Panduan Komprehensif untuk Proses dan Peralatan Pembentukan Lembaran Logam
Bayangkan sebuah dunia tanpa lekukan ramping bodi mobil atau sudut presisi sayap pesawat terbang-seperti itulah...

Karena bentuk, ukuran, persyaratan presisi, volume produksi, dan sifat material komponen yang dicap bervariasi, beragam proses stamping digunakan. Operasi stamping pada dasarnya dapat dikategorikan ke dalam dua jenis utama: proses pengosongan dan pembentukan.
Pengosongan mengacu pada gaya yang diberikan pada lembaran logam yang menyebabkan tegangan yang melebihi kekuatan geser material, yang mengakibatkan geser atau geseran lokal.
Tujuannya selama proses stamping adalah memisahkan benda kerja (atau blank) dari lembaran logam di sepanjang garis kontur yang telah ditentukan. Tergantung pada kualitas penampang yang diperlukan, blanking dapat dibagi lebih lanjut menjadi pemotongan cetakan konvensional, yang memisahkan dengan cara pecah, dan blanking presisi, yang memisahkan dengan cara deformasi. Setiap proses mencakup berbagai bentuk pemotongan, seperti pemangkasan, pemotongan tepi, dan pelubangan.
Proses pembentukan terjadi ketika blank dikenai gaya eksternal yang melebihi kekuatan luluh material, menyebabkan deformasi plastis dan membentuk benda kerja menjadi bentuk tertentu tanpa retak. Ada banyak jenis proses pembentukan, termasuk pembengkokan, penarikan dalam, ekstrusi dingin, dan penggembungan.
Untuk lebih meningkatkan efisiensi produksi stamping, adalah umum untuk menggabungkan dua atau lebih operasi dasar ke dalam satu proses, yang dikenal sebagai operasi gabungan. Contohnya termasuk blanking → meninju, blanking → deep drawing → pemotongan tepi, dan blanking → meninju → menekuk. Operasi gabungan ini disesuaikan dengan kebutuhan aktual benda kerja, yang sering kali dicapai dengan meningkatkan struktur die.
Die yang digunakan untuk operasi gabungan dikenal sebagai die gabungan. Ini adalah jenis die yang menjanjikan dan efisien yang secara signifikan dapat meningkatkan efisiensi produksi, mengurangi biaya komponen, dan memfasilitasi produksi otomatis.
Singkatnya, operasi stamping dapat diklasifikasikan ke dalam dua jenis dasar berikut ini berdasarkan mode deformasi:
1) Proses pengosongan, yang meliputi pemotongan, pemisahan, pengosongan, pelubangan, bentukan, pemotongan tepi, pemangkasan, pencukuran, pencukuran cakram, pemotongan gulungan, pemotongan geserdan menggorok, seperti yang ditunjukkan pada Tabel 1-1.
Tabel 1-1 Proses Pemisahan
| Nama Operasi | Diagram skematik | Fitur dan Aplikasi |
| Mengosongkan | 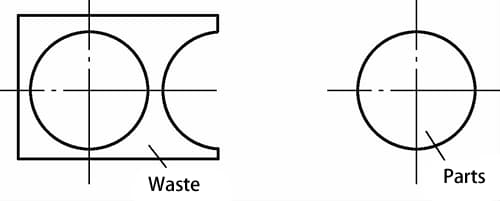 | Melubangi dengan cetakan di sepanjang kurva kontur tertutup, bagian yang dilubangi menjadi bagian yang digunakan untuk membuat komponen datar dalam berbagai bentuk. |
| Meninju | 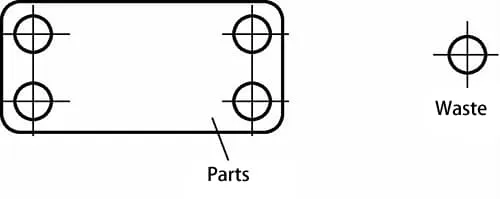 | Melubangi dengan cetakan mengikuti kurva kontur tertutup, bagian yang dilubangi adalah potongan. |
| Pemotongan | 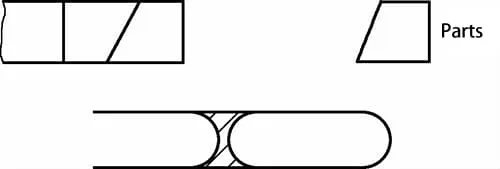 | Menggunakan gunting atau cetakan untuk memotong sepanjang garis kontur terbuka, biasanya digunakan untuk memproses komponen datar berbentuk sederhana. |
| Pemangkasan | 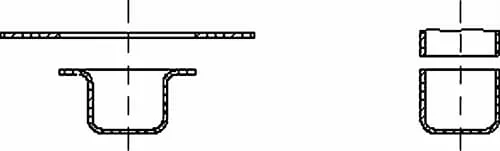 | Memangkas tepi bagian yang dibentuk untuk merapikan atau memotongnya menjadi bentuk tertentu. |
| Menggorok | 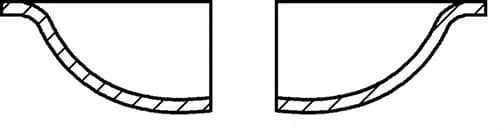 | Produk setengah jadi yang dibentuk dengan stamping dipotong menjadi dua bagian atau lebih, sering digunakan setelah stamping berpasangan atau dikelompokkan dari komponen simetris. |
Proses pembentukan meliputi ekstrusi dingin, pembengkokan, deep drawing, flanging, bulging, necking, rolling, curling, embossing, dan stamping, seperti yang dirinci dalam Tabel 1-2.
Proses Pembentukan Tabel 1-2
| Nama Proses | Diagram skematik | Fitur dan Aplikasi |
| Membungkuk | 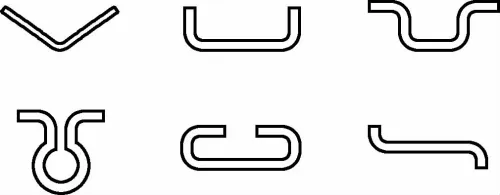 | Membengkokkan lembaran logam di sepanjang garis lurus untuk menciptakan berbagai bentuk memungkinkan pemrosesan komponen yang rumit. |
| Bergulir | 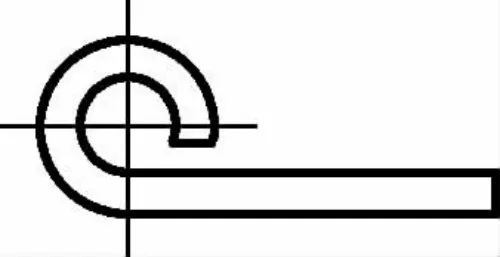 | Menggulung ujung lembaran logam menjadi kepala bundar yang hampir tertutup digunakan untuk membuat bagian yang mirip dengan engsel. |
| Memutar |  | Memutar produk setengah jadi yang sudah dilubangi ke sudut tertentu. |
| Menggambar dalam |  | Membentuk lembaran logam kosong menjadi berbagai bagian berongga dengan volume tertentu. |
| Penipisan dan Gambar Dalam |  | Memproses lebih lanjut produk setengah jadi berongga yang digambar dalam menjadi bagian dengan dasar yang lebih tebal daripada dinding samping. |
| Piercing |  | Melubangi lembaran logam kosong yang sudah dilubangi atau lembaran logam yang tidak dilubangi untuk membuat tepi vertikal. |
| Flanging |  | Membentuk tepi produk setengah jadi dari lembaran logam menjadi tepi vertikal di sepanjang kurva atau busur. |
| Menggambar Pembengkokan |  | Mencapai deformasi lentur di bawah aksi gabungan gaya tarik dan momen lentur untuk menghasilkan komponen dengan presisi tinggi. |
| Menggembung | 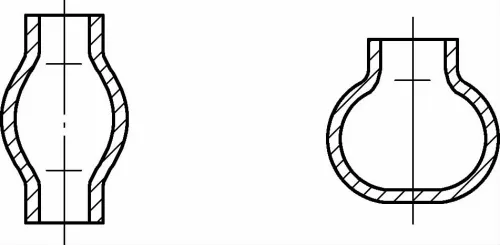 | Membentuk bagian dengan berbagai bentuk permukaan melengkung spasial di bawah tegangan tarik biaksial. |
| Bergelombang |  | Menciptakan berbagai bentuk tonjolan dan lekukan pada permukaan lembaran logam kosong atau bagian menggunakan metode pembentukan relief tinggi. |
| Pembakaran |  | Memperluas dimensi radial salah satu ujung blanko berongga atau blanko tubular. |
| Leher |  | Mengurangi dimensi radial area tertentu dari blanko berongga atau blanko tubular. |
| Pembentukan Spin |  | Secara bertahap membentuk blanko dengan rol sewaktu dalam keadaan berputar. |
| Meluruskan |  | Mengoreksi bentuk komponen untuk meningkatkan akurasi dimensi komponen yang dibentuk atau untuk mendapatkan jari-jari kelengkungan yang kecil. |