
Bagian-bagian Penting dari Mesin Press Mekanik Dijelaskan
Pernahkah Anda bertanya-tanya, apa yang membuat mesin press mekanis bekerja? Dari roda gila hingga kopling dan rem, setiap bagian berperan...
Bagaimana blanko logam berubah menjadi komponen yang dibentuk secara presisi? Pengosongan dengan mesin press adalah proses krusial yang menggunakan cetakan geser untuk memotong material dengan akurasi tinggi. Artikel ini membahas karakteristik struktural shearing dies, klasifikasinya, dan dimensi mata pisau pemotong. Dengan memahami elemen-elemen ini, Anda akan mendapatkan wawasan untuk mencapai presisi dan efisiensi dalam pengosongan logam. Bersiaplah untuk menjelajahi seluk-beluk pengosongan mesin press dan tingkatkan teknik pemesinan Anda.
Pengosongan dengan mesin press harus dilakukan melalui shearing die. Dalam proses geser, pada dasarnya, tidak ada perbedaan mendasar antara blanking shearing die dan blanking shear bed. Desain pisau dari shearing die dan shear bed pada dasarnya sama.
Tabel 1 Karakteristik struktural dari geser mati
| Komponen dasar | Karakteristik |
| 1) Pelat cetakan atas untuk menjepit bilah yang bergerak dan pelat cetakan bawah untuk menjepit bilah tetap 2) Perangkat pemandu pelat cetakan atas 3) Memposisikan perangkat blok untuk mengontrol panjang potongan kosong 4) Perangkat penjepit untuk mencegah batang membalik saat dipotong | 1) Akurasi pemotongan harus lebih tinggi dari pada alas geser, dan diameter pemotongan umumnya di bawah Φ40mm 2) Saat memilih peralatan berdasarkan gaya geser, tidak hanya tonase nominal mesin press yang harus dipertimbangkan, tetapi juga kurva beban mesin press yang digunakan |
Tabel 2 Klasifikasi cetakan geser
| Metode klasifikasi | Jenis | Struktur cetakan |
| Menurut struktur alur | Geser Umum | 1) Buka cetakan geser (lihat Gambar 1) 2) Cetakan geser semi-tertutup (lihat Gambar 2) 3) Cetakan geser tertutup (lihat Gambar 3) |
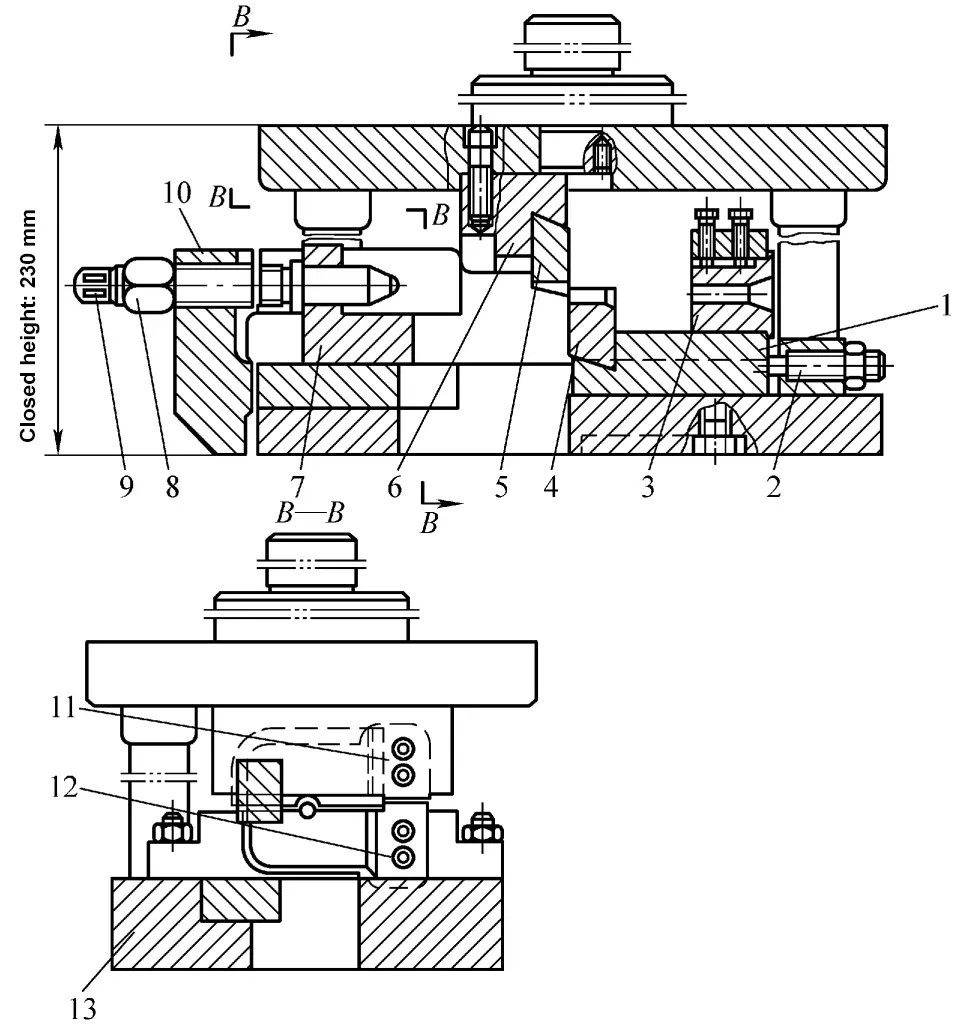
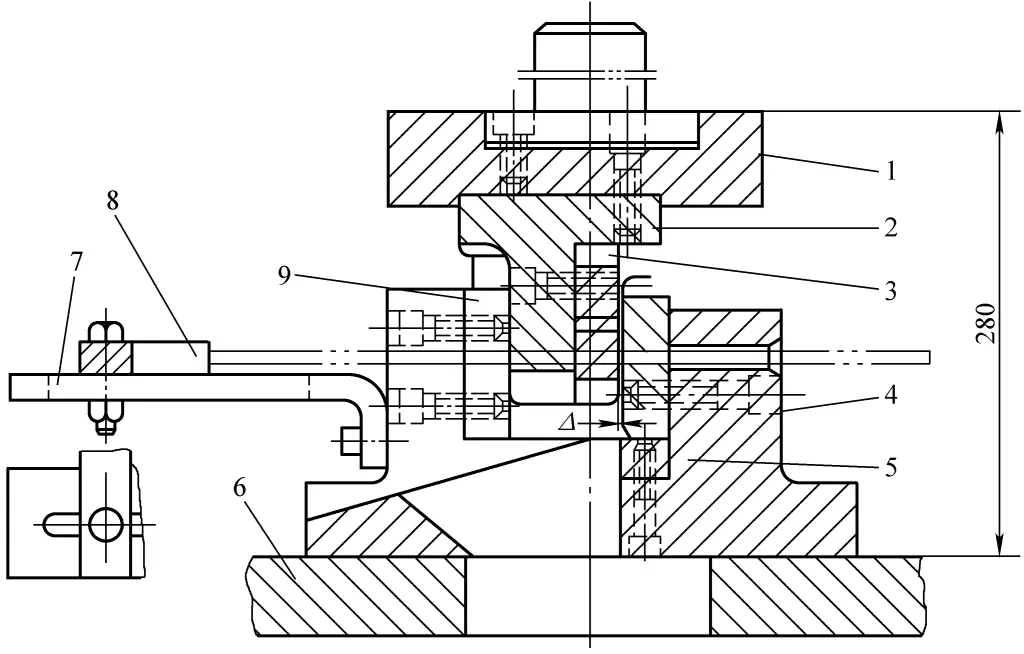
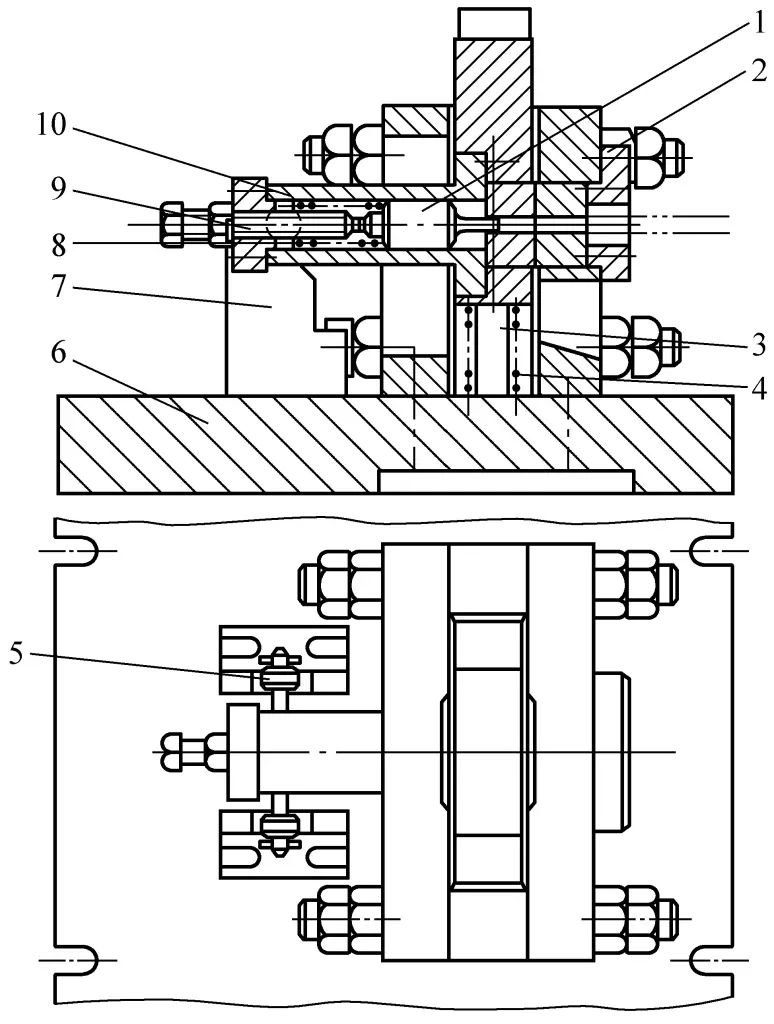
| Geser Presisi | 1) Cetakan geser palu berkecepatan tinggi (lihat Gambar 4) 2) Cetakan geser penjepit radial (lihat Gambar 5) 3) Die geser diferensial (lihat Gambar 6) 4) Cetakan geser tekanan aksial (lihat Gambar 7) 5) Geseran massa (lihat Tabel 5) | |
| Menurut jenis jumlah slot | 1) Die geser slot tipe tunggal (lihat Gambar 8) 2) Die geser slot tipe ganda (lihat Gambar 9) 3) Cetakan geser slot tipe ganda (lihat Gambar 10) | |
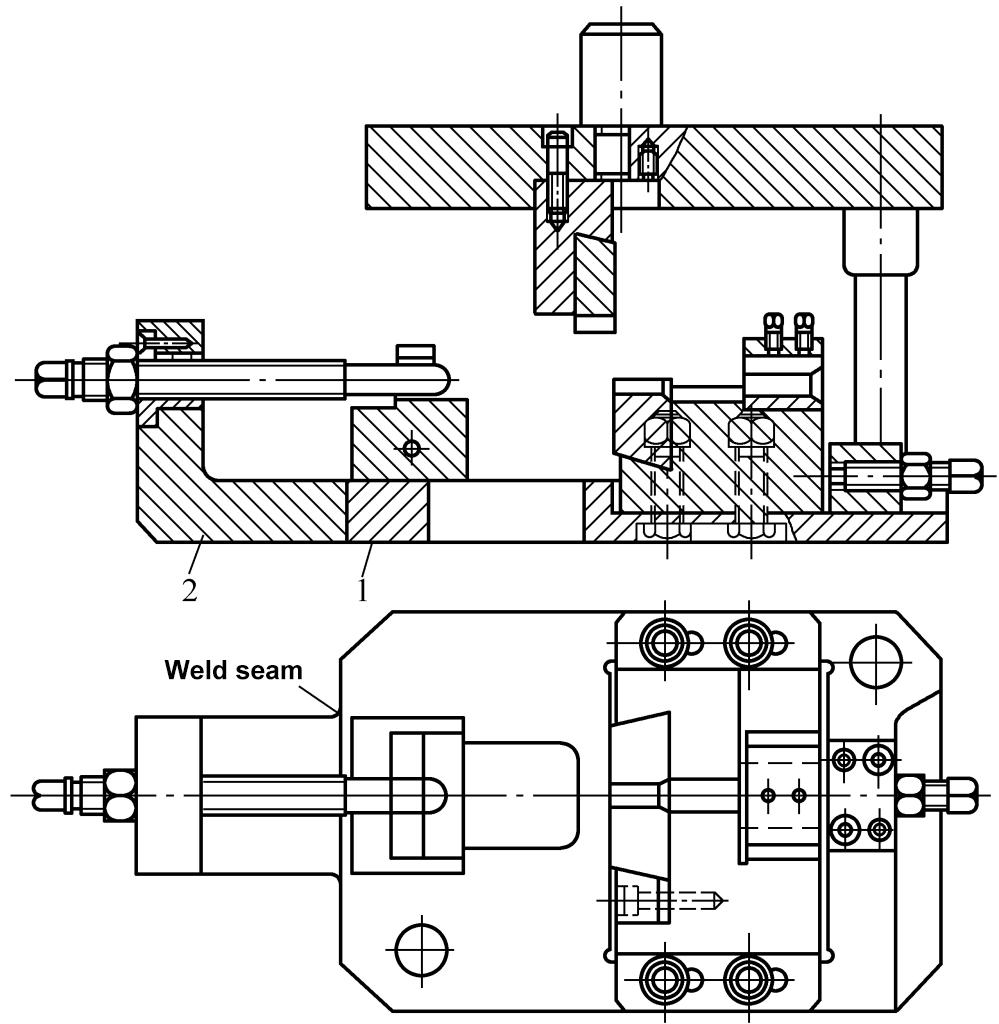
Catatan: 1. Diagram ini adalah diagram cetakan geser yang digunakan pada mesin press 500kN, strukturnya pada dasarnya sama dengan diagram terlampir pada Tabel 1, kecuali braket 2 dilas pada pelat dasar 1.
2. Saat menggeser material batang canai panas, radius tepi bilah dapat dipilih sesuai dengan Tabel 3. Ukuran selongsong pemandu D dipilih menurut Tabel 4.
Tabel 3 Dimensi radius tepi bilah (unit: mm)
| Diameter batang d | R |
| 8 | 4.3 |
| 9 | 4.8 |
| 10 | 5.4 |
| 11 | 5.9 |
| 12 | 6.4 |
| 13 | 6.9 |
| 14 | 7.4 |
| 15 | 7.9 |
| 16 | 8.4 |
| 17 | 8.9 |
| 18 | 9.4 |
Tabel 4 Dimensi Diameter Selongsong Pemandu (unit: mm)
| Diameter Batang d | D |
| 8 | 6.5 |
| 9 | 9.5 |
| 10 | 10.5 |
| 11 | 11.7 |
| 12 | 12.7 |
| 13 | 13.7 |
| 14 | 14.5 |
| 15 | 16 |
| 16 | 17 |
| 17 | 18 |
| 18 | 19 |
Tabel 5 Geseran Massa yang Sama
| Nomor Seri | Metode | Deskripsi |
| 1 | Metode Penimbangan | Gunakan timbangan elektronik untuk menimbang bagian pertama dari massa billet, dan secara otomatis mengoreksi posisi stopper berdasarkan perbedaan dari massa billet yang diberikan. Karena akurasi timbangan elektronik yang tinggi dalam beberapa tahun terakhir, akurasi massa billet dapat dikontrol dengan baik. Namun, kepala bahan rumah tangga seringkali tidak beraturan, yang akan mempengaruhi keakuratannya. Metode pengukuran massa bagian kedua dari blanko dapat digunakan untuk mencapai tujuan massa yang sama. |
| 2 | Metode Pengukuran Luas Penampang Material Batang | Sebelum melakukan pemotongan, ukur luas penampang material batang dan hitung panjang billet yang diperlukan untuk menyesuaikan posisi stopper secara otomatis. Umumnya, alat untuk mengukur luas penampang material batang dipasang di ujung lain konveyor rol tempat material diumpankan, dan pengukuran dilakukan sebelum pemotongan. |
| 3 | Metode Penimbangan Keseluruhan | Sebelum melakukan pemotongan, timbang seluruh batang dengan dua timbangan elektronik dan ukur panjang total batang untuk menghitung panjang billet yang diperlukan, dengan demikian menyesuaikan posisi stop block |
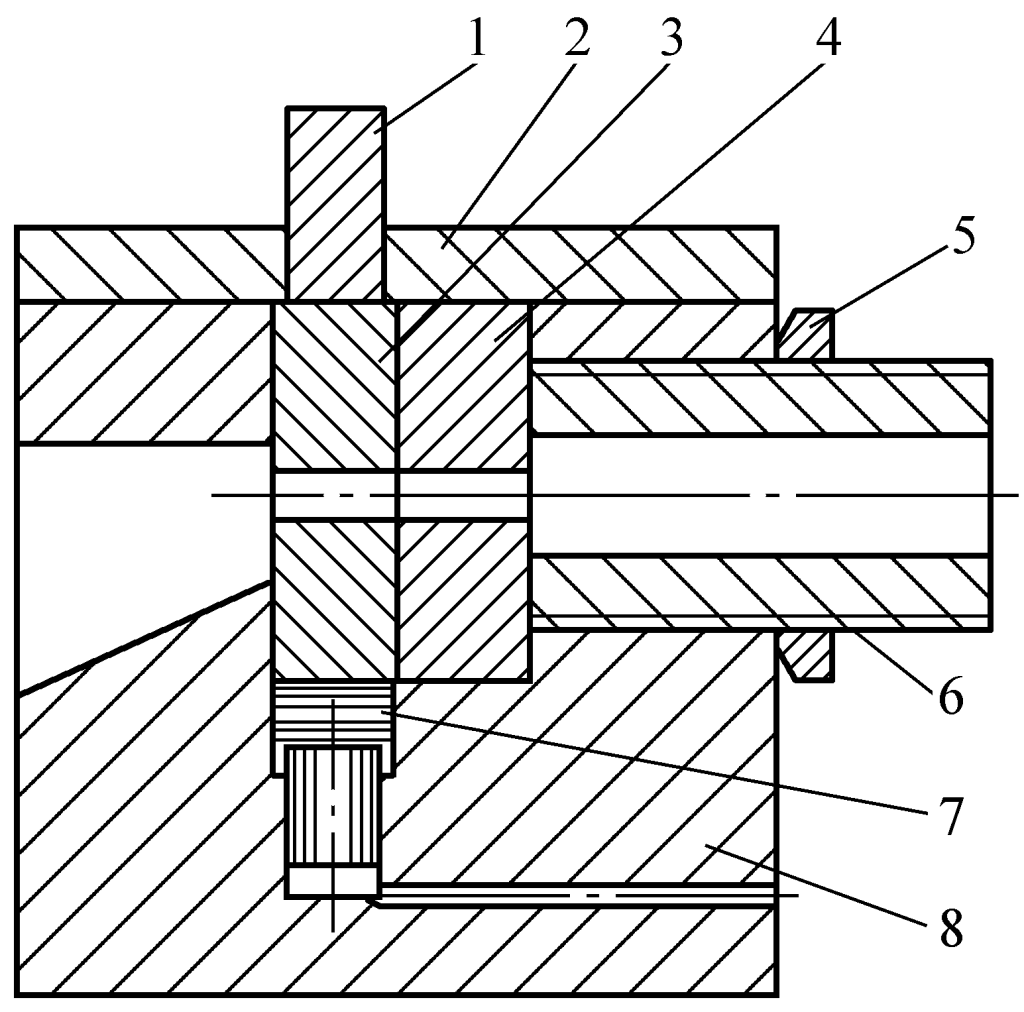
1-Pukulan
Pelat 2-penutup
3-Bilah yang bergerak
4-Bilah tetap
5-Menyesuaikan mur
6-Menyesuaikan tabung berulir
Perangkat 7-Buffer
Pemegang 8-Die
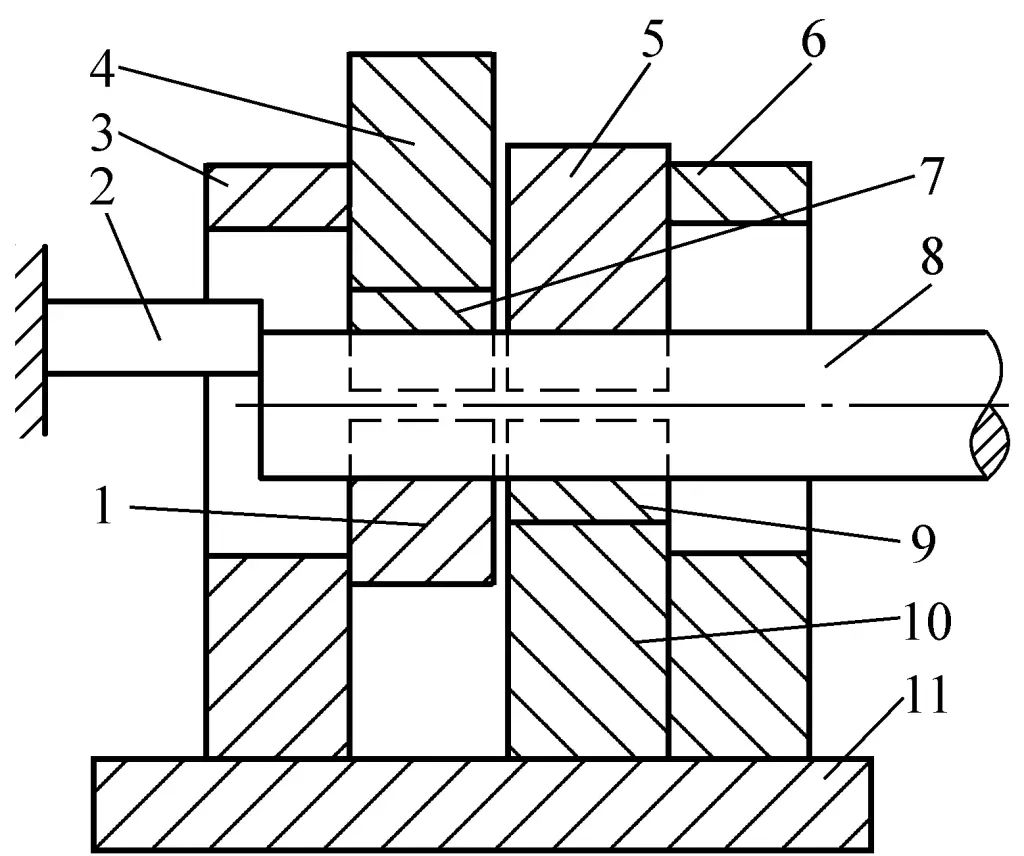
1-Blok tekanan blade yang bergerak
Blok pemosisian 2
Pelat dinding 3-depan
4-Penahan pisau yang bergerak
5-Blok tekanan blade tetap
6-Pelat dinding belakang
7-Bilah yang bergerak
Stok 8-Bar
Pisau 9-tetap
10-Penahan bilah tetap
11-Pelat dasar
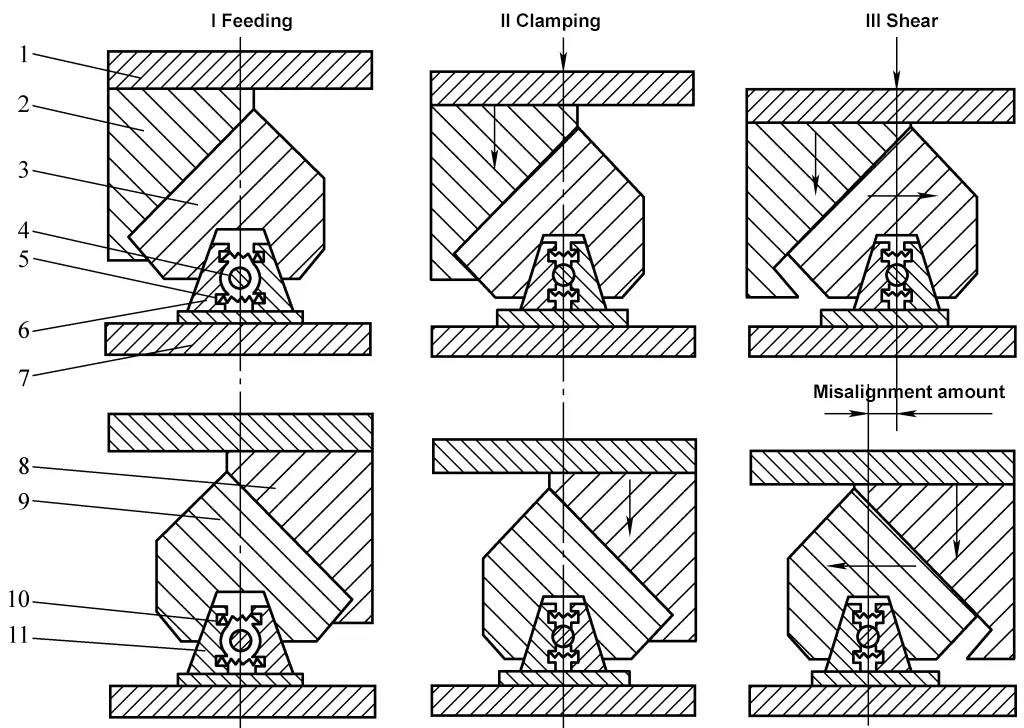
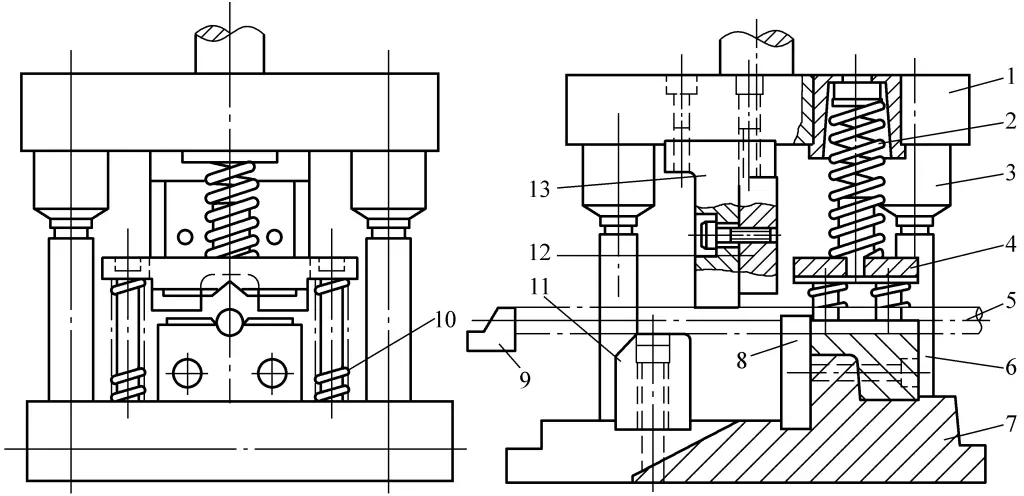
Piring 1-Atas
2-Besi miring belakang
Irisan 3-belakang
Stok 4-Bar
5, 10-Pegas
Penjepit 6-belakang (dengan bilah tertanam)
Piring 7-dasar
8-Besi miring depan
Irisan 9-depan
Penjepit 11-depan (dengan bilah tertanam)
Catatan: 1. Proses kerja cetakan geser diferensial: Pelat atas 1 dan besi miring depan dan belakang 8, 2 berada pada posisi tertinggi, klem depan dan belakang 11, 6 berada dalam keadaan terbuka di bawah aksi pegas 10, 5, pada saat ini bahan batang 4 dimasukkan; slide pers turun; tekanan diterapkan ke pelat atas, melalui besi miring depan dan belakang serta baji depan dan belakang 9, 3 yang memaksa klem depan dan belakang untuk mengatasi hambatan pegas, menjepit bahan batang; slide turun lebih jauh, besi miring belakang memaksa baji belakang untuk memindahkan penjepit belakang ke kanan, sedangkan besi miring depan memaksa baji depan untuk memindahkan penjepit depan ke kiri, ketika sejumlah gerakan relatif tercapai, bahan batang dicukur.
2. Kualitas geser dari cetakan geser diferensial ditunjukkan pada Tabel 6.
Tabel 6 Kualitas Geseran Die Geser Diferensial
| Kualitas Geser | Geser panas cetakan umum | Geser Dingin Diferensial |
| Vertikalitas | ≈5° | <1° |
| Jumlah Penyelesaian / mm | 2~3 | 0.5~0.6 |
| Kesalahan Panjang / mm | 1~2 | ±0.2 |
| Bagian Kualitas | Ketidakrataan Kasar | Datar dan Halus |
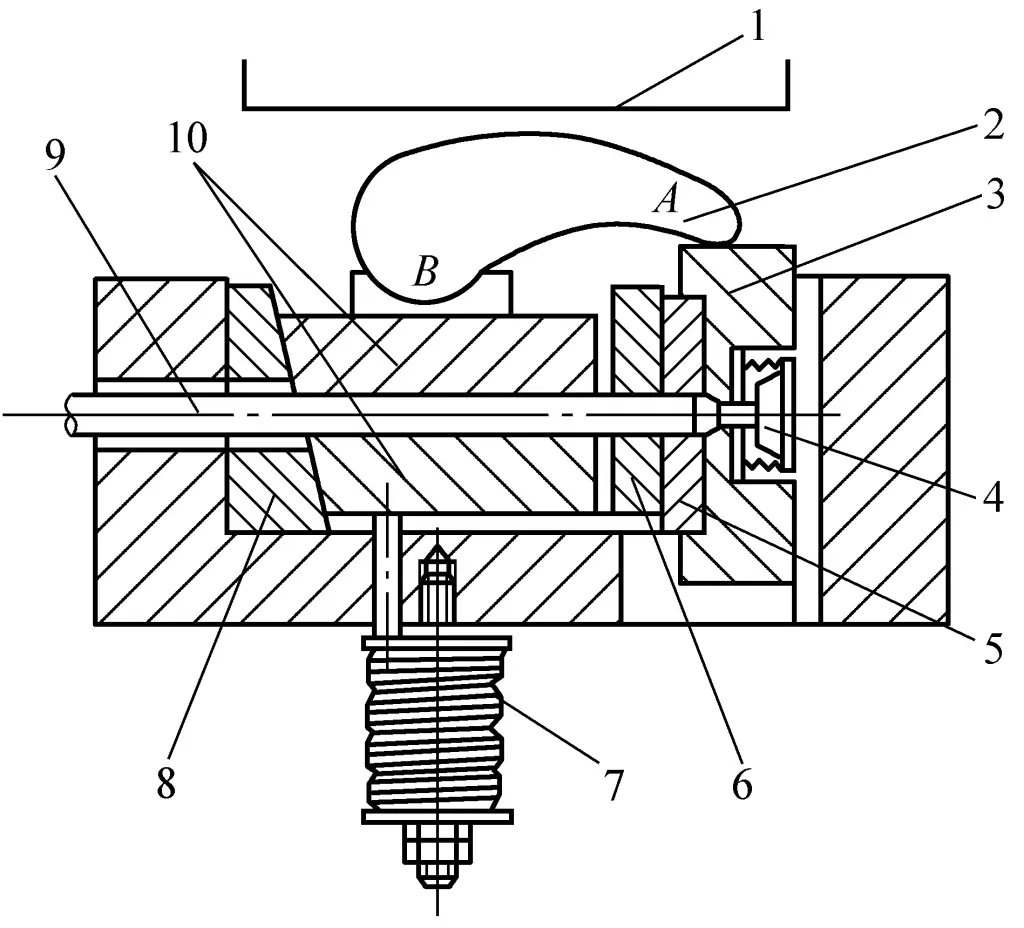
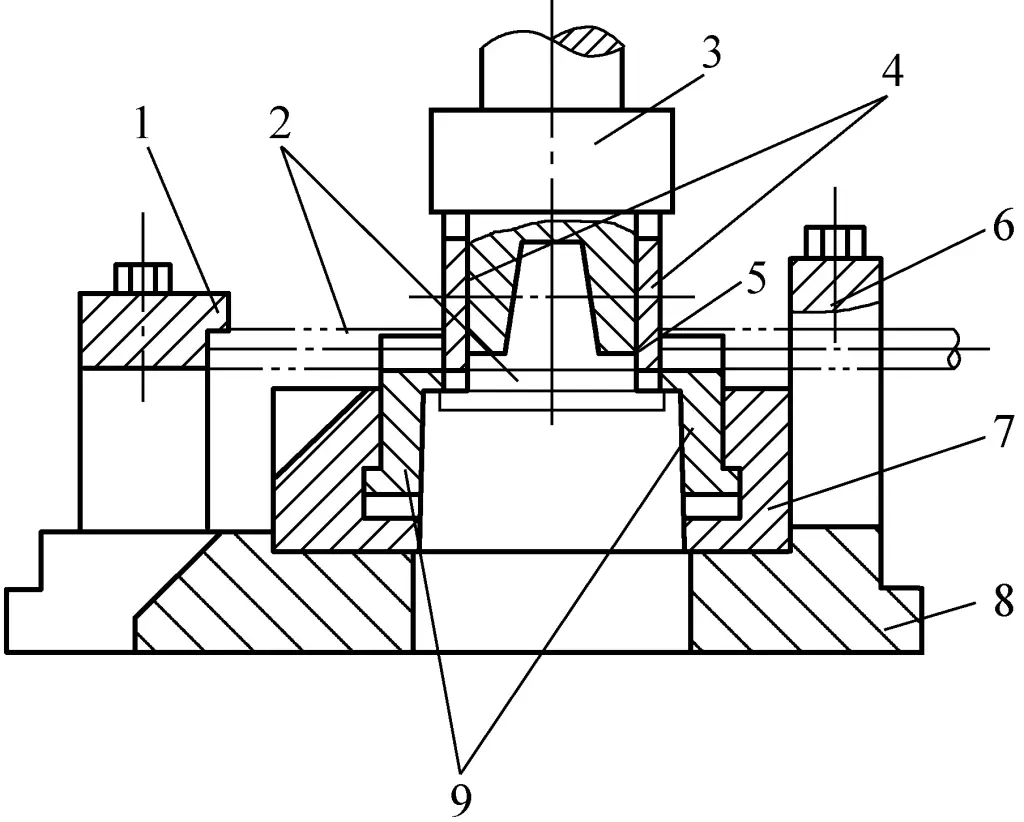
Geser 1-Tekan
Tuas Kontrol 2
Cetakan 3-Aktif
4-End block ejector
5-Bilah geser aktif
6-Bilah geser tetap
7-Pegas
8-Wedge
Stok 9-Bar
Cetakan penjepit 10-dibagi
Catatan:
(1) Proses kerja geser tekanan aksial: Stok batang 9 ditempatkan dalam cetakan penjepit yang dapat dibagi 10, slide pers 1 bergerak ke bawah menekan tuas kontrol 2, dan menyebabkannya berputar di sekitar titik A (karena ada tahanan geser dari stok batang, cetakan aktif 3 tidak bergerak), dengan demikian menerapkan gaya penjepitan ke cetakan penjepit yang dapat dibagi, dan dengan bantuan baji 8, gaya aksial diterapkan pada stok batang, sehingga menghasilkan tegangan tekan aksial pada stok batang.
(2) Setelah semua celah pada baji menghilang, slide mendorong tuas untuk berputar di sekitar titik B, memaksa bilah geser aktif untuk menggeser stok batang. Ketika langkah ke bawah dari bilah geser aktif berakhir, ini akan mengaktifkan ejektor 4, mengeluarkan billet di bawah bilah geser tetap 6. Komponen horizontal dari gaya penjepitan yang dihasilkan oleh baji juga memastikan bahwa bilah geser tetap dan aktif ditekan dengan kuat selama pemotongan.
Templat 1-Atas
2-Pegas kompresi
Selongsong 3-pemandu
Blok 4-kompresi
Bahan 5-Batang
6-Pos panduan
Templat 7-bawah
8-Pisau tetap
Blok pemosisian 9
10-Pegas balik blok kompresi
11-Blok tekanan belakang
12-Bilah yang bergerak
Genggaman 13 daya
1-Bingkai penyangga
Kosong 2-geser
Kursi mati 3-atas
4-Bilah atas
Stok 5-Bar
Bingkai 6-pemandu
7-Penahan pisau
Pemegang 8-Die
9-Pisau bawah
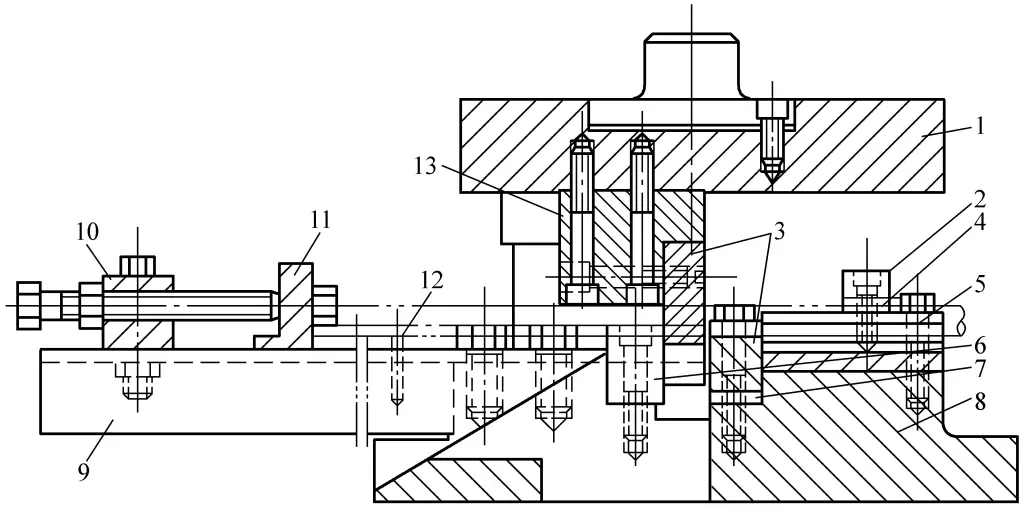
Templat 1-Atas
Pelat 2-penekan
3-Pisau atas dan bawah
4-Pencuci
Piring 5-pemandu
Blok pemandu 6
Bantalan 7-Pendukung
8-Basis
9-Braket
Pelat 10-Pendukung
Piring 11-Henti
Batang Pendukung 12
Tempat Alat 13-Atas
Tabel 7 Struktur dan Dimensi Pisau Alur Tunggal (unit: mm)
| Bilah atas | Bilah bawah | |
| Diagram yang Disederhanakan |  | 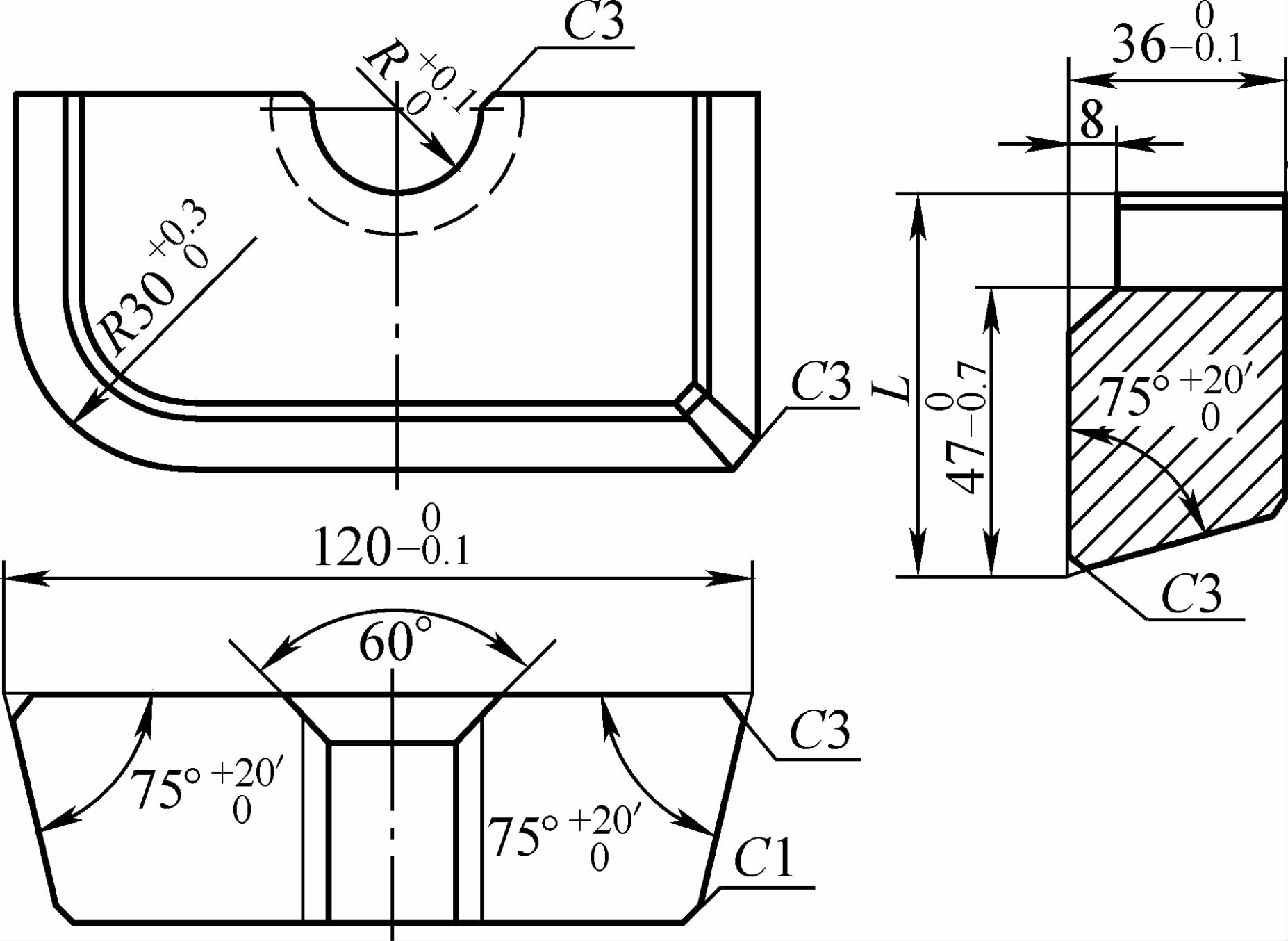 |
| Diameter batang d | R | |
| 11 | 5.85 | |
| 12 | 6.35 | |
| 13 | 6.85 | |
| 14 | 7.35 | |
| 15 | 8 | |
| 16 | 8.5 | |
| 17 | 9 | |
| 18 | 9.5 | |
| 19 | 10 | |
| 20 | 10.5 | |
| 21 | 11. 0 | |
| 22 | 11. 5 | |
| 23 | 12. 0 | |
| 24 | 12.5 | |
| 25 | 13 | |
| 26 | 13.5 | |
| 27 | 14 | |
| 28 | 14.5 | |
| 29 | 15 | |
| 30 | 15.5 | |
| 31 | 16 | |
| 32 | 16.5 | |
Tabel 8 Struktur dan dimensi bilah alur ganda (unit: mm)
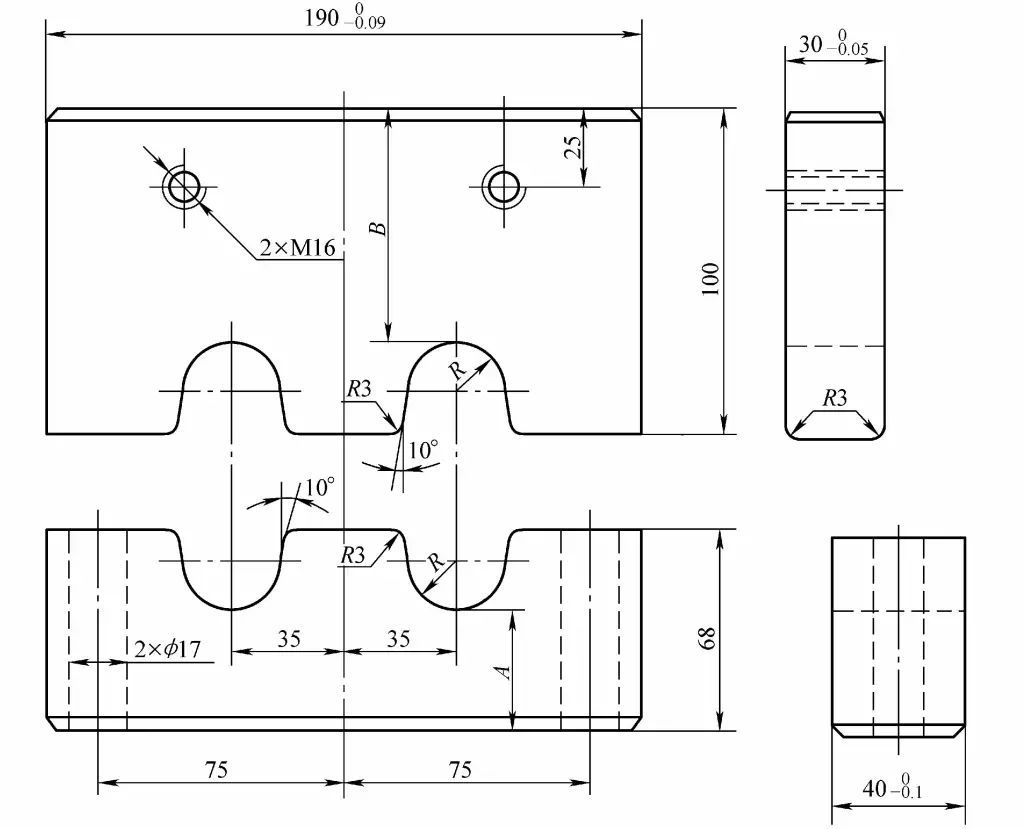
| Diameter batang d | 28 | 30 | 32 | 34 | 36 |
| R | 14.5 | 15.5 | 16.5 | 17.5 | 18.5 |
| A | 40 | 40 | 41 | 42 | 42 |
| B | 65 | 65 | 64 | 63 | 63 |
Tabel 9 Struktur dan dimensi bilah multi-alur (unit: mm)
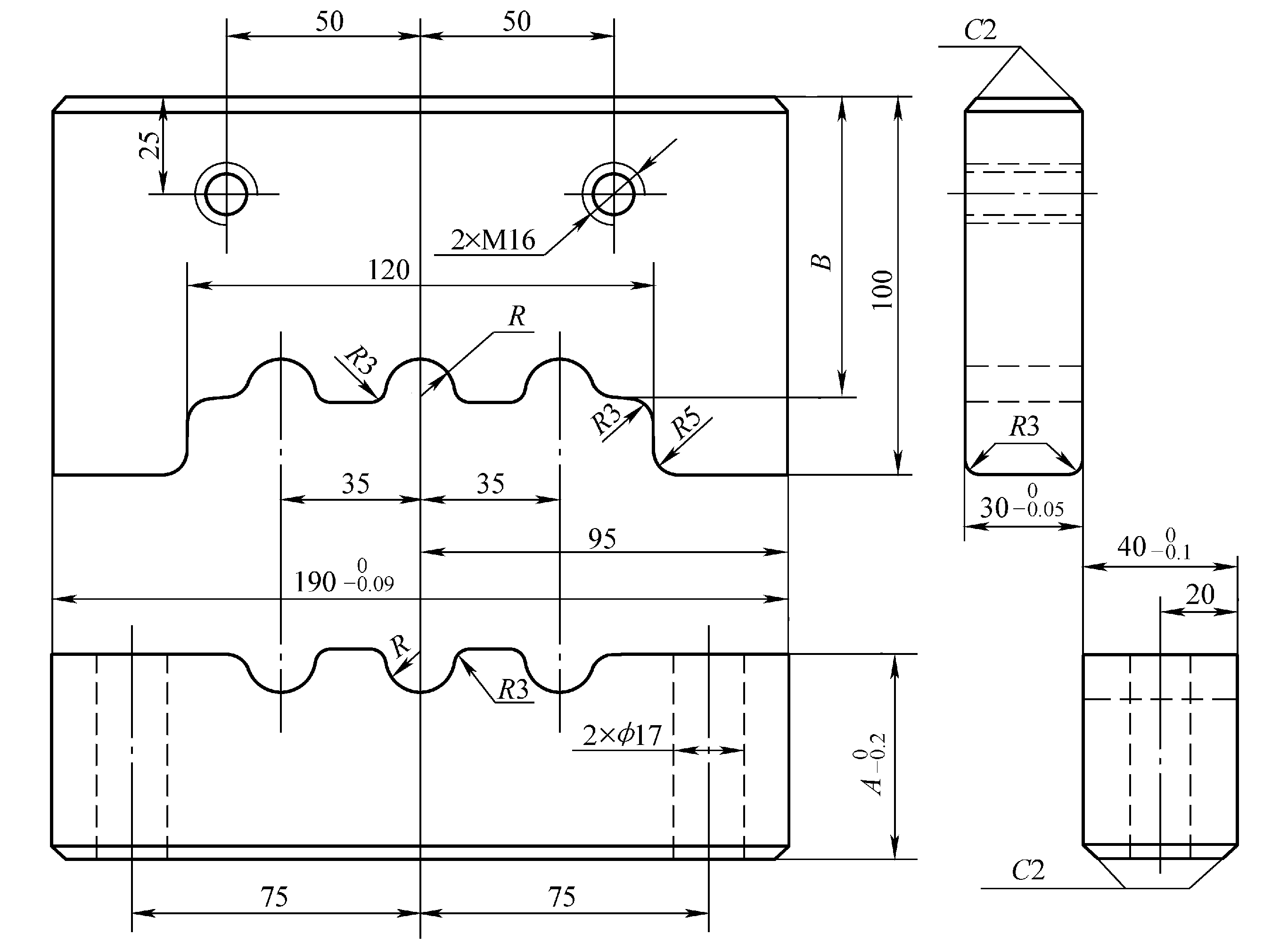
| Diameter batang d | 14 | 16 | 18 | 20 | 22 | 25 | 28 |
| R | 7.5 | 8.5 | 9.5 | 10.5 | 11.5 | 13 | 14.5 |
| A | 45 | 46 | 48 | 48.5 | 50 | 52 | 54.5 |
| B | 78 | 78 | 79 | 80.5 | 81 | 82 | 82.5 |
Lihat Tabel 10 untuk struktur dan dimensi selongsong pemandu.
Tabel 10 Struktur dan Dimensi Selongsong Pemandu (Satuan: mm)
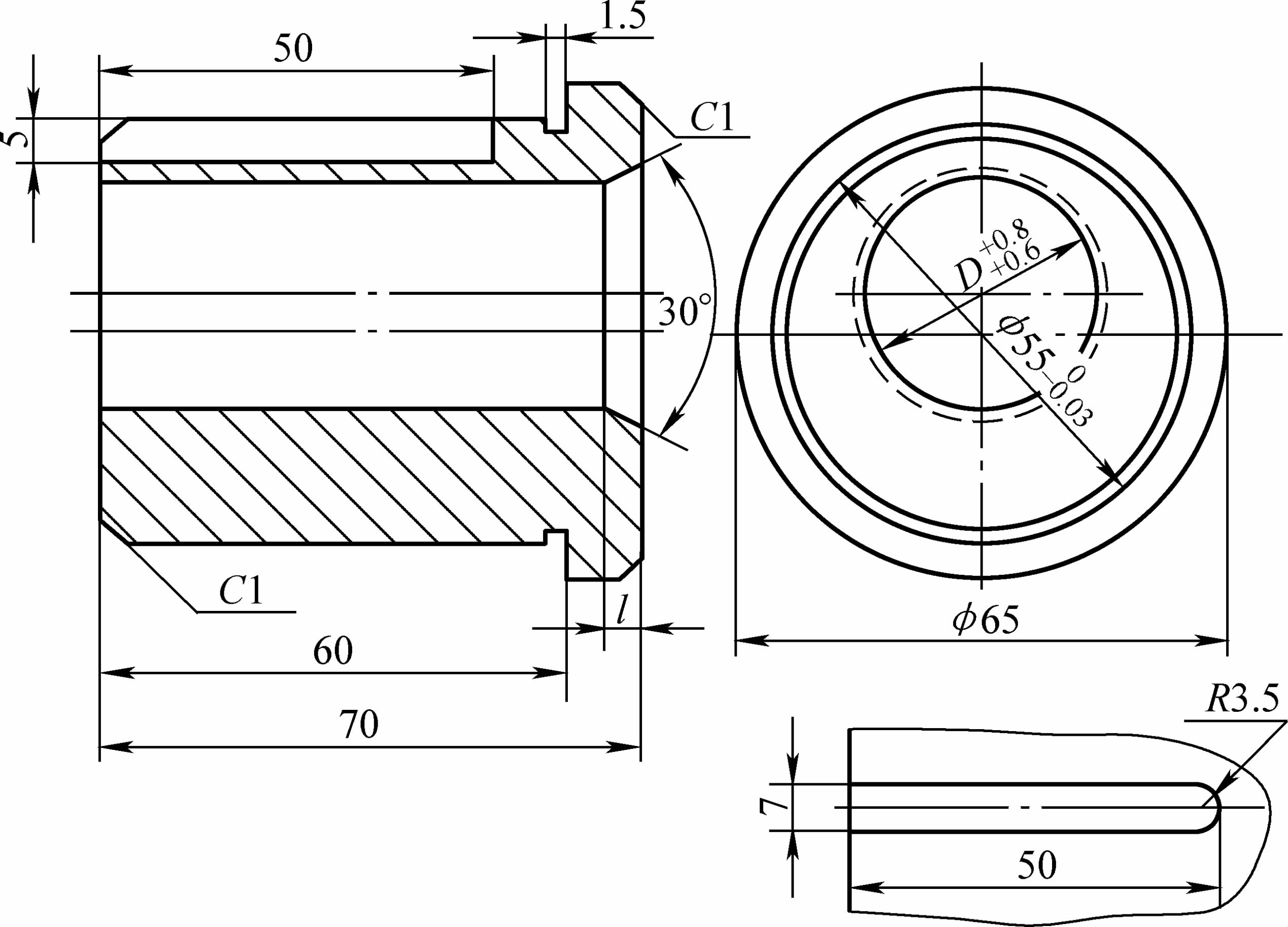
| Diameter batang d | D | l |
| 11 | 11.7 | 12 |
| 12 | 12.7 | 13 |
| 13 | 13.7 | 14 |
| 14 | 14. 7 | 15 |
| 15 | 16 | 16 |
| 16 | 17 | 17 |
| 17 | 18 | 18 |
| 18 | 19 | 19 |
| 19 | 20 | 20 |
| 20 | 21 | 21 |
| 21 | 22 | 22 |
| 22 | 23 | 23 |
| 23 | 24 | 24 |
| 24 | 25 | 25 |
| 25 | 26 | 26 |
| 26 | 27 | 10 |
| 27 | 28 | 10 |
| 28 | 29 | 5 |
| 29 | 30 | 5 |
| 30 | 31 | 4 |
| 31 | 32 | 4 |
| 32 | 33 | 4 |
Lihat Tabel 11 untuk deviasi blanko dari pers.
Tabel 11 Penyimpangan Kosong dari Press (Satuan: mm)
| Diameter batang atau panjang sisi bahan persegi | Panjang kosong | |||
| <300 | 300~600 | 600~1000 | >1000 | |
| <10 | ±0.5~±0.6 | ±0.6~±0.7 | ±0.7~±0.8 | ±0.8~±0.9 |
| 10~20 | ±0.6~±0.7 | ±0.7~±0.8 | ±0.8~±0.9 | ±0.9~±1.0 |
| 20~30 | ±0.7~±0.8 | ±0.8~±0.9 | ±0.9~±1.0 | ±1.0~±1.2 |
| 30~40 | ±0.8~±0.9 | ±0.9~±1.0 | ±1.0~±1.1 | ±1.2~±1.5 |







