Punta Kaynağı vs MIG Kaynağı: Aralarındaki Fark Nedir?
Metal parçaların birleştirilmesi söz konusu olduğunda, kaynakçılar genellikle kendilerini bir yol ayrımında bulurlar; punta kaynağı ile punta kaynağı arasında...

TIG punta kaynak ekipmanı ile genel TG ekipmanı arasındaki fark, özel kontrol cihazlarına ve punta kaynak tabancalarına sahip olmasıdır. Kontrol cihazı, argon, havalandırma ve ark başlatmanın yanı sıra kaynak süresi kontrolü, otomatik akım azalması ve argon gazının gecikmeli olarak kapatılmasını otomatik olarak sağlayabilir.
Bir kaynak zaman kontrolörü ekleyerek ve sıradan manuel tungsten argon ark kaynağı ekipmanındaki nozulu değiştirerek, tungsten argon ark nokta kaynağı ekipmanı olarak da hareket edebilir.
Punta kaynağı ÇALIŞMA PRENSİBİ
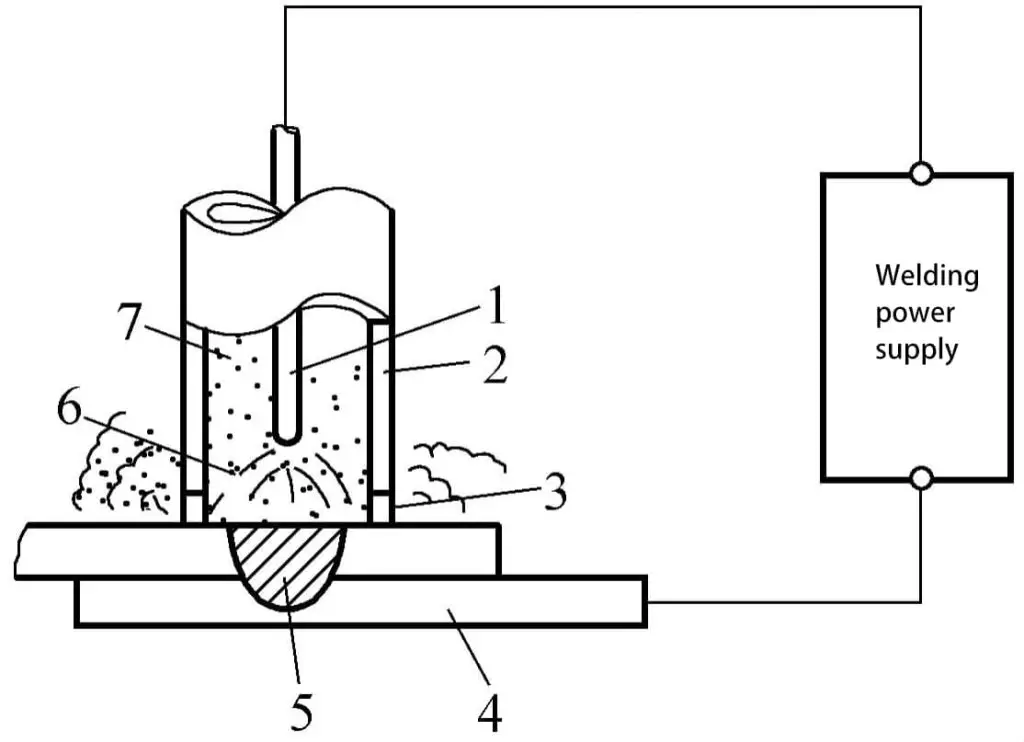
Şekil 5-68'de gösterildiği gibi, kaynak tabancasının nozulu iş parçasına sıkıca bastırılır ve ilk olarak tungsten ile nozul arasında yaklaşık 5A'lik küçük bir ark oluşturmak için yüksek frekanslı ark başlatma veya indüksiyon ark başlatma kullanılır. Daha sonra nokta kaynağı için bir kaynak arkı oluşturmak üzere kaynak akımı açılır.
Kaynak sırasında, doğru akım pozitif bağlantı kullanılabilir veya ark stabilizasyon cihazı ile alternatif akım güç kaynağı kullanılabilir. Genellikle doğru akım pozitif bağlantı kullanılır, çünkü daha fazla nüfuziyet derinliği elde edebilir, daha küçük kaynak akımı (veya daha kısa süre) kullanabilir, böylece termal deformasyonu ve diğer termal etkileri azaltabilir.
Punta kaynağının özellikleri
Kaynak noktasının mukavemeti geniş bir aralıkta ayarlanabilir ve kaynak noktasının boyutunu kontrol etmek kolaydır. Kaynak süresi ve kaynak akımı arttığında, kaynak noktasının çapı artar ve mukavemet artar, bu da çok katmanlı nokta kaynağı ve özellikle arkadan kelepçelenemeyen iş parçaları için farklı kalınlıklara sahip iş parçalarının nokta kaynağı için uygundur.
Tungsten argon ark nokta kaynağı benzersiz avantajlar gösterir. Bu avantajlar direnç kaynağı ile karşılaştırılır. Dezavantajı ise verimliliğinin direnç kaynağı kadar yüksek olmamasıdır.
Uygulama aralığı
Başta paslanmaz çelik ve düşük alaşımlı çelik gibi malzemelerin kaynağı olmak üzere, çeşitli ince levha yapılarının ve ince levhalar ile daha kalın malzemeler arasındaki bağlantıların kaynağı için uygundur.
Tungsten elektrot argon ark punta kaynağı için temizlik gereksinimleri genel argon ark kaynağı için olanlarla aynıdır. Tablo 5-98'de 12Cr18Ni9 tungsten elektrot argon ark punta kaynağı için kaynak parametreleri listelenmiştir.
Tablo 5-98 12Cr18Ni9 Tungsten Elektrot Argon Ark Nokta Kaynağı için Kaynak Parametreleri
| Malzeme Kalınlığı /mm | Kaynak Akımı /A | Kaynak Süresi /s | İkincil Darbe Akımı /A | İkincil Darbe Süresi /s | Koruyucu Gaz Akış Hızı /(L/dak) | Kaynak Noktası Çapı /mm |
| 0.5+0.5 | 80 | 1.03 | 80 | 0.57 | 7.5 | 4.5 |
| 0.5+0.5 | 100 | 1.03 | 100 | 0.57 | 7.5 | 5.5 |
| 2+2 | 160 | 9 | 300 | 0.47 | 7.5 | 8 |
| 2+2 | 190 | 7.5 | 180 | 0.57 | 7.5 | 9 |
| 3+3 | 180 | 18 | 280 | 0.69 | 7.5 | 10 |
| 3+3 | 160 | 18 | 280 | 0.69 | 7.5 | 11 |
Not:
1. Ark, ikincil darbe akımı eklenmeden önce bir süre için söner.
2. Ark uzunluğu 0.5~1.0mm.
Punta kaynak ark çukurunu doldurmak ve takviyeyi artırmak için, kaynak sırasında erimiş havuza uygun miktarda dolgu teli beslenebilir. Çatlama direncini artırmak ve çatlama eğilimini azaltmak için, kaynak makinesi otomatik akım bozunma kontrolüne sahip olmalıdır ve ikincil bir darbeli ısıtma yöntemi de benimsenebilir.
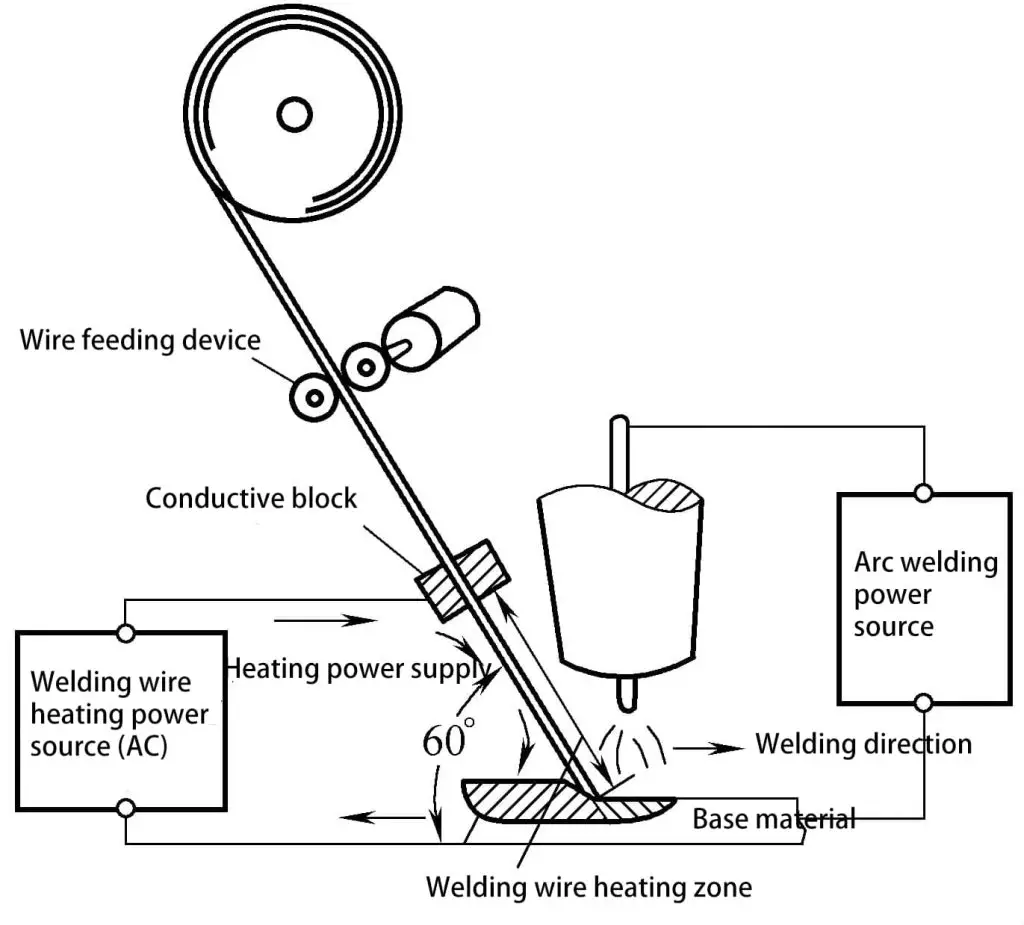
Sıcak tel tungsten elektrot argon ark kaynağı makinesi, bir DC argon ark kaynağı güç kaynağı, kaynak telinin ön ısıtması için ek bir güç kaynağı (genellikle AC), bir tel besleme mekanizması ve bu üç parçayı koordine eden bir kontrol devresinden oluşur. Kararlı bir kaynak işlemi elde etmek için, ana güç kaynağı düşük frekanslı bir darbe güç kaynağı da kullanabilir.
Şekil 5-69 sıcak tel tungsten elektrot argon ark kaynağının şematik bir diyagramıdır. Kaynak teli erimiş havuza beslenmeden önce kendi elektrik direnci ile ısıtılır. Erimiş havuza girmeden yaklaşık 10 cm önce, kaynak telini önceden ısıtmak için akım vermek üzere iletken bir kelepçe ayarlanır.
Ön ısıtma akımı için bir AC güç kaynağı kullanmak en iyisidir, çünkü AC ark oluşumuna manyetik önyargı darbesini azaltabilir. Ön ısıtma akımı kaynak akımının 60%'sini aşmazsa, arkın kaynak dikişi boyunca boylamasına salınımı 30° içinde olur.
Sınırlı ön ısıtma akımı ile yeterli ön ısıtma sıcaklığı elde etmek için, kaynak telinin ön ısıtma uzunluğu içinde yeterli dirence sahip olmasını sağlamak gerekir, bu genellikle sadece yaklaşık 10 cm'dir, bu nedenle dolgu telinin çapı çok büyük olmamalıdır, 1,2 mm'den daha az bir çap gerektirir.
Sıcak tel kaynağı karbon çeliği, düşük alaşımlı çelik, paslanmaz çelik, nikel ve titanyum alaşımları için başarıyla kullanılmıştır. Alüminyum ve bakır için, düşük dirençleri nedeniyle, aşırı manyetik ön darbe ve düzensiz erimeye neden olan çok büyük bir ısıtma akımı gereklidir, bu nedenle sıcak tel kaynağı önerilmez.