

曲げ力は、スタンピング工程の設計、プレス機の選定、金型の設計において重要な基礎となる。
曲げ力の大きさは、ブランクの大きさ、材料の機械的性質、金型のサポート間の距離、曲げ半径、金型間のクリアランスなどに関係するだけでなく、曲げ方法にも大きく関係するため、理論的な解析方法で正確に計算することは困難である。したがって、生産現場では、曲げ力の大まかな計算には、表1に示す経験式が用いられるのが普通である。
I.曲げ力の理論的計算根拠と方法
曲げブランクに作用する様々な外力の和がゼロであり、曲げブランクに作用する外部トルクが内部抵抗トルクに等しいという静的平衡条件下で、従来の計算により曲げ力の理論計算方法を導き出した。
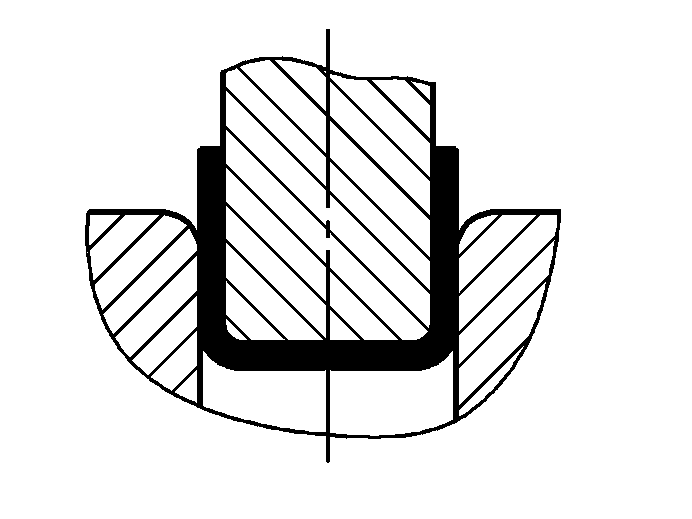
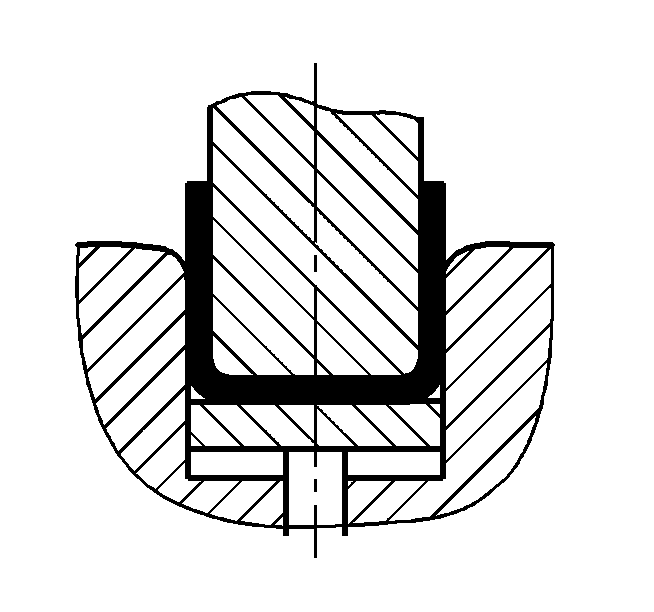
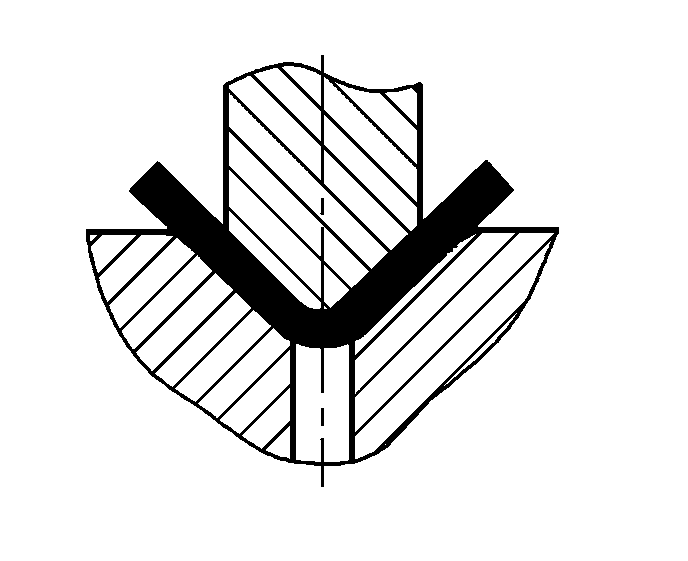
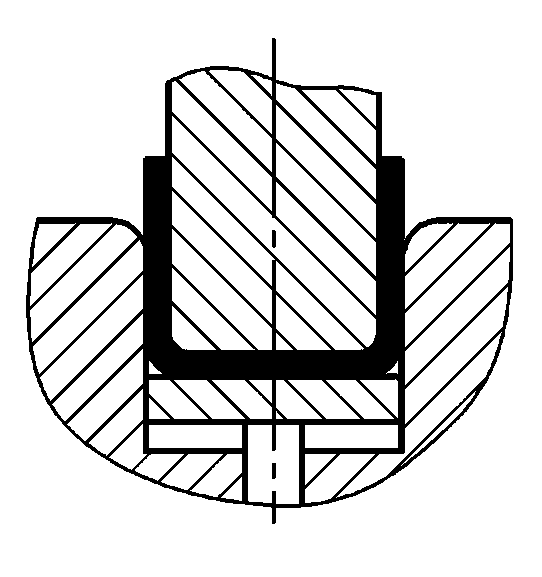
曲げ方法と金型構造によって、曲げブランクの応力状態は変化する。曲げ方法が異なれば、曲げ圧力も大きく異なります。よく使われるV字型とU字型を例にとると 曲げ部品 を例にとると、図1に示すように、それぞれ自由曲げ、接触アプセット曲げ、衝撃矯正曲げを用いて、通常の総鋼材曲げ金型による曲げ加工で成形することができる。
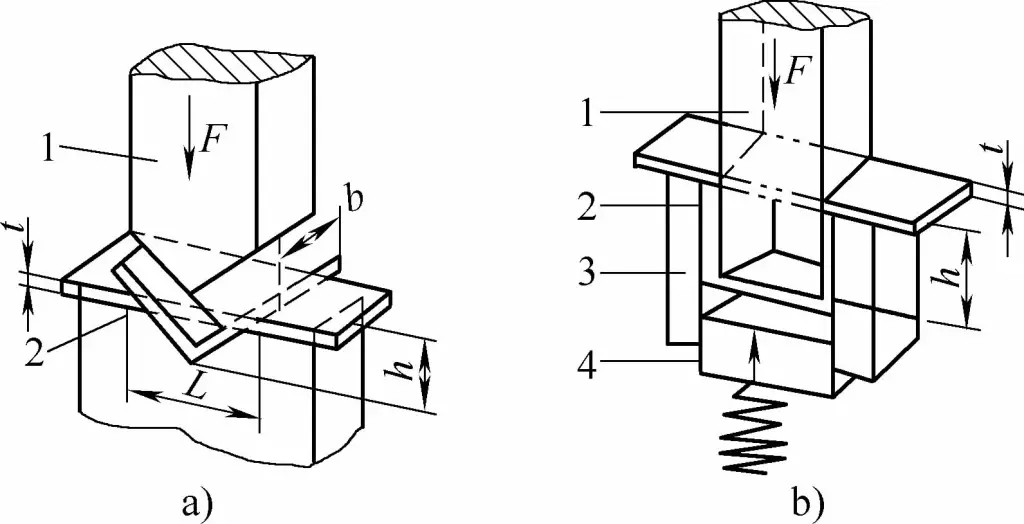
- a) V字型曲げ部品
- b) U字型曲げ部品
- 1 - 曲げパンチ
- 2 - 曲げ部分
- 3 - U字型曲げ金型
- 4 - トップツール
- L - U字型ダイの開口部の幅
- t - 曲げ部分の厚さ
- h - V字型曲げダイスのキャビティの深さ
V字型曲げ部品は、平らなブランクの2つの支持部の中央に集中荷重をかけ、純粋な曲げと自由曲げを行うもので、主に建設現場で使用される。オンラインでは、中小板金曲げ部品は接触アップセット曲げで成形されることが多く、高強度中厚板曲げ部品は摩擦プレスで衝撃矯正曲げを使用して曲げられることが多い。自由曲げでは、追加圧力は必要なく、単純な曲げ力だけで曲げることができる。
II.様々な曲げ方法による曲げ力の計算
各種曲げ法による曲げ力の計算式を表1に示す。
表1 各種曲げ法による曲げ力の計算式
| 名称 | 概略図 | 曲げ変形の特徴 | 曲げ力計算式 | ||
| 理論的 | 概算 | おすすめ | |||
| 単一角度の自由曲げ (V字型屈曲部) | 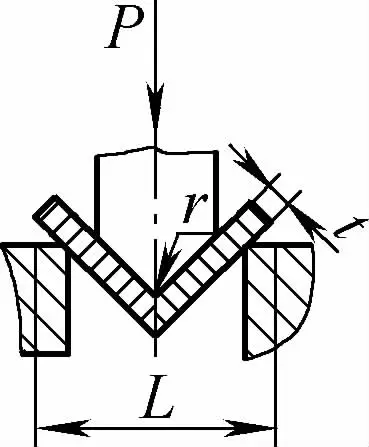 | ブランクは、金型入口の2つのサポートに圧力をかけて中央で折り曲げられ、下部は金型に接触しない。 | 2r≦Lのとき、F=0.7bt3 Rm /(r+t) 2r>Lのとき、F=2bt2 Rm /3L | F = KbtRm | F=Cbt2Rm/L |
| 単角度接触曲げ (V字曲げ部品) | 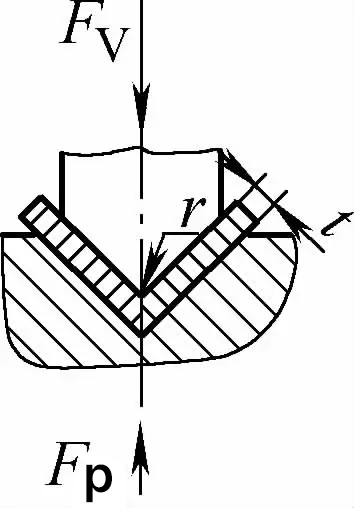 | 曲げ加工が完了する前に、曲げブランクは金型キャビティ全体に密着している。曲げブランクを金型キャビティに密着させるには、一般にプレッシャープレートが使用される。 ダイ・ギャップ t以上 | 2r≦Lのとき、Fv =0.7bt2 Rm /(r+t)+Fp 2r>Lのとき、Fv =2bt2 Rm /3L+Fp | Fv=KbtRm +Fp | Fv=2Cbt2Rm/L |
| 衝撃矯正曲げによるシングルアングル接触(V字型曲げ部品) | 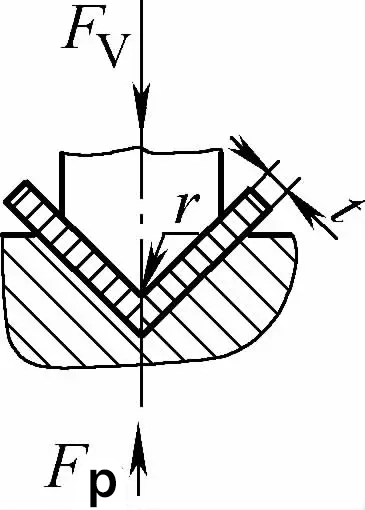 | 接触曲げに基づき、衝撃補正の機能も持つ。曲げダイスの隙間は、一般的にt | Fv=0.7bt2Rm/L+Fp+qAb | Fv=1.3qAb | Fv=1.39qAb |
| ダブルアングル自由曲げ (U字曲げ部品) | 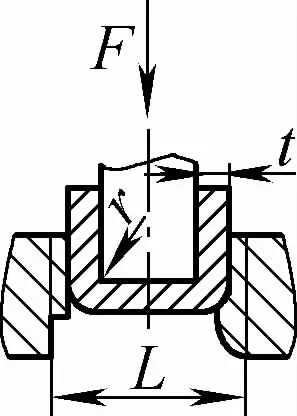 | 曲げ加工されたブランクは、金型入口の2つのサポートに圧力をかけて中央で曲げられ、ブランクの下部は金型に接触しない。 | 2r≦Lのとき、F=0.7bt 2 Rm /(r+t) 2r>Lのとき、F=2bt 2 Rm /3L | F =KbtRm | F=0.4CKbtRm |
| ダブルアングル接触曲げ(U字型曲げ部品) | 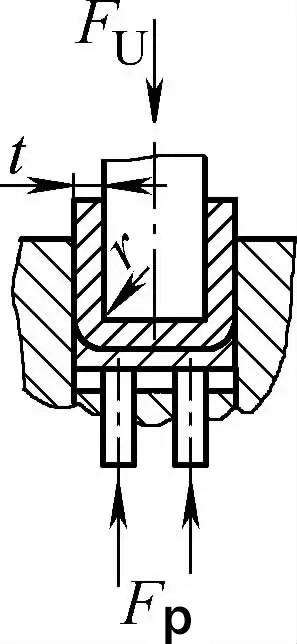 | 曲げ加工時には、プレッシャープレートを使用するか、tと同じかそれよりわずかに大きいギャップを使用するが、衝撃補正機能はない。 | 2r≦Lのとき、Fu =0.7bt2Rm /(r+t)+Fp 2r>Lのとき、Fu =2bt2Rmn/3L+Fp | Fu =KbtRm +Fp | Fu=0.5CbtRm |
| 衝撃補正曲げによるダブルアングル接触(U字型曲げ部品) | 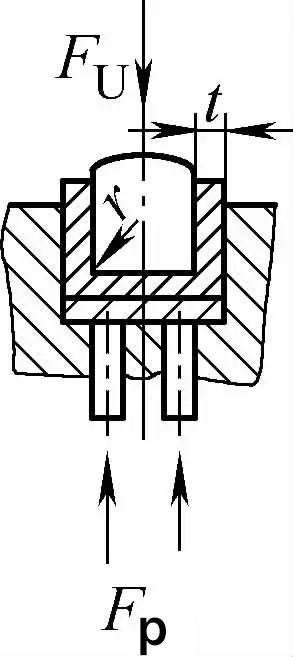 | 曲げ加工時、t以下の曲げギャップはプレッシャープレート(トッププレート)と共に使用され、衝撃補正の機能も持つ | Fu=0.7bt2Rmn/L+Fp+qAb | Fu=1.3qAb | Fu=1.3qAb |
注:表中の記号の意味は以下の通り:
- b - 曲げ部分の幅(mm);
- R - 曲げ部分の材料の引張強さ(MPa);
- L - 曲げ金型開口部の両側の支持点における曲げブランクの長さ(mm);
- C-係数、単角度曲げL>10tの場合はC=1、二重角度曲げr=tの場合はC=1、n-曲げ角度の数(個);
- A - 曲げ部のベアリング面積(mm²);
- F - 平面補正圧力(kN)、一般に曲げ力の30%~100%;
- K - 材料タイプ係数、値は表2にある;
- q-単位(衝撃)補正圧力(MPa)、値は表3にある。
表 2 材料タイプ係数 K 値
| 素材 | レシオ L/t | |||||
| 3 | 10 | 15 | 20 | 25 | 30 | |
| 10スチール、15スチール、真鍮、アルミニウム(ソフト) | 0.23 | 0.18 | 0.12 | 0.09 | 0.073 | 0.060 |
| 20スチール、25スチール、硬化アルミニウム | 0.21 | 0.17 | 0.11 | 0.08 | 0.070 | 0.057 |
| 20スチール、25スチール、40スチール、超硬質アルミニウム | 0.20 | 0.16 | 0.10 | 0.08 | 0.065 | 0.053 |
表3 曲げ加工時の単位(衝撃)矯正圧力qの概算値(単位:MPa)
| 素材 | 曲げ材の厚さ t/mm | |
| ≤3 | >3~10 | |
| アルミニウム | 30~40 | 50~60 |
| 真鍮 | 60~80 | 80~100 |
| 10スチール、15スチール、20スチール | 80~100 | 100~120 |
| 25スチール、30スチール、35スチール | 100~120 | 120~150 |
曲げ力の計算式
表4 曲げ力計算の経験式
| 曲げ方式 | 概略図 | 経験式 | 備考 |
| 自由曲げ |  | P=(0.8Bt2σb)/(r+t) | どこ P-全曲げ力(N) B-曲げ部分の幅(mm) t-材料の厚さ(mm) σb-引張強さ (MPa) rインナー 曲げ半径 (mm) A-補正部投影面積(mm)2 ) 単位補正圧力(MPa)、値は表5参照 |
 | P=(0.9Bt2σb)/(r+t) | ||
| 矯正を伴う屈曲 | 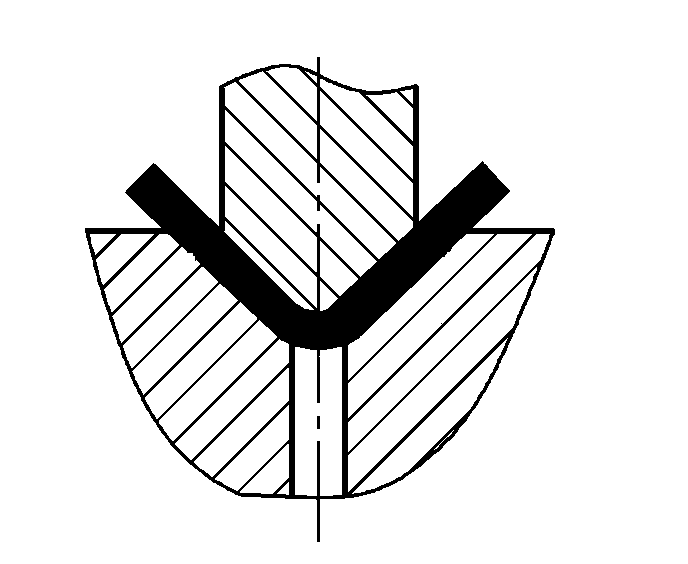 | P=(1.4Bt2σb)/(r+t) | |
 | P=(1.6Bt2σb)/(r+t) | ||
 | P=(1.4Bt2σb)/(r+t)+Aq | ||
 | P=(1.6Bt2σb)/(r+t)+Aq |
表5 単位補正圧力q値(単位:MPa)
| 素材 | 素材厚 / mm | |||
| <1 | 1~3 | 3~6 | 6~10 | |
| アルミニウム | 15~20 | 20~30 | 30~40 | 40~50 |
| 真鍮 | 20~30 | 30~40 | 40~60 | 60~80 |
| 10~20スチール | 30~40 | 40~60 | 60~80 | 80~100 |
| 25~30スチール | 40~50 | 50~70 | 70~100 | 100~120 |
III.曲げ仕事の計算
V字型曲げ部品の曲げ加工は、以下の式で計算できる。
Wv=mFvh
どこ
- Wv - V字曲げ部品の曲げ仕事(J)、一般に接触アップセット曲げで計算される;
- m - 補正係数、V字型曲げ部品の場合はm=0.32、U字型曲げ部品の場合はm=0.63;
- Fv - V字曲げ部品の曲げ力(kN)、F v またはF u 曲げ力は、表1の適切な計算式から求めることができる。
- h - 曲げ金型のキャビティの深さ(すなわち、曲げストローク)(mm)、hはまた、以下の式を使用して計算することができる。
h=0.5L~0.4(t+r)
どこ
- L - 曲げ金型開口部上のV字型曲げ部品の2つの支持点間の距離(mm);
- t - 曲げ部分の厚さ(mm);
- r - 曲げ半径(mm)。
IV.曲げ力と曲げ仕事に関する簡易図解法
図2は、V字形とU字形の曲げ部品の曲げ力と曲げ仕事のグラフ計算コラムチャートです。このチャートは使い勝手がよく、グラフ計算は素早く、結果は現実に近く、現場での使用に適している。
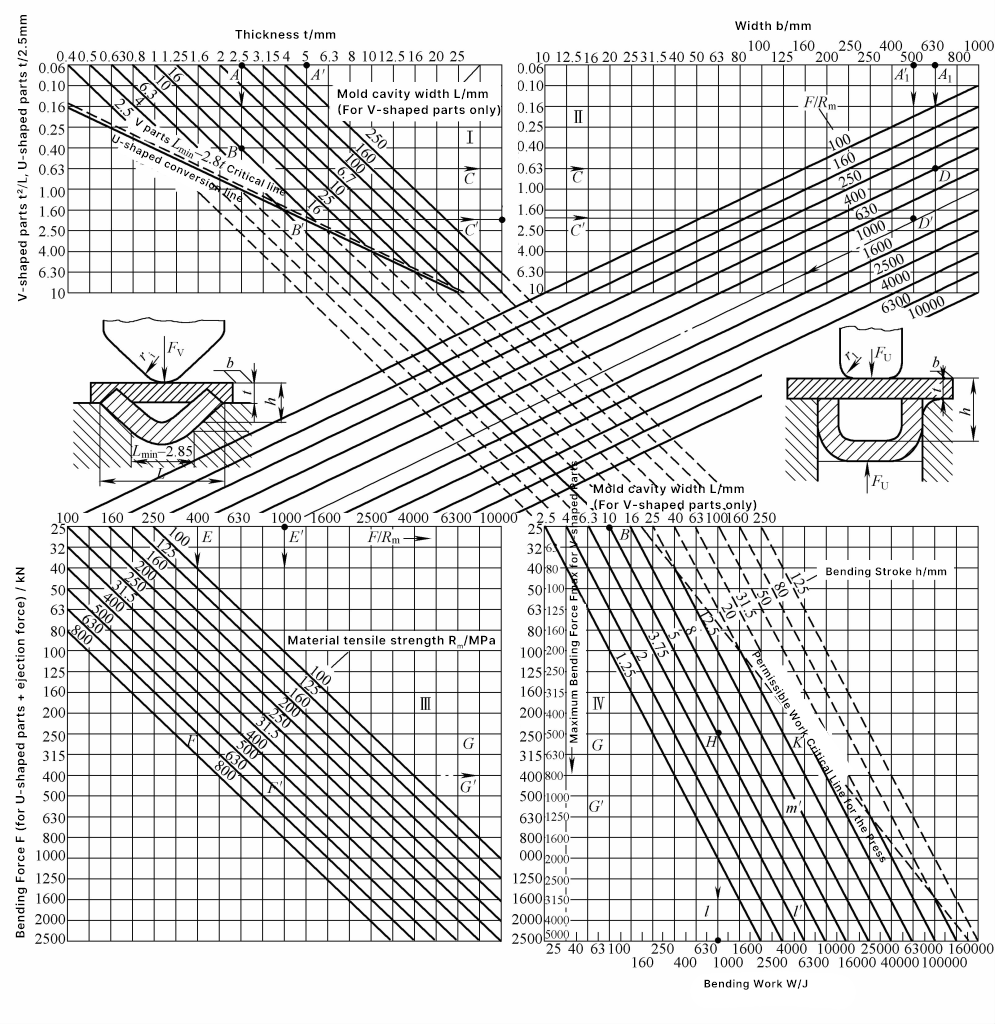
注:表中の記号は以下を意味する:
- F - V字型およびU字型曲げ部の曲げ力(kN);
- W - V字型およびU字型曲げ部品の曲げ作業(J);
- H - V字型およびU字型曲げ部品の曲げ加工ストローク(mm);
- L, L 分 - V字曲げ部品の曲げ金型の開口幅(mm)、最小開口幅(mm);
- r - 曲げ部品の内側曲げ半径(mm);
- t - 曲げ部分の厚さ(mm)。
グラフィカルな計算例。t=2.5mm、曲げ金型の開口幅L=10mmのV字曲げ部品があるとする。図2の領域Iにおいて、t2/L=0.63(ABC線参照)。曲げ部の幅b=630mmとすると、材料の引張強さR m =630MPaである。1 DEF線、そしてエリアIIIでは右の延長線に沿ってFG線を求め、その結果、曲げ力Fv =250kN。
エリアIVでは、レベリング矯正圧を考慮すると、総圧はF∑ =2F=500kNである。曲げ作業ストロークh=0.5L=5mm、補正係数m=0.32、従って曲げ仕事Wはv =mF∑ 図2のBH線とCHI線に示すように、h=800Jである。







