Attrezzature e strumenti per il disegno profondo: Guida essenziale
Come si trasformano le lamiere piatte in forme 3D complesse? La risposta è nel disegno profondo. Questo articolo svela l'interno...
E se le macchine dietro le quinte potessero aumentare l'efficienza e la precisione della produzione come mai prima d'ora? In questo articolo esploriamo le attrezzature essenziali per lo stampaggio della lamiera, dalla sbobinatura al taglio, dalla piegatura alla pressatura. Scoprite le ultime novità e come possono ottimizzare il vostro processo produttivo, garantendo qualità e convenienza. Immergetevi nel mondo delle presse meccaniche, delle macchine CNC e degli strumenti ausiliari per scoprire le tecnologie che danno forma alla moderna lavorazione dei metalli.

La configurazione degli impianti di produzione per lo stampaggio deve essere considerata in modo olistico, tenendo conto delle caratteristiche dei pezzi stampati e del volume di produzione. Le parti stampate delle carrozze ferroviarie sono caratterizzate da un'ampia varietà e da piccole quantità.
Pertanto, quando si configura l'impianto di produzione per lo stampaggio, è necessario considerare la possibilità di soddisfare le esigenze di produzione della maggior parte dei pezzi stampati autoprodotti, soddisfacendo al contempo i requisiti economici.
I principi di configurazione attrezzature per lo stampaggio per le autovetture ferroviarie sono i seguenti:
1) Le attrezzature di produzione devono essere in grado di soddisfare le esigenze di produzione di parti strutturali fondamentali per la sicurezza operativa delle carrozze passeggeri.
2) Date le caratteristiche delle varietà multiple e della produzione in piccoli lotti, è essenziale scegliere apparecchiature versatili e flessibili, in grado di svolgere più attività.
3) Per le apparecchiature specializzate, come le piegatrici, è necessario prendere in considerazione processi alternativi o, in caso di malfunzionamento, continuare la produzione con apparecchiature sostitutive.
Successivamente, presenterò le attrezzature di stampaggio comunemente utilizzate per la produzione di pezzi stampati per le carrozze ferroviarie.
Piastra d'acciaio srotolamento per lo srotolamento dei materiali in bobina d'acciaio. Il volume di produzione dei pezzi stampati per le carrozze ferroviarie è ridotto e le specifiche delle lamiere richieste sono diverse, rendendo difficile l'approvvigionamento. Se le specifiche vengono ridotte, il tasso di utilizzo dei materiali diminuisce, con conseguente aumento dei costi.
Dal punto di vista della riduzione dei costi, è più economico e ragionevole acquistare materiali in bobina e svolgerli internamente.
L'apparecchiatura di sbobinatura utilizzata dai costruttori di vagoni ferroviari è progettata per sbobinare materiali in bobina con uno spessore inferiore a 6 mm. La Figura 3-13 rappresenta la linea di svolgitura delle lamiere d'acciaio e la Tabella 3-33 elenca i parametri di base della linea di svolgitura delle lamiere d'acciaio.

Tabella 3-33: Parametri di base della linea di sbobinatura delle lastre d'acciaio
| Parametri | Gamma numerica | Unità |
| Larghezza bobina | 500~1500 | mm |
| Spessore della bobina | 1.0~6.0 | mm |
| Massa della bobina | ≤10000 | kg |
| Lunghezza di taglio | 500~4500 | mm |
| Numero di tagli | 20~60 | Tempi/Min |
| Precisione della lunghezza di taglio | ≤±1 | mm |
| Precisione di livellamento | ≤1 | mm/m |
Questo viene utilizzato principalmente per preparare la materia prima alla successiva lavorazione. Oltre alle attrezzature di taglio tradizionali, negli ultimi anni si è assistito all'avvento di dispositivi di taglio a controllo numerico, come le taglierine laser e le taglierine a getto d'acqua ad alta pressione. Queste innovazioni hanno integrato le fasi di lavorazione delle lastre piane, consentendo di completare la lavorazione in una sola volta.
La Figura 3-14 mostra un CNC tosatura La Tabella 3-34 fornisce lo scopo e i parametri di base della cesoia.
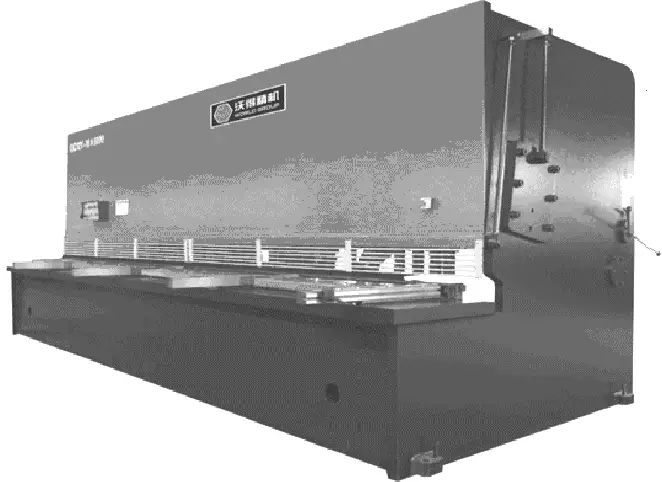
Tabella 3-34: Scopo e parametri di base di Macchina cesoia
| Numero di serie | Nome dell'apparecchiatura | Descrizione dell'apparecchiatura |
| 1 | Macchina per la tranciatura di piastre sottili CNC | (1) Utilizzato per la cesoiatura e il taglio di piastre d'acciaio con uno spessore di ≤10 mm (2) Spessore massimo di taglio: 10 mm per l'acciaio al carbonio, 6 mm per l'acciaio inossidabile. (3) Lunghezza massima di taglio: 4000 mm (4) Dotato di dispositivo antitorsione (5) Dotato di dispositivo di supporto del materiale posteriore (6) L'angolo di taglio e la distanza tra le lame possono essere regolati con il controllo CNC. |
| 2 | Macchina per la tranciatura di piastre spesse CNC | (1) Utilizzato per la cesoiatura e il taglio di piastre d'acciaio con uno spessore di ≤16 mm (2) Spessore massimo di taglio: 16 mm per l'acciaio al carbonio, 8 mm per l'acciaio inossidabile. (3) Lunghezza massima di taglio: 4000 mm (4) Dotato di dispositivo di supporto del materiale posteriore (5) L'angolo di taglio e la distanza tra le lame possono essere regolati con il controllo CNC. |
La Figura 3-15 rappresenta le attrezzature di taglio e tranciatura CNC, mentre la Tabella 3-35 fornisce i tipi di attrezzature di taglio e i loro parametri fondamentali.

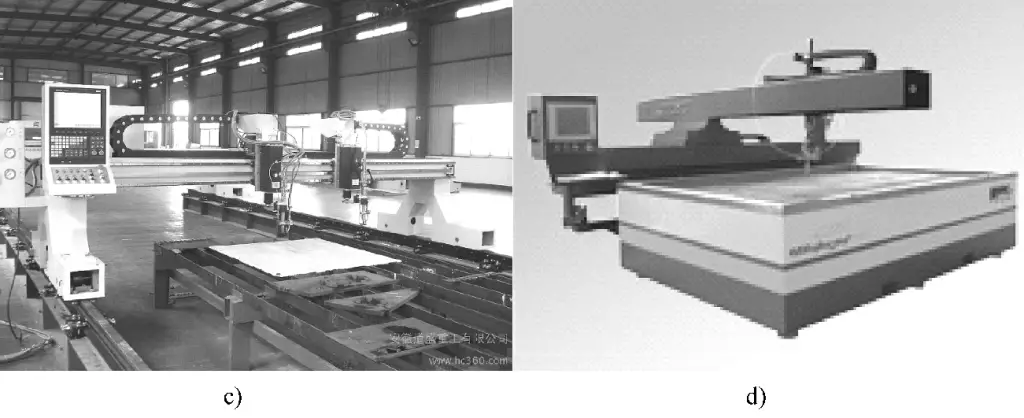
a) Taglio laser macchina
b) Macchina da taglio a fiamma CNC
c) Precisione macchina per il taglio al plasma
d) Macchina per il taglio a getto d'acqua ad alta pressione
Tabella 3-35 Tipi di attrezzature da taglio e relativi parametri fondamentali
| Numero di serie | Nome dell'apparecchiatura | Descrizione dell'apparecchiatura |
| 1 | Macchina da taglio laser | (1) Utilizzato per il taglio e la tranciatura di piastre metalliche di spessore ≤ 20 mm. (2) Potenza di taglio ≥ 4kW (3) Dimensioni del piano di lavoro intercambiabile di 2 m × 4 m (4) Spessore di taglio20 mm per le piastre in acciaio al carbonio, 12 mm per le piastre in acciaio inossidabile, 8 mm per le piastre in lega di alluminio. |
| 2 | Macchina da taglio a fiamma CNC | (1) Utilizzato per il taglio e la tranciatura di lamiere in acciaio al carbonio con spessore ≤ 200 mm. (2) Dimensioni del tavolo di lavoro di 3m × 40m, con struttura a telaio multi-gantry (3) Capacità massima di taglio: lamiera di acciaio al carbonio di 200 mm di spessore |
| 3 | Macchina per il taglio al plasma di precisione | (1) Utilizzato per il taglio e la tranciatura di lamiere d'acciaio di spessore ≤ 30 mm. (2) Taglio a secco con dispositivo di aspirazione sincronizzata delle polveri (3) Dimensioni del tavolo di lavoro di 3m × 20m (4) Spessore di taglio: 30 mm per le lamiere in acciaio al carbonio, 20 mm per le lamiere in acciaio inox |
| 4 | Macchina da taglio ad acqua ad alta pressione | (1) Utilizzato per il taglio e la tranciatura di piastre in lega di alluminio con uno spessore ≤ 300 mm. (2) Spessore massimo di taglio: 300 mm (3) Dimensioni del tavolo di lavoro di 2m × 4m |
La Figura 3-16 rappresenta la macchina di livellamento delle lamiere d'acciaio, mentre la Tabella 3-36 fornisce i parametri funzionali di base della macchina di livellamento. A causa delle irregolarità delle materie prime delle lamiere d'acciaio o della deformazione durante la lavorazione, è necessario un livellamento.

a) Livellatore a 19 rulli a piastra sottile
b) Livellatore a piastra spessa
Tabella 3-36: Parametri funzionali di base delle macchine livellatrici
| Numero di serie | Nome dell'apparecchiatura | Descrizione dell'apparecchiatura |
| 1 | Livellatore a piastra sottile | (1) Utilizzato per piastre di livellamento con uno spessore di 0,5~8mm (2) La larghezza massima di livellamento è di 1500 mm. (3) La lunghezza minima di livellamento è di 100 mm. (4) La precisione di livellamento è di 1 mm/m (5) Il limite massimo di snervamento della piastra di acciaio per il livellamento è di 800MPa. |
| 2 | Livellatore a piastra spessa | (1) Utilizzato per piastre di livellamento con uno spessore di 6~22 mm (2) La semilarghezza massima di livellamento è di 2000 mm. (3) La lunghezza minima di livellamento è di 400 mm. (4) La precisione di livellamento è di 1 mm/m (5) Il limite massimo di snervamento della piastra di acciaio per il livellamento è di 800MPa. |
| 3 | Macchina per raddrizzare | (1) Utilizzato per la raddrizzatura di vari tipi di acciaio. (2) La forza nominale è di 2000kN |
La Tabella 3-37 presenta i parametri delle presse meccaniche. Queste presse sono utilizzate principalmente per operazioni di punzonatura e formatura. In base ai tipi di parti di stampaggio per i veicoli ferroviari, sono equipaggiati principalmente cinque tipi di presse.
Tabella 3-37: Parametri delle presse meccaniche
| Articolo | Unità | Tipo di apparecchiatura | |||||
| JC21 - Pressa 160A | J36 - 250 Press | Pressa da 500 t | Stampa 2000t | Pressa a frizione da 100 t | |||
| Forza nominale | kN | 1600 | 2500 | 5000 | 20000 | 1000 | |
| Gamma di corse della slitta | mm | 160 | 400 | 500 | 630 | 300 | |
| Lunghezza di regolazione del leveraggio | mm | 130 | 220 | 200 | 270 | ||
| Frequenza di corsa della slitta | corse/min | 50 | 17 | 9 | 6 | 18 | |
| Distanza dal centro della slitta al letto (profondità della gola) | mm | 380 | |||||
| Distanza tra le guide | mm | 800 | 1085 | ||||
| Distanza dal fondo della guida al piano di lavoro | mm | 620 | 600 | 1340 | 920 | 500×500 | |
| Dimensioni del piano di lavoro | Scivolo superiore | mm | 440×600 | 1000×2300 | 1440×1800 | 1700×3710 | |
| Tavolo da lavoro | mm | 710×1120 | 1250×2450 | 1505×1800 | 1900×4000 | ||
| Cuscino d'aria | Quantità | mm | 3 | 2 | 2 | 3 | |
| Forza di ciascun cuscino d'aria | kN | 65 | 300 | 300 | 3000 | ||
| Ictus | mm | 200 | 250 | 200 | 250 | ||
| Altezza di chiusura dello stampo consentita | mm | 190~320 | 225~445 | 410~600 | 375~645 | 120~420 | |
| Dimensione del foro della maniglia | mm | Φ80 | |||||
| Dimensioni dell'asta di supporto standard marrone o dell'asta di supporto | mm | Φ35 ×L | Φ48 | Φ58 × L | |||
Le piegatrici a controllo numerico sono le attrezzature più utilizzate nella produzione di pezzi stampati per le carrozze ferroviarie, con oltre 80% di pezzi formati su queste macchine.
La Figura 3-17 illustra una macchina piegatrice CNC, mentre la Tabella 3-38 ne fornisce i parametri. Si noti che la macchina è dotata di un formato di assi CNC 3+2, il che significa che il calibro posteriore ha due assi e richiede non solo un movimento in avanti e in dietro, ma anche un movimento verso l'alto e verso il basso controllato dal CNC.
Per le piegatrici con una lunghezza del piano di lavoro superiore a 3 metri, il numero di blocchi di posizionamento del calibro posteriore deve essere pari o superiore a tre.
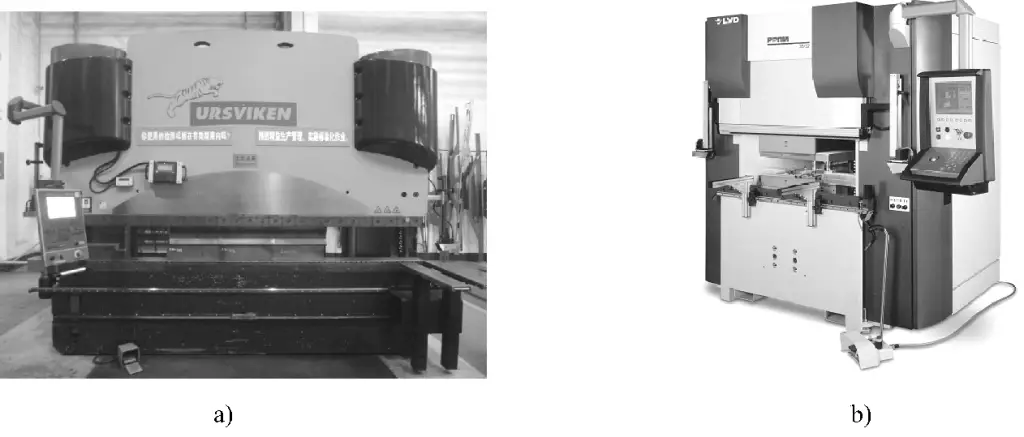
a) Curvatrice CNC da 3200kN
b) Curvatrice CNC da 800kN
Tabella 3-38 Parametri della piegatrice CNC (prodotti della società Huangshi LVD)
| Modello di macchina | 80/3200 | 160/3200 | 320/4000 | 400/4000 |
| Forza nominale/kN | 800 | 1600 | 3200 | 4000 |
| Lunghezza di piegatura/mm | 3200 | 3200 | 3200 | 4000 |
| Interasse colonne/mm | 2700 | 2700 | 2700 | 3500 |
| Profondità della gola/mm | 400 | 400 | 400 | 500 |
| Corsa del cursore/mm | 170 | 170 | 170 | 200 |
| Altezza del tavolo/mm | 800 | 800 | 800 | 800 |
| Altezza di montaggio dello stampo/mm | 600 | 600 | 600 | 600 |
| Potenza del motore principale/kw | 5.5 | 11 | 18.5 | 22.5 |
| Numero di cilindri di compensazione | 3 | 3 | 3 | 4 |
| Numero di assi di controllo | 3+2 | 3+2 | 3+2 | 3+2 |
| Calibro posteriore Corsa asse X/mm | 500 | 500 | 500 | 500 |
| Calibro posteriore Velocità asse X/(mm/s) | 200 | 200 | 200 | 200 |
La Figura 3-18 illustra un Punzonatrice a torretta CNCLa Tabella 3-39 presenta alcuni dei suoi parametri tecnici. La punzonatrice a torretta CNC è utilizzata principalmente per la punzonatura, il taglio, la formatura e la flangiatura di lamiere di spessore inferiore a 5 mm.

Tabella 3-39 Parametri parziali della punzonatrice a torretta CNC
| 1 | Dimensione della tabella | 2500mm×1250mm |
| 2 | Spessore massimo della lamiera punzonata | 8 mm |
| 3 | Massimo Forza di punzonatura | 220kN |
| 4 | Frequenza massima di punzonatura (E=1mm) | 1400 volte al minuto |
| 5 | Area di installazione | 6760mm×6100mm |
La Figura 3-19 mostra la macchina stiratrice CNC V75 prodotta dall'azienda americana CYRILBATH. È utilizzata principalmente per la formatura di profili con grandi raggi di curvatura, come le travi del tetto delle carrozze ferroviarie. È un dispositivo di piegatura specializzato. La Tabella 3-40 ne riporta le specifiche tecniche.
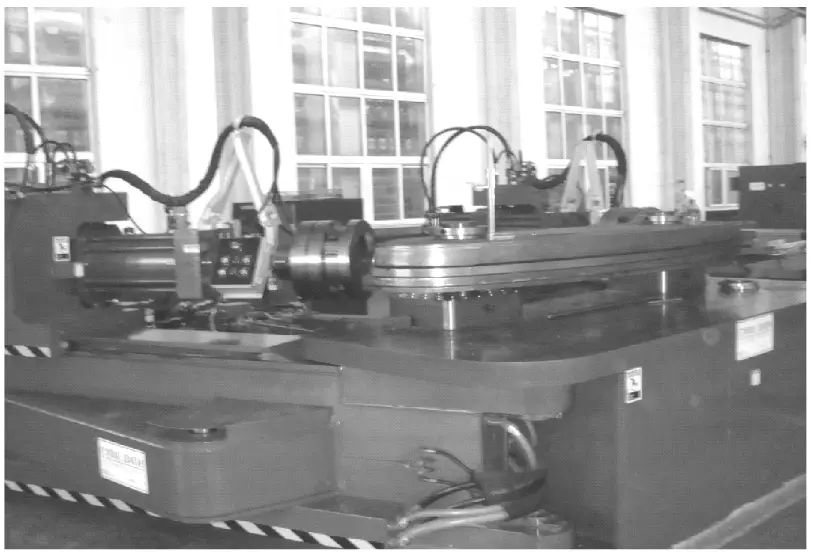
Tabella 3-40: Specifiche tecniche della macchina stiratrice CNC V75
| Articoli | Specifiche tecniche |
| Forza di trazione massima del cilindro estensibile della macchina | 750kN |
| Forza di trazione minima del cilindro estensibile della macchina | 50kN |
| Rotazione del morsetto | ±180° (regolazione manuale) |
| Distanza massima tra due morsetti | 7000 mm |
| Distanza minima tra due morsetti | 1000 mm |
| Corsa massima del cilindro estensore | 762 mm |
| Velocità massima del cilindro estensore | Fino a 762 mm/min |
| Angolo di oscillazione massimo del cilindro estensore | ±28° |
| Angolo di oscillazione del braccio | +10°~ -90° |
| Gamma di velocità di formatura | (0.5°~3°) /s |
| Velocità di ritorno | 3°/s |
| Distanza dal suolo alla superficie del piano di lavoro dello stampo | 978 mm |
| Distanza dal centro del morsetto alla superficie della piattaforma di montaggio dello stampo | 267 mm |
| Requisiti di alimentazione | 380V trifase, 50Hz |
| Modalità di controllo del processo di piegatura | Controllo della posizione e controllo della forza |
| Diametro interno del morsetto | Φ250 mm |
Conosciuta anche come macchina formatrice universale (Figura 3-20), la macchina formatrice a martello elettrico è utilizzata principalmente per la piegatura e la formatura di alcuni profili, per la formazione di parti di tipo skin e per la regolazione di alcune parti piegate. Il modello selezionato è KF665, con le seguenti capacità di lavoro:

Oltre ai dispositivi sopra citati, sono presenti anche diverse attrezzature ausiliarie, tra cui principalmente macchine perforatrici, attrezzature per la pulizia con granigliatura e sabbiatura e strumenti di taglio manuali. Fare riferimento alla Tabella 3-41.
Tabella 3-41: Apparecchiature ausiliarie
| Numero di serie | Nome dell'apparecchiatura | Scopo |
| 1 | Macchina di perforazione | Utilizzato per praticare fori in parti stampate |
| 2 | Apparecchiature per granigliatura, sabbiatura e rivestimento | Utilizzato per la granigliatura, la sabbiatura e la rimozione della ruggine di lastre di acciaio al carbonio prima della lavorazione e per l'applicazione di uno strato di primer anticorrosione sulla superficie. |
| 3 | Utensili da taglio manuali | Taglio manuale con tagliatori al plasma ad aria compressa o macchine per il taglio alla fiamma |
| 4 | Apparecchiature di sbavatura | Dopo i processi di taglio e punzonatura, i pezzi possono sviluppare bave. Questa apparecchiatura viene utilizzata per smerigliare e rimuovere le bave dai pezzi piatti. |