Calcolo del tonnellaggio della pressa piegatrice
Come potete garantire una piegatura dei metalli precisa e sicura nella vostra officina? Questo articolo approfondisce gli elementi essenziali del calcolo...
Come si fa a garantire curve perfette nella lamiera senza costosi errori? Questo articolo analizza l'uso di un calcolatore del raggio della pressa piegatrice, uno strumento essenziale per i metalmeccanici. Fornisce stime accurate della forza necessaria e del raggio di curvatura, fondamentali per evitare danni alle attrezzature e ai materiali. Comprendendo e applicando questi calcoli, gli operatori possono migliorare l'efficienza e la precisione dei loro progetti. Scoprite quali sono i fattori chiave che influenzano la precisione di piegatura e come ottimizzare le operazioni di pressa piegatrice.

Un calcolatore di raggio è stato progettato per aiutare i professionisti dell'industria della formatura dei metalli a stimare parametri importanti quando lavorano con le presse piegatrici. Aiuta a determinare la forza necessaria (tonnellaggio) e il raggio di piegatura, date le proprietà del materiale e l'angolo di piegatura desiderato.
Questo prezioso strumento è essenziale per garantire una pianificazione accurata ed efficiente dei progetti. Fornendo stime affidabili, consente agli operatori di evitare il sovraccarico o la sottopotenza delle presse piegatrici, che potrebbero danneggiare le attrezzature e sprecare risorse.
Il raggio interno R di pressa piegatrice La curvatura ad aria è pari a circa 16% dell'apertura dello stampo V. È possibile utilizzare il calcolatore del raggio della pressa piegatrice per ottenere i dati più precisi.

| No. | I materiali | Raggio di curvatura minimo |
| 1 | 08, 08F, 10, 10F, DX2, SPCC, E1-T52, 0Cr18Ni9, 1Cr18Ni9, 1Cr18Ni9Ti, 1100-H24, T2 | 0.4t |
| 2 | 15, 20, Q235, Q235A, 15F | 0.5t |
| 3 | 25, 30, Q255 | 0.6t |
| 4 | 1Cr13, H62(M, Y, Y2, laminato a freddo). | 0.8t |
| 5 | 45, 50 | 1.0t |
| 6 | 55, 60 | 1.5t |
| 7 | 65Mn, 660SiMn, 1Cr17Ni7, 1Cr17Ni-Y, Cr17Ni-DY, SUS301, 0Cr18Ni9, SUS302 | 2.0t |
Il grado di deformazione a flessione è rappresentato dal raggio di curvatura relativo (r/t). Più piccolo è questo valore, maggiore è la deformazione. Quando il valore del raggio di curvatura relativo (r/t) diminuisce fino a un certo punto, le fibre esterne della lamiera superano la deformazione massima consentita del materiale, provocando un danno da rottura per trazione.
Per garantire che non si verifichino cricche durante la flessione, è necessario limitare il grado di deformazione, cioè limitare l'estremo deformazione a flessione della lamiera - il raggio di curvatura relativo minimo (r/t).
Esiste un raggio di curvatura minimo (rmin/t) per qualsiasi materiale, in genere non è consigliabile utilizzare questo raggio minimo per le operazioni di piegatura. Il raggio di curvatura dovrebbe essere il più grande possibile, ma non troppo, perché potrebbe aumentare ritorno a molla.
L'influenza del ritorno elastico rende difficile garantire la precisione della forma e delle dimensioni del pezzo piegato. Pertanto, il raggio di curvatura non deve essere né troppo grande né troppo piccolo; è necessaria una scelta appropriata.
1. Impatto delle proprietà meccaniche del materiale
La lamiera da piegare deve avere una plasticità sufficiente, una resistenza allo snervamento relativamente bassa e un modulo di elasticità elevato. Un alto livello di plasticità assicura che non si verifichino cricche durante la piegatura (cioè che il raggio minimo di piegatura della lamiera sia piccolo). Una minore resistenza allo snervamento e un modulo di elasticità più elevato facilitano l'ottenimento di forme di piegatura precise. All'aumentare dello spessore del materiale (t), aumenta anche il raggio minimo di curvatura.
2. Influenza dell'angolo centrale di flessione (α)
Teoricamente, il grado di deformazione di flessione è legato solo a r/t. Tuttavia, nelle operazioni di piegatura reali, quando l'angolo centrale di piegatura (α) è piccolo, la deformazione di flessione è piccola e le parti adiacenti del materiale possono subire una maggiore deformazione di trazione (nell'area di deformazione di flessione).
Pertanto, il raggio di curvatura minimo consentito può anche essere inferiore. Ad esempio, se l'angolo centrale di curvatura (α) è compreso tra 120° e 130°, il raggio rmin è da 30% a 50% maggiore rispetto a quando l'angolo centrale di flessione (α) è di 90°. Quando a è inferiore a 90°, rmin può essere ridotto di 20%.
3. Influenza della larghezza della lastra e dello strato indurito della superficie cesoiata
All'aumentare della larghezza della lastra, aumenta anche il raggio minimo di curvatura. Tuttavia, questo effetto diminuisce quando la larghezza della lastra aumenta fino a circa (8~10)t.
Il pezzo grezzo prima della piegatura è solitamente ottenuto da tosatura La superficie tranciata presenta uno strato indurito che riduce la plasticità del materiale, aumentando il raggio minimo di curvatura. Pertanto, quando è richiesto un raggio di curvatura molto piccolo, è necessario prevedere un processo di ricottura prima della piegatura per eliminare lo strato indurito del pezzo grezzo.
4. Impatto della direzione della linea di piegatura
Poiché la maggior parte dei fogli metalli per la piegatura sono laminati, presentano una struttura fibrosa, con anisotropia nelle proprietà meccaniche della direzione dello spessore e del piano della lastra. Quando la linea di piegatura è perpendicolare alla direzione di laminazione (delle fibre), il raggio minimo di piegatura della lastra è minore.
Quando la linea di piegatura è parallela alla direzione di laminazione (fibra), il raggio minimo di piegatura della lamiera è maggiore. È necessario prestare particolare attenzione alla direzione della linea di piegatura per i materiali con anisotropia significativa, come l'ottone e il bronzo fosforoso.
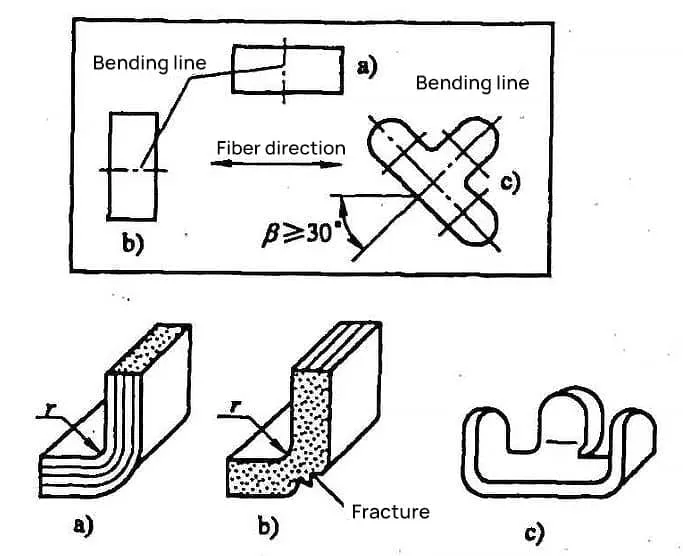
Pertanto, durante il layout di punzonatura, è necessario considerare la direzione di laminazione. Il raggio di curvatura (r) quando la curva è perpendicolare alla direzione di laminazione è mostrato nella Figura 1a, mentre il raggio di curvatura (r) quando la linea di piegatura è parallela alla direzione di laminazione è mostrato nella Figura 1b, dove si verificano le cricche.
Pertanto, il layout dovrebbe rendere la linea di piegatura il più possibile perpendicolare alla direzione di laminazione. Quando si piegano pezzi più piccoli con linee di piegatura perpendicolari tra loro, l'angolo (β) tra la linea di piegatura e la direzione di laminazione della lamiera deve essere maggiore di 30° durante la disposizione, come mostrato nella Figura 1c.
5. Influenza della superficie del materiale grezzo e della qualità della tranciatura
Quando il materiale grezzo di un pezzo presenta dei difetti, o la sezione trasversale di taglio non è liscia, presenta bave o è di scarsa qualità, si può verificare una concentrazione di tensioni e causare rotture. A questo punto, è necessario aumentare in modo appropriato il raggio minimo di curvatura.
Rimuovendo le bave prima della piegatura o posizionando il lato con le bave verso la zona di pressione del punzone, si può ridurre la possibilità di rottura. La qualità della tranciatura influisce in modo significativo sulla piegatura dei materiali grezzi più stretti. All'aumentare della larghezza del materiale grezzo, l'impatto diminuisce gradualmente.
I fattori che influenzano il raggio minimo di curvatura della lamiera sono molteplici ed estremamente complessi. È difficile calcolare con precisione il raggio minimo di curvatura utilizzando metodi teorici e non ha alcun significato pratico.
Pertanto, il raggio di curvatura minimo comunemente utilizzato nella produzione effettiva viene solitamente determinato con metodi sperimentali. I dati sperimentali per il raggio di curvatura minimo (cioè il raggio dell'arco interno) delle lamiere comunemente utilizzate, rminè presentata nella Tabella 4-1.
Tabella 1: Raggio minimo di curvatura della lamiera (unità: mm)
| Materiale | Condizione di ricottura | Stato di tempra a freddo | ||
| Posizione della linea di piegatura | ||||
| Direzione di rotolamento verticale | Direzione di rotolamento parallela | Direzione di rotolamento verticale | Direzione di rotolamento parallela | |
| 08, 10, Q195, Q215 | 0. 1t | 0. 4t | 0.4t | 0.8t |
| 15, 20, Q235 | 0.1t | 0.5t | 0. 5t | 1. 0t |
| 25, 30, Q255 | 0. 2t | 0. 6t | 0.6t | 1. 2t |
| 45, 50, Q275 | 0.5t | 1. 0t | 1.0t | 1.7t |
| 65Mn | 1. 0t | 2. 0t | 2.0t | 3.0t |
| Alluminio | 0.1t | 0.35t | 0. 5t | 1.0t |
| Rame puro | 0. 1t | 0.35t | 1.0t | 2. 0t |
| Ottone morbido | 0. 1t | 0.35t | 0.35t | 0.8t |
| Ottone semiduro | 0.1t | 0.35t | 0.5t | 1.2t |
| Bronzo fosforoso | – | – | 1. 0t | 3.0t |
Nota:
In generale, non è consigliabile utilizzare il raggio di curvatura minimo rmin per parti di piegatura. Da un punto di vista puramente tecnico, il requisito generale è r≥t; per i materiali spessi, r=2t. Solo quando la struttura del prodotto lo richiede, si deve utilizzare l'approccio consentito ai valori minimi del raggio di curvatura.
Quando il raggio di curvatura del pezzo richiesto <rminOltre a utilizzare alcune tecniche per migliorare la plasticità del materiale (come la ricottura, la piegatura a caldo, ecc.) e a rifinire o lucidare la superficie di taglio del grezzo, si possono adottare le seguenti misure:
1) Aumentare il processo di sagomatura, riducendo gradualmente il raggio di curvatura r, ampliando così l'area di deformazione della curvatura e riducendo il tasso di allungamento dello strato metallico esterno per garantire il raggio d'angolo interno richiesto del pezzo piegato. Ad esempio, utilizzando un processo di piegatura in due fasi: utilizzando un raggio di curvatura maggiore nella prima piegatura, poi ricottura (alleggerimento delle tensioni) e la seconda piegatura in base al raggio d'angolo richiesto dal pezzo.
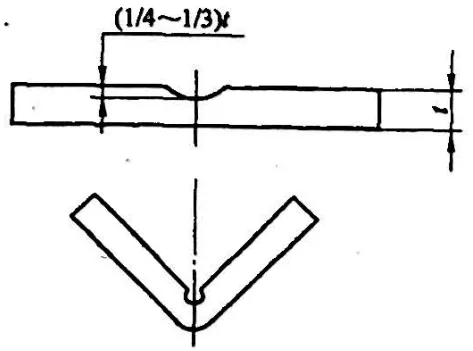
2) Per i materiali spessi, è fondamentale iniziare con una scanalatura di processo, riducendo lo spessore del materiale nella parte di piegatura per garantire i requisiti della parte piegata, come mostrato nella Figura 2.
Se è necessario garantire un bordo molto dritto del pezzo piegato durante la piegatura, l'altezza del bordo dritto H deve essere superiore a 2.
Quando H<2t, la superficie di contatto del bordo piegato nello stampo di piegatura è troppo piccola, rendendo difficile la formazione di un momento flettente e di una forza di correzione sufficienti, ed è difficile ottenere una forma accurata della parte piegata (o impossibile da piegare e formare).
Pertanto, quando H<2t, è necessario preaprire una scanalatura di processo o aumentare la dimensione dell'altezza del bordo rettilineo e, dopo la formazione della curvatura, tagliare il materiale in eccesso, come illustrato nella Figura 3.

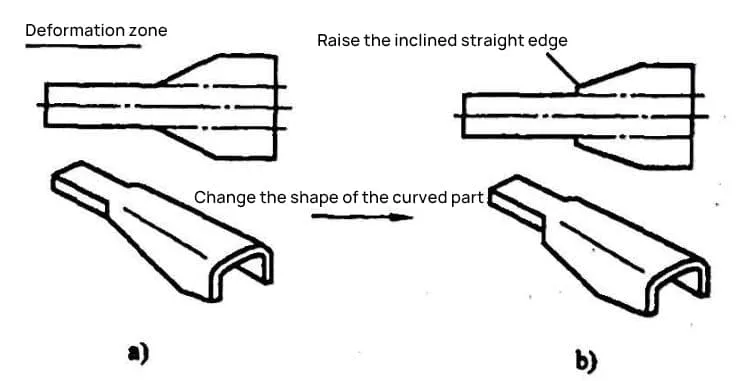
Se il bordo rettilineo della parte piegata presenta un angolo (vedere Figura 4) e l'angolo si trova all'interno della zona di deformazione, come mostrato nella Figura 4a, è impossibile piegare la sezione con un'altezza del bordo rettilineo inferiore a 2t al grado desiderato ed è anche soggetta a cricche. Pertanto, è necessario modificare la forma del pezzo e aumentare la dimensione del bordo rettilineo dell'angolo, come mostrato nella Figura 4.