معدات وأدوات الرسم العميق: الدليل الأساسي
كيف تتحول الصفائح المعدنية المسطحة إلى أشكال ثلاثية الأبعاد معقدة؟ الرسم العميق يحمل الإجابة. تكشف لنا هذه المقالة عن كيفية تحويل...
ماذا لو كانت الماكينات الموجودة خلف الكواليس قادرة على تعزيز الكفاءة والدقة في التصنيع بشكل لم يسبق له مثيل؟ في هذه المقالة، نستكشف المعدات الأساسية لختم الصفائح المعدنية، بدءًا من فك اللف والقطع وحتى الثني والكبس. تعرّف على أحدث التطورات وكيف يمكنها تبسيط عملية الإنتاج لديك، مما يضمن الجودة والفعالية من حيث التكلفة. تعمق في عالم المكابس الميكانيكية وماكينات التحكم الرقمي والأدوات المساعدة لاكتشاف التقنيات التي تشكل الأشغال المعدنية الحديثة.

يجب النظر في تكوين معدات إنتاج الختم بشكل كلي، مع مراعاة خصائص الأجزاء المختومة وحجم الإنتاج. تتميز أجزاء ختم عربات الركاب بالسكك الحديدية بالتنوع الكبير والكميات الصغيرة.
ولذلك، عند تكوين معدات إنتاج الختم، من الضروري مراعاة تلبية احتياجات الإنتاج لمعظم الأجزاء المختومة ذاتية الصنع مع تلبية المتطلبات الاقتصادية أيضًا.
مبادئ التكوين معدات الختم لعربات ركاب السكك الحديدية هي كما يلي:
1) يجب أن تكون معدات الإنتاج قادرة على تلبية احتياجات التصنيع للأجزاء الهيكلية الرئيسية المتعلقة بالسلامة التشغيلية لعربات الركاب بالسكك الحديدية.
2) نظرًا لخصائص الأصناف المتعددة وإنتاج الدفعات الصغيرة، من الضروري اختيار معدات متعددة الاستخدامات ومرنة يمكنها القيام بمهام متعددة.
3) بالنسبة للمعدات المتخصصة مثل ماكينات الثني، يجب النظر في عمليات بديلة، أو في حالة حدوث عطل، يجب أن تستمر المعدات البديلة في الإنتاج.
بعد ذلك، سوف أعرض معدات الختم الشائعة الاستخدام لإنتاج الأجزاء المختومة لعربات الركاب بالسكك الحديدية.
صفيحة فولاذية فك اللف تُستخدم المعدات لفك لفائف الصلب. إن حجم إنتاج الأجزاء المختومة لعربات الركاب بالسكك الحديدية صغير، ومواصفات الألواح المطلوبة متنوعة، مما يجعل عملية الشراء صعبة. إذا تم تخفيض المواصفات، سينخفض معدل استخدام المواد، مما يؤدي إلى زيادة التكاليف.
من من منظور خفض التكلفة، من الأكثر اقتصادًا ومعقولية شراء مواد اللفائف وفكها داخليًا.
صُممت معدات فك اللفائف التي يستخدمها مصنعو عربات الركاب بالسكك الحديدية لفك اللفائف التي يقل سمكها عن 6 مم. ويبين الشكل 3-13 خط فك اللفائف الفولاذية، ويسرد الجدول 3-33 البارامترات الأساسية لخط فك اللفائف الفولاذية.

الجدول 3-33: البارامترات الأساسية لخط فك الألواح الفولاذية
| المعلمات | النطاق العددي | الوحدات |
| عرض الملف | 500~1500 | مم |
| سُمك الملف | 1.0~6.0 | مم |
| كتلة الملف | ≤10000 | كجم |
| طول القطع | 500~4500 | مم |
| عدد التخفيضات | 20~60 | الوقت/الدقيقة |
| دقة طول القطع | ≤±1 | مم |
| دقة التسوية | ≤1 | مم/م |
ويستخدم هذا في المقام الأول لإعداد المواد الخام للمعالجة اللاحقة. وبالإضافة إلى معدات القطع التقليدية، شهدت السنوات الأخيرة ظهور أجهزة القطع بنظام التحكم الرقمي باستخدام الحاسوب مثل القواطع الليزرية وقواطع نفث الماء عالية الضغط. وقد أدمجت هذه الابتكارات خطوات معالجة الألواح المسطحة، مما أتاح إتمام المعالجة لمرة واحدة.
يوضِّح الشكل 3-14 ماكينة CNC القص الماكينة، ويوفر الجدول 3-34 الغرض من ماكينة القص ومعلماتها الأساسية.
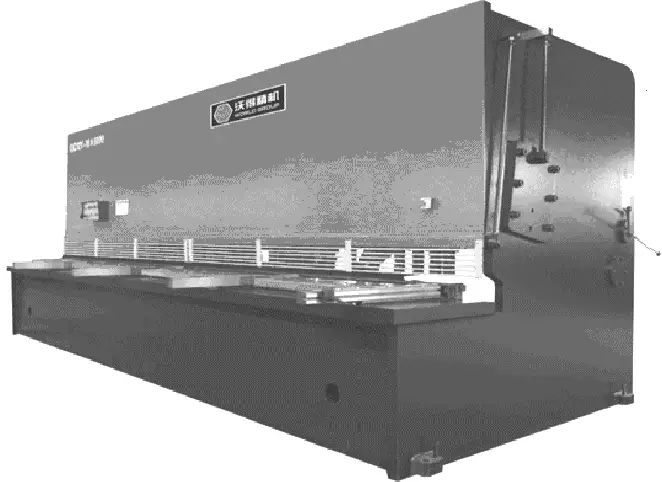
الجدول 3-34: الغرض والمعلمات الأساسية لـ ماكينة القص
| الرقم التسلسلي | اسم المعدات | وصف المعدات |
| 1 | ماكينة قص الألواح الرقيقة باستخدام الحاسب الآلي | (1) تستخدم لقص وقطع ألواح الصلب بسماكة ≤10 مم (2) أقصى سماكة قص: 10 مم للفولاذ الكربوني، 6 مم للفولاذ المقاوم للصدأ (3) الحد الأقصى لطول القص: 4000 مم (4) مجهزة بجهاز مضاد للالتواء (5) مجهزة بجهاز دعم المواد الخلفية (6) يمكن ضبط زاوية القص وفجوة الشفرة باستخدام التحكم الرقمي باستخدام الحاسب الآلي |
| 2 | ماكينة قص الألواح السميكة باستخدام الحاسب الآلي | (1) تستخدم لقص وتقطيع ألواح الصلب بسمك ≤16 مم (2) أقصى سماكة قص: 16 مم للفولاذ الكربوني، 8 مم للفولاذ المقاوم للصدأ (3) الحد الأقصى لطول القص: 4000 مم (4) مجهزة بجهاز دعم المواد الخلفية (5) يمكن ضبط زاوية القص وفجوة الشفرة باستخدام التحكم الرقمي باستخدام الحاسب الآلي |
يمثل الشكل 3-15 معدات القطع والطمس باستخدام الحاسب الآلي، بينما يقدم الجدول 3-35 أنواع معدات القطع وبارامتراتها الأساسية.

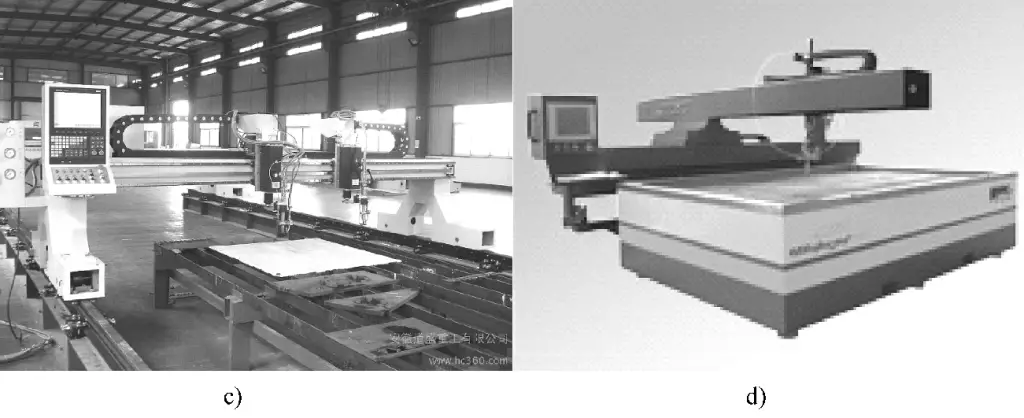
a) القطع بالليزر الماكينة
ب) ماكينة القطع باللهب CNC
ج) الدقة ماكينة القطع بالبلازما
د) ماكينة القطع بالنفث المائي عالي الضغط العالي
الجدول 3-35 أنواع معدات القطع ومعاملاتها الأساسية
| الرقم التسلسلي | اسم المعدات | وصف المعدات |
| 1 | ماكينة القطع بالليزر | (1) تستخدم لقطع وتقطيع الألواح المعدنية بسماكة ≤ 20 مم (2) قوة القطع ≥ 4 كيلو وات (3) طاولة عمل قابلة للتبديل بحجم 2 متر × 4 متر (4) سُمك القطع:: 20 مم لألواح الفولاذ الكربوني، 12 مم لألواح الفولاذ المقاوم للصدأ، 8 مم لألواح سبائك الألومنيوم |
| 2 | ماكينة القطع باللهب باستخدام الحاسب الآلي بنظام التحكم الرقمي | (1) تستخدم لقطع وتقطيع ألواح الصلب الكربوني بسماكة ≤ 200 مم (2) منضدة عمل بحجم 3 م × 40 م، مع هيكل إطار متعدد الجسور (3) القدرة القصوى للقطع: صفيحة فولاذية كربونية بسمك 200 مم |
| 3 | ماكينة القطع بالبلازما الدقيقة | (1) تستخدم لتقطيع وتقطيع ألواح الصلب بسماكة ≤ 30 مم (2) القطع الجاف مع جهاز شفط الغبار المتزامن (3) طاولة عمل بحجم 3 م × 20 م (4) سمك القطع: 30 مم لألواح الفولاذ الكربوني، 20 مم لألواح الفولاذ المقاوم للصدأ |
| 4 | ماكينة القطع بالماء عالي الضغط العالي | (1) تستخدم لقطع وتقطيع ألواح سبائك الألومنيوم بسماكة ≤ 300 مم (2) سمك القطع الأقصى: 300 مم (3) طاولة عمل بحجم 2 م × 4 م |
يمثل الشكل 3-16 آلة تسوية الصفيحة الفولاذية، بينما يقدم الجدول 3-36 المعلمات الوظيفية الأساسية لآلة التسوية. ونظرًا لعدم استواء المواد الخام للصفائح الفولاذية أو تشوهها أثناء المعالجة، فإن التسوية مطلوبة.

أ) جهاز تسوية الألواح الرقيقة ذات 19 لفة
ب) لوح التسوية السميك
الجدول 3-36: المعلمات الوظيفية الأساسية لماكينات التسوية
| الرقم التسلسلي | اسم المعدات | وصف المعدات |
| 1 | جهاز تسوية الألواح الرقيقة | (1) تستخدم لألواح التسوية بسماكة 0.5 ~ 8 مم (2) الحد الأقصى لعرض التسوية 1500 مم (3) الحد الأدنى لطول التسوية 100 مم (4) دقة التسوية 1 مم/ملمتر/متر (5) قوة الخضوع القصوى للصفيحة الفولاذية للتسوية 800 ميجا باسكال |
| 2 | جهاز تسوية الألواح السميكة | (1) تُستخدم لألواح التسوية بسماكة 6 ~ 22 مم (2) الحد الأقصى لعرض نصف عرض التسوية 2000 مم (3) الحد الأدنى لطول التسوية 400 مم (4) دقة التسوية 1 مم/ملمتر/متر (5) قوة الخضوع القصوى للصفيحة الفولاذية للتسوية 800 ميجا باسكال |
| 3 | ماكينة التمليس | (1) تستخدم لتقويم أنواع مختلفة من الصلب (2) القوة الاسمية 2000 كيلو نيوتن |
يعرض الجدول 3-37 بارامترات المكابس الميكانيكية. تُستخدم هذه المكابس في المقام الأول في عمليات التثقيب والتشكيل. بناءً على أنواع ختم الأجزاء لمركبات السكك الحديدية، تم تجهيز خمسة أنواع من المكابس بشكل أساسي.
الجدول 3-37: بارامترات المكابس الميكانيكية
| البند | الوحدات | نوع المعدات | |||||
| مطبعة JC21 - 160A | J36 - 250 الصحافة | مطبعة 500 طن | مطبعة 2000 طن | مكبس احتكاك 100 طن | |||
| القوة الاسمية | كيلو نيوتن | 1600 | 2500 | 5000 | 20000 | 1000 | |
| نطاق ضربة الشريحة | مم | 160 | 400 | 500 | 630 | 300 | |
| طول تعديل الربط | مم | 130 | 220 | 200 | 270 | ||
| تردد ضربة الشريحة | ضربة/دقيقة | 50 | 17 | 9 | 6 | 18 | |
| المسافة من مركز الشريحة إلى السرير (عمق الحلق) | مم | 380 | |||||
| المسافة بين المرشدين | مم | 800 | 1085 | ||||
| المسافة من أسفل الدليل إلى طاولة العمل | مم | 620 | 600 | 1340 | 920 | 500×500 | |
| أبعاد طاولة العمل | الشريحة العلوية | مم | 440×600 | 1000×2300 | 1440×1800 | 1700×3710 | |
| طاولة العمل | مم | 710×1120 | 1250×2450 | 1505×1800 | 1900×4000 | ||
| وسادة هوائية | الكمية | مم | 3 | 2 | 2 | 3 | |
| قوة كل وسادة هوائية | كيلو نيوتن | 65 | 300 | 300 | 3000 | ||
| السكتة الدماغية | مم | 200 | 250 | 200 | 250 | ||
| ارتفاع إغلاق القالب المسموح به | مم | 190~320 | 225~445 | 410~600 | 375~645 | 120~420 | |
| حجم فتحة المقبض | مم | Φ80 | |||||
| حجم قضيب الدعم البني القياسي أو قضيب الدعم البني | مم | Φ35 × لتر | Φ48 | Φ58 × ل | |||
تعد ماكينات الثني باستخدام الحاسب الآلي أكثر المعدات استخدامًا في إنتاج الأجزاء المختومة لعربات الركاب بالسكك الحديدية، حيث يتم تشكيل أكثر من 801 تيرابايت 3 تيرابايت من الأجزاء المشكلة على هذه الماكينات.
يوضح الشكل 3-17 ماكينة ثني باستخدام الحاسب الآلي CNC، بينما يقدم الجدول 3-38 المعلمات الخاصة بها. وتجدر الإشارة إلى نقطة واحدة وهي أن الماكينة تتميز بتنسيق محور 3+2 بنظام التحكم الرقمي باستخدام الحاسوب، مما يعني أن المقياس الخلفي له محوران، لا يتطلبان حركة أمامية وخلفية فحسب، بل يتطلبان أيضًا حركة إلى أعلى وأسفل يتم التحكم فيها بنظام التحكم الرقمي باستخدام الحاسوب.
بالنسبة لماكينات الثني التي يزيد طول طاولة العمل بها عن 3 أمتار، يجب أن يكون عدد كتل تحديد موضع المقياس الخلفي ثلاثة أو أكثر.
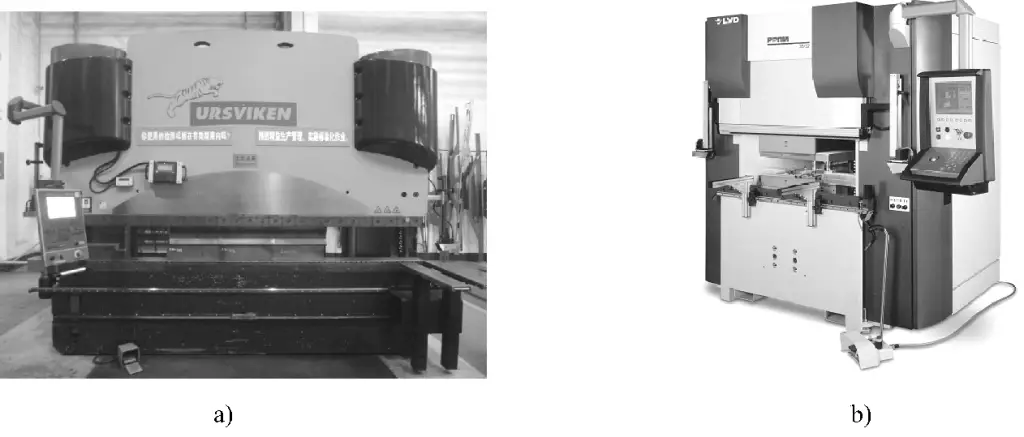
أ) ماكينة الثني باستخدام الحاسب الآلي 3200 كيلو نيوتن
ب) ماكينة الثني باستخدام الحاسب الآلي 800 كيلو نيوتن
الجدول 3-38 معلمات ماكينة الثني باستخدام الحاسب الآلي (منتجات شركة Huangshi LVD)
| طراز الماكينة | 80/3200 | 160/3200 | 320/4000 | 400/4000 |
| القوة الاسمية/كيلو نيوتن | 800 | 1600 | 3200 | 4000 |
| طول الانحناء/ملم | 3200 | 3200 | 3200 | 4000 |
| مسافة العمود/ملم | 2700 | 2700 | 2700 | 3500 |
| عمق الحلق/ملم | 400 | 400 | 400 | 500 |
| السفر المنزلق/ملم | 170 | 170 | 170 | 200 |
| ارتفاع الطاولة/ملم | 800 | 800 | 800 | 800 |
| ارتفاع تركيب القالب/مم | 600 | 600 | 600 | 600 |
| قوة المحرك الرئيسي/كيلوواط | 5.5 | 11 | 18.5 | 22.5 |
| عدد اسطوانات التعويض | 3 | 3 | 3 | 4 |
| عدد محاور التحكم | 3+2 | 3+2 | 3+2 | 3+2 |
| انتقال المحور X للمحور الخلفي X/مم | 500 | 500 | 500 | 500 |
| سرعة المحور X للمحور X للمحور الخلفي/(مم/ث) | 200 | 200 | 200 | 200 |
يُصوِّر الشكل 3-18 مكبس التثقيب البرج الدوّار CNCويعرض الجدول 3-39 بعض بارامتراتها التقنية. تُستخدم المكبس المثقب البرجي الدوّار باستخدام الحاسب الآلي في المقام الأول لتثقيب الصفائح المعدنية التي يقل سمكها عن 5 مم، وقطعها، وتشكيلها، وتشفيهها.

الجدول 3-39 البارامترات الجزئية لمكبس الثقب البرج الدوّار باستخدام الحاسب الآلي
| 1 | حجم الجدول | 2500 مم × 1250 مم |
| 2 | السُمك الأقصى لورقة التثقيب | 8 مم |
| 3 | الحد الأقصى قوة الضرب | 220 كيلو نيوتن |
| 4 | الحد الأقصى لتردد التثقيب (E=1 مم) | 1400 مرة/دقيقة |
| 5 | منطقة التركيب | 6760 مم × 6100 مم |
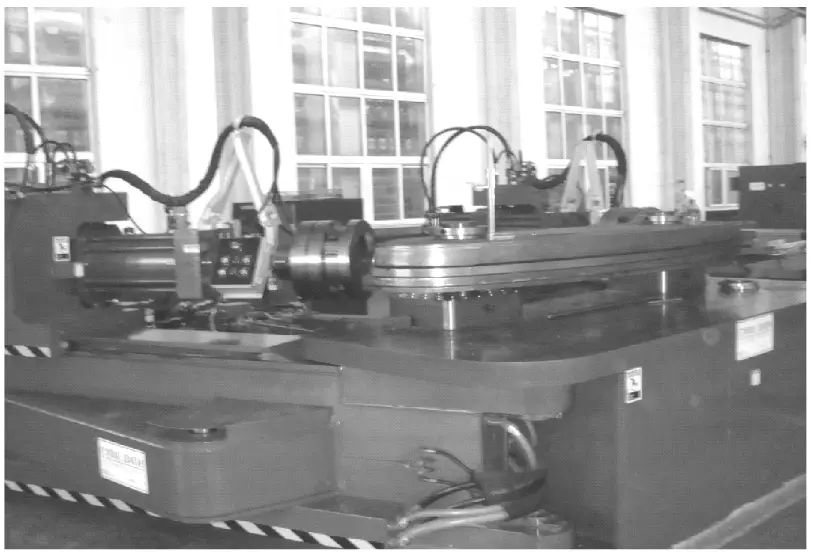
يوضح الشكل 3-19 ماكينة التشكيل بالتمدد V75 بنظام التحكم الرقمي التي تنتجها شركة CYRILBATH الأمريكية. وهي تستخدم في المقام الأول لتشكيل مقاطع نصف قطرية ذات انحناءات كبيرة مثل عوارض أسقف عربات الركاب بالسكك الحديدية. إنه جهاز ثني متخصص. يقدم الجدول 3-40 مواصفاتها الفنية.
الجدول 3-40: المواصفات التقنية لماكينة التشكيل بالتمدد بنظام التحكم الرقمي V75
| العناصر | المواصفات الفنية |
| قوة الشد القصوى لأسطوانة تمدد الماكينة | 750 كيلو نيوتن |
| الحد الأدنى لقوة الشد لأسطوانة تمدد الماكينة | 50 كيلو نيوتن |
| دوران المشبك | ± 180 درجة (ضبط يدوي) |
| أقصى مسافة بين مشبكين | 7000 مم |
| الحد الأدنى للمسافة بين مشبكين | 1000 مم |
| الحد الأقصى لضربة أسطوانة التمدد القصوى | 762 مم |
| السرعة القصوى لأسطوانة التمدد القصوى | حتى 762 مم/دقيقة |
| زاوية التأرجح القصوى لأسطوانة التمدد | ±28° |
| نطاق زاوية التأرجح للذراع | +10°~ -90° |
| نطاق سرعة التشكيل | (0.5°~3°) /s |
| سرعة الإرجاع | 3°/s |
| المسافة من الأرض إلى سطح طاولة عمل القالب | 978 مم |
| المسافة من مركز المشبك إلى سطح منصة تركيب القالب | 267 مم |
| متطلبات إمداد الطاقة | 3 مراحل 380 فولت، 50 هرتز |
| وضع التحكم في عملية الانحناء | التحكم في الموضع والتحكم في القوة |
| القطر الداخلي للمشبك | Φ250 مم |
تُعرف أيضًا باسم آلة التشكيل العامة (الشكل 3-20)، تُستخدم آلة التشكيل بالمطرقة الكهربائية بشكل أساسي لثني وتشكيل بعض الملامح، وتشكيل أجزاء من نوع الجلد، وتعديل بعض الأجزاء المثنية. طراز المعدات المختارة هو KF665، مع قدرات العمل التالية:

بالإضافة إلى الأجهزة المذكورة أعلاه، هناك أيضًا العديد من المعدات المساعدة، بما في ذلك في المقام الأول آلات الحفر، ومعدات التنظيف بالسفع بالخردق والسفع الرملي، وأدوات القطع اليدوية. راجع الجدول 3-41.
الجدول 3-41: المعدات المساعدة
| الرقم التسلسلي | اسم المعدات | الغرض |
| 1 | ماكينة الحفر | تستخدم لحفر الثقوب في الأجزاء المختومة |
| 2 | معدات السفع بالخردق والسفع بالرمل والطلاء | تُستخدم في السفع بالخردق، والسفع الرملي، وإزالة الصدأ من ألواح الصلب الكربوني قبل المعالجة، وتطبيق طبقة من الطلاء التمهيدي المضاد للتآكل على السطح |
| 3 | أدوات القطع اليدوية | القطع اليدوي باستخدام قواطع البلازما الهوائية أو آلات القطع باللهب |
| 4 | معدات إزالة الأزيز | بعد عمليات القطع والتثقيب، قد تظهر نتوءات على القِطع بعد عمليات القطع والتثقيب. تُستخدم هذه المعدات لطحن وإزالة النتوءات من الأجزاء المسطحة. |