
كيفية حساب وزن الصفائح المعدنية: المعادلات الأساسية
هل تساءلت يومًا عن كيفية حساب وزن الصفائح المعدنية بسرعة؟ تكشف هذه المقالة النقاب عن معادلة بسيطة تأخذ...
هل تساءلت يومًا كيف يمكن لأدوات الحفر اليدوي التقليدية أن تخلق الدقة والفن؟ يستكشف هذا الدليل التقنيات الكامنة وراء النشر اليدوي والنقش والإزميل والحفر، ويكشف عن المهارة والصبر اللازمين لكل طريقة. من اختيار شفرة المنشار المناسبة إلى إتقان تقنية الطرق، ستكتشف نصائح عملية لتحسين مهارتك في الحفر اليدوي. تعمق في تعلم الأساسيات التي يمكن أن تحول مشاريعك اليدوية إلى أعمال ذات جودة احترافية.

النشر هو عملية فصل المواد الفولاذية من خلال حركة القطع بأسنان المنشار. لا يقتصر دور النشر على قطع المعدن فحسب، بل أيضًا عمل شقوق أو طبقات عليه. في أعمال التثبيت، يستخدم النشر عادةً لقطع المقاطع الجانبية أو الألواح الصغيرة، وينقسم إلى النشر اليدوي والنشر الميكانيكي.
يتكون المنشار اليدوي من قوس المنشار وشفرة المنشار. قوس المنشار عبارة عن أداة تستخدم لتثبيت شفرة المنشار وشدها، وهي متوفرة بأنواع ثابتة وقابلة للتعديل، كما هو موضح في الشكل 3-8.
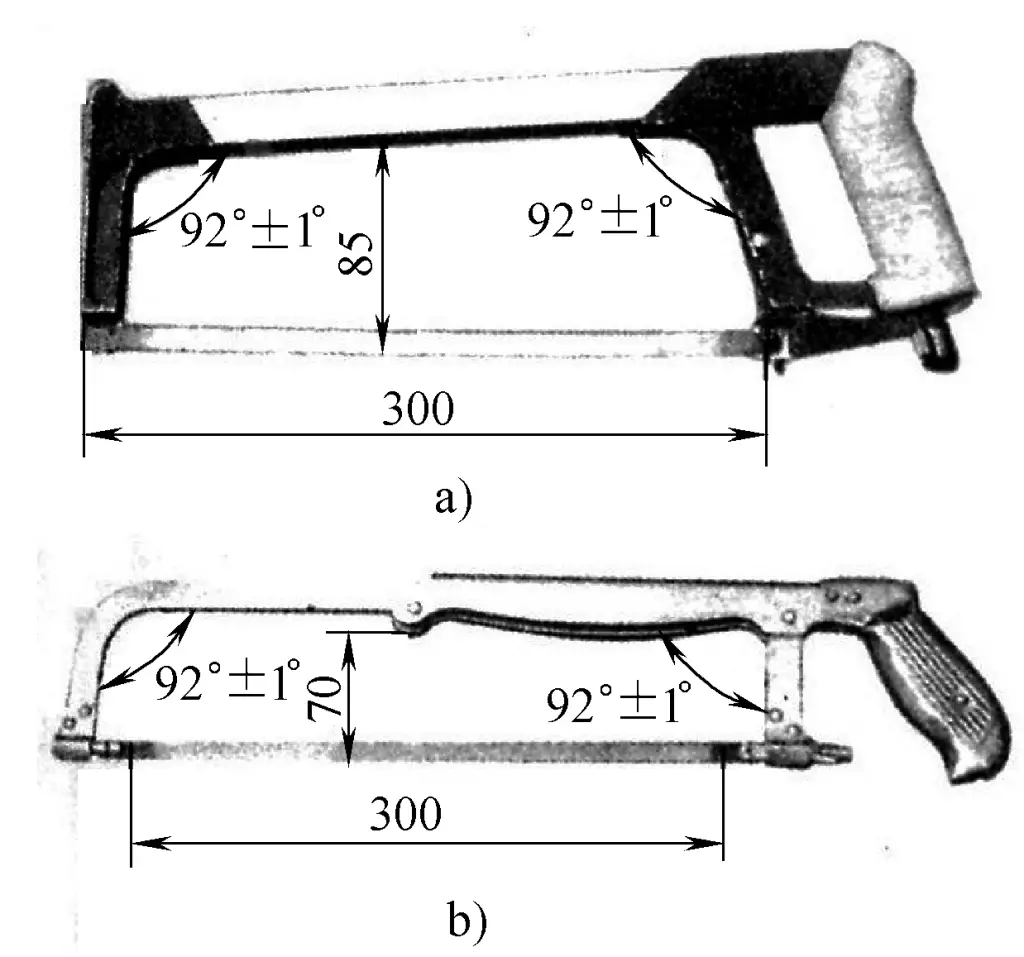
أ) النوع الثابت
ب) النوع القابل للتعديل
تُصنع شفرة المنشار من فولاذ الأدوات الكربوني. يبلغ طول شفرات المنشار الشائعة حوالي 300 مم وعرضها 12 مم وسمكها 0.8 مم. تنقسم مواصفات شفرة المنشار إلى أسنان خشنة ومتوسطة ودقيقة بناءً على درجة الأسنان. يتم استخدام عدد الأسنان لكل 25 مم من طول شفرة المنشار للإشارة إلى ذلك، حيث تحتوي شفرات المنشار الخشنة ذات الأسنان الخشنة على 14 إلى 18 سنًا، وشفرات المنشار المتوسطة ذات الأسنان المتوسطة على 24 سنًا، وشفرات المنشار ذات الأسنان الدقيقة على 32 سنًا.
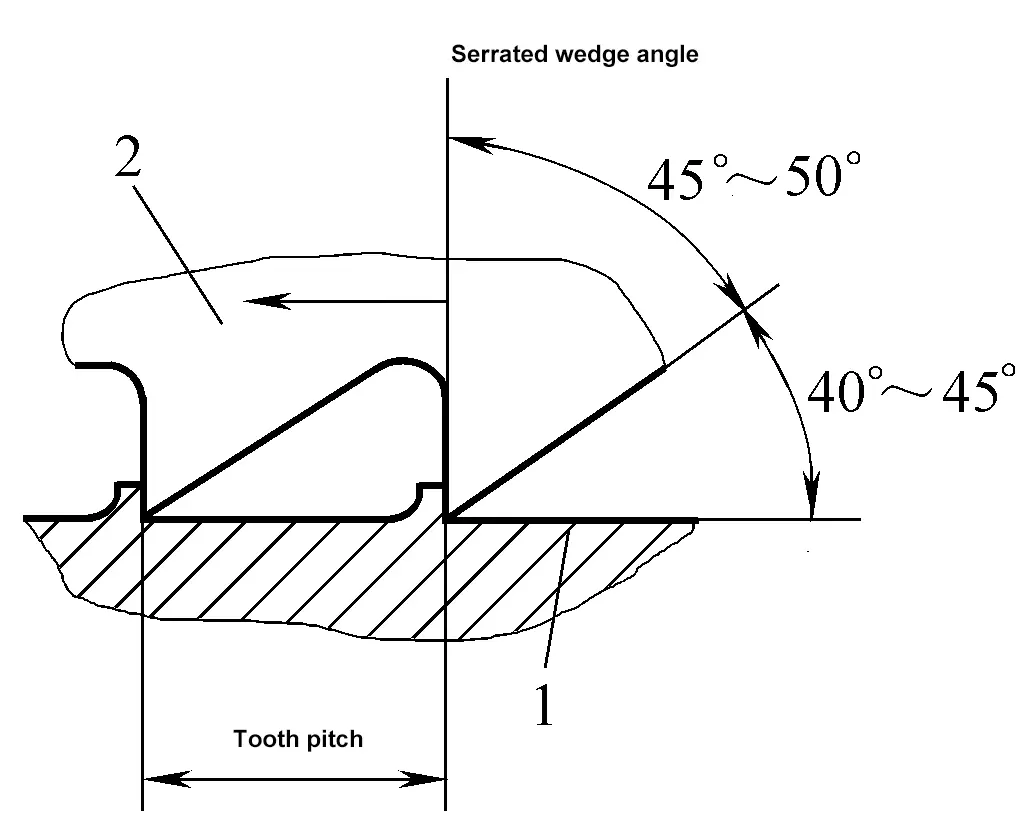
شفرات المنشار الخشنة ذات الأسنان الخشنة مناسبة للنشر الناعم المعادن مثل النحاس والألومنيوم، وكذلك قطع العمل السميكة. المناشير ذات الأسنان الدقيقة مناسبة لنشر الفولاذ الصلب، والصفائح المعدنية، والأنابيب رقيقة الجدران، إلخ. تُستخدم شفرات المناشير ذات الأسنان المتوسطة بشكل شائع لتصنيع الفولاذ العادي والحديد الزهر وقطع العمل متوسطة السماكة. يوضح الشكل 3-9 تأثير خشونة طبقة الأسنان على النشر. غالبًا ما يكون ترتيب أسنان المنشار متموجًا، كما هو موضح في الشكل 3-10، لتقليل الاحتكاك على جانبي قطع المنشار.
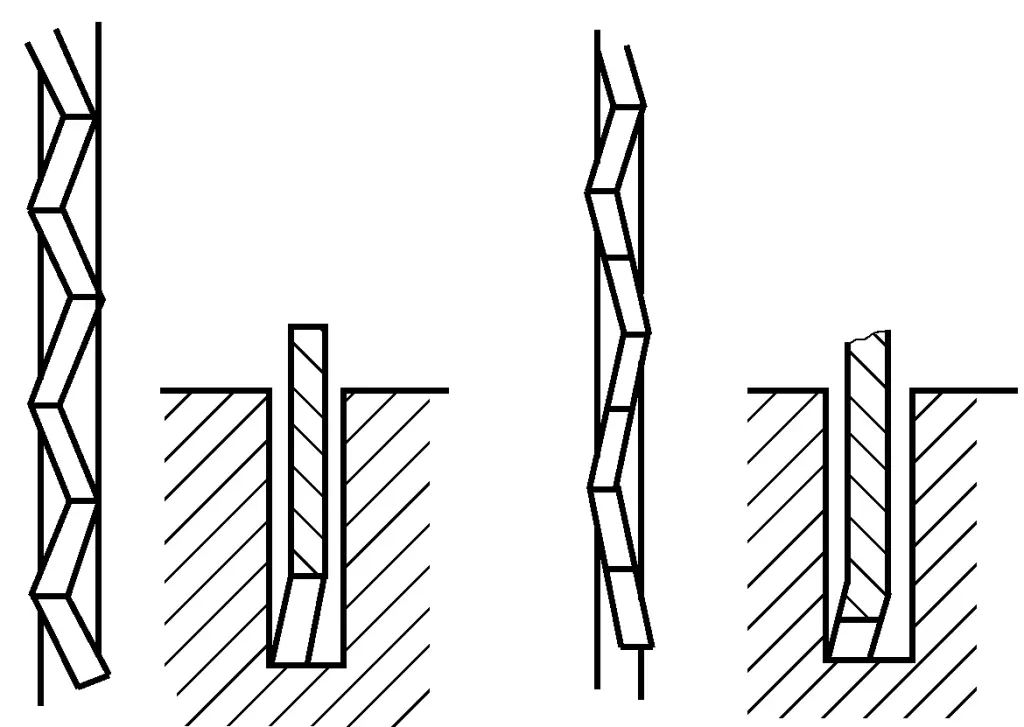
أ) على شكل صليب
ب) متموج الشكل
اختر شفرة المنشار المناسبة بناءً على مادة وسُمك قطعة العمل، مع التأكد من أن عدد أسنان النشر في نفس الوقت أكثر من اثنين.
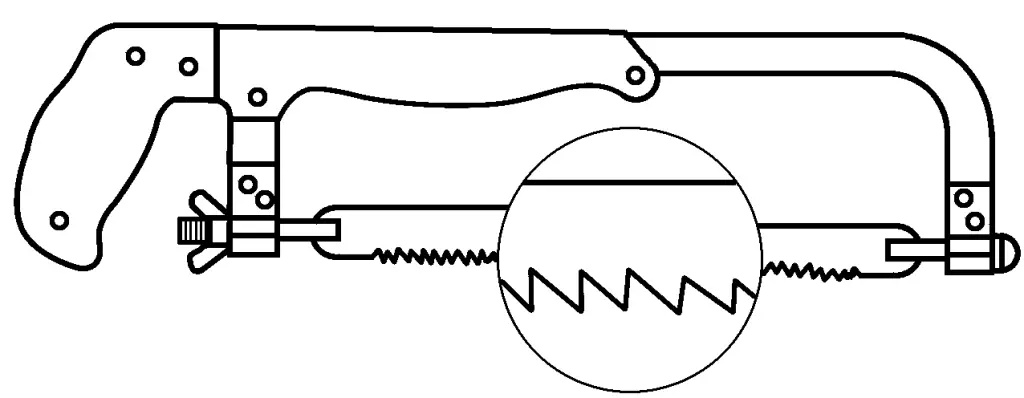
قم بتركيب شفرة المنشار على قوس المنشار بحيث تكون الأسنان متجهة للأمام، كما هو موضح في الشكل 3-11. يجب أن يكون شد شفرة المنشار مناسبًا، وإلا فإنه من السهل كسر شفرة المنشار أثناء النشر.
عند تثبيت قطعة العمل، يجب ألا يكون قطع المنشار بعيدًا جدًا عن الفكين لتجنب الاهتزاز وكسر شفرة المنشار أثناء النشر.
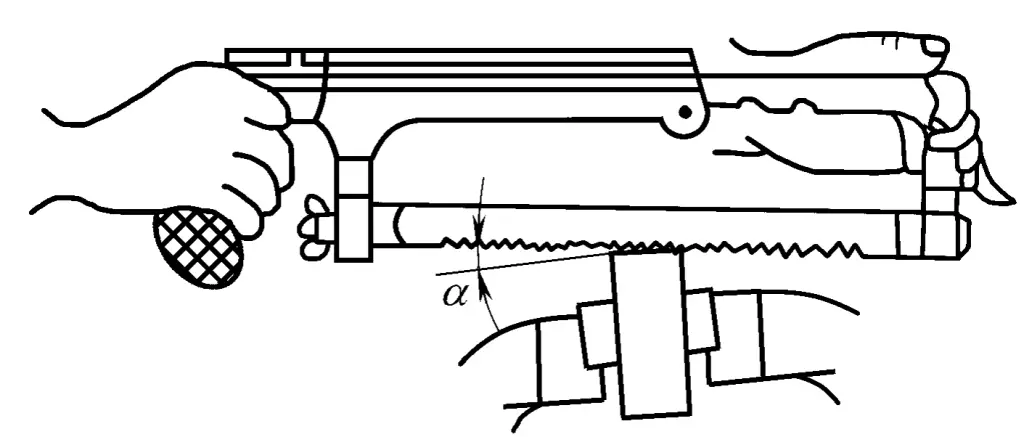
عند البدء في النشر، يجب أن تكون شفرة المنشار مائلة بزاوية معينة، ويجب أن تكون زاوية الميل أقل من 15 درجة، كما هو موضح في الشكل 3-12، ويجب أن تكون ضربة المنشار الترددية لقوس المنشار قصيرة، ويجب أن يكون الضغط خفيفًا، ويجب أن تكون شفرة المنشار عمودية على سطح العمل. بعد إجراء قطع المنشار، قم بتغيير قوس المنشار تدريجيًا إلى الاتجاه الأفقي ذهابًا وإيابًا.
أثناء النشر، يجب أن يتحرك قوس المنشار في خط مستقيم دون تأرجح؛ يجب الضغط عند الدفع للأمام، وممارسة قوة متساوية، والانزلاق برفق فوق قطعة العمل عند العودة. يجب ألا تكون سرعة النشر سريعة جدًا، عادةً 30 ~ 60 مرة في الدقيقة. استخدم الطول الكامل لشفرة المنشار أثناء النشر لتجنب البهتان السريع للجزء الأوسط من الشفرة. استخدم زيت الماكينة للتشحيم عند نشر المواد الفولاذية. عند النشر خلال النشر تقريبًا، يجب أن تكون القوة خفيفة.
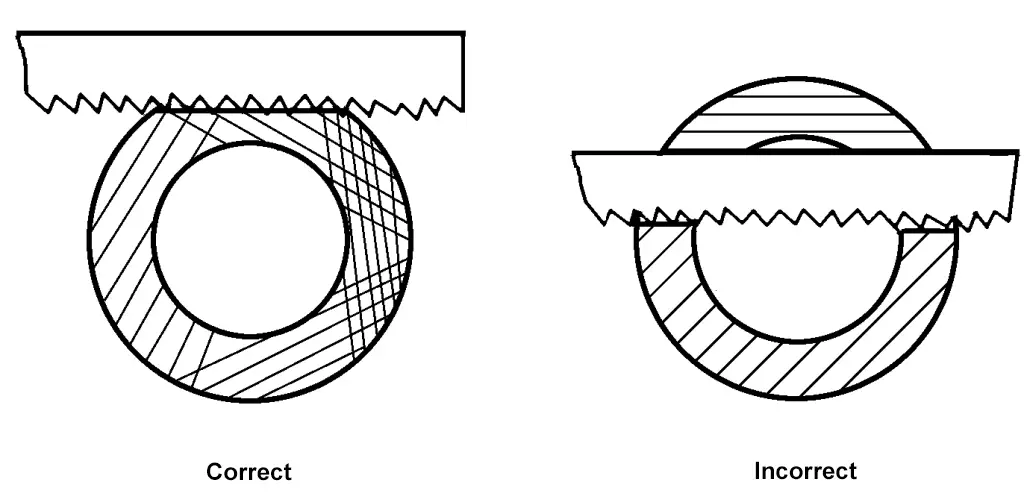
يجب تحديد طريقة النشر وفقًا للأشكال المختلفة للمواد، كما هو موضح في الشكل 3-13 لطريقة نشر الأنابيب. عند نشر الأنابيب، يجب أن تغير شفرة المنشار الزوايا على طول جدار الأنبوب. عند نشر زاوية الفولاذ، يجب نشر حواف زاوية الفولاذ أولاً.
الإزميل هو طريقة لقطع المعدن بضرب إزميل بمطرقة يدوية. تُستخدم أعمال الإزميل بشكل أساسي في الحالات التي تكون فيها المعالجة الميكانيكية غير ملائمة. يحسن الإزميل أيضًا من دقة الضرب ويضع أساسًا متينًا لتجميع وتفكيك المعدات الميكانيكية.
ويشمل نطاق عملها:
1) إزالة الشفاه، والنتوءات، وما إلى ذلك، من قطعة العمل.
2) مواد القطع.
3) حفر الأخاديد.
4) تُستخدم أحيانًا أيضًا للتشغيل الآلي الخشن للأسطح المسطحة الأصغر حجمًا.
تتكون الأدوات الشائعة للنحت من مطرقة وإزميل.
يتكون الإزميل من رأس وجزء قطع وجسم إزميل. يتميز الرأس باستدقاق معين، مع قمة منحنية قليلاً، مما يسهل ثبات الإزميل في منتصفه. جسم الإزميل مثمن الشكل، وذلك بشكل أساسي لمنع الإزميل من الدوران أثناء الإزميل.
يجب أن يستوفي شرطين أساسيين. أولاً: يجب أن تكون مادة جزء القطع الخاص بها أكثر صلابة من مادة قطعة العمل. ثانيًا: يجب أن يكون جزء القطع الخاص بها على شكل إسفين، والذي يتم تشكيله عادةً عن طريق تشكيل فولاذ أداة الكربون، متبوعًا بالطحن والمعالجة الحرارية.
هناك العديد من أنواع الأزاميل، التي يشيع استخدامها من قبل عمال التبريد هي الأزاميل المسطحة والأزاميل الضيقة. كما هو موضح في الشكل 3-14أ، يكون جزء القطع من الإزميل المسطح مسطحًا، ويستخدم بشكل أساسي في إزميل المستويات وتقسيم الألواح الرقيقة، ويستخدم أحيانًا أيضًا لإزالة الحواف والنتوءات من قطع العمل. كما هو مبين في الشكل 3-14ب، تُستخدم الأزاميل الضيقة في الشق والتقاط جذور اللحام وما إلى ذلك.

أ) إزميل مسطح
ب) إزميل ضيق
ج) إزميل أخدود الزيت
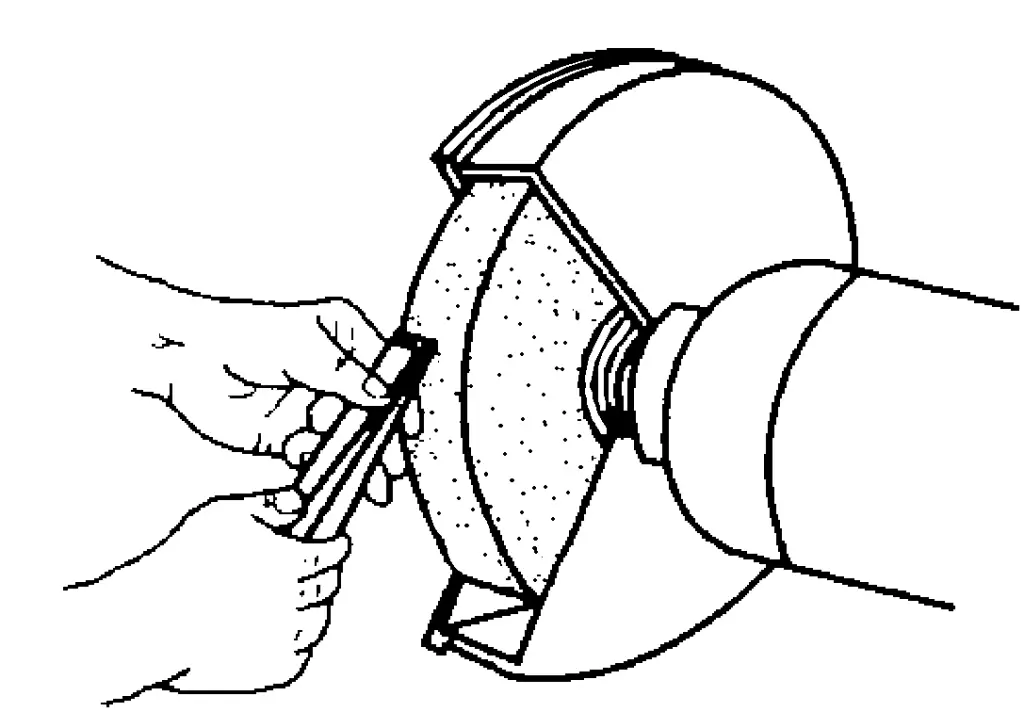
عندما يصبح الإزميل غير حاد، يجب شحذ الإزميل. يوضح الشكل 3-15 طريقة شحذ إزميل الإزميل بزاوية إسفينية. أمسك الإزميل بكلتا يديك وقم بسنه على حافة عجلة الطحن الدوارة. أثناء عملية الشحذ، يجب أن تكون حافة القطع أعلى من مركز عجلة الطحن، والتحرك يمينًا ويسارًا عبر العرض الكامل للعجلة، والتحكم في اتجاه الإزميل وموضعه لضمان شحذ زاوية الإسفين المطلوبة.
يجب ألا يكون الضغط المطبق على الإزميل أثناء الشحذ كبيرًا جدًا، ويجب أن تكون الحركة سلسة ومتساوية، ويجب غمسه في الماء بشكل متكرر للتبريد لمنع التلدين.
وتتكون المطرقة من رأس مطرقة ومقبض خشبي وإسفين كما هو موضح في الشكل 3-16، ويشار إلى مواصفاتها بوزن رأس المطرقة. ويبلغ طول مقبض المطرقة الشائعة الاستخدام التي يبلغ وزنها 1.5 رطل حوالي 350 مم، ويتم إدخال المقبض الخشبي في ثقب المطرقة وإحكام ربطه بإسفين لمنع رأس المطرقة من السقوط.
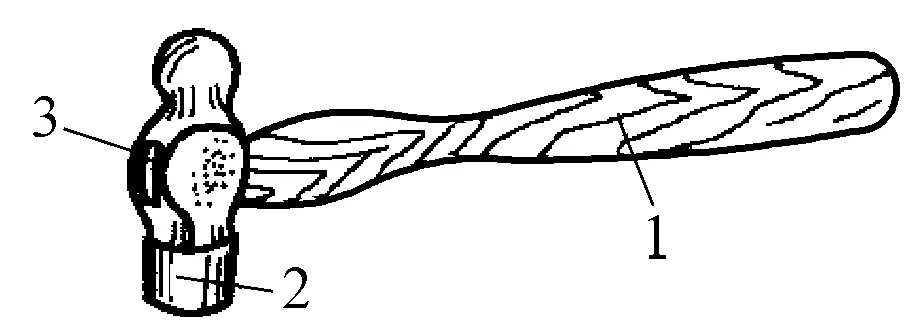
1 - مقبض خشبي
2 - رأس المطرقة
3 - إسفين مائل
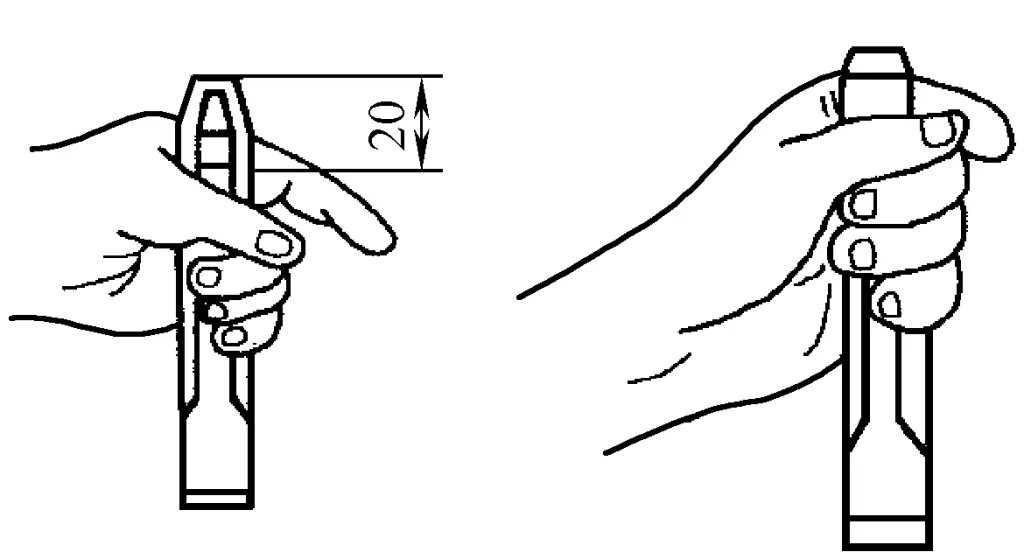
يجب أن يُمسك الإزميل بالإصبع الوسطى والبنصر والخنصر من اليد اليسرى، مع تلامس الإبهام والسبابة بشكل طبيعي. يجب أن يبرز طرف ذيل الإزميل 20 ملم من اليد، كما هو موضح في الشكل 3-17. لا تقبض على الإزميل بإحكام شديد لتقليل اهتزاز الإزميل على اليد أثناء الإزميل.
أثناء الإزميل، حافظ على الساعد مسطحًا بشكل طبيعي للحفاظ على الزاوية الصحيحة للإزميل. عندما يكون الإزميل في الزاوية الصحيحة، تكون زاوية القطع الخلفية حوالي 5° ~ 8°، كما هو موضح في الشكل 3-18.
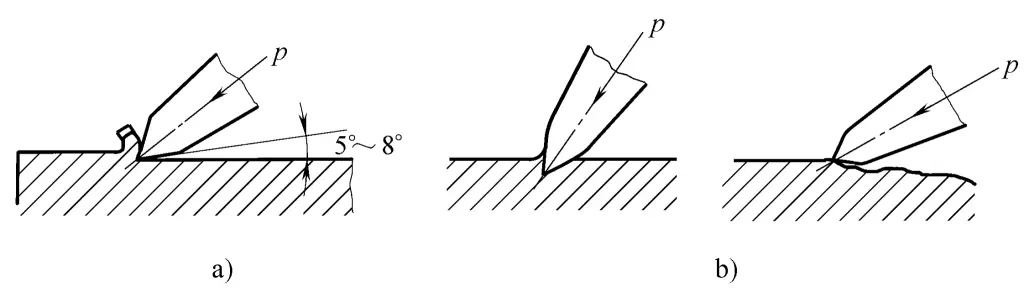
أ) صحيح
ب) غير صحيح
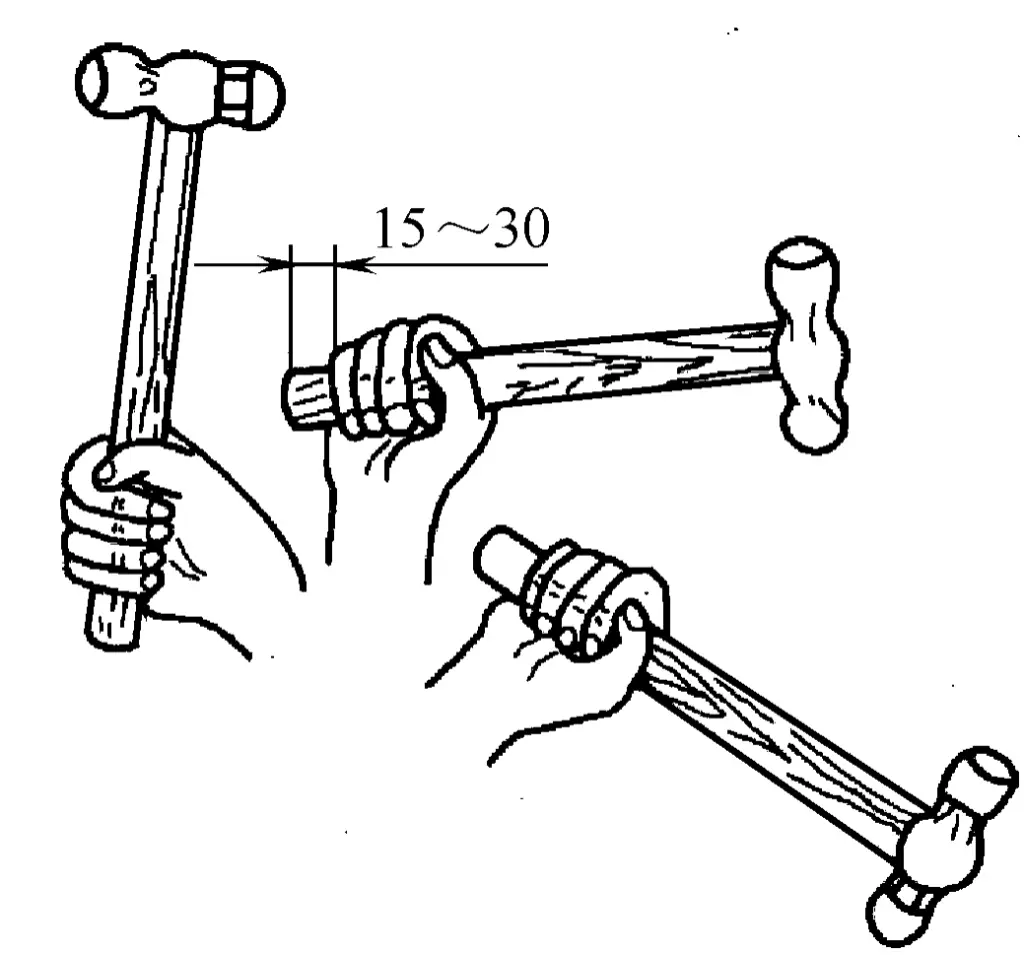
أمسك المطرقة بيدك اليمنى، باستخدام قبضة كاملة الأصابع. يضغط الإبهام برفق على السبابة، وتحاذي قاعدة الإبهام اتجاه رأس المطرقة، ويبرز ذيل المقبض حوالي 15 ~ 30 مم، كما هو موضح في الشكل 3-19.
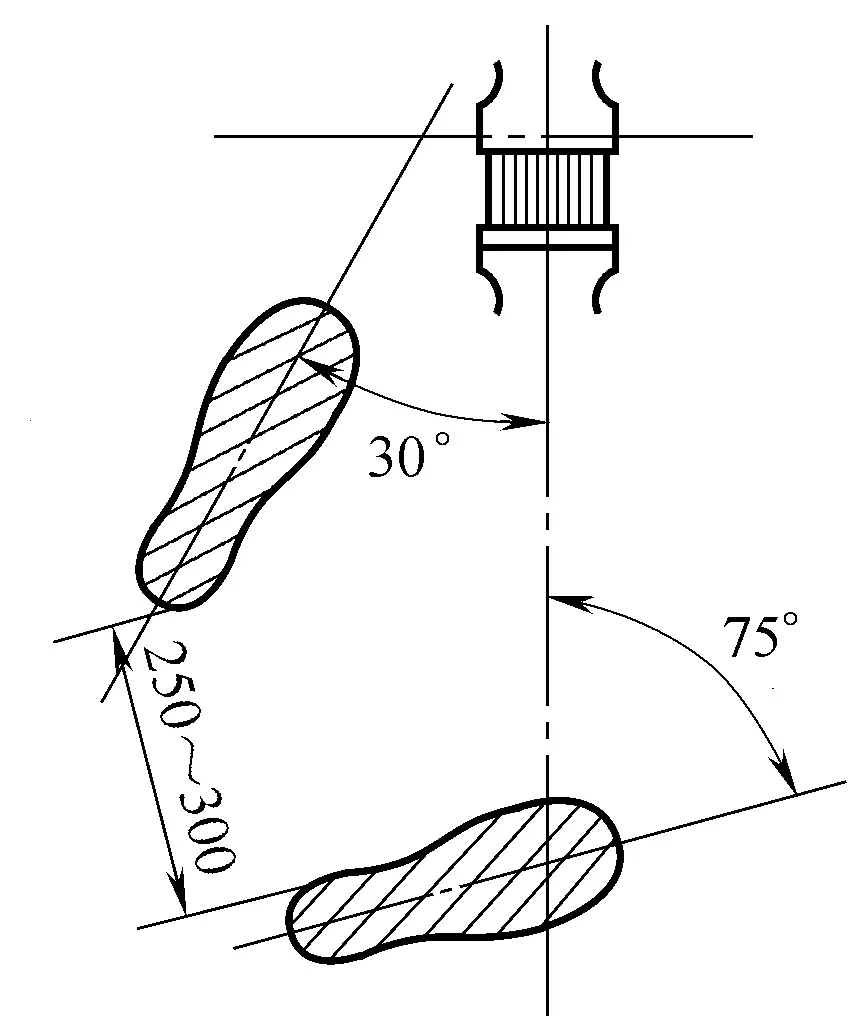
لممارسة قوة طرق أكبر بشكل كامل، يجب على المشغل الحفاظ على وضعية الوقوف الصحيحة. كما هو مبين في الشكل 3-20، تخطو القدم اليسرى نصف خطوة إلى الأمام، وتقف كلتا القدمين بشكل طبيعي، ويكون مركز ثقل الجسم قليلاً نحو القدم الخلفية، ويقع البصر على جزء الإزميل من قطعة العمل.
هناك ثلاث طرق لأرجحة المطرقة: أرجحة المعصم، وأرجحة المرفق، وأرجحة الذراع. تكون قوة ضربة المطرقة أصغر مع أرجوحة المعصم، وأكبر مع أرجوحة المرفق، وأكبر مع أرجوحة الذراع. تأرجح الكوع هو الأكثر استخدامًا، وتظهر تأرجحات الكوع والذراع في الشكل 3-21.

أ) أرجحة المرفق
ب) تأرجح الذراع
سرعة الطرق العامة هي 40-50 مرة في الدقيقة. يجب تسريع المطرقة عند الضرب لأسفل، مما قد يزيد من قوة ضربة المطرقة.
كما هو موضح في الشكل 3-22.
(2) خطوات وطرق الإزميل
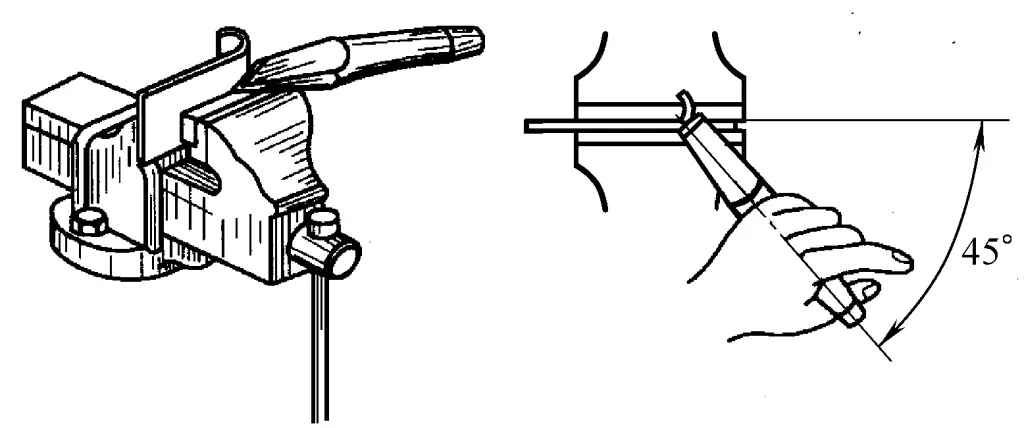
هناك طريقتان للإزميل، الأولى هي تثبيت مادة الصفيحة في ملزمة المنضدة للإزميل، كما هو موضح في الشكل 3-23. عند الإزميل، يتم تشبيك مادة اللوح على طول الخط الذي يتماشى مع فكي الملزمة، ويتم استخدام الإزميل على طول الفكين وبشكل مائل على مادة اللوح (بزاوية 45 درجة تقريبًا) للإزميل من اليمين إلى اليسار.
يجب تحديد قوة الطرق أثناء عملية الإزميل بناءً على سُمك مادة الصفيحة المنقوشة ويجب ألا تكون كبيرة للغاية لتجنب تمزيق قطعة العمل. أثناء عملية الإزميل، من المهم الحفاظ على إمالة الإزميل أثناء عملية الإزميل لضمان زاوية القطع الخلفية. إذا كانت زاوية القطع الخلفية غير مناسبة، فمن السهل أن تتسبب في حدوث جريان الإزميل أو تلف فكي الملزمة.
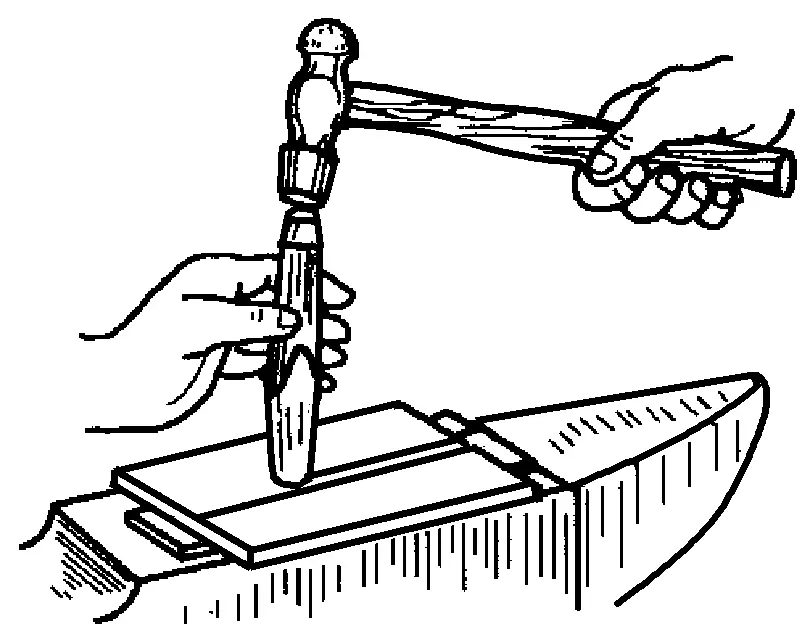
هناك طريقة أخرى تتمثل في إزميل مادة الصفيحة على سندان حديدي. وبالنسبة لمواد الصفيحة الكبيرة الحجم أو خطوط الإزميل التي لها انحناءات ولا يمكن إزميلها على ملزمة مقعد، فمن الضروري إجراء عملية الإزميل على سندان حديدي، كما هو موضح في الشكل 3-24.
في هذا الوقت، يجب أن تكون حافة القطع للإزميل المستخدم للقطع مطحونة في شكل قوس مناسب لجعل علامات الإزميل من الأمام إلى الخلف متصلة بسلاسة؛ عند إزميل الأجزاء المستقيمة، يمكن أن يكون عرض حافة القطع بالإزميل أوسع؛ عند إزميل الأجزاء المنحنية، يجب تحديد عرض الشفرة بناءً على نصف قطر انحنائها، بحيث يمكن أن تتطابق علامات الإزميل بشكل أساسي مع المنحنى.
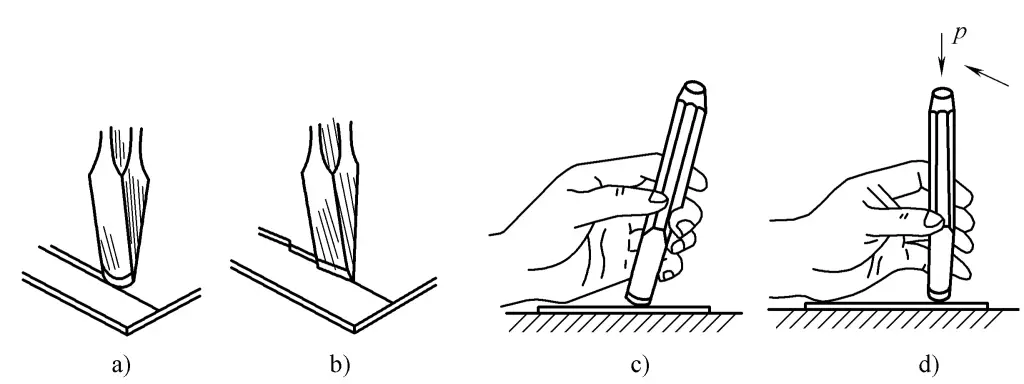
عند الإزميل، يجب أن يتم الإزميل من الأمام إلى الخلف. في البداية، يجب وضع الإزميل بشكل مائل مثل القصثم يتم تحريكها تدريجيًا إلى الوضع الرأسي، كما هو موضح في الشكل 3-25 ج والشكل 3-25 د، ويتم الإزميل بالتتابع. بالنسبة لقطعة العمل هذه، يتم إزميل الأجزاء المستقيمة على ملزمة مقعد، ويتم إزميل الأجزاء المنحنية على سندان حديدي.
1) عند إزميل الصفيحة المعدنية على ملزمة مقعد، يجب أن يكون خط الإزميل متساوياً مع الفكين، ويجب أن تكون الصفيحة المعدنية مثبتة بإحكام.
2) عند الإزميل على ملزمة مقعد، يجب أن يكون الجزء الخلفي من الإزميل متساوياً مع مستوى الفكين، ويجب أن تكون حافة الشفرة مائلة قليلاً إلى أعلى لمنع إتلاف سطح الفكين.
3) عند الإزميل على سندان حديدي، يجب أولاً محاذاة شفرة الإزميل مع خط الإزميل وأن تكون بزاوية مائلة وفقًا لذلك. من الضروري منع الإزميل اللاحق من عدم محاذاة الإزميل السابق مما يؤدي إلى تموج حافة الإزميل. كذلك، لا تقم بالإزميل على السندان نفسه. إذا لم يتم استخدام وسادة حديدية، قم بإزميل جميع العلامات الموجودة على الصفيحة المعدنية دون قطعها، ثم اكسر الصفيحة المعدنية.
4) إذا وجد المقبض الخشبي للمطرقة مفكوكًا أو تالفًا، فيجب تأمينه أو استبداله على الفور. وينبغي ألا يكون المقبض مغطى بالزيت لمنعه من الانزلاق أثناء الاستخدام.
5) إذا كانت هناك نتوءات واضحة على رأس الإزميل، فيجب إزالتها في الوقت المناسب.
يُعد الإحراز طريقة قص يدوية تُستخدم في العمل على البارد، وتتميز باستقلاليتها عن موضع العمل وشكل الأجزاء.
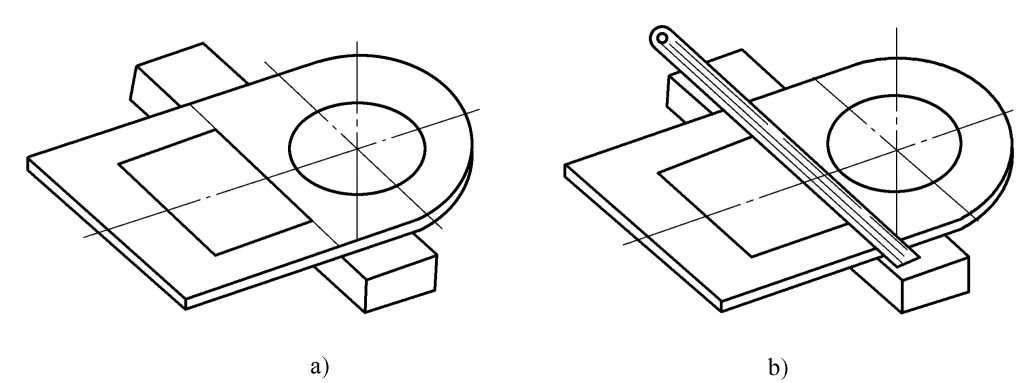
أدوات التقطيع الرئيسية هي أدوات التقطيع العلوية والسفلية. أثناء الحزّ، تُستخدم أداة الحزّ العلوية مع أداة الحزّ السفلية. عادةً ما تكون أداة التقطيع العلوية مطروقة ومصنوعة من فولاذ الأدوات الكربوني، كما هو موضح في الشكل 3-26. ويمكن صنع أداة التقطيع السفلية من قطع نفايات الشفرات أو معالجتها من قضبان الصلب، كما هو موضح في الشكل 3-27.
على الرغم من أن عملية التحزيز عملية يدوية كثيفة العمالة وغير فعالة، إلا أنها لا تزال شائعة الاستخدام في الإنتاج نظرًا لبساطة أدواتها ومرونة استخدامها وقدرتها على تحزيز المنحنيات.
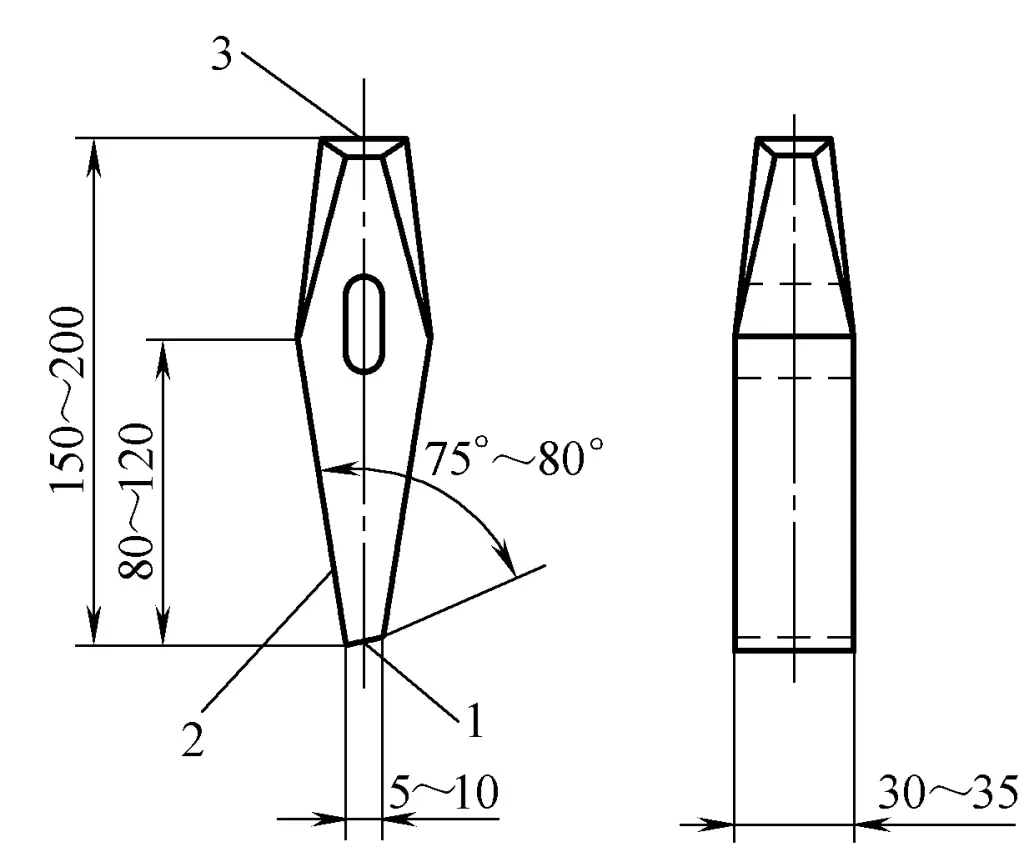
1-المقدمة
2-الظهر
3-الأعلى
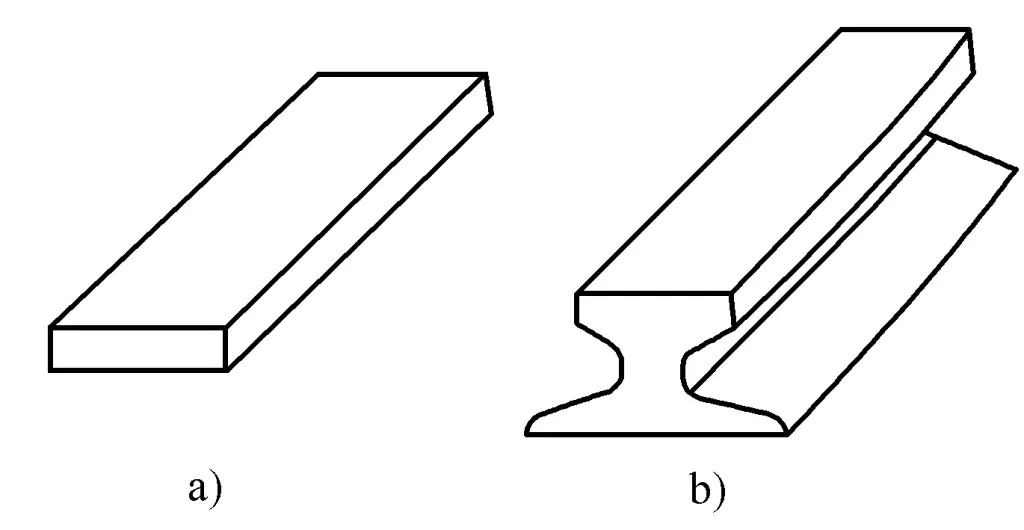
أ) شفرة مقص النفايات
ب) السكك الحديدية
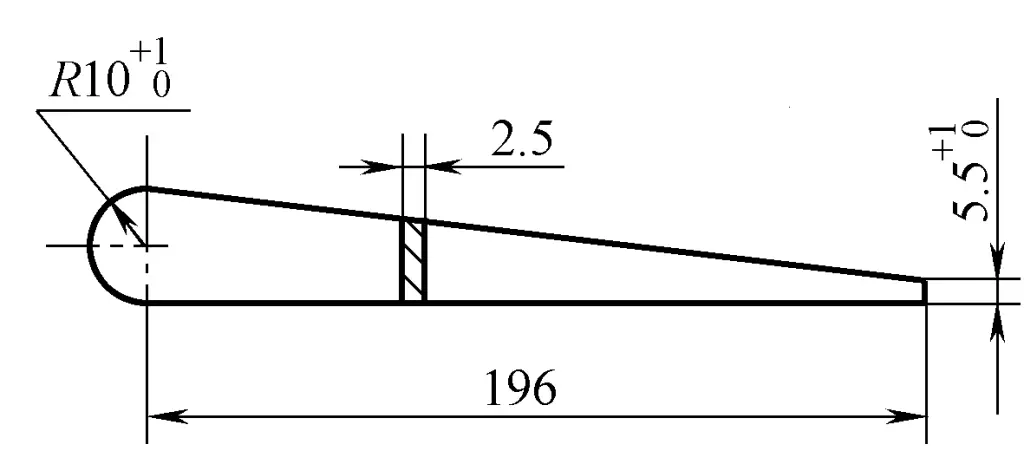
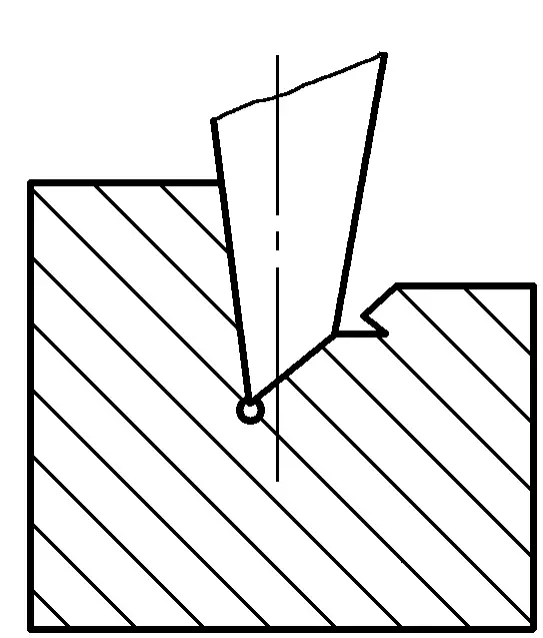
قبل استخدام المخرز، يجب شحذها وفقًا للأشكال والأحجام الهندسية القياسية الموضحة في الشكل 3-26. أثناء الاستخدام، إذا أصبحت شفرة المبراة غير حادة أو تالفة أو ظهر نتوء في الجزء العلوي منها، فيجب شحذها على عجلة طحن لتلبية متطلبات الاستخدام. فيما يلي خطوات وطرق شحذ المبراة العلوية:
1) طحن الجزء الخلفي من الإزميل. عند الطحن، أمسك الإزميل بكلتا يديك وقم بالطحن على مقدمة عجلة الطحن كما هو موضح في الشكل 3-28 أ. لجعل الجزء الخلفي من الإزميل مسطحًا، قم بتحريكه بثبات لأعلى ولأسفل، ولليسار ولليمين على سطح عجلة الطحن أثناء الطحن.
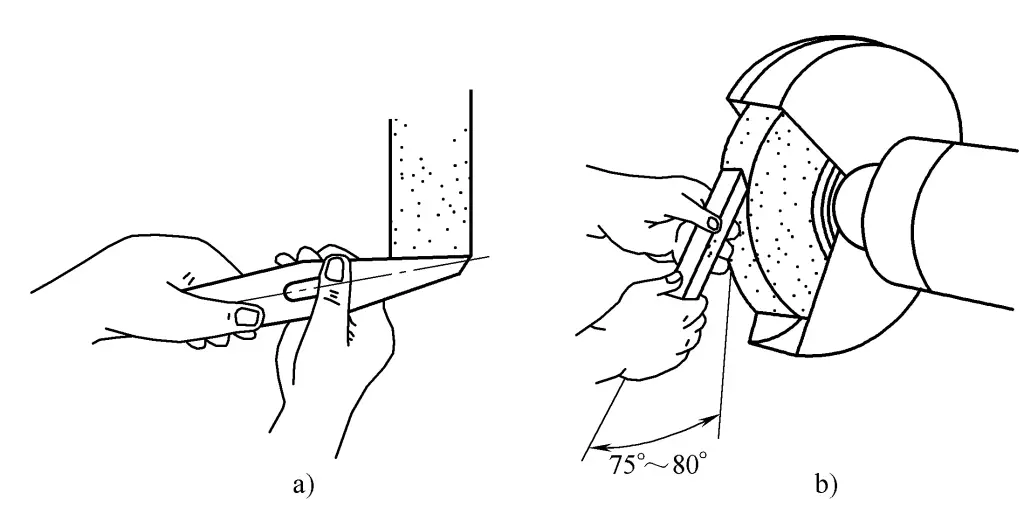
أ) طحن الظهر
ب) طحن الجبهة
2) طحن مقدمة الإزميل. بعد الانتهاء من طحن الجزء الخلفي من الإزميل، قم بطحن الجزء الأمامي بشكل صحيح لضمان دقة زاوية الإزميل الإسفينية. أثناء الطحن، أمسك الإزميل بكلتا يديك أمام عجلة الطحن، واضبط الزاوية بين الجزء الخلفي من الإزميل والمماس عند نقطة الطحن في العجلة على حوالي 75° ~ 80°، كما هو موضح في الشكل 3-29 ب.
احرص أيضًا على تحريك الإزميل بثبات لأعلى وأسفل، يمينًا ويسارًا، ولا تضغط كثيرًا على عجلة الطحن. لتجنب ارتفاع درجة حرارة حافة الإزميل أثناء الطحن، قم بغمر الإزميل في الماء بشكل متكرر لتبريده.
3) طحن الشكل العام للإزميل. قد لا يكون الشكل العام للإزميل العلوي المطروق غير منتظم جداً، وينبغي طحنه بالشكل القياسي.
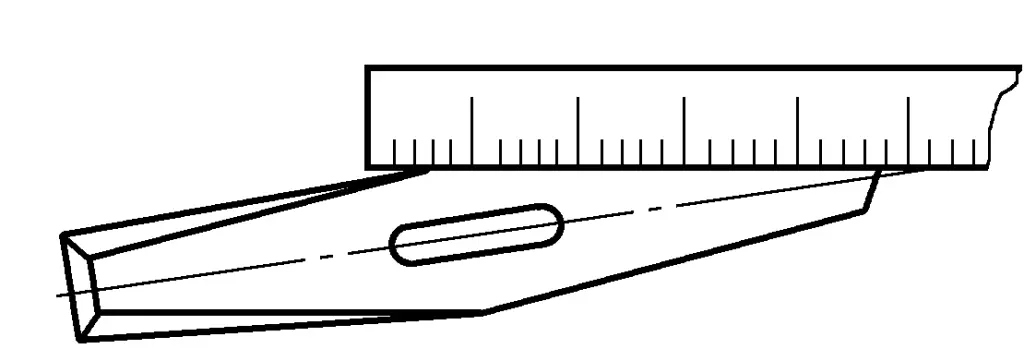
4) فحص جودة الطحن 4) فحص جودة الطحن.
① عند التحقق من استقامة ظهر الإزميل، ضع مسطرة فولاذية عمودياً على ظهر الإزميل كما هو موضح في الشكل 3-29، وارفعها إلى مستوى العين، ولاحظ على خلفية ساطعة لترى ما إذا كانت المسطرة الفولاذية تتناسب بإحكام مع ظهر الإزميل، وبالتالي تحكم على استواء ظهر الإزميل.
افحص بصريًا حافة الشفرة ومقدمتها لمعرفة ما إذا كانت مستقيمة، وتحقق من وجود أي علامات طحن خشنة وظواهر التلدين.
استخدم قالباً للتحقق من زاوية إسفين الإزميل، كما هو موضح في الشكل 3-30.
1) التحضير للتبريد
① تجهيز أفران فحم الكوك وفحم الكوك وغيرها.
② قم بإعداد خزان مياه واملأه بماء التبريد.
③ إعداد أدوات مثل ملقط النار.
2) عملية التسقية
تنقسم عملية تبريد الإزميل إلى مرحلتين: التبريد والتبريد. أثناء التسقية، ضع الإزميل عموديًا في فرن فحم الكوك، مع دفن حافة القطع في فحم الكوك. عندما يتم تسخين حافة القطع للإزميل إلى 770 ~ 800 درجة مئوية (أحمر كرزي) لمدة 20 ~ 30 مم، استخدم ملقط النار لإزالة الإزميل من الفرن ووضعه عموديًا بسرعة في الماء على عمق 5 ~ 8 مم، وتحريكه ببطء على طول سطح الماء لتسريع التبريد، وزيادة صلابة التبريد، وضمان عدم وجود حدود واضحة بين الأجزاء المصلدة وغير المصلدة لمنع الكسر.
عندما يتحول لون جزء الإزميل الذي يخرج من الماء إلى اللون الأسود فقط، قم بإزالته من الماء واستخدم الحرارة المتبقية في الأعلى للتلطيف (ما يعادل التلطيف بدرجة حرارة منخفضة). في هذا الوقت، انتبه إلى ملاحظة لون شفرة الإزميل. بشكل عام، يكون لون شفرة الإزميل أبيض عندما تخرج من الماء للتو، ومع ارتفاع درجة حرارة حافة الشفرة تدريجيًا، يتغير اللون من الأبيض إلى الأصفر، ثم من الأصفر إلى الأزرق.
عندما يتحول لون جزء الشفرة إلى اللون الأصفر، قم بغمر الإزميل بالكامل في الماء ليبرد، وتسمى درجة حرارة التقسية هذه "الحرارة الصفراء"؛ وعندما يتحول لون شفرة الإزميل إلى اللون الأزرق، قم بغمرها بالكامل في الماء، وتسمى درجة حرارة التقسية هذه "الحرارة الزرقاء". أثبتت الممارسة العملية أنه عندما يعتمد الإزميل المستخدم في العمل البارد على درجة حرارة تقسية تتراوح بين "الحرارة الصفراء" و"الحرارة الزرقاء"، فإن صلابة الإزميل وصلابته تفي بالمتطلبات.
3) فحص الصلابة
استخدم مبردًا مسطحًا مسطحًا معتدلًا بأسنان متوسطة، واضغط ضغطًا خفيفًا وادفع للأمام على طول مقدمة الإزميل، إذا كان هناك بعض المقاومة وتم رفع برادة معدنية من على المبرد، فإن الصلابة غير كافية؛ إذا كان ملمسها ناعمًا جدًا، وصوتها واضحًا، ولم يتم رفع برادة معدنية، فإن الصلابة مناسبة.
امسك الجزء العلوي من الإزميل واقطع حافة صفيحة فولاذية خردة بحافة شفرة الإزميل، إذا كانت الحافة غير متضررة، فهذا يدل على أن صلابة الإزميل وصلابته مناسبة، وإذا كانت هناك رقائق أو شقوق، فهذا يدل على صلابة الإزميل وصلابته أكثر من اللازم، وإذا كانت حافة الشفرة منبعجة ومشوهة، فهذا يدل على صلابة غير كافية.
قبل استخدام عجلة الطحن، تحقق أولاً مما إذا كانت هناك أي تشققات في قرص عجلة الطحن، وما إذا كانت الفجوة بين الحامل وعجلة الطحن (حوالي 3 مم) مناسبة. إذا كانت الفجوة غير مناسبة، فقم بتعديلها لتجنب الحوادث أثناء عملية الطحن بسبب تعثر قطعة العمل.
بعد بدء تشغيل عجلة الطحن، انتظر حتى تعمل بشكل طبيعي قبل استخدامها. أثناء الطحن، يجب أن يقف المشغل على جانب ماكينة عجلة الطحن، وليس أمامها مباشرة.
عند سنّ الشفرة، ارتد نظارات واقية.
يجب أن يستخدم إزميل التبريد بالإزميل ماءً نظيفاً بدرجة حرارة 15 درجة مئوية تقريباً.
للمزيد من التعقيد ختم الأجزاء، فإن ترتيب خطوات العملية بشكل معقول له تأثير كبير على تحسين جودة الختم. بشكل عام، يكون تسلسل الختم من الخارج إلى الداخل، ومن المستقيم إلى القوس، ومن القصير إلى الطويل.
إذا كان حجم أجزاء الختم كبيرًا أو إذا كان حجم أجزاء الختم كبيرًا أو إذا لم يكن من الملائم دعمه بعد الدوران، للحفاظ على ثبات قطعة العمل، يمكن وضع لوحة دعم بجوار القالب السفلي، ولكن من الضروري التأكد من أن اللوحة تتناسب مع السطح العلوي للقالب السفلي.
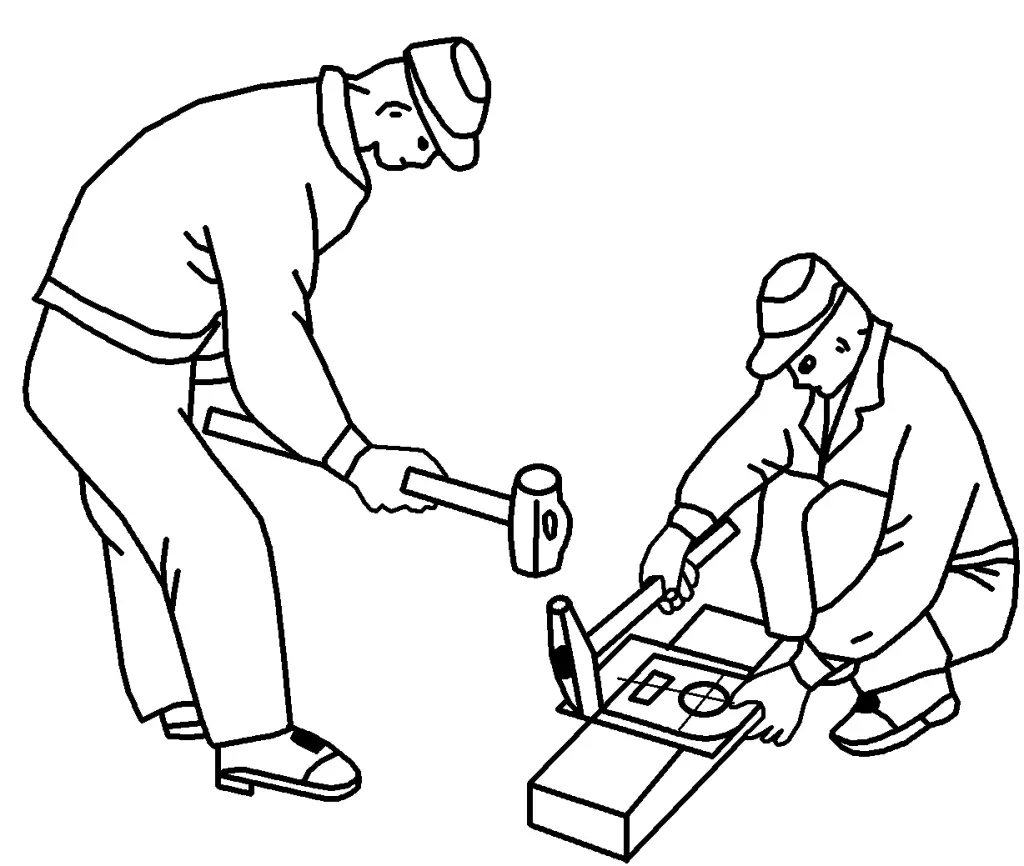
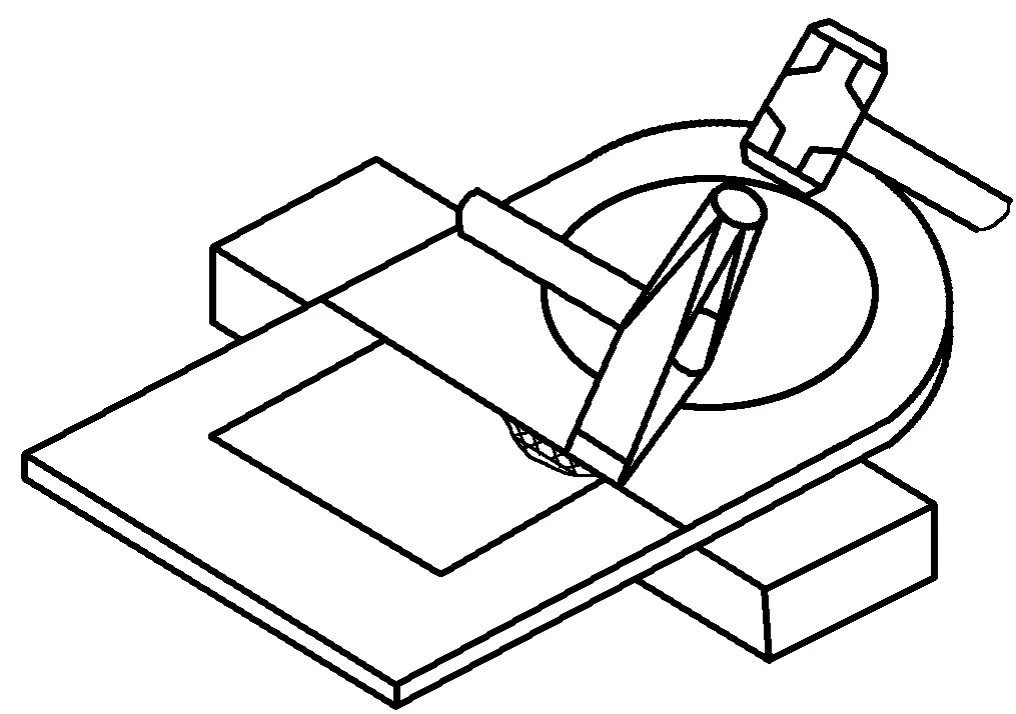
تتم عملية الختم بشكل أساسي من خلال تعاون الحامل ومشغل المطرقة. ويوضح الشكل 3-31 مواضعهم وأوضاعهم. يجلس الحامل بشكل طبيعي لأسفل، ويدعم مادة الصفيحة بشكل مسطح على القالب السفلي باليد اليسرى، ويمسك القالب العلوي باليد اليمنى، وينتبه إلى محاذاة حافة القالب مع خط الختم؛ ويقف مشغل المطرقة على جانب واحد من حافة القالب السفلي، ومن المستحسن أن يشكل الاثنان زاوية 90 درجة.
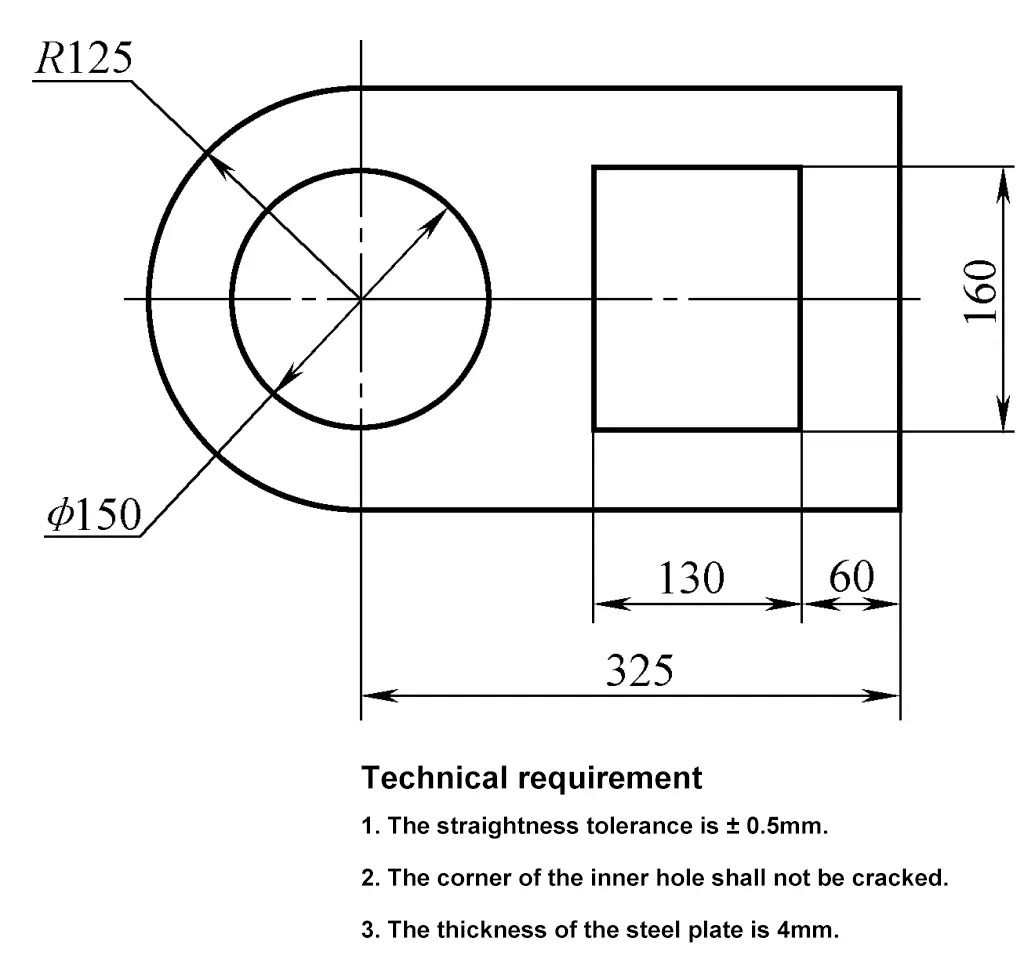
1) بعد إعداد الصفيحة المعدنية المحددة، ارسم النمط على الصفيحة المعدنية بمقياس 1:1 (أو وفقًا للقالب).
لتسهيل المحاذاة الدقيقة عند بدء القطع، قم أولاً بتحديد نقطة بداية القطع، ثم ارسم خط البداية على حافة الصفيحة المعدنية لمحاذاة حافة القاطع السفلى، كما هو موضح في الشكل 3-33.
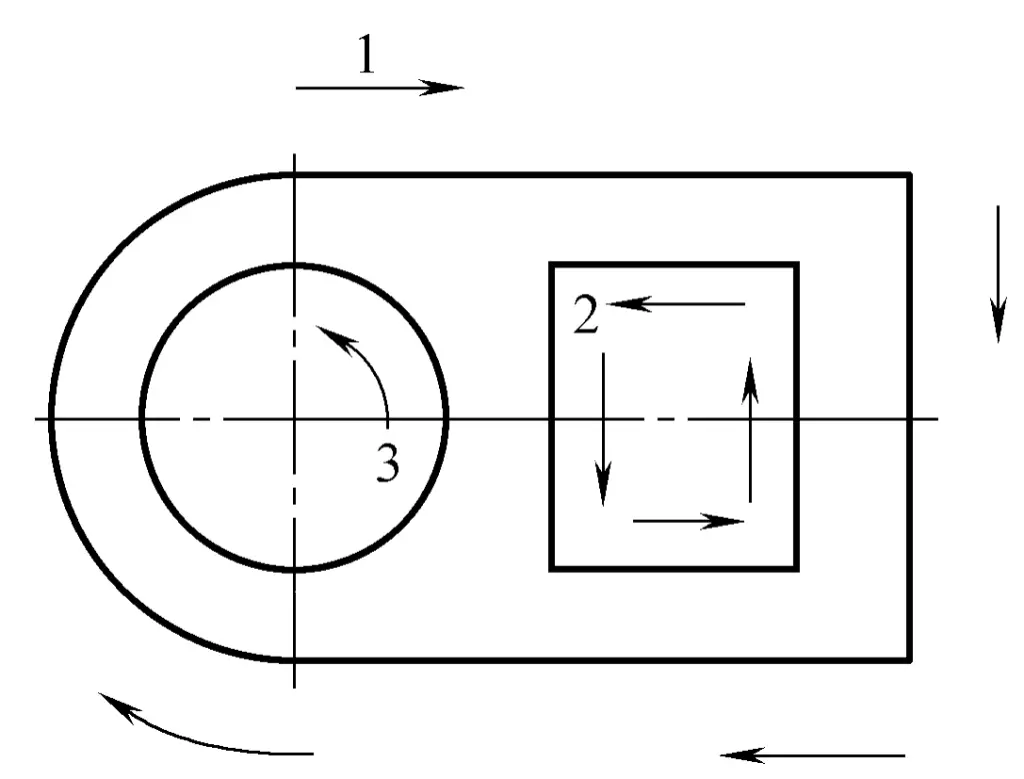
2) تحديد تسلسل القطع.
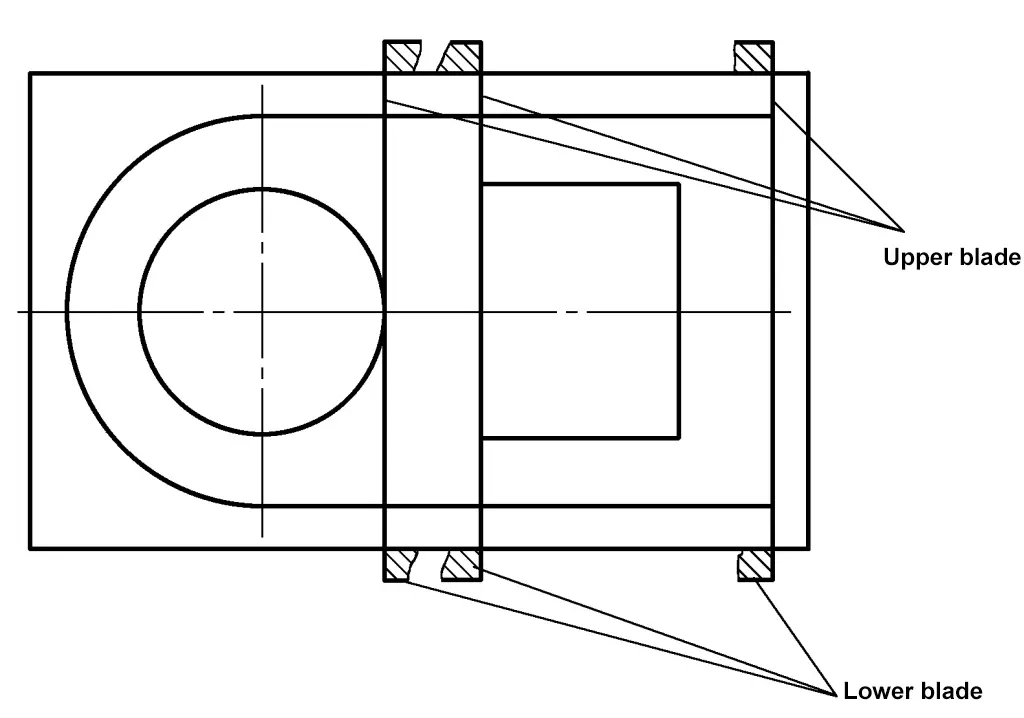
تحليل مخطط قطعة عمل القطع، يتم ترتيب تسلسل القطع كما هو موضح في الشكل 3-34.
3) قطع الأجزاء المستقيمة.
يتم ترتيب تسلسل القطع كما هو موضح في الشكل 3-34.
① بدء التقطيع.
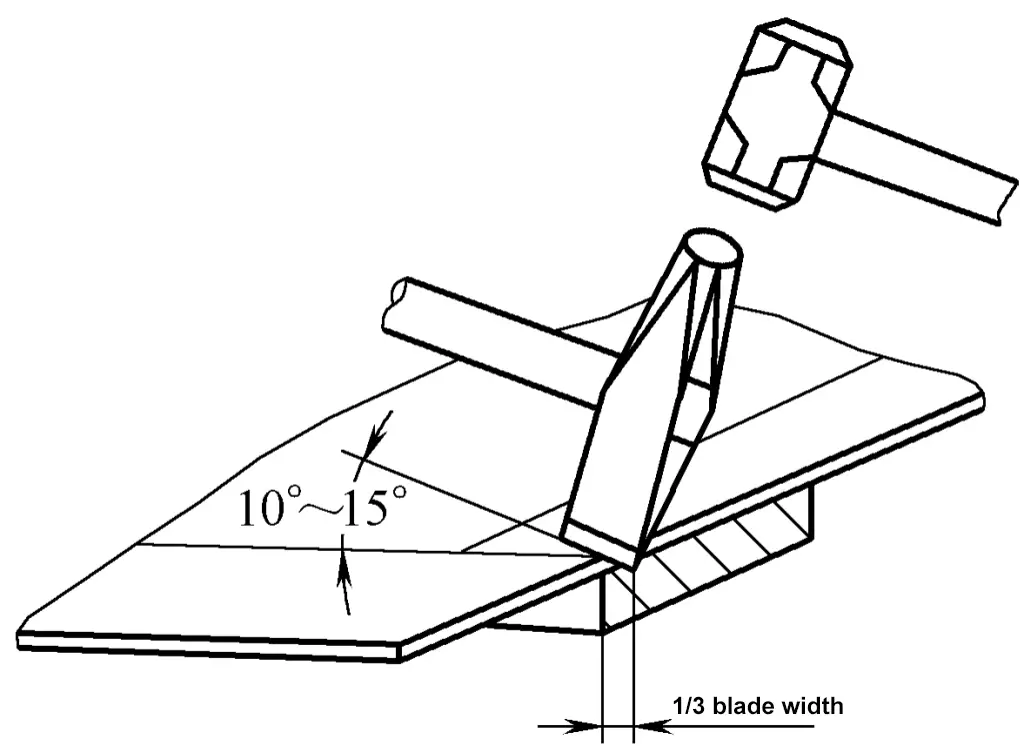
ضع الصفيحة بشكل مسطح على القالب السفلي، مع امتداد المادة الزائدة خارج حافة القطع لتسهيل المحاذاة بتمرير خط، مما يجعل خط القطع يتطابق مع حافة القطع السفلية. قم بمحاذاة شفرة القالب العلوية مع خط القطع على الصفيحة، بحيث تكون بارزة بمقدار ثلث عرض الشفرة، وقريبة من حافة القطع السفلية. في نفس الوقت، حافظ على مقدمة القالب العلوي عموديًا على الصفيحة الفولاذية التي يتم قطعها، وحافة الشفرة بزاوية 10° ~ 15° إلى الصفيحة الفولاذية، كما هو موضح في الشكل 3-35.
عند بدء القطع، استخدم ضربة مطرقة أخف للسماح بإجراء التصحيحات ولمنع تلف الأداة من تصادم شفرات القالب العلوي والسفلي بعد قطع الصفيحة الفولاذية. ابدأ القطع لفتح الفجوة، وبعد التأكد من دقة خط الفتح، استخدم جانب الجزء السفلي من القالب العلوي المستند على جانب القالب السفلي كمرجع للمحاذاة، وابدأ القطع في مقاطع مستقيمة.
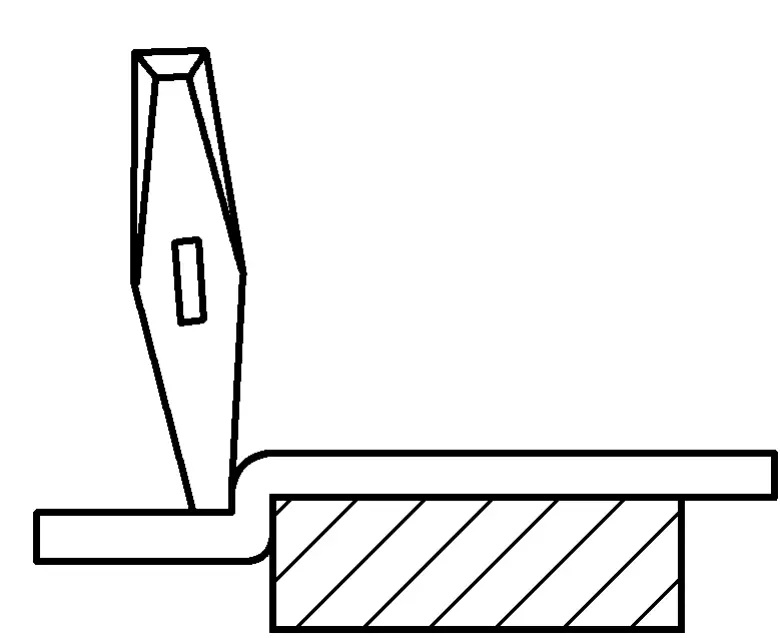
② القطع. أثناء عملية القطع، يجب دائمًا محاذاة خط القطع للوحة الفولاذية مع شفرة القالب السفلي، والحفاظ على الزاوية المناسبة للقالب العلوي، والحفاظ على شفرات القالب العلوي والسفلي مشدودة. خلاف ذلك، لن يقتصر الأمر على عدم قطع الصفيحة فحسب، بل سيتسبب أيضًا في الانحناء والتشوه، كما هو موضح في الشكل 3-36. أثناء القطع، لتحسين الجودة، قم بتصحيح أي انحراف في القطع باستمرار وتغيير قوة الطرق. ويتطلب ذلك من المشغل الانتباه الشديد والتنسيق عن كثب، ويجب أن يتبع المطرقة أوامر الشخص الذي يتحكم في القالب.
4) قطع الأجزاء المنحنية.
① بدء التقطيع.
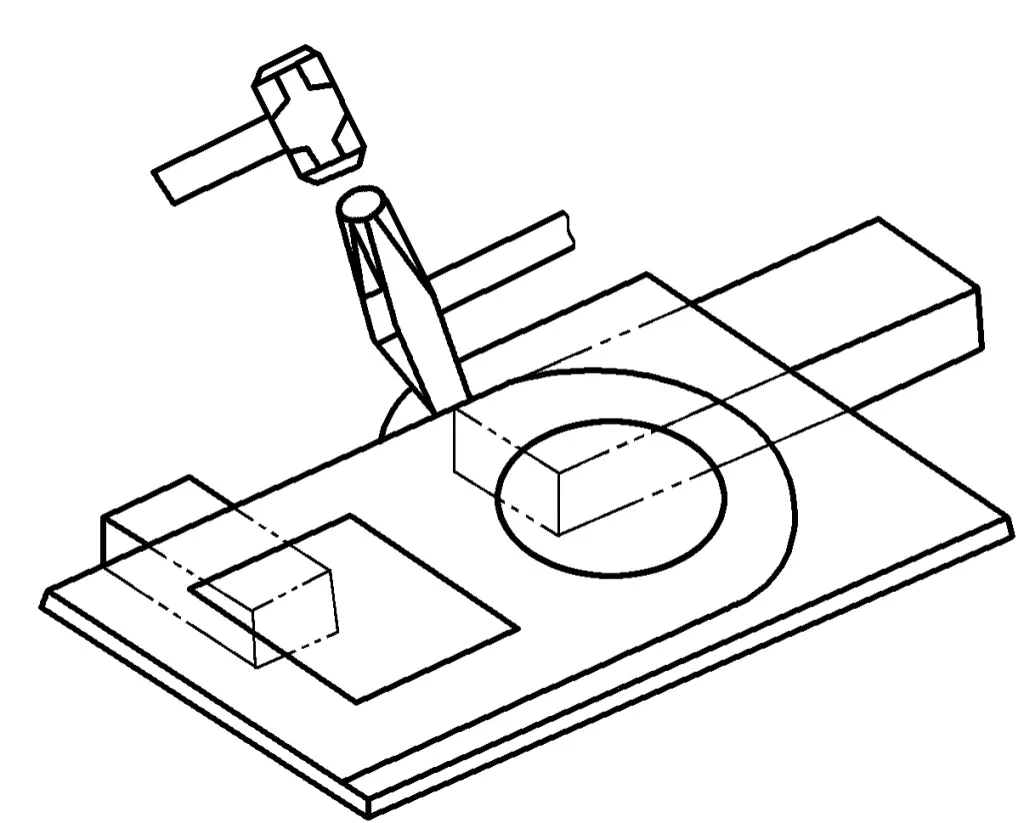
عند القطع إلى الجزء المنحني من قطعة العمل، قم أولاً بقطع المواد الزائدة من الجزء المستقيم المثقوب بالفعل حتى لا تعيق المحاذاة أثناء القطع المنحني. لتقليل تشوه الصفيحة أثناء القطع، ضع الجزء الدائري من قطعة العمل على القالب السفلي؛ وقم بتدوير قطعة العمل باستمرار، مع استخدام نهاية القالب السفلي دائمًا للقطع، كما هو موضح في الشكل 3-37.
2) القطع.
عند قطع المنحنيات على مادة الصفيحة، بما أن حواف القطع العلوية والسفلية مستقيمة، فإن كل قطع يمكن أن ينتج عنه خط مستقيم فقط. لذلك، فإن جوهر قطع المنحنيات هو قطع مقاطع خطية مستقيمة على طول مواضع مماس المنحنى، مما يشكل مضلعًا خارجيًا حول المنحنى. كلما كانت المقاطع المستقيمة المقطوعة أقصر كلما كانت أقرب إلى المنحنى. يتطلب ذلك: يجب أن تكون كل كمية قطع صغيرة قدر الإمكان ويجب تدوير مادة الصفيحة بشكل متكرر. يجب أن تكون عملية الطرق قصيرة والقوة مناسبة.
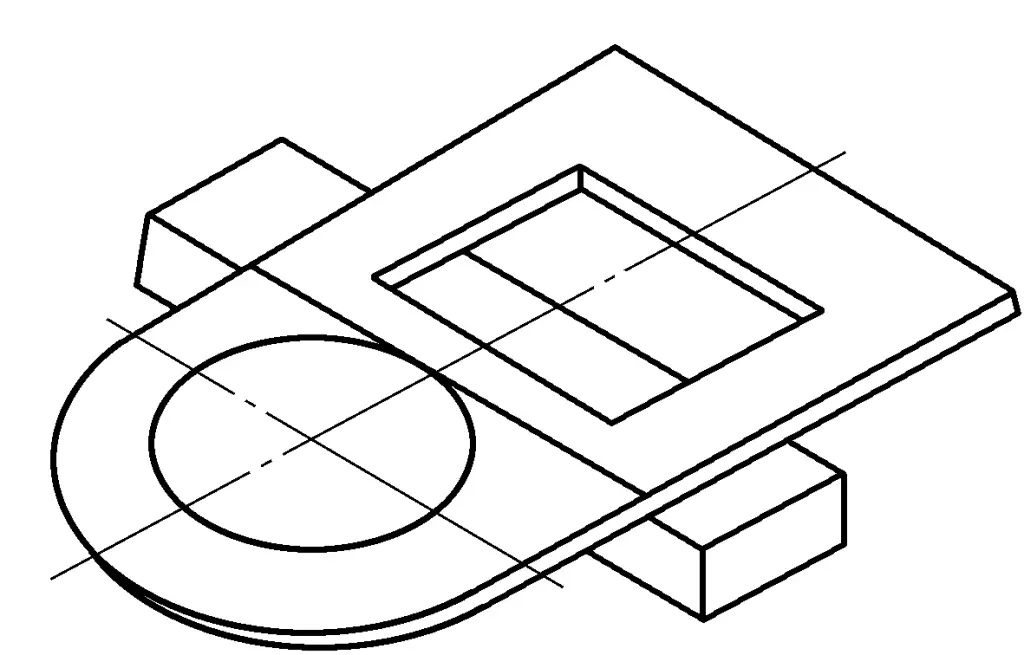
5) قطع الثقوب المربعة الداخلية.
لجعل فتحة قطع الفتحة المربعة الداخلية دقيقة، يمكنك المحاذاة كما هو موضح في الشكل 3-38. عند بدء القطع، تلامس الزاوية الحادة لحافة القطع العلوية مادة الصفيحة، وتدق الفتحة برفق. في هذا الوقت، لم يتم قطع قطعة العمل عند بدء القطع بعد. بعد قطع طول يبلغ 2-3 أضعاف عرض الشفرة، ضع حافة القطع العلوية بشكل مسطح عند قطع البداية لمسح الجذر والقطع، كما هو موضح في الشكل 3-39. طريقة القطع بعد الفتح هي نفس طريقة القطع بخط مستقيم المذكورة أعلاه.
أ) محاذاة العلامة
ب) قم بمحاذاة المسطرة فوق الخط
6) قطع الثقوب الدائرية الداخلية.
يجب أولاً اختيار نقطة بداية جيدة لقطع الثقوب الدائرية الداخلية. ولسهولة البدء، ينبغي عموماً اختيار نقطة البداية في موضع يسهل فيه تثبيت مادة الصفيحة، ويتم رسم مماس الدائرة الداخلية من خلال نقطة البداية لمحاذاة نقطة البداية مع حافة القطع السفلى، كما هو موضح في الشكل 3-40. طريقة قطع الثقوب الدائرية الداخلية هي نفس طريقة القطع المنحني المذكورة أعلاه.
7) فحص جودة الأجزاء المثقوبة.
① تحقق مما إذا كانت أبعاد الأجزاء المثقوبة تفي بمتطلبات الرسومات.
② تحقق مما إذا كانت حواف الأجزاء المثقوبة مرتبة وخالية من النتوءات والنتوءات والتمزقات الكبيرة.
③ تحقق مما إذا كانت استقامة الأجزاء المستقيمة واستدارة الأجزاء المنحنية للأجزاء المثقوبة تفي بالمتطلبات.
1) يجب شحذ شفرة المثقاب في الوقت المناسب إذا أصبحت غير حادة أو تدحرجت من الأعلى.
2) أثناء عملية التثقيب، تأكد من وضع مادة الصفيحة بثبات ومحاذاة بدقة.
3) يجب أن يرتدي مشغل المثقاب والشخص الذي يساعده في الصفيحة الفولاذية قفازات لمنع حدوث جروح من النتوءات الفولاذية.
4) يجب أن تكون قطع العمل المثقوبة مرتبة بعناية، ويجب تنظيف الخردة في الوقت المناسب لضمان الإنتاج الحضاري.
يمكن استخدام ماكينة الطحن بعجلة الطحن لطحن أدوات مختلفة، مثل الأزاميل ولقم الثقب والكاشطات وما إلى ذلك. وهي تتألف من عجلة طحن، ومحرك، وقاعدة عجلة طحن، وقاعدة عجلة طحن، وقائمة، وغطاء واقي.
نسيج عجلة الطحن هش، وتدور بسرعة عالية أثناء التشغيل. يمكن أن تتسبب القوة غير المناسبة أثناء الاستخدام في تحطيم عجلة الطحن والتسبب في حوادث شخصية. لذلك، عند تركيب عجلة الطحن، يجب أن تكون متوازنة بحيث لا يكون هناك اهتزاز عند دوران العجلة، ويلزم الالتزام الصارم بإجراءات التشغيل الآمنة:
1) يجب اختبار تشغيل عجلة الطحن المثبتة حديثًا لمدة 30 ~ 40 مم، ثم التحقق مما إذا كانت عجلة الطحن والمحامل تدور بسلاسة، وما إذا كانت هناك اهتزازات أو ظواهر معاكسة أخرى.
2) افحص عجلة الطحن بانتظام للتأكد من عدم وجود تشققات وما إذا كانت الخيوط في كلا الطرفين مغلقة.
3) يجب أن تكون ماكينة الطحن مزودة بغطاء واقٍ، ولا يُسمح بإزالته بشكل تعسفي.
4) لا ينبغي أن تكون المسافة بين عجلة الطحن والرف كبيرة جدًا، وعمومًا يجب أن تكون الفجوة أقل من 3 مم، لمنع سحب قطعة الطحن إلى الفجوة وسحق عجلة الطحن أثناء طحن الشفرة.
5) بعد بدء تشغيل عجلة الطحن، انتظر حتى تستقر السرعة قبل الطحن. يجب أن يقف المشغل على الجانب، وليس على مستوى دوران عجلة الطحن، لتجنب الإصابة في حالة تحطم عجلة الطحن.
6) لا تستخدم جوانب عجلة الطحن لطحن قطع العمل، ويحظر على شخصين استخدام عجلة طحن واحدة للطحن في نفس الوقت.
7) لا تقم بطحن قطع العمل الثقيلة والكبيرة على ماكينة الطحن، ولا تستخدم القوة المفرطة للضغط على عجلة الطحن للطحن.
8) لا تلمس عجلة الطحن بأصابعك لمنع طحن الأصابع أو التسبب في إصابة.
9) من الأفضل ألا يتجاوز وقت التشغيل المستمر لماكينة الطحن عشر دقائق من وقت التشغيل المستمر لتجنب التحميل الزائد وحرق المحرك.
10) يجب ألا تقوم ماكينة الطحن بعجلة الطحن بطحن الخشب والحجر والطوب والبلاط والمواد الأخرى.
11) يجب ألا تكون ماكينة الطحن مزودة بمفتاح عكسي، ويجب ألا يكون اتجاه الدوران مواجهًا للممر الرئيسي.
12) يجب تثبيت دعامة العمل بإحكام، ويجب أن يكون سطح الدعامة مسطحًا.
13) يجب عدم استخدام عجلات الطحن غير المستديرة أو التي بها شقوق أو التي يقل طولها عن 25 مم.
14) يجب ألا يكون لسلك الطاقة الخاص بعجلة الطحن الكهربائية المحمولة أي تلف أو تسرب في العزل. يجب ارتداء القفازات العازلة أثناء الاستخدام، وبدء تشغيل الماكينة أولاً، ثم ملامسة قطعة العمل.
تسمى الزاوية بين جانبي حافة قطع الإزميل بزاوية الإسفين B. كلما كانت زاوية الإسفين أصغر، كانت حافة الإزميل أكثر حدة، ولكن كانت قوة الإزميل أضعف، وكلما كانت زاوية الإسفين أكبر، كانت القوة أفضل، ولكن مقاومة الإزميل أكبر.
لذلك، يجب تقليل اختيار زاوية إسفين الإزميل إلى الحد الأدنى مع ضمان القوة. بشكل عام، عند إزميل الفولاذ عالي الكربون والحديد الزهر، يتم ضبط زاوية الإسفين على 60° ~ 70°؛ وعند إزميل الفولاذ متوسط الكربون والمواد الأخرى متوسطة الصلابة، يتم ضبط زاوية الإسفين على 50° ~ 60°؛ وعند إزميل المواد اللينة مثل النحاس والألومنيوم، يتم ضبط زاوية الإسفين على 30° ~ 50°، كما هو موضح في الشكل 3-41.
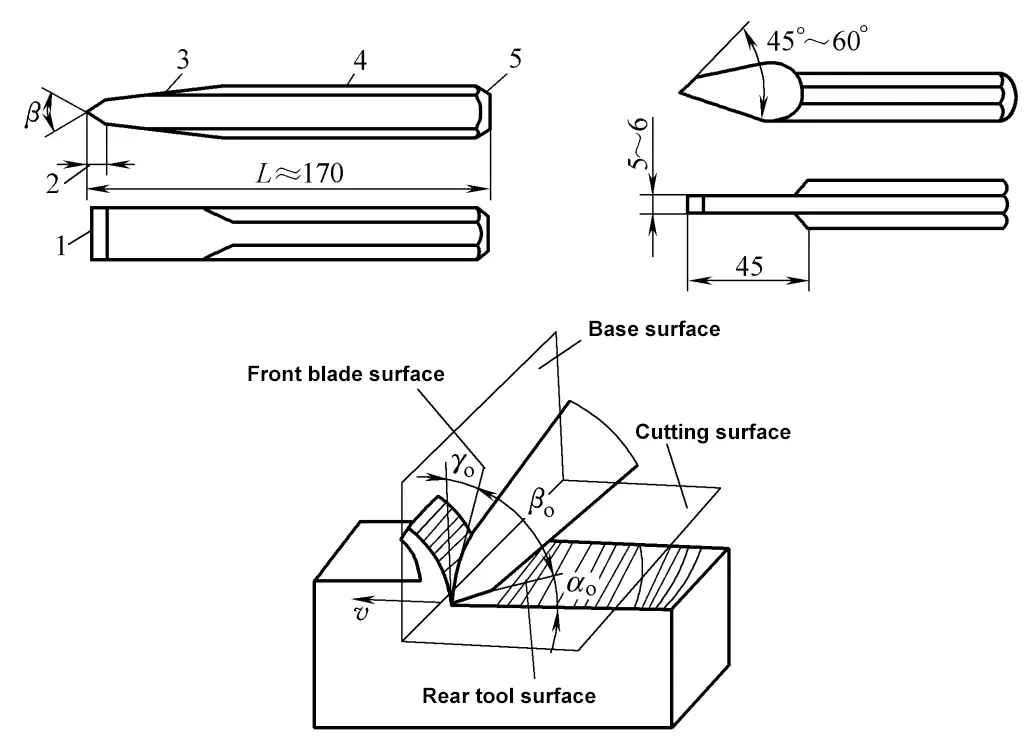
1-جميع حواف القطع
2-جزء القطع
3-مستوى 3
4-مقبض 4
5-الرأس 5







