu yanma ve bozulmayı en aza indirdiği için hassas malzemeler için ideal hale getirir. Minimum sıçrama ile daha temiz kaynaklar üretir ve kaynak sonrası temizliği azaltır. Ayrıca, TIG kaynağı alüminyum ve bakır gibi demir dışı metallerde çok yönlüdür ve hassas ark kontrolü ve daha az kusur nedeniyle daha güçlü kaynaklar sağlar.
Ancak TIG kaynağı, kaliteli sonuçlar elde etmek için daha yüksek bir beceri seviyesi ve daha fazla pratik gerektirir. MIG kaynağına kıyasla daha yavaştır çünkü iki el gerektiren daha karmaşık bir süreç içerir ve bu da onu büyük ölçekli üretim için daha az uygun hale getirir. TIG kaynağı için ekipman daha karmaşık olabilir ve özellikle tungsten elektrotlar ve gaz koruyucu ile ilgili olarak ayrıntılı bakım gerektirir.
Öte yandan, MIG kaynağı daha büyük projeler için daha hızlı ve daha verimlidir, bu da onu üretim ortamları için daha iyi bir seçim haline getirir. Kaynak üzerinde daha az manuel kontrol sağlayan daha basit süreci nedeniyle yeni başlayanlar için bile öğrenmesi ve kullanması daha kolaydır. MIG kaynağı çeşitli metal kalınlıklarını ve türlerini işleyebilirken, çok ince veya demir içermeyen metaller için TIG ile aynı hassasiyet seviyesini sunmayabilir.
TIG kaynağındaki yaygın hatalar arasında kraterler, tungsten kalıntıları, eksik füzyon, bozulma, gözeneklilik ve çatlaklar bulunur.
Kraterler ani ark sonlandırması ve yetersiz dolgu malzemesi nedeniyle oluşur. Önleme, kaynak sonunda ısı girişini kademeli olarak azaltmayı, kraterleri dolgu metaliyle doldurmayı ve gelişmiş TIG makinelerinde krater zamanlayıcı işlevlerini kullanmayı içerir.
Tungsten kalıntıları, tungsten elektrot ile iş parçası arasındaki temastan veya yanlış elektrot taşlamasından kaynaklanır. Bunu önlemek için, sabit bir ark uzunluğu sağlayın, elektrotları doğru şekilde keskinleştirin ve aşırı akımdan kaçının.
Eksik füzyon yetersiz ısı girişi, uygun olmayan torç açısı veya kirlenmiş ana metallerden kaynaklanır. Ana metalleri iyice temizlemek, amperajı malzeme kalınlığına uyacak şekilde ayarlamak ve 15°-20° torç açısını korumak düzgün bir füzyon elde etmeye yardımcı olabilir.
Distorsiyon, eşit olmayan ısı dağılımı ve aşırı kaynak hızından kaynaklanır. Aralıklı kaynak teknikleri kullanın, kalın malzemeleri önceden ısıtın ve termal gerilimi en aza indirmek için aparatlar veya fikstürler kullanın.
Gözeneklilik, kontamine baz metaller, yetersiz koruyucu gaz veya dolgu çubuklarındaki nemden kaynaklanır. Uygun argon akışının (15-25 CFH) sağlanması, daha iyi kapsama için gaz merceklerinin kullanılması ve dolgu çubuklarının kuru koşullarda saklanması gözenekliliği önleyebilir.
Çatlaklar yüksek artık gerilim, hızlı soğutma veya uyumsuz dolgu metallerinden kaynaklanır. Yüksek karbonlu çelikler gibi malzemelerin ön ısıtmaya tabi tutulması, düşük hidrojenli dolgu maddelerinin kullanılması ve kaynak sonrası ısıl işlem uygulanması etkili önleme stratejileridir.
Bu uygulamalar yüksek kaliteli, hatasız TIG kaynakları sağlayarak hem performansı hem de güvenilirliği artırır.
TIG kaynağı, hem ilk kurulumu hem de devam eden işlemleri etkileyen çeşitli maliyet hususlarını içerir. Birincil ekipman maliyeti TIG kaynak makinesidir; giriş seviyesi modellerin fiyatları $500 ila $1.500 arasında başlar ve gelişmiş modeller $2.000'i aşar. Tungsten elektrotlar, koruyucu gazlar ve dolgu metalleri gibi sarf malzemeleri yinelenen masrafları artırır. Tungsten elektrotların her biri $2 ila $5 arasında, koruyucu gazlar fit küp başına $0,50 ila $3,00 arasında ve dolgu metalleri pound başına $5 ila $20 arasındadır.
Kalifiye kaynakçılar, deneyim ve konuma bağlı olarak saat başına $20 ila $50 ücret aldıklarından, işçilik maliyetleri önemlidir. Proje süresi de işçilik maliyetlerini etkiler, daha uzun projeler daha yüksek masraflara neden olur. Ayrıca, özel projeler daha fazla eğitim gerektirebilir ve bu da toplam maliyeti artırır.
TIG kaynak makinesini çalıştırmak için enerji kullanımı ve ekipmanı optimum durumda tutmak için düzenli bakım, devam eden masraflara katkıda bulunur. İlk yatırım ve beceri gereksinimleri yüksek olsa da, TIG kaynağı hassasiyeti ve kalitesi sayesinde uzun vadeli işletme maliyeti avantajları sunar ve belirli uygulamalar için ekonomik hale getirir.