Menghitung Gaya Lentur: Penjelasan Rumus-Rumus Penting
Apa yang menentukan gaya pembengkokan yang diperlukan untuk membentuk logam secara akurat? Memahami gaya-gaya ini sangat penting dalam memilih mesin cetak yang tepat dan mendesain cetakan yang efektif. Artikel ini membahas rumus-rumus penting untuk menghitung gaya pembengkokan, dengan mempertimbangkan berbagai metode pembengkokan dan sifat material. Pelajari cara menerapkan perhitungan ini untuk mencapai pembengkokan yang tepat, meningkatkan kualitas dan efisiensi proyek pengerjaan logam Anda.
Terakhir diperbarui:
28 Juni 2024
Bagikan kesukaan Anda:
Daftar Isi
Gaya tekukan merupakan dasar penting untuk merancang proses stamping, memilih mesin cetak, dan mendesain cetakan.
Karena besarnya gaya tekukan tidak hanya terkait dengan ukuran blanko, sifat mekanis material, jarak antara penyangga cetakan, radius tekukan, dan jarak bebas antar cetakan, tetapi juga sangat terkait dengan metode pembengkokan, maka sulit untuk melakukan penghitungan yang akurat dengan menggunakan metode analisis teoretis. Oleh karena itu, dalam produksi, rumus empiris yang tercantum pada Tabel 1 biasanya digunakan untuk perhitungan kasar gaya tekukan.
I. Dasar perhitungan teoritis dan metode untuk gaya tekuk
Metode perhitungan teoritis gaya tekuk diturunkan di bawah kondisi keseimbangan statis bahwa jumlah berbagai gaya eksternal yang bekerja pada blanko tekuk adalah nol, dan torsi eksternal yang bekerja pada blanko tekuk sama dengan torsi resistansi internalnya, melalui perhitungan konvensional.
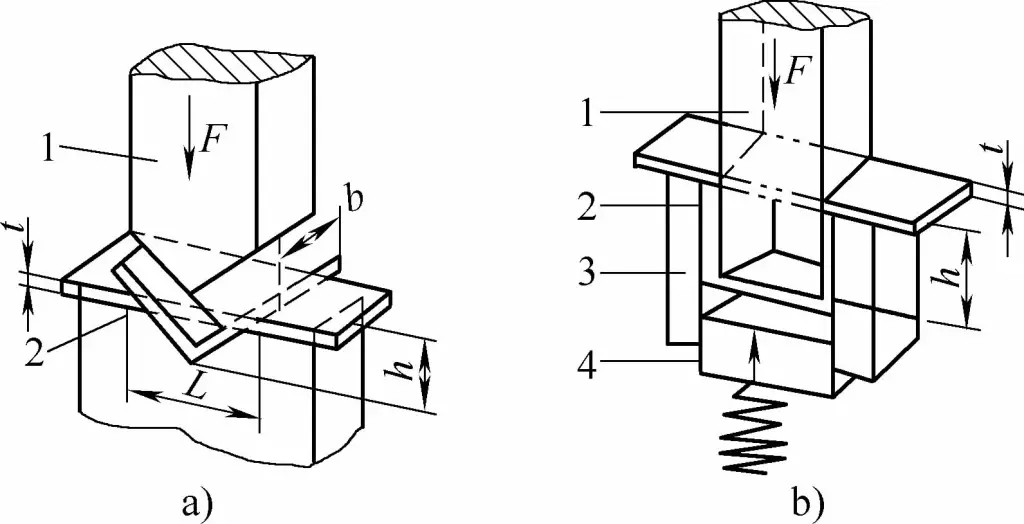
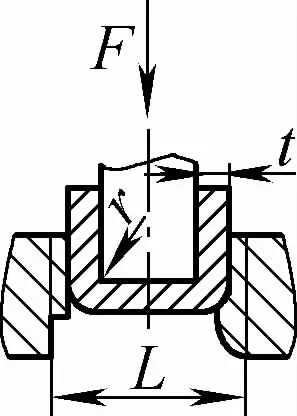
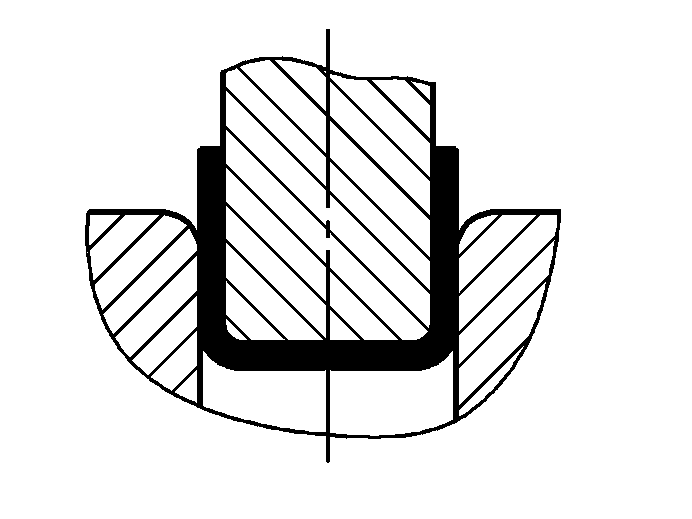
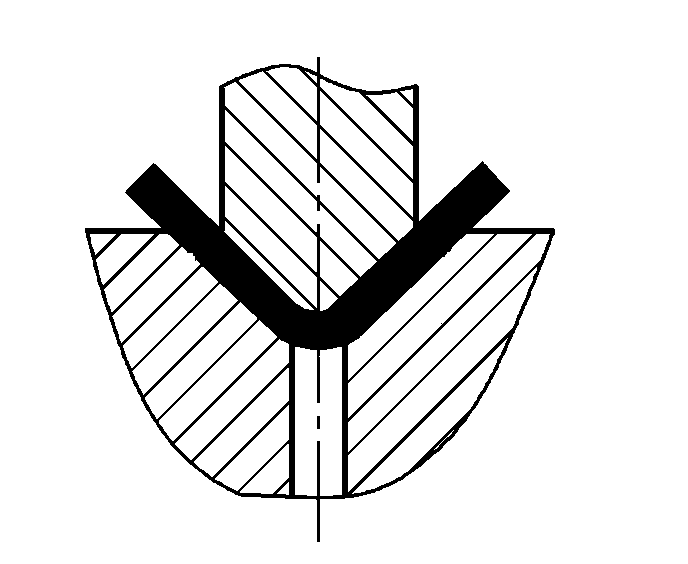
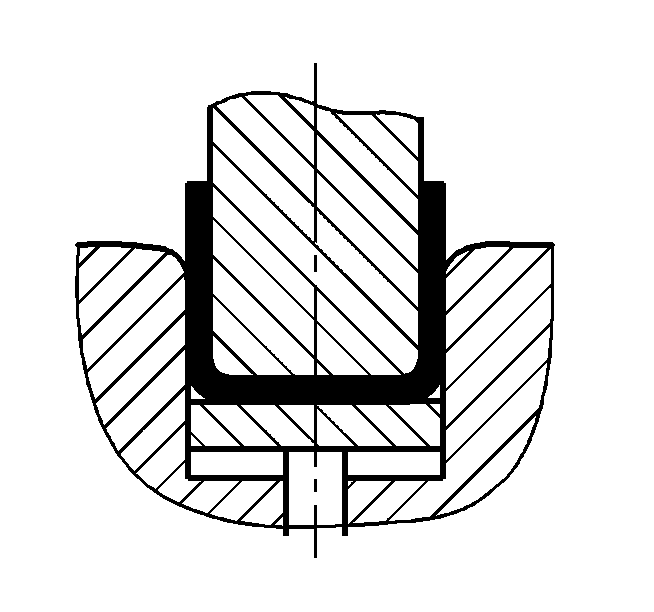
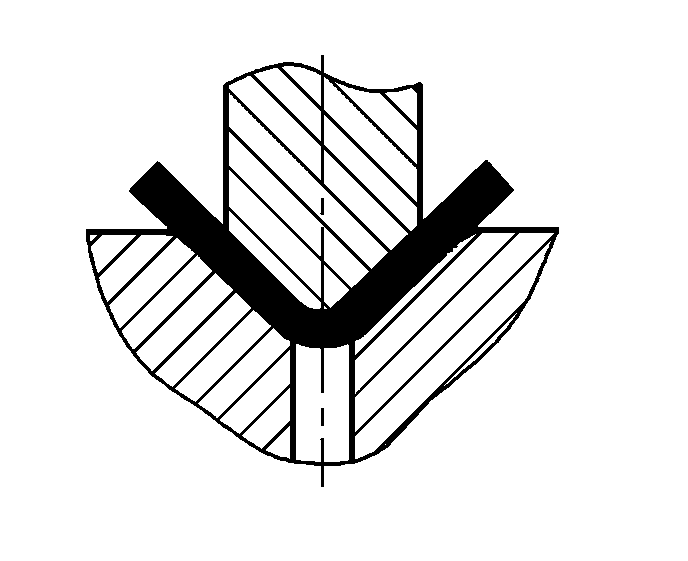
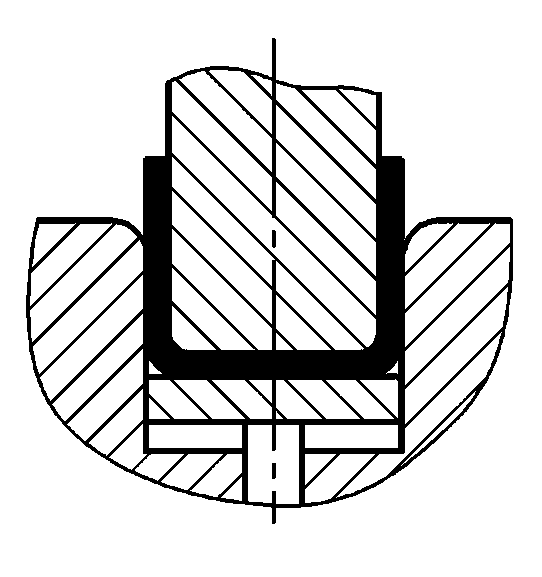
Metode pembengkokan dan struktur cetakan akan mengubah status tegangan blanko pembengkokan. Metode pembengkokan yang berbeda menghasilkan tekanan pembengkokan yang sangat berbeda. Mengambil bentuk V dan U yang umum digunakan bagian yang bengkok sebagai contoh, seperti yang ditunjukkan pada Gambar 1, mereka dapat dibentuk dengan menekuk dengan cetakan penekuk baja penuh biasa, masing-masing menggunakan penekukan bebas, penekukan yang mengganggu kontak, dan penekukan koreksi benturan.
Gambar 1 Pembentukan tekukan dari bagian tekukan berbentuk V dan U dari lembaran logam
a) Bagian lentur berbentuk V
b) Bagian lentur berbentuk U
1 - Pukulan membungkuk
2 - Bagian pembengkokan
3 - Cetakan lentur berbentuk U
4 - Alat atas
L - Lebar bukaan cetakan berbentuk U
t - Ketebalan bagian tekukan
h - Kedalaman rongga cetakan lentur berbentuk V
Bagian pembengkokan berbentuk V menggunakan beban terkonsentrasi di tengah dua penyangga blanko datar untuk pembengkokan murni dan pembengkokan bebas, sebagian besar digunakan di lokasi konstruksi. Bagian pembengkokan lembaran logam berukuran kecil dan menengah sebagian besar dibentuk oleh pembengkokan yang mengganggu kontak, dan bagian pembengkokan pelat tebal sedang berkekuatan tinggi sering kali ditekuk pada pengepresan gesekan menggunakan pembengkokan koreksi benturan. Pembengkokan bebas membutuhkan lebih sedikit tekanan, tanpa tekanan tambahan, hanya gaya pembengkokan sederhana.
II. Perhitungan gaya tekuk dengan berbagai metode tekuk
Rumus perhitungan gaya tekuk dengan berbagai metode tekuk ditunjukkan pada Tabel 1.
Tabel 1 Rumus perhitungan untuk gaya tekuk dengan berbagai metode tekuk
Nama
Skema
Karakteristik deformasi lentur
Rumus perhitungan gaya lentur
Teoritis
Perkiraan
Direkomendasikan
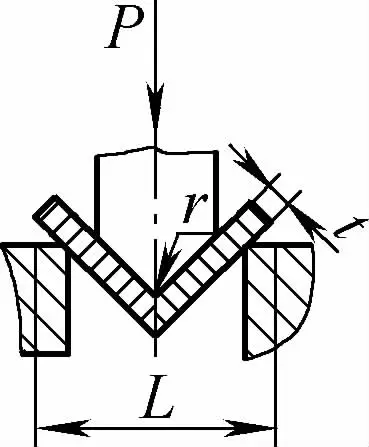
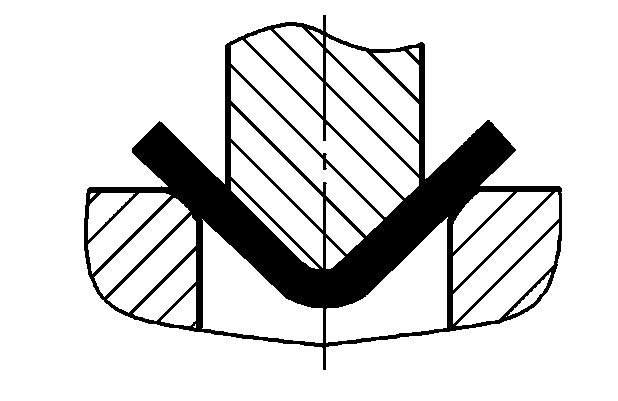
Pembengkokan bebas sudut tunggal
(Bagian lentur berbentuk V)
Kosong ditekuk di tengah dengan memberikan tekanan pada dua penyangga di pintu masuk cetakan, bagian bawah tidak menyentuh cetakan
Ketika 2r≤L, F = 0,7bt3 Rm /(r + t)
Ketika 2r>L, F = 2bt2 Rm /3L
F = KbtRm
F = Cbt2Rm/L
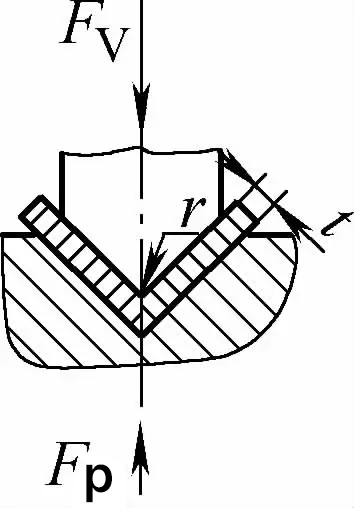
Pembengkokan kontak sudut tunggal
(Bagian lentur berbentuk V)
Sebelum proses pembengkokan selesai, blanko pembengkokan bersentuhan erat dengan seluruh rongga cetakan. Pelat tekanan umumnya digunakan untuk membuat pembengkokan kesenjangan mati lebih besar dari atau sama dengan t
Ketika 2r≤L, Fv =0.7bt2 Rm / (r + t) + Fp
Ketika 2r> L, Fv =2bt2 Rm / 3L + Fp
Fv=KbtRm +Fp
Fv=2Cbt2Rm/L
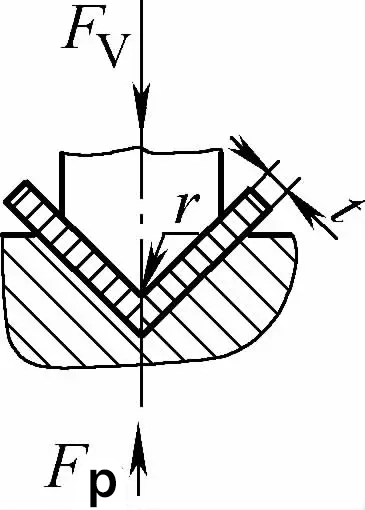
Kontak sudut tunggal dengan pembengkokan koreksi benturan (bagian pembengkokan berbentuk V)
Berdasarkan pembengkokan kontak, ini juga memiliki fungsi koreksi benturan. Celah cetakan lentur umumnya kurang dari atau sama dengan t
Fv=0.7bt2Rm/ L + Fp+ qAb
Fv=1.3qAb
Fv=1.39qAb
Pembengkokan bebas sudut ganda
(Bagian lentur berbentuk U)
Blanko pembengkokan ditekuk di tengah dengan memberikan tekanan pada dua penyangga di pintu masuk cetakan, bagian bawah blanko tidak menyentuh cetakan
Ketika 2r≤L, F = 0,7bt 2 Rm /(r + t)
Ketika 2r>L, F = 2bt 2 Rm /3L
F = KbtRm
F = 0,4CKbtRm
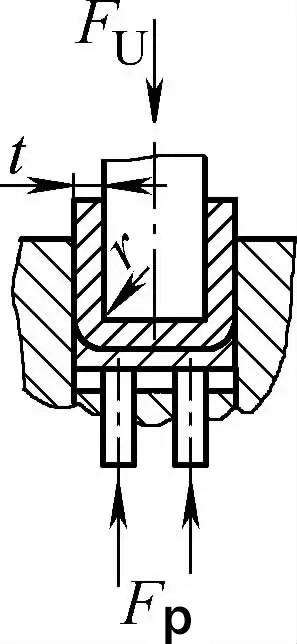
Pembengkokan kontak sudut ganda (bagian pembengkokan berbentuk U)
Selama pembengkokan, pelat tekanan digunakan atau celah yang sama atau sedikit lebih besar dari t digunakan, tetapi tidak ada fungsi koreksi benturan
Ketika 2r≤L, Fu =0.7bt2Rm / (r + t) + Fp
Ketika 2r> L, Fu =2bt2Rmn/3L+Fp
Fu =KbtRm +Fp
Fu=0,5CbtRm
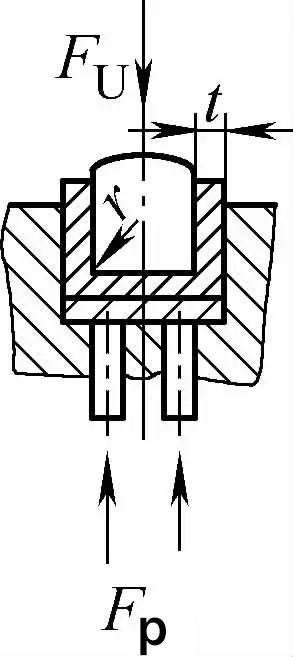
Kontak sudut ganda dengan pembengkokan koreksi benturan (bagian pembengkokan berbentuk U)
Selama pembengkokan, celah pembengkokan yang kurang dari atau sama dengan t digunakan dengan pelat penekan (pelat atas) dan juga memiliki fungsi koreksi benturan
Fu=0.7bt2Rmn/L+Fp+ qAb
Fu=1.3qAb
Fu=1.3qAb
Catatan: Arti simbol dalam tabel adalah sebagai berikut:
b - lebar bagian yang ditekuk (mm);
R - kekuatan tarik dari bahan bagian lentur (MPa);
L - panjang blanko pembengkokan pada titik-titik penyangga di kedua sisi bukaan cetakan pembengkokan (mm);
C - koefisien, untuk tekukan sudut tunggal L>10t, C = 1; untuk tekukan sudut ganda r = t, C = 1; n-jumlah sudut tekukan (buah);
A - area bantalan dari bagian yang ditekuk (mm²);
F - tekanan koreksi datar (kN), umumnya 30% ~ 200% dari gaya lentur;
K - koefisien jenis material, nilainya dapat ditemukan pada Tabel 2;
q - satuan tekanan koreksi (tumbukan) (MPa), nilainya dapat dilihat pada Tabel 3.
Tabel 2 Nilai koefisien jenis material K
Bahan
Rasio L/t
3
10
15
20
25
30
10 baja, 15 baja, kuningan, aluminium (lunak)
0.23
0.18
0.12
0.09
0.073
0.060
20 baja, 25 baja, aluminium yang dikeraskan
0.21
0.17
0.11
0.08
0.070
0.057
20 baja, 25 baja, 40 baja, aluminium super keras
0.20
0.16
0.10
0.08
0.065
0.053
Tabel 3 Perkiraan nilai unit (tumbukan) tekanan koreksi q selama pembengkokan (unit: MPa)
Bahan
Ketebalan bahan lentur t/mm
≤3
>3~10
Aluminium
30~40
50~60
Kuningan
60~80
80~100
10 baja, 15 baja, 20 baja
80~100
100~120
25 baja, 30 baja, 35 baja
100~120
120~150
Rumus untuk menghitung gaya lentur
Tabel 4 Rumus empiris untuk menghitung gaya lentur
Metode pembengkokan
Skema
Rumus empiris
Catatan
Pembengkokan gratis
P = (0,8Bt)2σb)/(r + t)
di mana
P-Gaya lentur total (N) B-Lebar bagian yang ditekuk (mm) t-Ketebalan material (mm) σb-Kekuatan tarik (MPa) r-Bagian dalam radius lentur (mm) A-Area proyeksi bagian koreksi (mm)2 )
Satuan tekanan koreksi (MPa), lihat Tabel 5 untuk nilainya
P = (0,9Bt)2σb)/(r + t)
Membungkuk dengan koreksi
P = (1,4Bt)2σb)/(r + t)
P = (1,6Bt)2σb)/(r + t)
P = (1,4Bt)2σb) / (r + t) + Aq
P = (1,6Bt)2σb) / (r + t) + Aq
Tabel 5 Nilai q tekanan koreksi satuan (satuan: MPa)
Bahan
Ketebalan bahan / mm
<1
1~3
3~6
6~10
Aluminium
15~20
20~30
30~40
40~50
Kuningan
20~30
30~40
40~60
60~80
10 ~ 20 baja
30~40
40~60
60~80
80~100
25 ~ 30 baja
40~50
50~70
70~100
100~120
III. Perhitungan pekerjaan pembengkokan
Pekerjaan pembengkokan pada bagian pembengkokan berbentuk V dapat dihitung dengan menggunakan rumus berikut.
Wv=mFvh
Di mana
Wv - Pekerjaan pembengkokan pada bagian pembengkokan berbentuk V (J), umumnya dihitung dengan pembengkokan yang mengganggu kontak;
m - Koefisien koreksi, m = 0,32 untuk bagian tekukan berbentuk V, m = 0,63 untuk bagian tekukan berbentuk U;
Fv - Gaya tekuk bagian tekuk berbentuk V (kN), F v atau F u Gaya tekuk dapat menemukan rumus perhitungan yang sesuai pada Tabel 1 untuk menghitung gaya tekuk.
h - Kedalaman rongga cetakan tekukan (yaitu, langkah tekukan) (mm), h juga dapat dihitung dengan menggunakan rumus berikut.
h = 0,5L ~ 0,4 (t + r)
Di mana
L - Jarak antara dua titik penyangga bagian tekukan berbentuk V pada bukaan cetakan tekukan (mm);
t - Ketebalan bagian yang ditekuk (mm);
r - Jari-jari tekukan (mm).
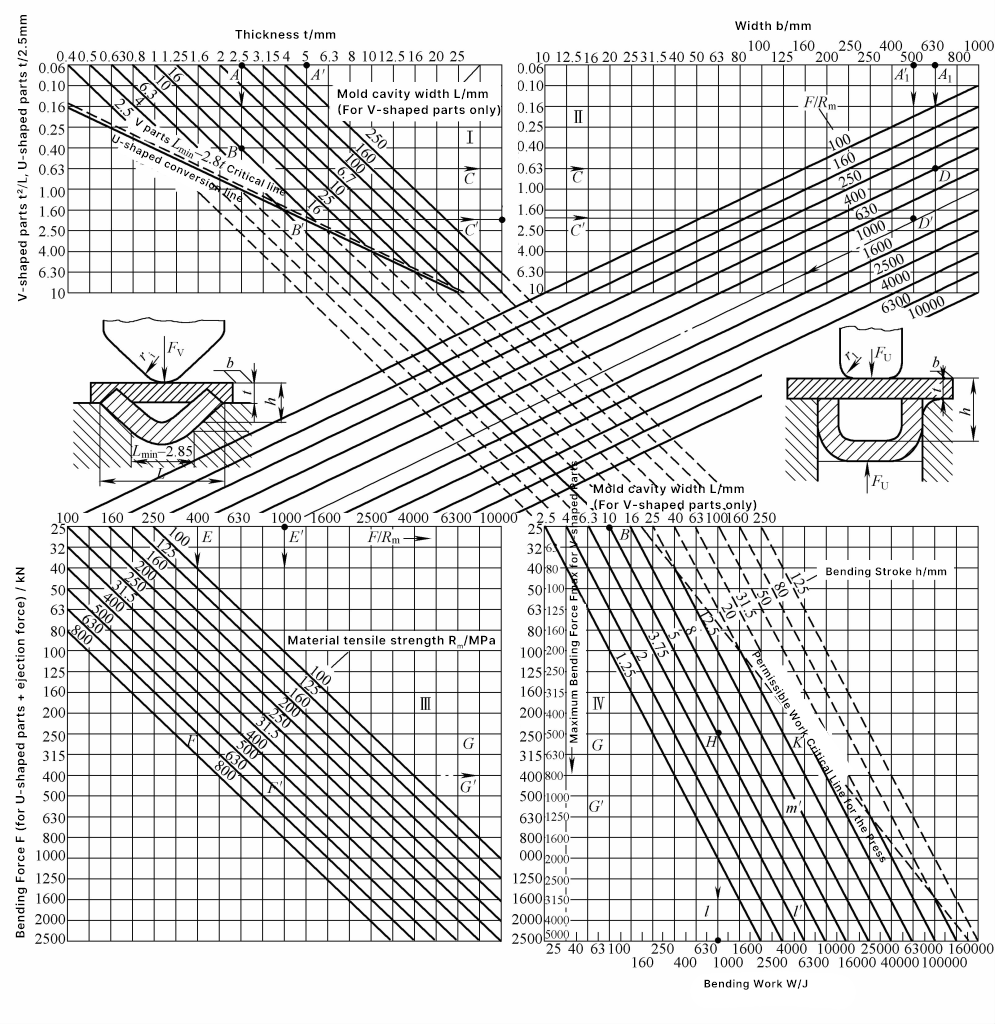
IV. Metode grafis yang disederhanakan untuk gaya lentur dan pekerjaan lentur
Gambar 2 menunjukkan bagan kolom kalkulasi grafis untuk gaya tekukan dan pekerjaan tekukan pada bagian tekukan berbentuk V dan U. Bagan ini mudah digunakan, perhitungan grafisnya cepat, dan hasilnya mendekati kenyataan, cocok untuk penggunaan di lokasi.
Gambar 2 Bagan kolom perhitungan grafis untuk gaya lentur dan pekerjaan lentur
Catatan: Simbol-simbol pada bagan memiliki arti sebagai berikut:
F - Gaya tekuk bagian tekuk berbentuk V dan U (kN);
W - Pekerjaan pembengkokan bagian pembengkokan berbentuk V dan U (J);
H - Langkah kerja pembengkokan pada bagian pembengkokan berbentuk V dan U (mm);
L, L min - Lebar bukaan cetakan pembengkokan untuk bagian pembengkokan berbentuk V (mm), lebar bukaan minimum (mm);
r - Jari-jari tekukan bagian dalam dari bagian yang ditekuk (mm);
t - Ketebalan bagian yang ditekuk (mm).
Contoh perhitungan grafis. Diberikan bagian tekukan berbentuk V dengan t = 2,5 mm, lebar bukaan cetakan tekukan L = 10 mm. Pada area I dari Gambar 2, t2/L = 0,63 (lihat garis ABC). Dengan lebar bagian tekukan b = 630mm, kekuatan tarik material R m =630MPa, di daerah II dan III, cari A1 Garis DEF, dan di area III, sepanjang garis perpanjangan kanan, menemukan garis FG, menghasilkan gaya lentur Fv =250kN.
Di area IV, dengan mempertimbangkan tekanan pelurusan leveling, tekanan total adalah F∑ =2F = 500kN. Langkah kerja pembengkokan h = 0,5L = 5mm, koefisien koreksi m = 0,32, dengan demikian kerja pembengkokan Wv =mF∑ h = 800J, seperti yang ditunjukkan pada garis BH dan garis CHI pada Gambar 2.
Pernahkah Anda bertanya-tanya, bagaimana cara mencapai dimensi yang tepat dalam pembengkokan lembaran logam? Artikel ini membahas teknik-teknik penting...
Pernahkah Anda bertanya-tanya bagaimana benda-benda sehari-hari mendapatkan bentuknya yang unik? Dari kaleng soda hingga suku cadang mobil, pembengkokan logam merupakan hal yang sangat penting...
I. Pengetahuan Proses Dasar 1. Pengetahuan Proses Koreksi Dasar Dalam pekerjaan pemeliharaan dan pemasangan peralatan, bagian-bagian tertentu sering mengalami deformasi...