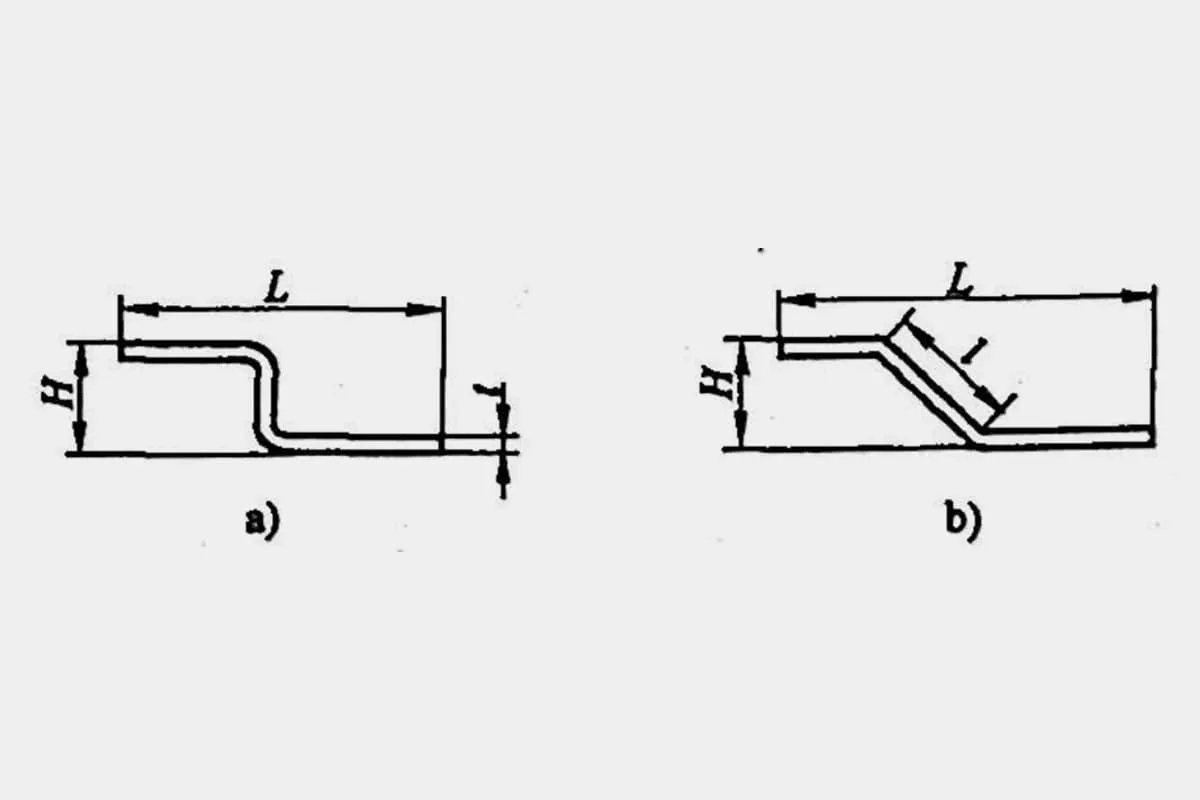

오프셋 절곡이라고도 하는 Z 절곡은 성형 각도에 따라 직선 모서리 오프셋 절곡과 경사 모서리 오프셋 절곡으로 분류할 수 있습니다(그림 1 참조). 처리 방법은 오프셋 높이에 따라 결정됩니다.
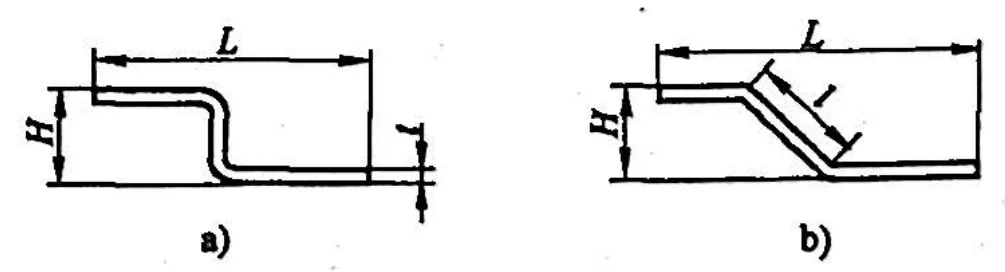
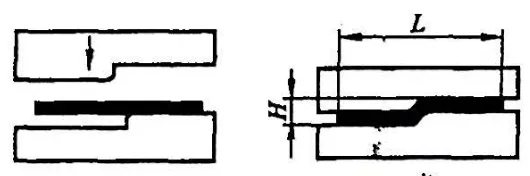
직선 모서리 오프셋 절곡(그림 1)의 경우 오프셋 높이 H가 0<H≤2t 범위 내에 있고 배치가 크지 않은 경우, 그림 2와 같이 절곡기의 오프셋 다이를 사용하여 가공할 수 있습니다.
오프셋 높이가 Z 벤드(오프셋)의 최소 굽힘 높이 2t<H≤ 이내인 경우 실제 상황에 따라 오프셋 다이, 단순 다이 또는 배출 장치가있는 Z 벤딩 다이를 사용하는 것을 고려해야합니다. H가 Z 벤드의 최소 굽힘 높이(오프셋)를 초과하는 경우 벤딩 머신은 양방향 벤딩 가공에 사용됩니다.
Z-벤딩(오프셋)을 처리하는 첫 번째 단계는 벤딩 머신 는 이전에 업로드한 V 굽힘에 대한 글과 동일하게 계산됩니다. 두 번째 단계에서 Z 모양으로 구부릴 때의 초기 상태는 그림 3에 나와 있습니다.
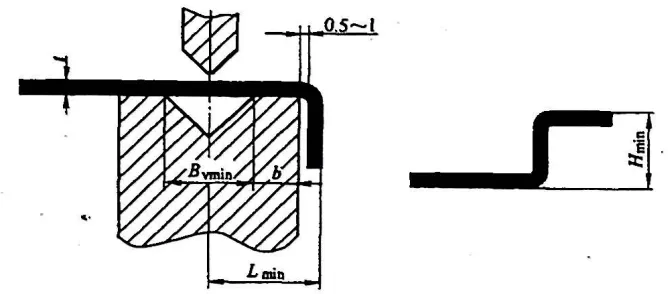
그림에서 볼 수 있듯이 Z 벤딩과 V 벤딩의 공정은 매우 유사하며, Z 벤딩의 최소 벤딩 높이 문제도 있습니다. 하부 다이 구조의 한계로 인해 90° Z 벤딩의 경우 벤딩 라인(하부 다이 홈의 대칭선)에서 Z 형상의 상단 가장자리까지의 최소 치수 Lmin이 V 벤딩보다 크며, 이는 다음과 같이 계산할 수 있습니다:
L분 = Bv분/2 + 6 + t + (0.5~1)
Where:
b - 하부 다이 홈에서 가장자리까지의 구조적 치수(mm), 일반적으로 b > 5mm입니다.
Z-벤딩의 최소 가장자리 높이(오프셋)를 계산하는 공식은 다음과 같습니다:
H분 = (Bv분-x)/2 + b + 2t + (0.5~1)
다양한 재료 두께 t에 대한 Z-벤딩의 최소 가장자리 높이(오프셋)에 대한 권장 값은 표 1에 나와 있습니다.
표 1: Z-벤딩의 최소 굽힘 높이 권장값(오프셋)(단위: mm)
| 일련 번호 | 재질 두께 t | 다이 슬롯 폭 Bv | 펀치 아크 반경 r0 | Z자형 굽힘 높이 H분 |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0.8 또는 0.3 | 9.5 |
| 4 | 1.0 | 6 | 1 또는 0.5 | 10.4 |
| 5 | 1.2 | 8(또는 6) | 1 또는 0.5 | 11.7(또는 10.7) |
| 6 | 1.5 | 10(또는 8) | 1 또는 0.5 | 13.3(또는 12.3) |
| 7 | 2.0 | 12 | 1.5 또는 0.5 | 15.2 |
| 8 | 2.5 | 16(또는 14) | 1.5 또는 0.5 | 18.2(또는 17.2) |
| 9 | 3.0 | 18 | 2 또는 0.5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
참고: 표의 데이터는 경험적 데이터이며 참고용으로만 제공됩니다.







