
Altezza minima di curvatura a V
Quanto si può scendere con la piegatura a V? Capire l'altezza minima di piegatura è fondamentale per la precisione nella lavorazione dei metalli. Questo articolo...
Quando si lavora con la piegatura a Z nella fabbricazione dei metalli, il raggiungimento della corretta altezza minima di piegatura è essenziale per garantire la precisione e l'integrità strutturale. Questo articolo approfondisce gli aspetti tecnici della piegatura a Z, spiegando come calcolare l'altezza minima di piegatura in base allo spessore del materiale e alla larghezza dello stampo. La comprensione di questi parametri consente di ottimizzare i processi di piegatura, evitare le insidie più comuni e migliorare la qualità dei componenti metallici. Continuate a leggere per scoprire le linee guida e le raccomandazioni dettagliate per ottenere una piegatura a Z perfetta nei vostri progetti.
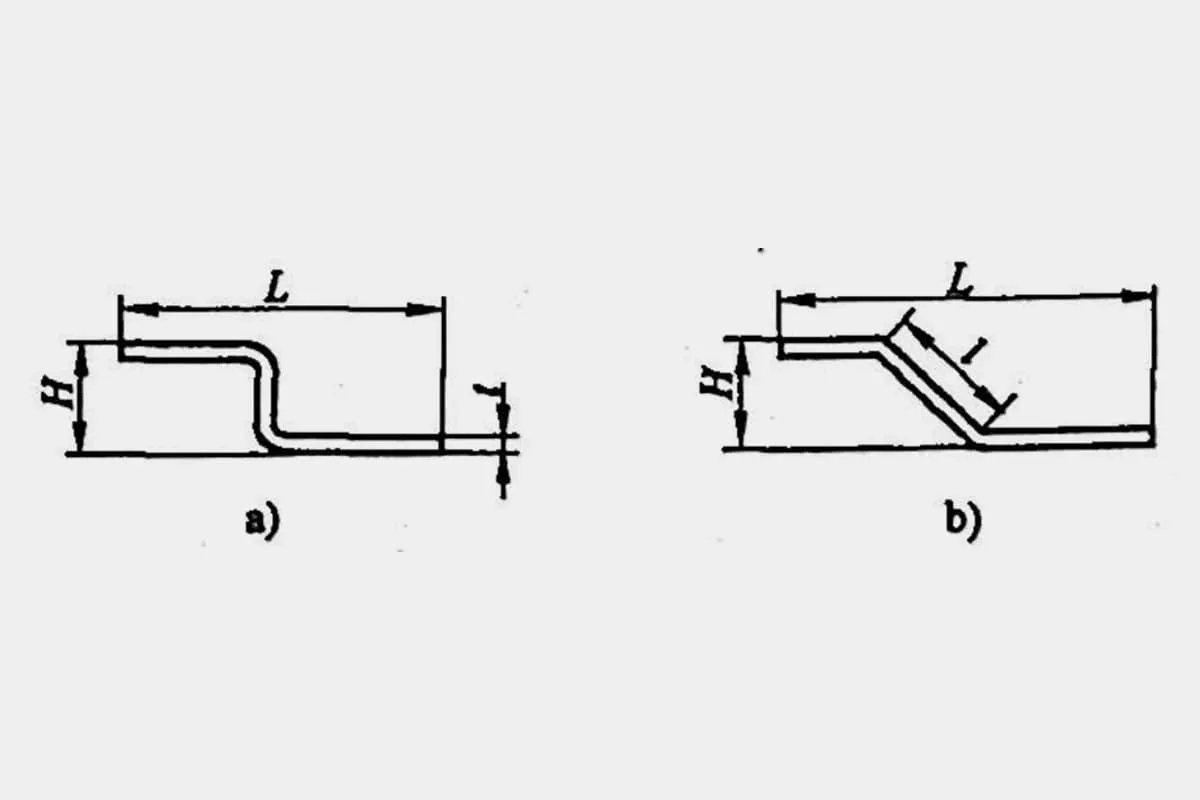
La piegatura a Z, nota anche come piegatura sfalsata, può essere classificata in piegatura sfalsata con bordo dritto e piegatura sfalsata con bordo inclinato, a seconda dell'angolo di formatura (vedere Figura 1). Il metodo di lavorazione viene determinato in base all'altezza di sfalsamento.
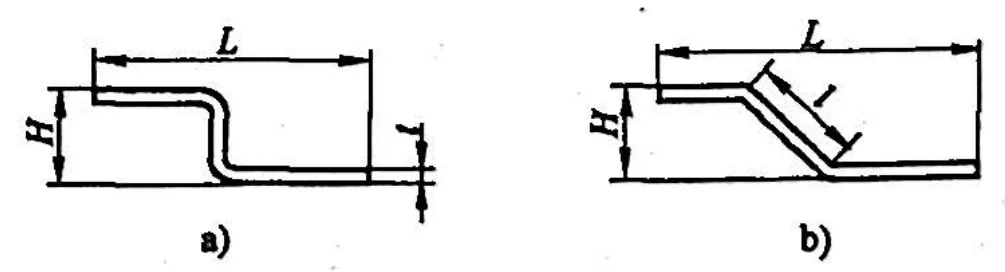
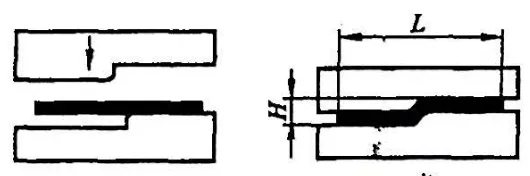
Nel caso della piegatura offset a bordo diritto (Figura 1), quando l'altezza di offset H rientra nell'intervallo 0<H≤2t e il lotto non è di grandi dimensioni, può essere lavorato utilizzando uno stampo offset su una macchina piegatrice, come illustrato nella Figura 2.
Quando l'altezza di offset è compresa tra 2t l'altezza minima di piegatura della piega a Z (offset), la piegatrice viene utilizzata per la lavorazione di piegatura bidirezionale.
La prima fase dell'elaborazione della piegatura a Z (offset) su una macchina piegatrice è calcolato come nell'articolo sulla curvatura a V caricato in precedenza. Lo stato iniziale della curvatura a Z nella seconda fase è illustrato nella Figura 3.
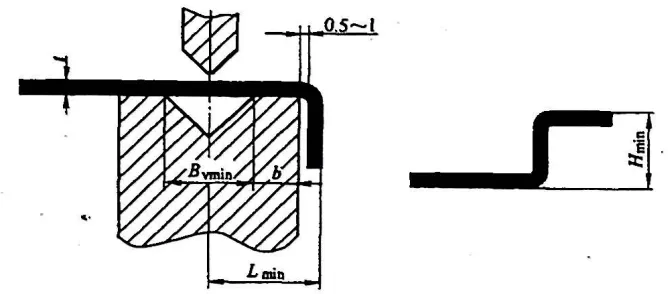
Come si può vedere dalla figura, i processi di piegatura a Z e a V sono molto simili, e c'è anche il problema dell'altezza minima di piegatura della piegatura a Z. A causa della limitazione della struttura dello stampo inferiore, la dimensione minima Lmin dalla linea di piegatura (linea di simmetria della scanalatura dello stampo inferiore) al bordo superiore della forma a Z per la piegatura a Z a 90° è maggiore di quella della piegatura a V, che può essere calcolata come segue:
Lmin = Bvmin/2 + 6 + t + (0.5~1)
Dove:
b - Dimensioni strutturali dalla scanalatura inferiore della matrice al bordo (in mm), di solito b > 5 mm.
La formula per calcolare l'altezza minima del bordo della piegatura a Z (offset) è la seguente:
Hmin = (Bvmin-x)/2 + b + 2t + (0,5~1)
I valori raccomandati per l'altezza minima del bordo della piegatura a Z (offset) per diversi spessori di materiale t sono riportati nella Tabella 1.
Tabella 1: Valori consigliati per l'altezza minima di curvatura a Z (offset) (unità: mm)
| Numero di serie | Spessore del materiale t | Larghezza della fessura dello stampo Bv | Raggio dell'arco di punzonatura r0 | Altezza curva a Z Hmin |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 o 0,3 | 9.5 |
| 4 | 1.0 | 6 | 1 o 0,5 | 10.4 |
| 5 | 1.2 | 8 (o 6) | 1 o 0,5 | 11,7(o 10,7). |
| 6 | 1.5 | 10 (o 8) | 1 o 0,5 | 13,3 (o 12,3) |
| 7 | 2.0 | 12 | 1,5 o 0,5 | 15.2 |
| 8 | 2.5 | 16 (o 14) | 1,5 o 0,5 | 18,2 (o 17,2)) |
| 9 | 3.0 | 18 | 2 o 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
Nota: i dati riportati nella tabella sono empirici e vengono forniti solo a titolo di riferimento.







