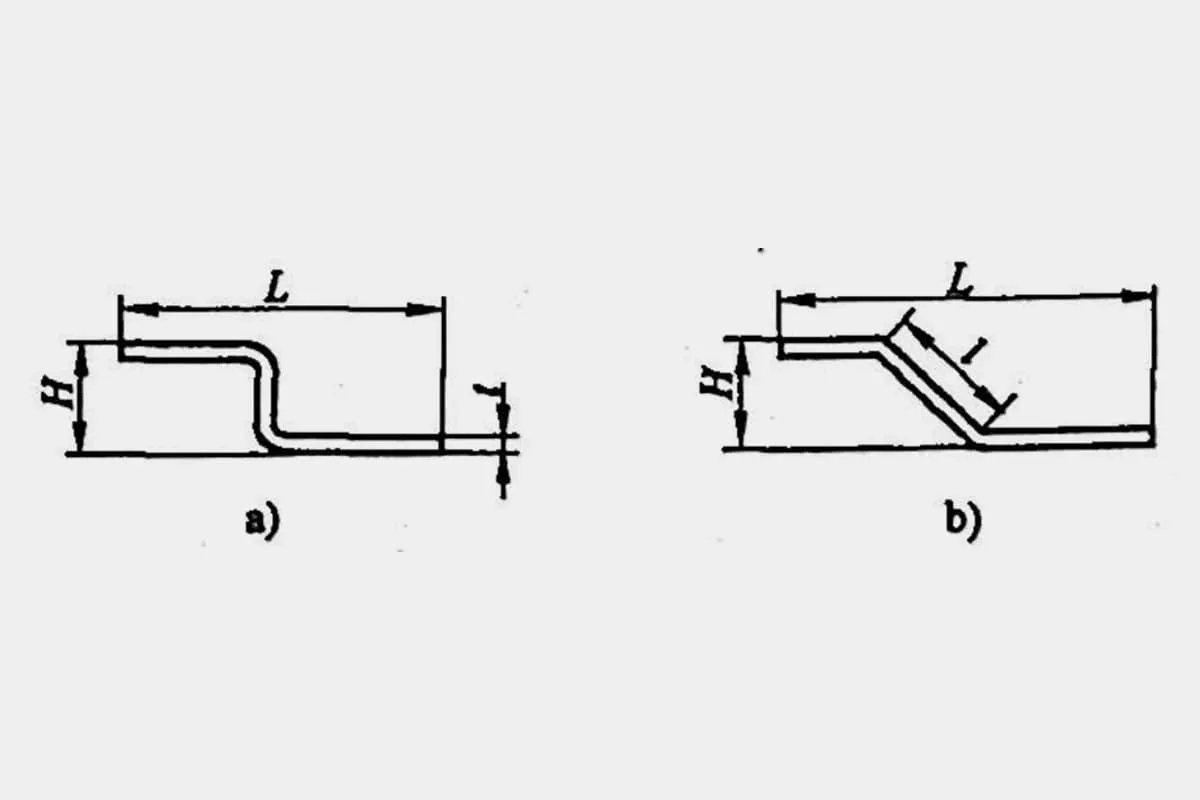

Z曲げ加工はオフセット曲げ加工とも呼ばれ、成形角度によって直線端オフセット曲げ加工と斜め端オフセット曲げ加工に分類される(図1参照)。加工方法はオフセット高さにより決定される。
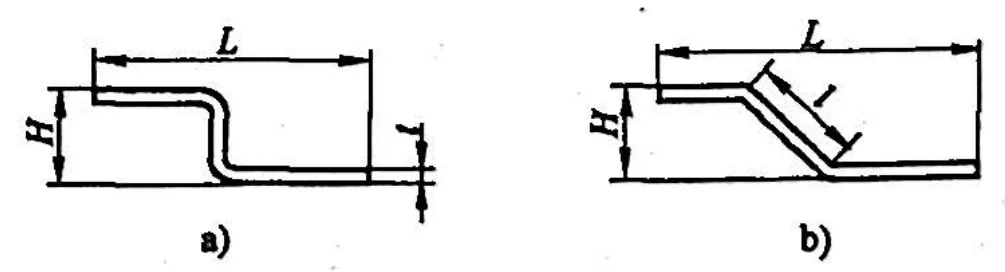
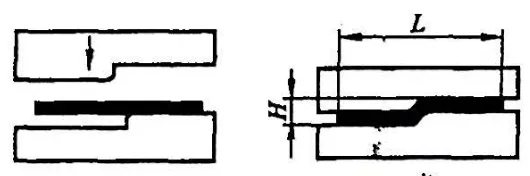
ストレートエッジのオフセット曲げ(図1)の場合、オフセット高さHが0<H≦2tの範囲内にあり、バッチが大きくない場合は、図2に示すように、ベンディングマシンのオフセット金型を使って加工することができる。
オフセット高さが2t<H≦Z曲げ(オフセット)の最小曲げ高さ以内の場合は、オフセット金型、単純金型、排出装置付きZ曲げ金型など、実情に応じて検討する。H>Z曲げ(オフセット)の最小曲げ高さの場合は、双方向曲げ加工に使用する。
のZ曲げ(オフセット)加工の最初のステップである。 ベンディングマシン は、以前アップしたV字曲げの記事と同じように計算する。第2ステップでZ字に曲げたときの初期状態を図3に示す。
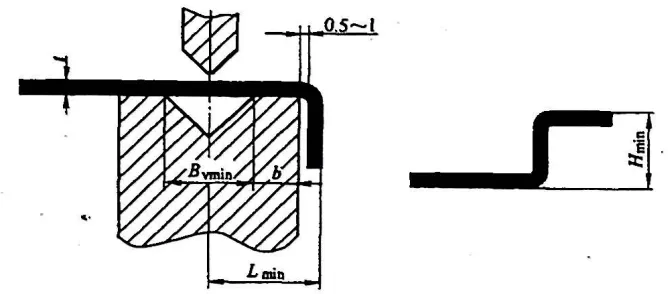
図からわかるように、Z曲げとV曲げの工程は非常に似ており、Z曲げの最小曲げ高さの問題もある。下型構造の制約から、90°Z曲げの曲げ線(下型溝の対称線)からZ形上端までの最小寸法Lminは、V曲げのそれよりも大きく、次のように計算できる:
L分 = Bv分/2 + 6 + t + (0.5~1)
どこでだ:
b - ダイの下側の溝から端までの構造寸法(mm単位)。
Z曲げ(オフセット)の最小エッジ高さの計算式は以下の通り:
H分 = (Bv分-x)/2 + b + 2t + (0.5~1)
異なる材料厚tに対するZ曲げの最小エッジ高さ(オフセット)の推奨値を表1に示す。
表1:Z曲げ(オフセット)の最小曲げ高さの推奨値(単位:mm)
| シリアル番号 | 材料の厚さ t | ダイ・スロット幅Bv | パンチアーク半径 r0 | Z型ベンド高さ H分 |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0.8または0.3 | 9.5 |
| 4 | 1.0 | 6 | 1または0.5 | 10.4 |
| 5 | 1.2 | 8(または6) | 1または0.5 | 11.7(または10.7) |
| 6 | 1.5 | 10(または8) | 1または0.5 | 13.3(または12.3) |
| 7 | 2.0 | 12 | 1.5または0.5 | 15.2 |
| 8 | 2.5 | 16(または14) | 1.5または0.5 | 18.2(または17.2) |
| 9 | 3.0 | 18 | 2または0.5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
注:表中のデータは経験的なものであり、あくまでも参考として提供されたものである。







