حاسبة حمولة مكابس الضغط على المكابس
كيف يمكنك ضمان الدقة والأمان في ثني المعادن في ورشتك بشكل دقيق وآمن؟ تتعمق هذه المقالة في أساسيات حساب...
كيف تضمن الحصول على انحناءات مثالية في الصفائح المعدنية دون أخطاء مكلفة؟ تستكشف هذه المقالة استخدام حاسبة نصف قطر مكابح الضغط، وهي أداة أساسية لعمال المعادن. فهي توفر تقديرات دقيقة للقوة المطلوبة ونصف قطر الانحناء، وهو أمر بالغ الأهمية لمنع تلف المعدات والمواد. من خلال فهم وتطبيق هذه الحسابات، يمكن للمشغلين تعزيز الكفاءة والدقة في مشاريعهم. تعمّق في معرفة العوامل الرئيسية التي تؤثر على دقة الثني وكيفية تحسين عمليات مكابح الضغط لديك.

صُممت حاسبة نصف القطر لمساعدة المتخصصين في صناعة تشكيل المعادن على تقدير المعلمات المهمة عند العمل باستخدام مكابح الضغط. فهي تساعد في تحديد القوة المطلوبة (الحمولة) ونصف قطر الانحناء، بالنظر إلى خصائص المادة وزاوية الانحناء المطلوبة.
هذه الأداة القيمة ضرورية لضمان التخطيط الدقيق والفعال للمشروع. ومن خلال توفير تقديرات موثوقة، فإنها تمكّن المشغلين من منع التحميل الزائد أو النقص في طاقة مكابح الضغط، مما قد يؤدي إلى تلف المعدات وإهدار الموارد.
نصف القطر الداخلي R لـ مكابح الضغط ثني الهواء هو 16% تقريبًا من فتحة القالب V. يمكنك استخدام حاسبة نصف قطر مكابح الضغط للحصول على أدق البيانات.

| لا يوجد | المواد | الحد الأدنى لنصف قطر الانحناء |
| 1 | 08, 08F, 08F, 10, 10F, 10F, DX2, SPCC, E1-T52, 0Cr18Ni9, 1Cr18Ni9, 1Cr18Ni9Ti, 1100-H24, T2 | 0.4t |
| 2 | 15، 20، س 235، س 235 أ، س 235 أ، 15 و | 0.5t |
| 3 | 25, 30, Q255 | 0.6t |
| 4 | 1Cr13، H62 (M، Y، Y2، مدرفلة على البارد) | 0.8t |
| 5 | 45, 50 | 1.0t |
| 6 | 55, 60 | 1.5t |
| 7 | 65Mn, 660SiMn, 1Cr17Ni7, 1Cr17Ni-NiY, Cr17Ni-DY, SUS301، 0Cr18Ni9، SUS302 | 2.0t |
تُمثَّل درجة تشوُّه الانحناء بنصف قطر الانحناء النسبي (r/t). كلما قلت هذه القيمة، زاد التشوه. عندما تنخفض قيمة نصف قطر الانحناء النسبي (r/t) إلى حد معين، تتجاوز الألياف الخارجية للصفائح المعدنية الحد الأقصى للتشوه المسموح به للمادة، مما يؤدي إلى تلف تمزق الشد.
ولضمان عدم حدوث أي تشققات أثناء الانحناء، من الضروري الحد من درجة التشوه، أي الحد من أقصى تشوه الانحناء للصفائح المعدنية - الحد الأدنى لنصف قطر الانحناء النسبي (r/t).
بينما يوجد نصف قطر الانحناء الأدنى (rدقيقة/t) لأي مادة، لا يُنصح عمومًا باستخدام هذا الحد الأدنى لنصف القطر في عمليات الثني. يجب أن يكون نصف قطر الانحناء كبيرًا قدر الإمكان، ولكن ليس كبيرًا جدًا لأن ذلك قد يزيد من سبرينجباك.
إن تأثير الارتداد النابض يجعل من الصعب ضمان دقة الشكل والحجم للجزء المثني. ولذلك، لا ينبغي أن يكون نصف قطر الانحناء كبيرًا جدًا أو صغيرًا جدًا؛ فالاختيار المناسب ضروري.
1. تأثير الخواص الميكانيكية للمواد
يجب أن تكون الصفيحة المعدنية المراد ثنيها ذات لدونة كافية، وقوة خضوع منخفضة نسبيًا، ومعامل مرونة مرتفع. يضمن المستوى العالي من اللدونة عدم حدوث أي تشقق أثناء الثني (أي أن يكون الحد الأدنى لنصف قطر الانحناء للصفائح المعدنية صغيرًا). تسهّل قوة الخضوع المنخفضة ومعامل المرونة الأعلى تحقيق أشكال ثني دقيقة. مع زيادة سُمك المادة (زيادة t)، يزداد أيضًا الحد الأدنى لنصف قطر الانحناء.
2. تأثير زاوية الانحناء المركزية (α)
من الناحية النظرية، ترتبط درجة تشوّه الانحناء فقط بـ r/t. ومع ذلك، في عمليات الانحناء الفعلية، عندما تكون زاوية الانحناء المركزية (α) صغيرة، يكون تشوه الانحناء صغيرًا، وقد تتعرض الأجزاء المجاورة للمادة لتشوه شد أكثر (في منطقة تشوه الانحناء).
لذلك، قد يكون الحد الأدنى المسموح به لنصف قطر الانحناء المسموح به أصغر أيضًا. على سبيل المثال، إذا كانت زاوية الانحناء المركزية (α) تتراوح بين 120 درجة إلى 130 درجة، فإن rدقيقة أكبر من 30% إلى 50% عندما تكون زاوية الانحناء المركزية (α) 90 درجة. عندما يكون a أقل من 90 درجة، فإن rدقيقة يمكن تخفيضها بمقدار 20%.
3. تأثير عرض الصفيحة والطبقة المتصلبة للسطح المقصوص
مع زيادة عرض الصفيحة، يزداد أيضًا الحد الأدنى لنصف قطر الانحناء. ومع ذلك، يقل هذا التأثير عندما يزيد عرض الصفيحة إلى حوالي (8 ~ 10) ر.
يتم الحصول على الفراغ قبل الثني عادةً عن طريق القص أو التثقيب، ويحتوي السطح المنفصل على طبقة مقواة بالعمل تقلل من لدونة المادة، مما يزيد من الحد الأدنى لنصف قطر الانحناء. ولذلك، عند الحاجة إلى نصف قطر ثني صغير جدًا، من الضروري تضمين عملية التلدين قبل الثني لإزالة الطبقة المتصلبة من الفراغ.
4. تأثير اتجاه خط الانحناء
نظرًا لأن معظم الألواح المعادن للانحناء، فإنها تُظهر بنية ليفية، مع وجود تباين في الخواص الميكانيكية لاتجاه السُمك ومستوى الصفيحة. عندما يكون خط الانحناء عموديًا على اتجاه الدرفلة (الألياف)، يكون الحد الأدنى لنصف قطر الانحناء للوح أصغر.
عندما يكون خط الانحناء موازيًا لاتجاه الدرفلة (الألياف)، يكون الحد الأدنى لنصف قطر الانحناء للوح أكبر. يجب إيلاء اهتمام خاص لاتجاه خط الانحناء بالنسبة للمواد ذات التباين الكبير في الخواص مثل النحاس الأصفر والبرونز الفوسفوري.
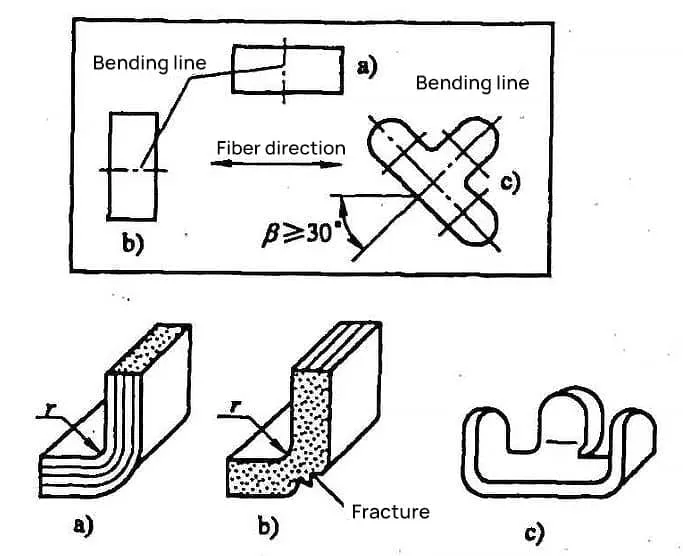
لذلك، أثناء تخطيط التثقيب، يجب مراعاة اتجاه الدرفلة. يظهر نصف قطر الانحناء (r) عندما يكون المنحنى عموديًا على اتجاه الدرفلة في الشكل 1أ، ويظهر نصف قطر الانحناء (r) عندما يكون خط الانحناء موازيًا لاتجاه الدرفلة في الشكل 1ب، حيث يحدث التشقق.
وبالتالي، يجب أن يجعل التخطيط خط الانحناء عموديًا على اتجاه الدرفلة قدر الإمكان. عند ثني الأجزاء الصغيرة ذات خطوط الثني المتعامدة على بعضها البعض، يجب أن تكون الزاوية (β) بين خط الثني واتجاه درفلة الصفيحة أكبر من 30 درجة أثناء التخطيط، كما هو موضح في الشكل 1ج.
5. تأثير سطح المواد الفارغة وجودة القص والسطح الفارغ
عندما تحتوي المادة الفارغة للجزء على عيوب، أو عندما يكون المقطع العرضي للقص غير أملس أو به نتوءات أو ذات جودة رديئة، يمكن أن يؤدي ذلك إلى تركيز الإجهاد والتسبب في التمزق. عند هذه النقطة، من الضروري زيادة الحد الأدنى لنصف قطر الانحناء بشكل مناسب.
يمكن أن تقلل إزالة النتوءات قبل الثني، أو وضع الجانب الذي به نتوءات في اتجاه منطقة ضغط المثقاب، من فرصة التمزق. تؤثر جودة القص تأثيرًا كبيرًا على ثني المواد الفارغة الأضيق. كلما زاد عرض المادة الفارغة، يقل التأثير تدريجيًا.
هناك العديد من العوامل التي تؤثر على الحد الأدنى لنصف قطر الانحناء للصفائح المعدنية، وهي عوامل معقدة للغاية. من الصعب حساب الحد الأدنى لنصف قطر الانحناء بدقة باستخدام الطرق النظرية، وليس له أهمية تطبيقية عملية.
ولذلك، عادةً ما يتم تحديد الحد الأدنى لنصف قطر الانحناء المستخدم عادةً في الإنتاج الفعلي بالطرق التجريبية. البيانات التجريبية الخاصة بالحد الأدنى لنصف قطر الانحناء الأدنى (أي نصف قطر القوس الداخلي) للصفائح المعدنية شائعة الاستخدام، rدقيقةفي الجدول 4-1.
الجدول 1: الحد الأدنى لنصف قطر الانحناء للصفائح المعدنية (الوحدة: مم)
| المواد | حالة التلدين | حالة تصلب العمل البارد | ||
| موضع خط الانحناء | ||||
| اتجاه التدحرج العمودي | اتجاه التدحرج المتوازي | اتجاه التدحرج العمودي | اتجاه التدحرج المتوازي | |
| 08، 10، س 195، س 215، س 215 | 0. 1t | 0. 4t | 0.4t | 0.8t |
| 15, 20, Q235 | 0.1t | 0.5t | 0. 5t | 1. 0t |
| 25, 30, Q255 | 0. 2t | 0. 6t | 0.6t | 1. 2t |
| 45, 50, Q275 | 0.5t | 1. 0t | 1.0t | 1.7t |
| 65 مليون | 1. 0t | 2. 0t | 2.0t | 3.0t |
| ألومنيوم | 0.1t | 0.35t | 0. 5t | 1.0t |
| نحاس نقي | 0. 1t | 0.35t | 1.0t | 2. 0t |
| نحاس ناعم | 0. 1t | 0.35t | 0.35t | 0.8t |
| نحاس شبه صلب | 0.1t | 0.35t | 0.5t | 1.2t |
| الفوسفور البرونزي | – | – | 1. 0t | 3.0t |
ملاحظة:
بشكل عام، لا يُنصح باستخدام الحد الأدنى لنصف قطر الانحناء rدقيقة لـ ثني الأجزاء. من من منظور تقني بحت، فإن المتطلب العام هو r≥t؛ بالنسبة للمواد السميكة، r=2t. فقط عندما يتطلب هيكل المنتج ذلك، يجب استخدام النهج المسموح به لقيم نصف قطر الانحناء الأدنى المسموح به.
عندما يكون نصف قطر ثني الجزء المطلوب <rدقيقة، بالإضافة إلى استخدام بعض التقنيات لتحسين مرونة المادة (مثل التلدين، والثني على الساخن، وما إلى ذلك) وتشذيب أو صقل سطح القطع الفارغ، يمكن اعتماد التدابير التالية:
1) زيادة عملية التشكيل، وتقليل نصف قطر الانحناء r تدريجيًا، وبالتالي توسيع منطقة تشوه الانحناء وتقليل معدل تمدد الطبقة المعدنية الخارجية لضمان نصف قطر الزاوية الداخلية المطلوبة للجزء المثني. على سبيل المثال، استخدام عملية ثني على مرحلتين: استخدام نصف قطر ثني أكبر في الثني الأول، ثم التلدين (تخفيف الضغط)، وفي المرة الثانية الثني وفقًا لنصف قطر الزاوية المطلوبة للجزء.
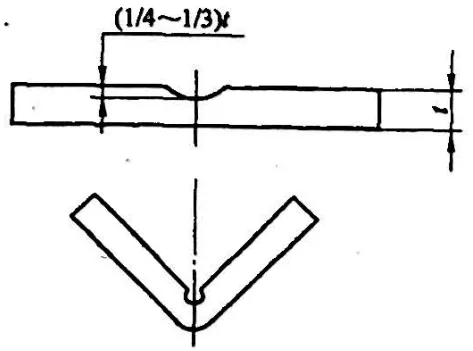
2) بالنسبة للمواد السميكة، من الضروري البدء بأخدود المعالجة، وتقليل سمك المادة في جزء الثني لضمان متطلبات الجزء المثني، كما هو موضح في الشكل 2.
إذا كان من الضروري ضمان وجود حافة مستقيمة جدًا للجزء المثني أثناء الثني، فيجب أن يكون ارتفاع الحافة المستقيمة H أكبر من 2.
عندما يكون H<2t، يكون سطح التلامس للحافة المثنية في قالب الثني صغيرًا جدًا، مما يجعل من الصعب تشكيل عزم ثني وقوة تصحيح كافية، ويكون من الصعب الحصول على شكل دقيق للجزء المثني (أو من المستحيل ثنيه وتشكيله).
لذلك، عندما يكون H<2t، من الضروري فتح أخدود العملية مسبقًا أو زيادة بُعد ارتفاع الحافة المستقيمة، وبعد تشكيل الانحناء، يتم قطع المواد الزائدة، كما هو موضح في الشكل 3.

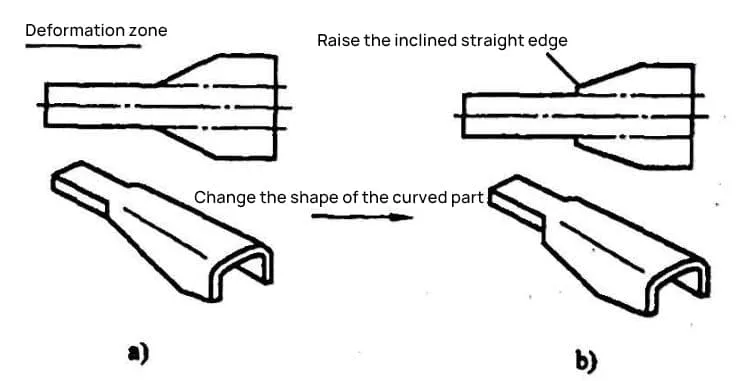
إذا كانت الحافة المستقيمة للجزء المنحني بزاوية (انظر الشكل 4)، وكانت الزاوية داخل منطقة التشوه، كما هو موضح في الشكل 4 أ، فمن المستحيل ثني الجزء بارتفاع حافة مستقيمة أقل من 2 طن إلى الدرجة المطلوبة، كما أنه عرضة للتشقق. لذلك، من الضروري تغيير شكل الجزء وزيادة حجم الحافة المستقيمة للزاوية، كما هو موضح في الشكل 4.