
Gelişmiş Torna Takımları: Son Teknoloji Çözümler
Bu makalede, günümüz torna operatörleri tarafından kullanılan gelişmiş kesici takımlara büyüleyici bir bakış atacağız. Öğreneceksiniz...
Bu blog, torna takımlarının sınıflandırılmasını incelemekte ve bunların etkili bir şekilde nasıl bileneceğine dair önemli ipuçları vermektedir. Çeşitli takım türleri, bunların özel uygulamaları ve optimum performansı korumak için ayrıntılı bileme teknikleri hakkında bilgi edineceksiniz. İster yeni başlayan ister deneyimli bir makinist olun, bu kılavuz torna işleme becerilerinizi geliştirmek için değerli bilgiler sunmaktadır. Dalış yapın ve her seferinde nasıl mükemmel kesimler elde edeceğinizi keşfedin.

Tornalama takımları yapılarına göre dört tipe ayrılır: entegre, kaynaklı, mekanik sıkıştırmalı ve endekslenebilir, yapısal özellikleri ve uygulanabilir durumları Tablo 1'de gösterilmiştir.
Tablo 1 Tornalama Takımlarının Yapısal Özellikleri ve Uygulanabilir Durumları
| İsim | Özellikler | Uygulanabilir Durumlar |
| İntegral Tornalama Aleti | Entegre yüksek hız çeliğinden yapılmıştır, kenarı çok keskin bir şekilde bilenebilir | Küçük torna tezgahları veya demir dışı malzemelerin işlenmesi metaller |
| Kaynaklı Tornalama Aleti | Kaynaklı karbür bıçak, kompakt yapı, esnek kullanım | Her türlü torna takımı, özellikle küçük takımlar |
| Mekanik Sıkma Tornalama Aleti | Kaynaktan kaynaklanan gerilme ve çatlaklar gibi kusurları önler, yüksek takım sapı kullanımı, bıçak bileme yoluyla gerekli parametreleri elde edebilir; esnek ve rahat kullanım | Dış tornalama takımları, uç yüzey tornalama takımları, iç delik tornalama takımları, kesme tornalama takımları, diş açma tornalama takımları, vb. |
| Endekslenebilir Tornalama Aleti | Kaynaklı tornalama takımlarının dezavantajlarını önler, bıçak hızlı bir şekilde değiştirilebilir ve indekslenebilir; yüksek verimlilik; kararlı talaş kırma; kaplamalı bıçaklar kullanılabilir | Otomatik hatlar için uygun dış daireler, uç yüzeyler, delik işleme için büyük ve orta ölçekli tornalar, CNC makine araçlar |
Tornalama takımı, tek kenarlı kesici takımın en basit şeklidir ve diğer tüm karmaşık takımlar tornalama takımının kombinasyonları ve evrimleri olarak düşünülebilir. Tornalama takım açılarının tanımları diğer takımlar için de geçerlidir.
Tornalama takımı, takım kafası (kesme parçası) ve takım gövdesinden (tutma parçası) oluşur. Tornalama takımının kesme kısmı üç yüzey, iki kenar ve bir uçtan oluşur. Tornalama takımının bileşimi Şekil 1'de gösterilmiştir.
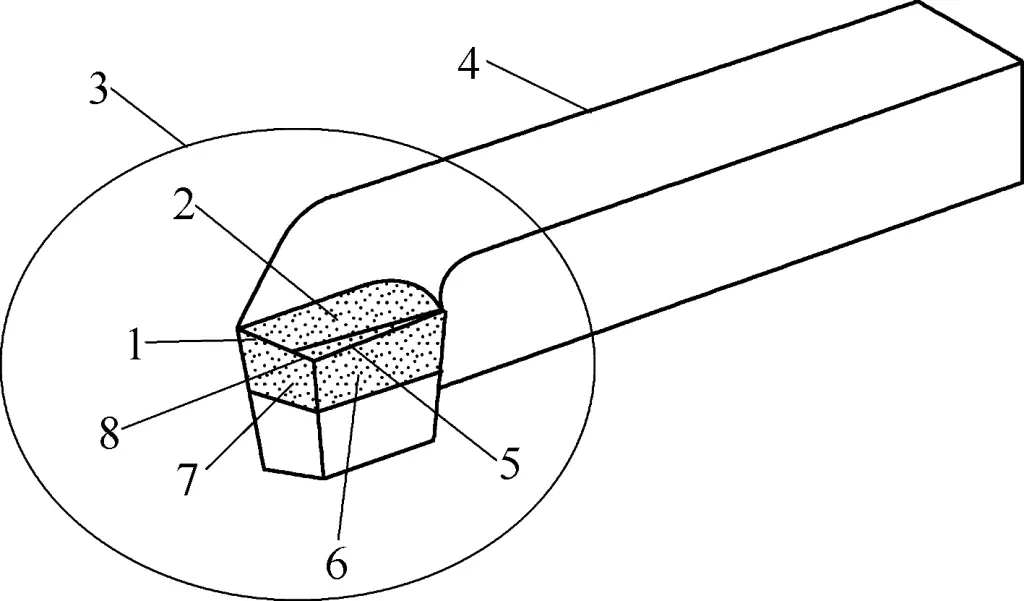
1-İkincil kesme kenarı
2-Ön yüz
3-Takım başlığı
4-Alet gövdesi
5-Ana kesme kenarı
6-Ana arka yüz
7-İkincil arka yüz
8-Alet ucu
Kesme sırasında talaşların dışarı aktığı yüzey.
Kesme sırasında işlenen iş parçası yüzeyinin karşısındaki yüzey.
Kesme sırasında iş parçasının halihazırda işlenmiş yüzeyinin karşısındaki yüzey.
Ön yüz ile ana arka yüzün kesişimi. Ana kesme işini taşıyan düz veya kavisli olabilir.
Ön yüz ile ikincil arka yüzün kesişimi. Genellikle az miktarda kesme işi üstlenir.
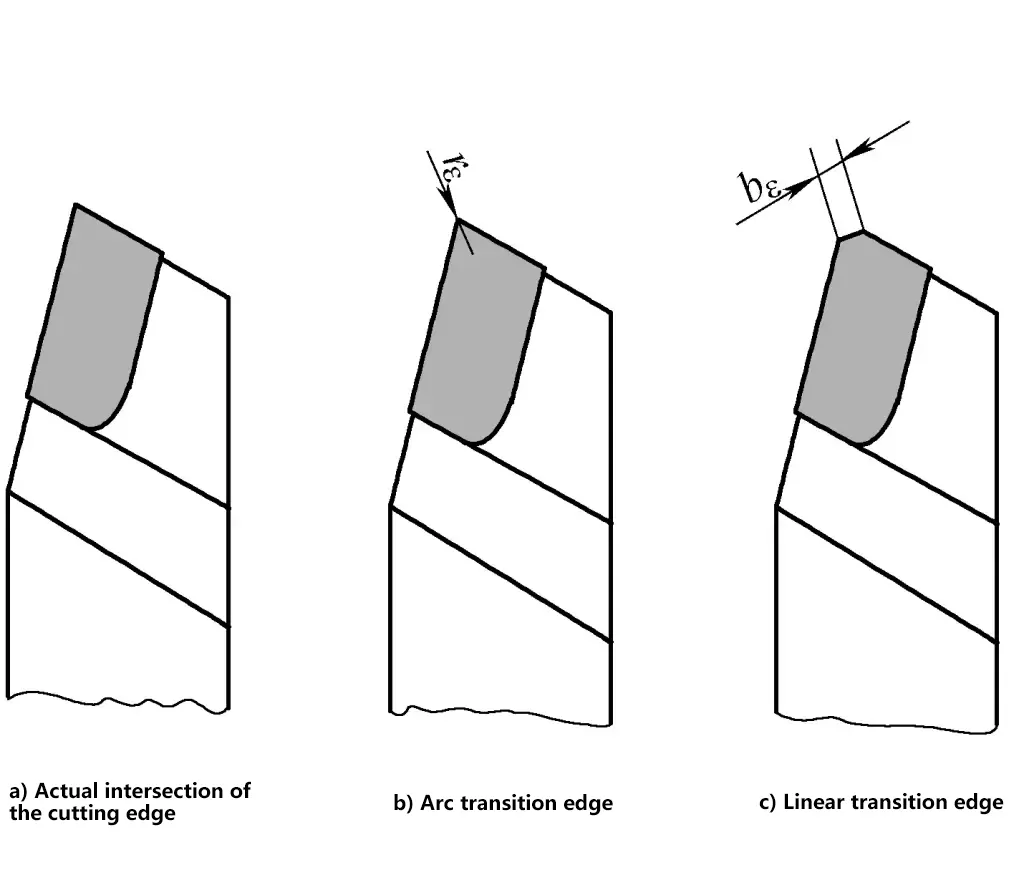
Ana kesici kenar ile ikincil kesici kenarın kesiştiği kısım. Takım ucunu güçlendirmek için, Şekil 2'de gösterildiği gibi bir geçiş kenarı oluşturmak üzere genellikle yuvarlak bir yay veya kısa bir düz çizgi şeklinde taşlanır.
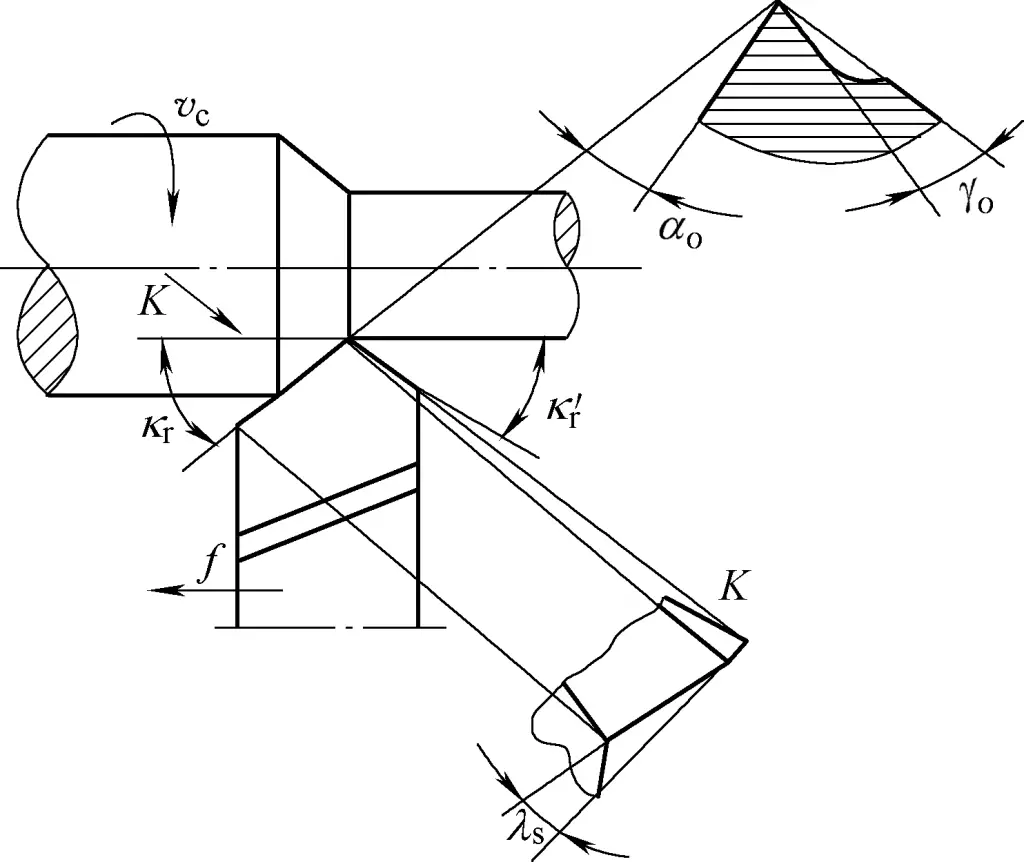
Tornalama takımının ana açıları arasında eğim açısı γ o , boşluk açısı α o , ana kesme kenarı açısı k r , ikincil kesme kenarı açısı k' r ve eğim açısı λ s Şekil 3'te gösterildiği gibi. Tornalama takımının açıları, işleme kalitesi ve verimliliğinde önemli bir rol oynar.
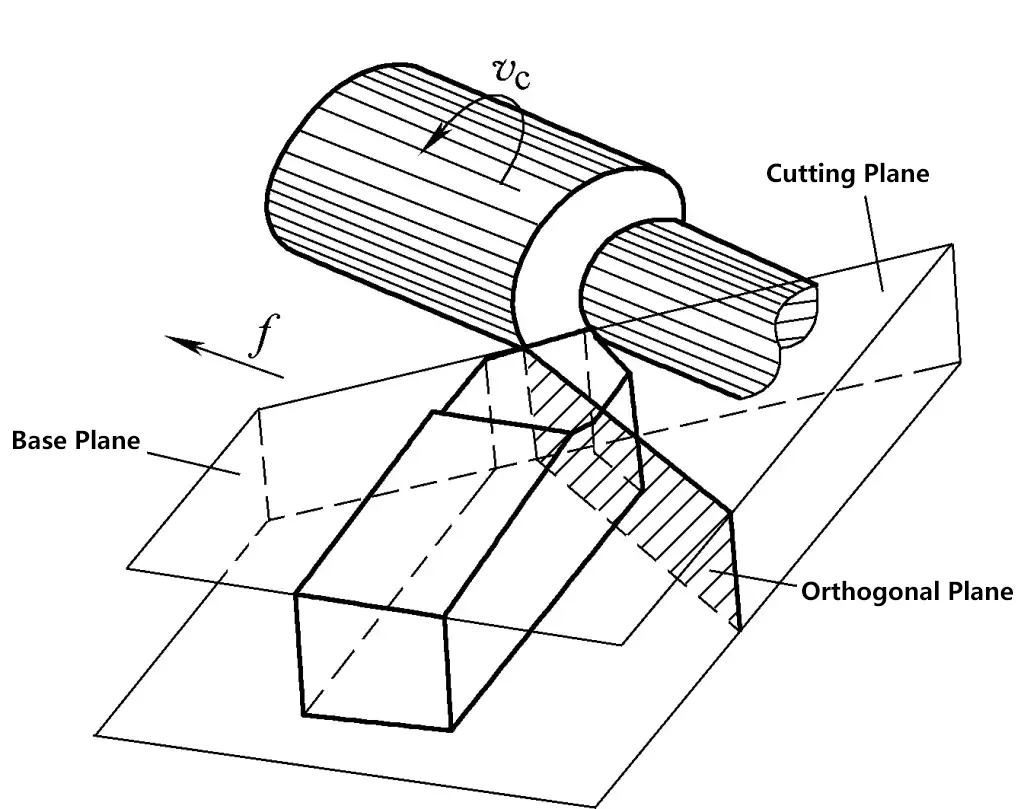
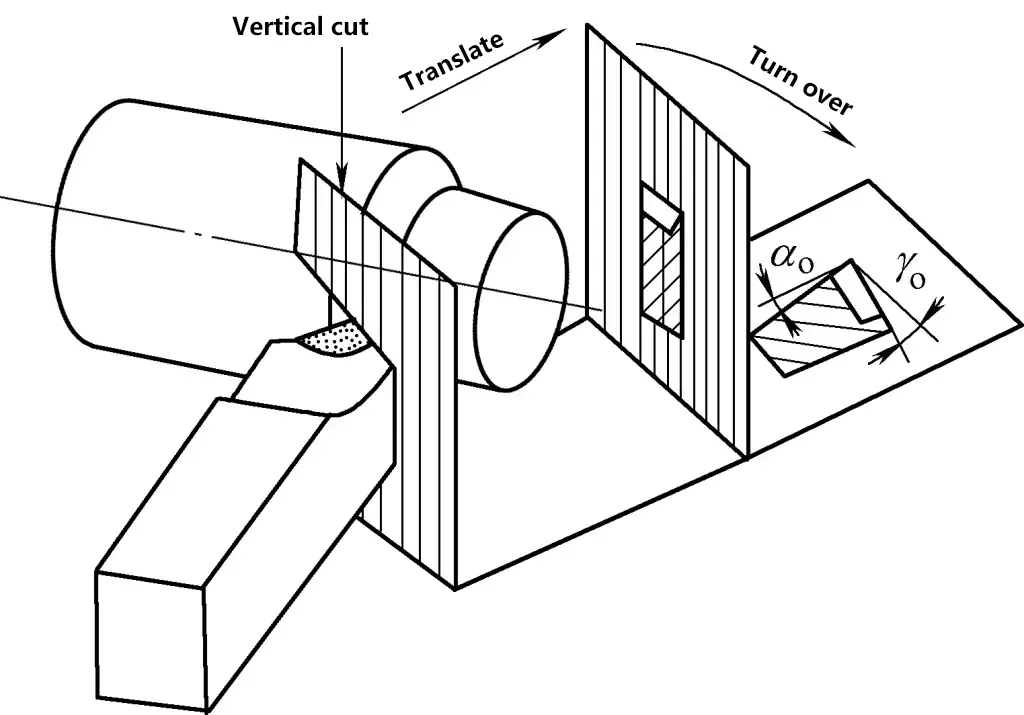
Kesme sırasında takım kafası, tornalama takımının gerçek etkili açılarını oluşturan üç yüzey, iki kenar ve bir uç oluşturur. Tornalama takımının tabanı yataydır ve tornalama takımının tabanına paraleldir. Kesme düzlemi, ortogonal düzlem ve taban, Şekil 4'te gösterildiği gibi birbirine diktir.
Eğim yüzü ile taban düzlemi arasındaki açıdır ve eğim yüzünün eğimini gösterir. Eğim açısı pozitif, negatif veya sıfır olabilir. Eğim yüzeyi taban düzleminin altındaysa eğim açısı pozitiftir; aksi takdirde negatiftir; çakışıyorsa sıfırdır. Genel olarak, bahsedilen eğim açısı pozitif eğim açısını ifade eder.
Şekil 5'te eğim açısı ve boşluk açısının kesit görünümü gösterilmektedir. Eğim açısının artırılması kesme kenarını daha keskin hale getirebilir, kesme kuvvetini azaltabilir, kesme sıcaklığını düşürebilir, takım aşınmasını azaltabilir ve yüzey finiş kalitesini artırabilir. Ancak, çok büyük bir eğim açısı kesme kenarının mukavemetini azaltarak hasara açık hale getirecektir.
Çelik parçaların (plastik malzemeler, vb.) karbür tornalama takımlarıyla işlenmesi için talaş açısı genellikle 10°~20° olarak seçilir ve gri dökme demirin (kırılgan malzemeler, vb.) işlenmesi için talaş açısı genellikle 5°~15° olarak seçilir. Son işlem için daha büyük bir eğim açısı seçilebilir ve kaba işleme için daha küçük bir açı seçilmelidir. İş parçası malzemesinin mukavemeti ve sertliği yüksek olduğunda, daha küçük bir eğim açısı, hatta bazen negatif bir değer seçilir.
Ana yanak yüzeyi ile kesme düzlemi arasındaki açıdır ve ana yanak yüzeyinin eğimini gösterir. Boşluk açısının işlevi, ana yan yüzey ile iş parçası arasındaki sürtünmeyi azaltmaktır ve kesme kenarının mukavemetini ve keskinliğini etkiler. Genel olarak, boşluk açısı α o 5°~7° olarak seçilebilir.
Ana kesme kenarı ile taban düzlemine yansıtılan ilerleme yönü arasındaki açıdır. Ana kesme kenarı açısının işlevi, kesme kenarının çalışma uzunluğunu, geri kuvvetini, uç mukavemetini ve ısı dağıtma koşullarını etkilemektir. Ana kesme kenarı açısı ne kadar küçükse, kesme kenarının çalışma uzunluğu o kadar uzun, ısı dağıtma koşulları o kadar iyi, ancak geri kuvvet o kadar büyük olur.
Tornalama takımları için yaygın olarak kullanılan ana kesme kenarı açıları 45°, 60°, 75°, 90°'dir. İş parçası iyi bir sertliğe sahip olduğunda daha küçük bir değer seçilebilir. İnce şaftları tornalarken, geri kuvveti azaltmak ve iş parçasının bükülme deformasyonunu önlemek için daha büyük bir değer seçilmelidir. Tornalama takımının ana kesme kenarı açısı Şekil 6'da gösterilmiştir.
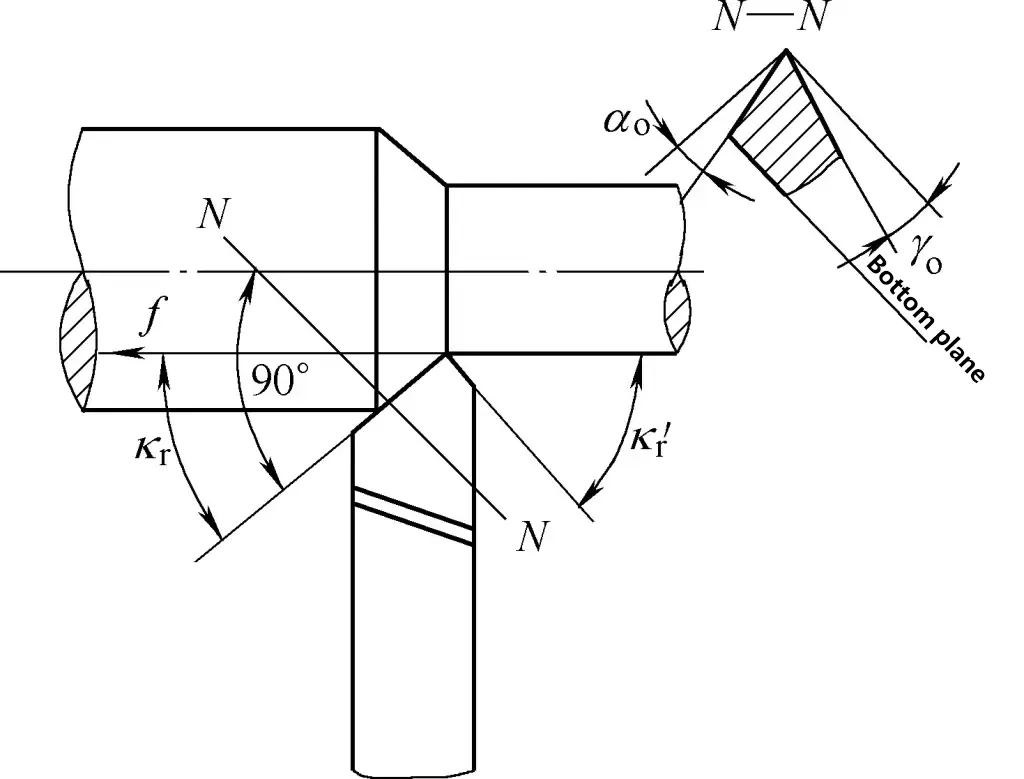
İkincil kesme kenarı ile taban düzlemine yansıtılan ilerleme yönü arasındaki açıdır. İkincil kesme kenarı açısının işlevi yüzeyi etkilemektir pürüzlülük işlenmiş yüzeyin pürüzlülük değerini düşürürken, ikincil kesme kenarı açısını azaltmak işlenmiş yüzeyin pürüzlülük değerini düşürebilir. Tornalama takımının ikincil kesme kenarı açısı Şekil 6'da gösterilmiştir. k' r genellikle 5°~15°, ince tornalama için 5°~10° ve kaba tornalama için 10°~15° olarak seçilir.
Ana kesme kenarı ile taban düzlemi arasındaki açıdır, takım ucu pozitif bir değer olarak kesme kenarının en yüksek noktasıdır, aksi takdirde negatif bir değerdir. Uç açısının işlevi esas olarak ana kesme kenarının gücünü etkiler ve talaş akış yönünü kontrol eder.
Takım sapının alt yüzeyi referans olarak kullanıldığında, takım ucu ana kesme kenarının en yüksek noktası olduğunda, λ s >0° olduğunda, talaşlar Şekil 7a'da gösterildiği gibi işlenecek yüzeye doğru akar; ana kesme kenarı takım sapının alt yüzeyine paralel olduğunda, λ s =0° olduğunda, talaşlar Şekil 7b'de gösterildiği gibi ana kesme kenarına dik bir yönde akar; takım ucu ana kesme kenarının en alt noktası olduğunda, λ s <0°, talaşlar Şekil 7c'de gösterildiği gibi işlenmiş yüzeye doğru akar.
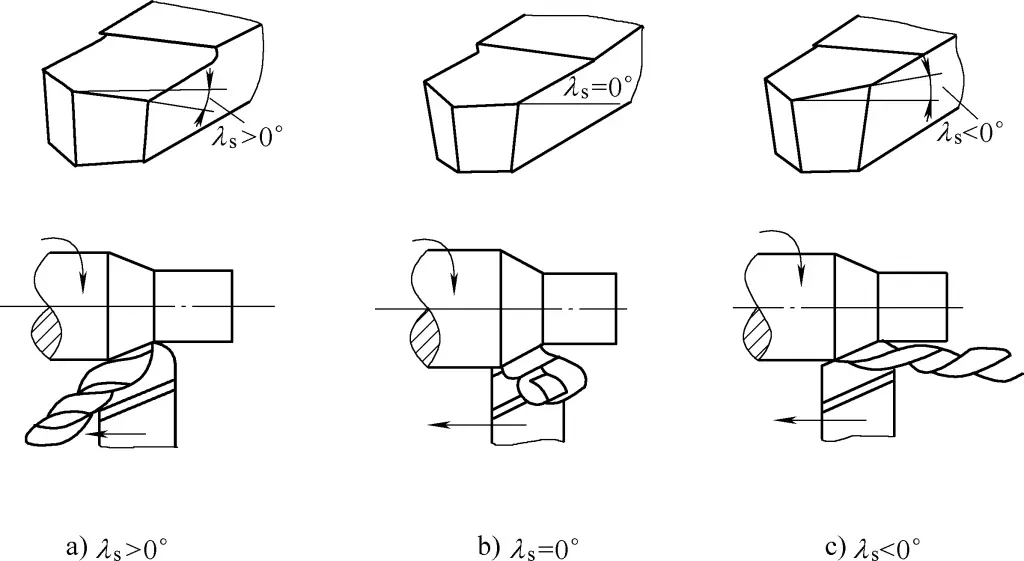
Genel olarak, λs -5°~+5° arasında seçilir. Kaba işleme için, λs genellikle negatiftir, talaşlar işlenmiş yüzeye doğru akmasına rağmen, ana kesme kenarının mukavemetini sağlar. İnce işleme için, λs genellikle pozitiftir, talaşların işlenecek yüzeye doğru akmasını sağlar, böylece işlenen yüzeyi çizmez.
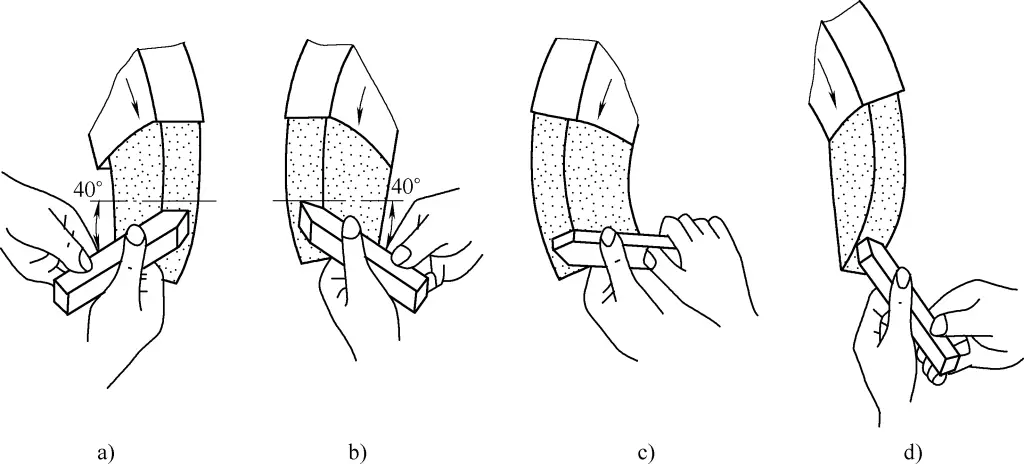
Tornalama takımının körleştikten sonra yeniden bilenmesi bir taşlama diski üzerinde yapılır. Yüksek hızlı çelik tornalama takımlarını alüminyum oksit taşlama taşıyla (beyaz) ve karbür takım uçlarını silikon karbür taşlama taşıyla (yeşil) taşlayın.
Kesici takım, Şekil 9'da gösterildiği gibi takım tutucuya doğru ve güvenli bir şekilde takılmalıdır. Kesici takımı takarken, uç iş parçasının dönme merkezi ile tam olarak hizalanmalıdır, aksi takdirde iş parçasının merkez çıkıntısını çıkarmak zor olacaktır; ve mümkün olduğunca merkezden dışa doğru besleyin, gerekirse seleyi kilitleyin. Kesici takım takılırken aşağıdaki noktalara dikkat edilmelidir:
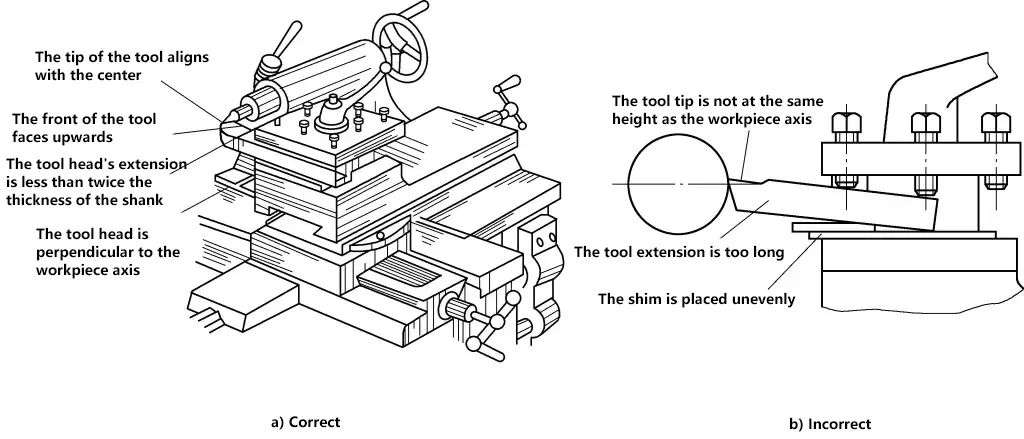
Takım kafası çok uzun çıkıntı yapmamalıdır, aksi takdirde kesme sırasında kolayca titreşerek iş parçasının işleme hassasiyetini ve yüzey pürüzlülüğünü etkileyecektir. Genel olarak, takım kafasının çıkıntı uzunluğu takım çubuğunun kalınlığının 1,5 ila 2 katını geçmemelidir ve takım ucunun kesimini görmek için yeterlidir.
Kesici takım çok yükseğe monte edilirse, arka açı azalacak ve kesici takımın ana arka yüzeyi ile iş parçası arasında yoğun sürtünmeye neden olacaktır; çok alçak monte edilirse, ön açı azalacak, kesmeyi zorlaştıracak ve takım ucunun talaşlanmasına neden olacaktır. Takım ucunun yüksekliği punta merkezinin yüksekliğine göre ayarlanabilir. Kesici takımın montajı Şekil 9a'da gösterilmiştir.
Kesici takımın altındaki şim düz olmalı ve şim sayısını azaltmak için mümkün olduğunca kalın şimler kullanılmalıdır. Takım ucunun yüksekliğini ayarladıktan sonra, kesici takımı sıkmak için dönüşümlü olarak en az iki vida kullanılmalıdır.







