ASTM A312 vs ASTM A269: Qual è la differenza?
Nel mondo industriale, la scelta del giusto prodotto in acciaio inossidabile può avere un impatto significativo sul successo del progetto. ASTM A312 e ASTM...

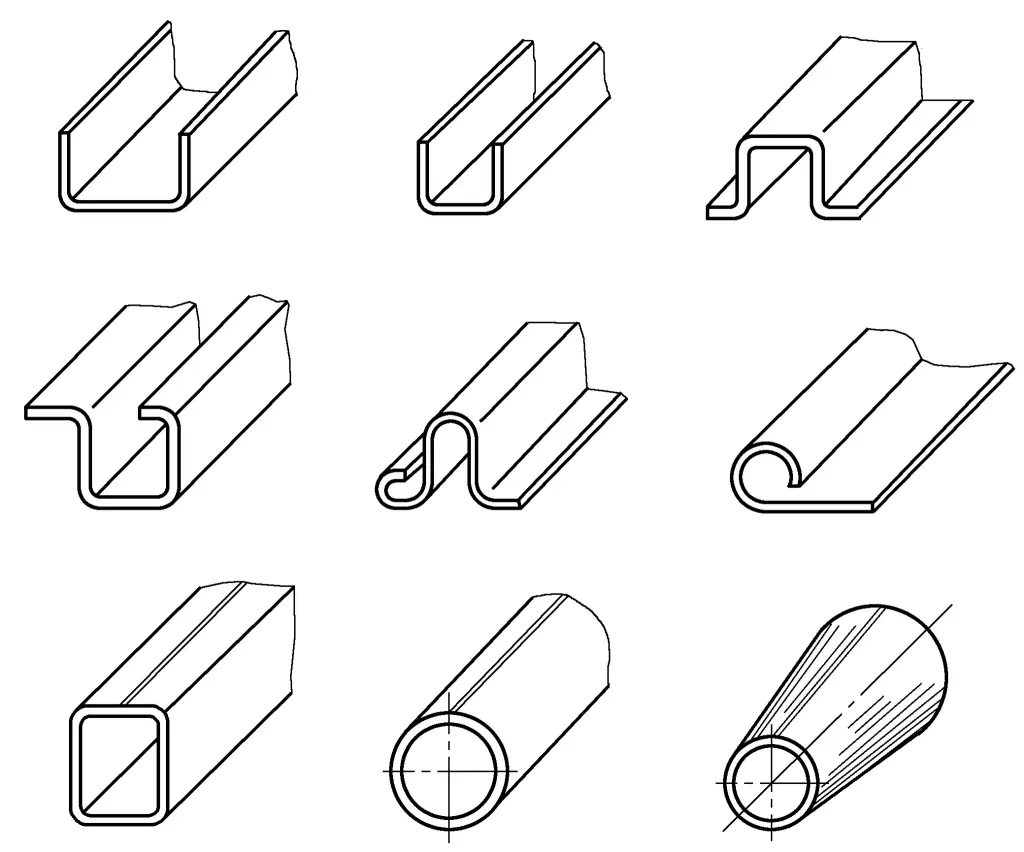
Il metodo di lavorazione per piegare lamiere o profili utilizzando semplici macchinari e strumenti manuali è chiamato piegatura manuale. La piegatura manuale non richiede condizioni di lavorazione elevate ed è molto flessibile. Tuttavia, comporta un'elevata intensità di lavoro, una bassa precisione dei pezzi piegati e una bassa produttività. Pertanto, viene spesso utilizzata per la lavorazione di piegatura quando i pezzi sono pochi. Inoltre, viene comunemente utilizzata per la piegatura manuale quando le condizioni delle attrezzature sono insufficienti o la formatura meccanica è difficile.
La Figura 4-1 mostra vari pezzi tipici di lamiera piegata.
Per prima cosa, tracciare la linea di piegatura sulla lastra, quindi allineare la linea di piegatura con l'angolo del ferro quadrato, tenere la lastra con la mano sinistra e utilizzare un martello di legno con la mano destra per piegare entrambe le estremità a un certo angolo per il posizionamento, quindi piegarla completamente in forma, come mostrato nella Figura 4-2.
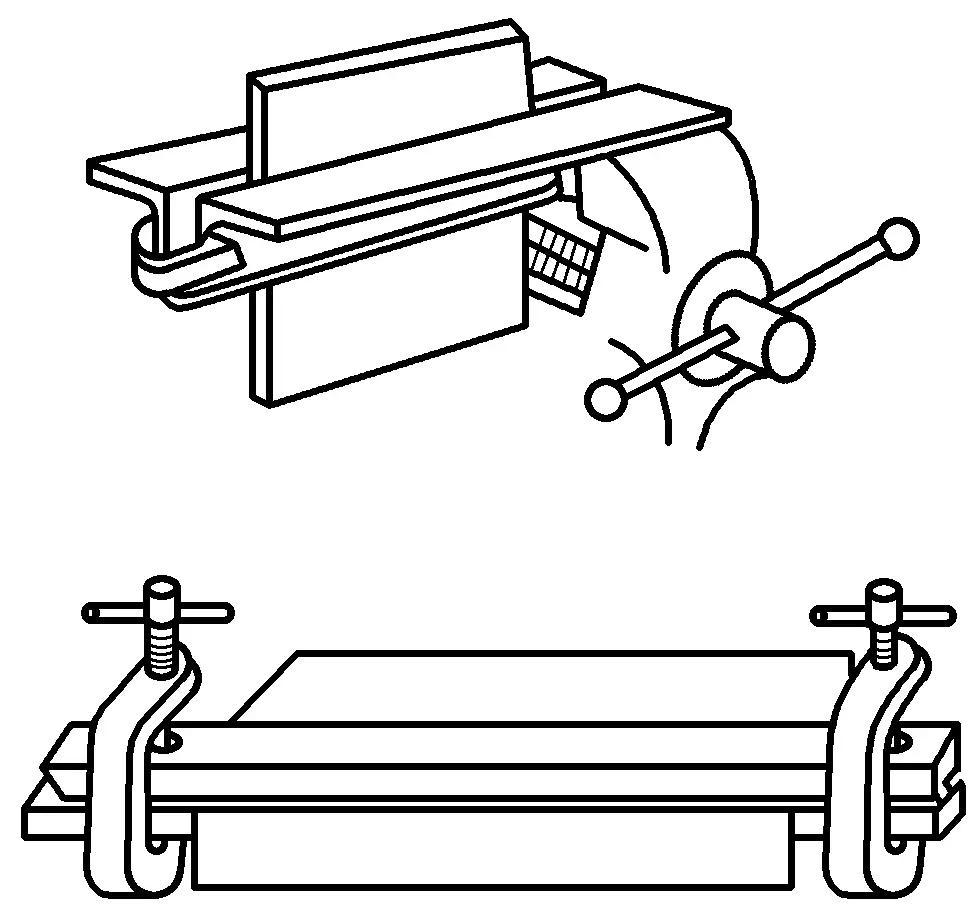
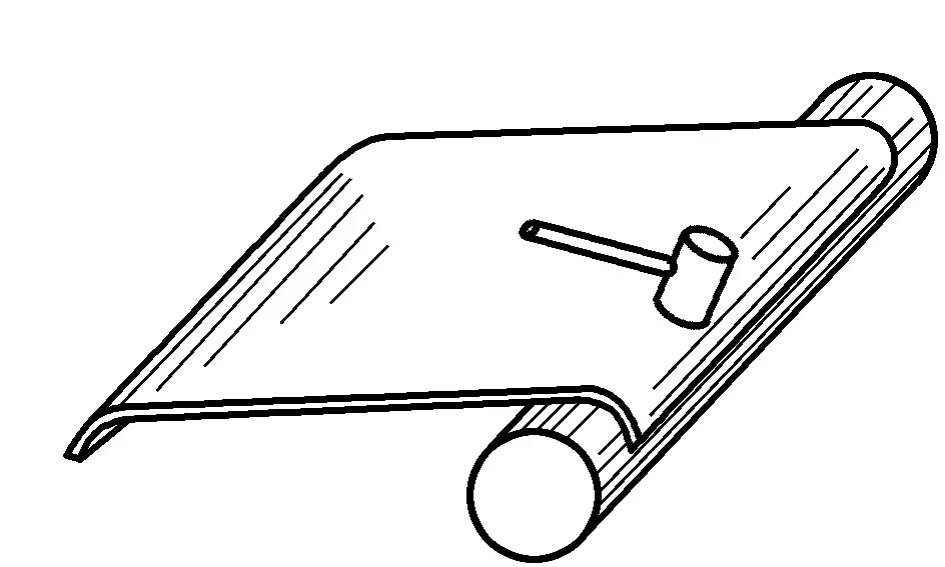
Per piegare lamiere larghe e spesse, è possibile bloccare la lamiera tra due ferri angolari su una morsa da banco, oppure usare un morsetto a forma di arco per tenere la lamiera, quindi piegarla con un martello di legno come mostrato nella Figura 4-3.
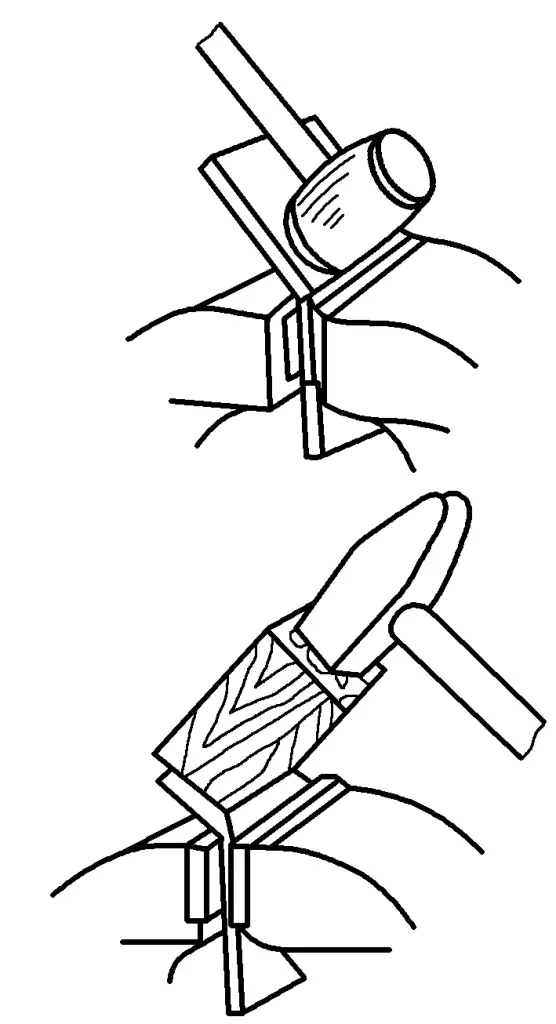
Per prima cosa, tracciare una linea in corrispondenza dell'angolo di piegatura della lamiera, allineare la linea con le ganasce della morsa e bloccarla, quindi utilizzare un martello di legno per martellare lungo la base della lamiera. Quando la lunghezza sporgente dell'estremità della lamiera è breve, è possibile posizionare un blocco di legno sull'angolo di piegatura e utilizzare un martello di legno per martellare indirettamente per piegare la lamiera, come mostrato nella Figura 4-4.
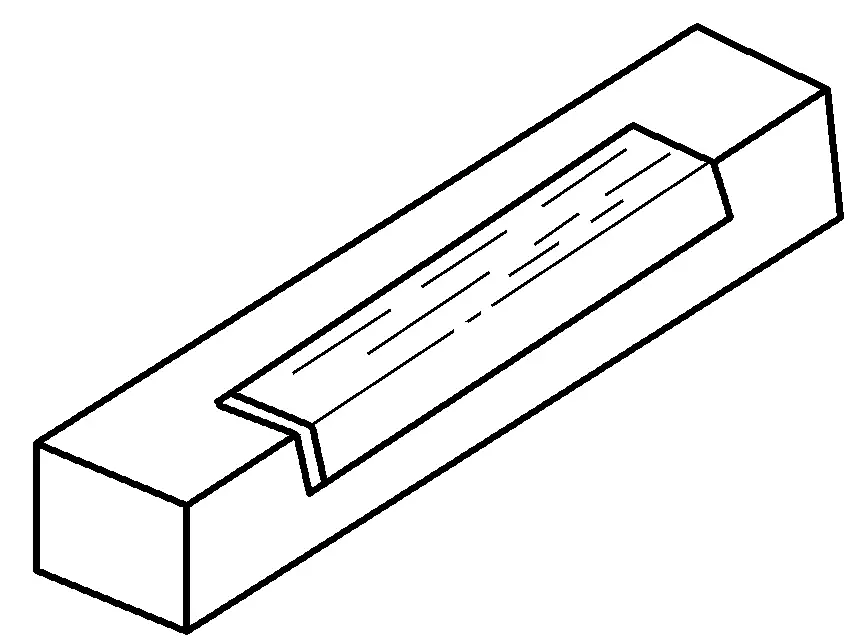
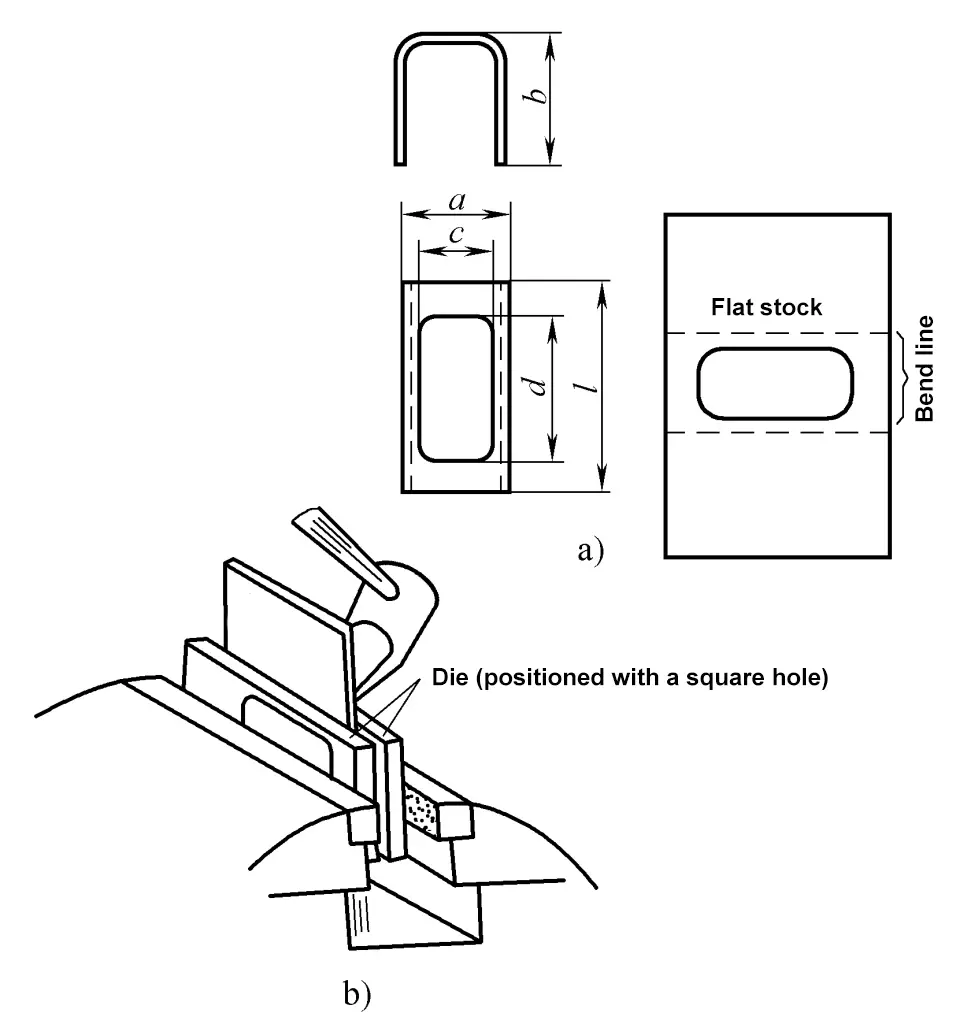
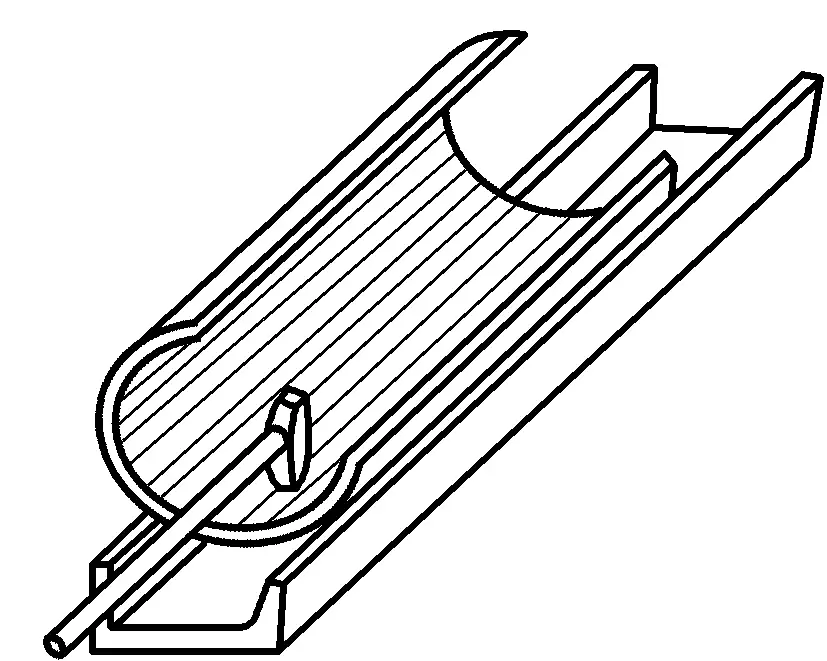
La Figura 4-5a mostra la parte da piegare e il pezzo grezzo non piegato. Se si praticano dei fori sul pezzo grezzo prima della piegatura, poiché le dimensioni c e a sono vicine, la distanza tra la linea di piegatura e il bordo interno del foro è molto ridotta, il che aumenta la difficoltà di piegatura. Pertanto, è possibile utilizzare uno stampo per bloccarlo sulla morsa da banco, utilizzando il foro quadrato sul grezzo per il posizionamento, come mostrato nella Figura 4-5b, e quindi piegarlo martellandolo con un mazzuolo di legno.
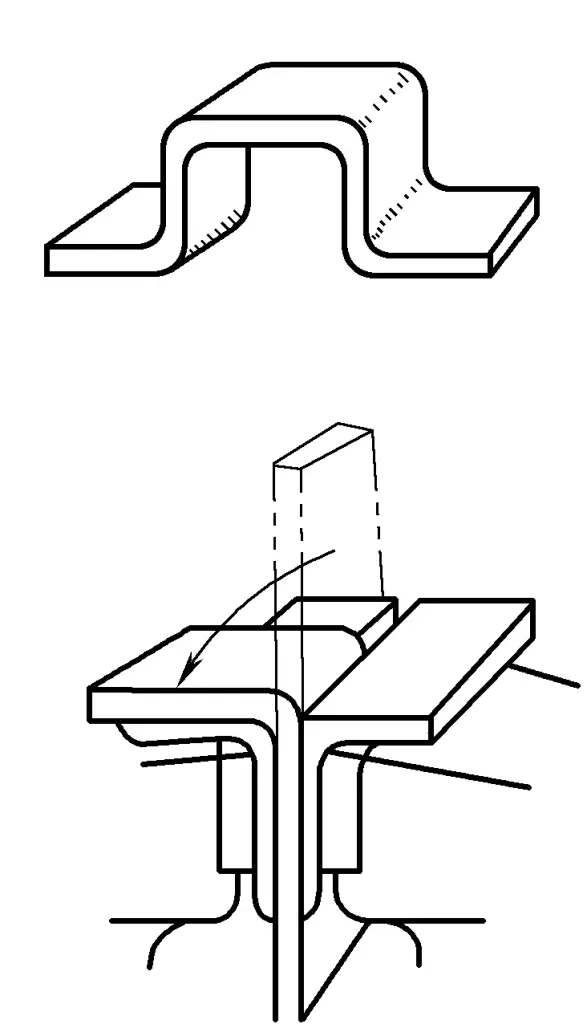
1) Tracciare quattro linee di piegatura agli angoli del pezzo grezzo come riferimento per la piegatura, bloccare il pezzo grezzo nella morsa da banco e piegare uno degli angoli centrali, come illustrato nella Figura 4-6.
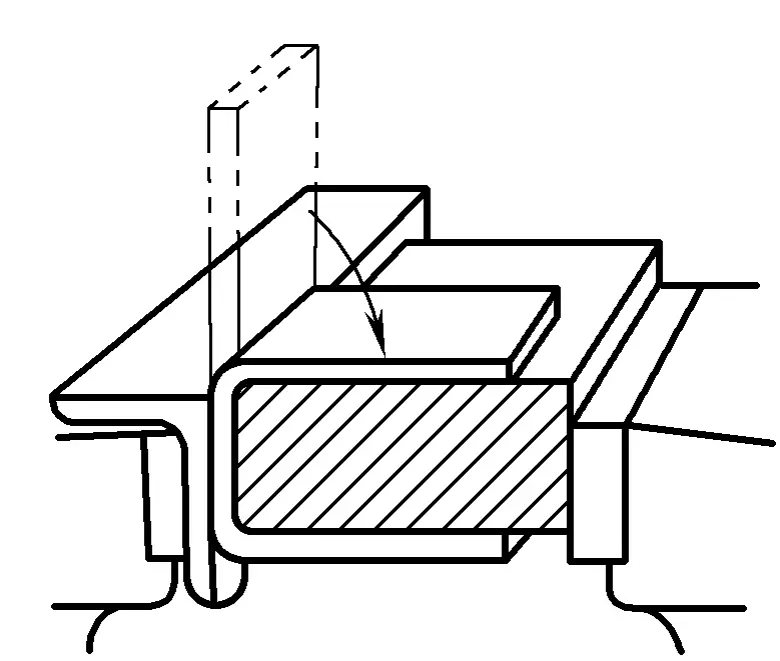
2) Bloccare il pezzo grezzo sulla morsa da banco con uno spessore, piegare un altro angolo; lo spessore dello spessore deve essere inferiore alla distanza tra i due angoli, come mostrato nella Figura 4-7.
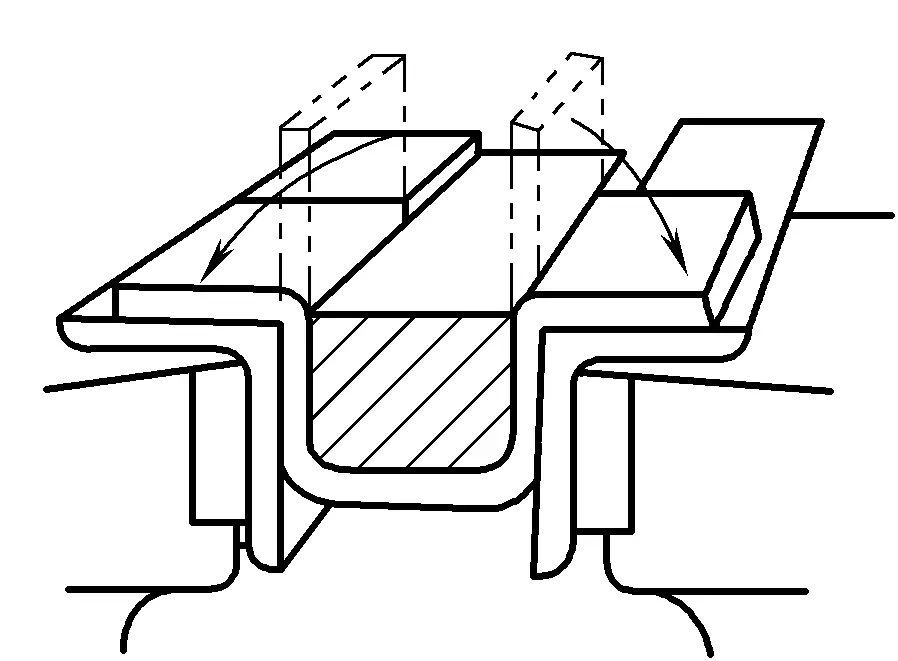
3) Usare un altro spessore per piegare gli ultimi due angoli, come mostrato nella Figura 4-8.
1) Tracciare sulla lamiera linee parallele alla linea di piegatura come riferimento per il martellamento durante l'arrotondamento; utilizzare acciaio tondo o un mandrino per piegare entrambe le estremità della lamiera in modo che il raggio di curvatura sia uguale o leggermente inferiore a quello richiesto. raggio di curvatura. Come mostrato nella Figura 4-9.
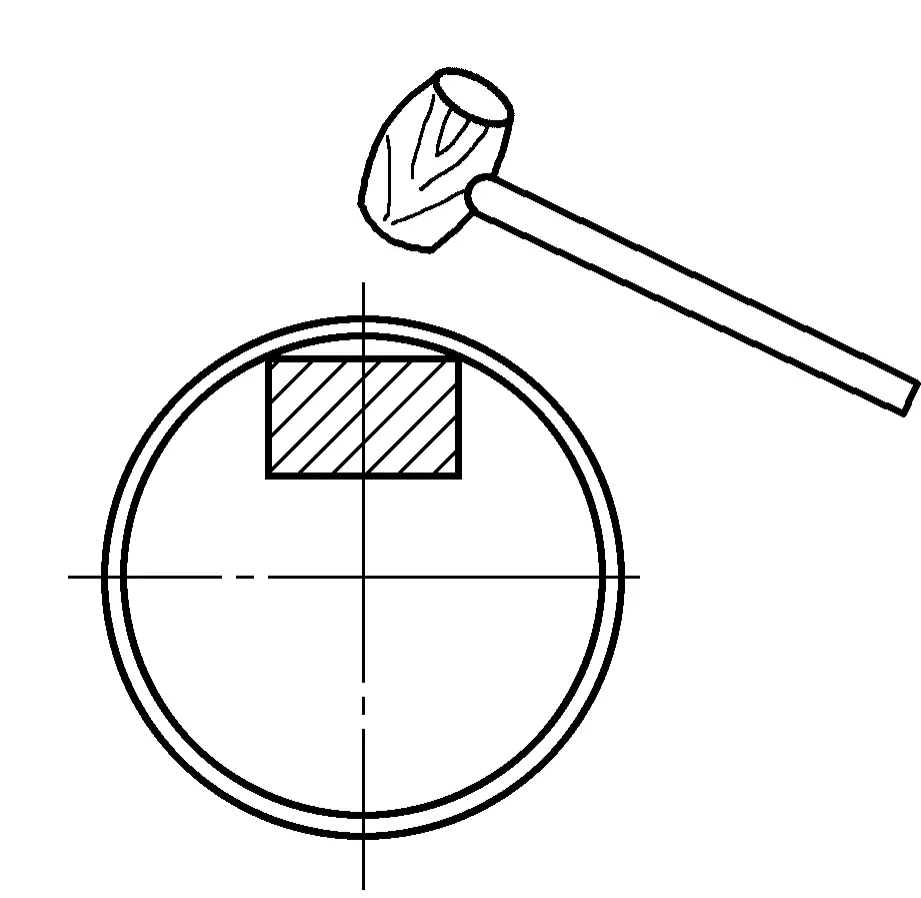
2) Posizionare le estremità piegate della lamiera sul canale d'acciaio o accanto al binario e martellare con un martello sagomato, piegando da entrambe le estremità verso il centro. Come mostrato nella Figura 4-10.
3) Inserire il cilindro sul mandrino per l'arrotondamento. Come mostrato nella Figura 4-11.
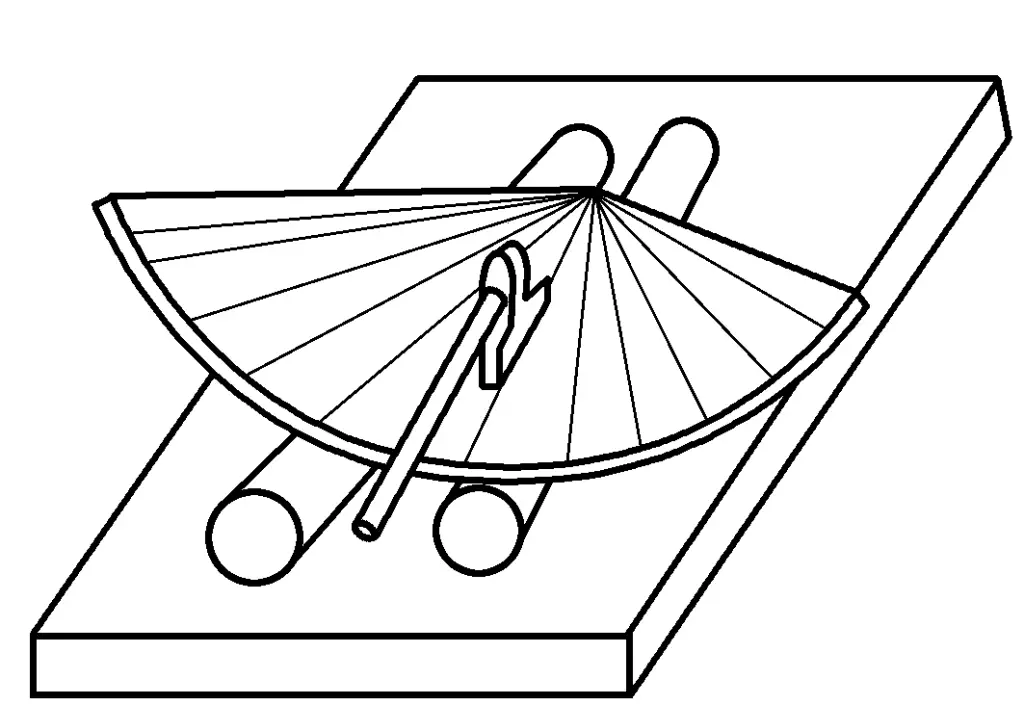
Prima si tracciano le linee di piegatura radiali sulla lamiera, poi si posiziona la lamiera su due acciai rotondi e con un martello sagomato si martella lungo l'asse della lamiera, piegando prima le estremità e poi il centro. Come mostrato nella Figura 4-12.
Durante il processo di piegatura, spesso si verificano difetti quali cricche di piegatura, ritorno elastico, disassamento e bordi di piegatura irregolari, come mostrato nella Figura 4-13.
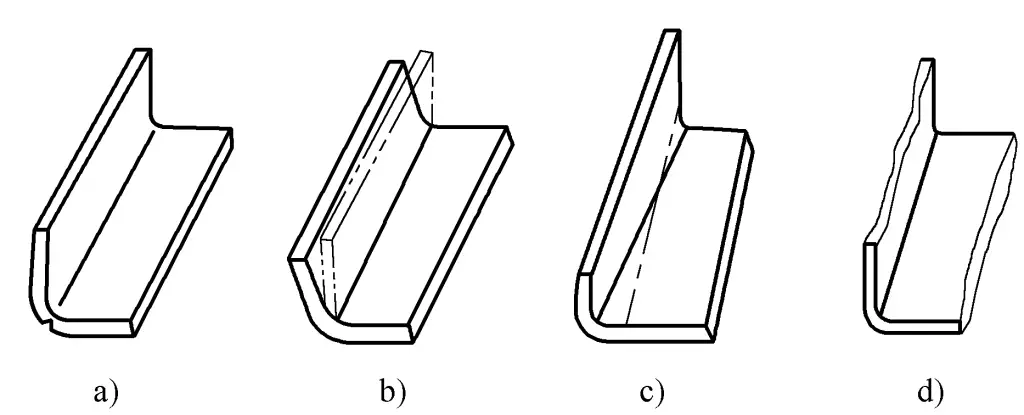
a) Fessure da flessione
b) Ritorno elastico
c) Offset
d) Bordi di curvatura non uniformi
Tra questi, le cricche da flessione sono un difetto più grave e comune.
Le cricche da flessione sono fortemente correlate al raggio minimo di curvatura, alle proprietà meccaniche del materiale, alla qualità della superficie della lamiera, alla qualità della superficie di taglio e alla direzione delle fibre del materiale. Per prevenire le cricche da flessione, spesso si adottano le seguenti misure:
1) Il raggio di curvatura deve essere maggiore del raggio di curvatura minimo.
2) Utilizzare la piegatura a caldo o ricuocere la lamiera prima della piegatura per migliorarne la plasticità.
3) Migliorare la qualità della superficie di taglio o rettificare con una mola per eliminare i fattori di concentrazione delle tensioni.
4) Quando si stende il materiale, evitare che la linea di piegatura coincida con la direzione delle fibre del materiale.
5) La lunghezza del bordo rettilineo delle parti piegate dovrebbe essere generalmente non inferiore al doppio dello spessore della piastra per garantire una coppia di piegatura sufficiente.
Se è inferiore a due volte, il bordo dritto può essere opportunamente allungato e tagliato dopo la piegatura.
6) Per evitare la distorsione della sezione trasversale del pezzo grezzo, la larghezza di piegatura della lastra dovrebbe essere generalmente non inferiore a tre volte lo spessore della lastra. Se è inferiore a tre volte, più parti dovrebbero essere piegate insieme sulla stessa lastra e poi tagliate a parte dopo la piegatura.
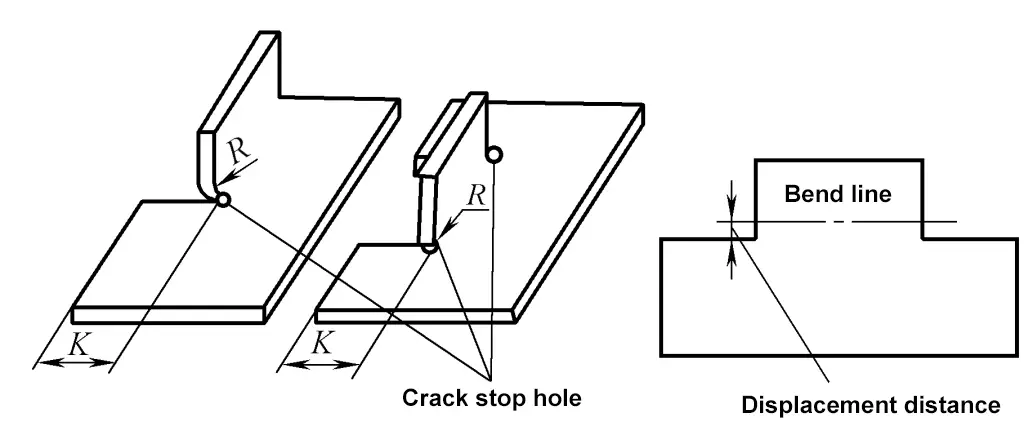
7) Per i pezzi che devono essere piegati localmente nei bordi, per evitare crepe di piegatura agli angoli, preforare i fori di arresto delle crepe o spostare la linea di piegatura verso l'esterno di una certa distanza, come illustrato nella Figura 4-14.
8) Quando il raggio del pezzo piegato è piccolo, per evitare cricche da piegatura, è bene prestare attenzione alla qualità della superficie del pezzo grezzo, eliminando bave e altri difetti superficiali dalla superficie di taglio, oppure posizionando la superficie di scarsa qualità all'interno della piegatura, in modo che sia sottoposta a compressione e abbia minori probabilità di cricche.
9) Quando è richiesto il riscaldamento per la piegatura, la temperatura di riscaldamento del materiale deve essere ben controllata e la temperatura superficiale del riscaldamento deve essere uniforme. Durante la piegatura, occorre evitare che la temperatura dello stampo diventi troppo elevata per evitare deformazioni.
10) Piegatura e formatura Le operazioni devono essere eseguite in stretta conformità con le norme tecniche di sicurezza dell'azienda.