

굽힘력은 스탬핑 공정 설계, 프레스 선택, 금형 설계에 중요한 기준이 됩니다.
굽힘력의 크기는 블랭크의 크기, 재료의 기계적 특성, 금형 지지대 사이의 거리, 굽힘 반경 및 금형 사이의 간격뿐만 아니라 굽힘 방법과도 큰 관련이 있으므로 이론적 분석 방법으로는 정확한 계산을 수행하기 어렵습니다. 따라서 생산에서는 일반적으로 표 1에 나열된 경험적 공식을 사용하여 굽힘력을 대략적으로 계산합니다.
I. 굽힘력의 이론적 계산 근거 및 방법
굽힘력의 이론적 계산 방법은 굽힘 블랭크에 작용하는 다양한 외부 힘의 합이 0이고 굽힘 블랭크에 작용하는 외부 토크가 내부 저항 토크와 같다는 정적 평형 조건에서 기존 계산을 통해 도출됩니다.
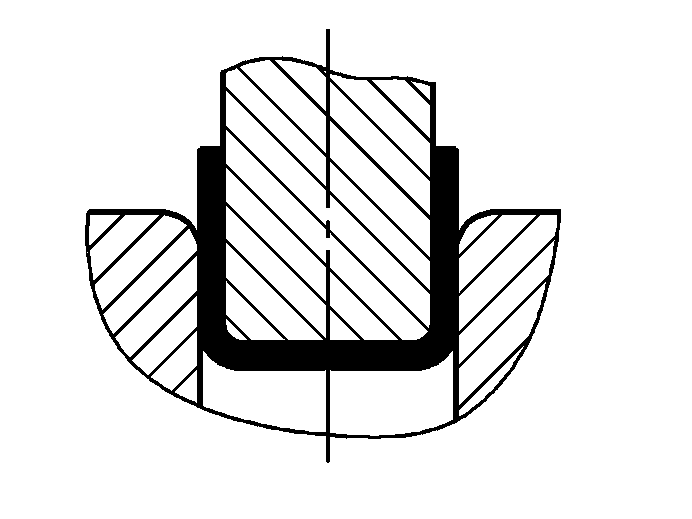
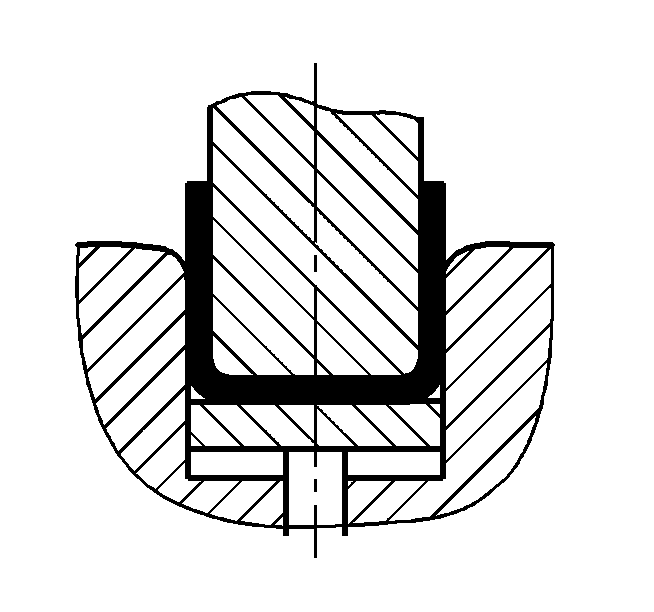
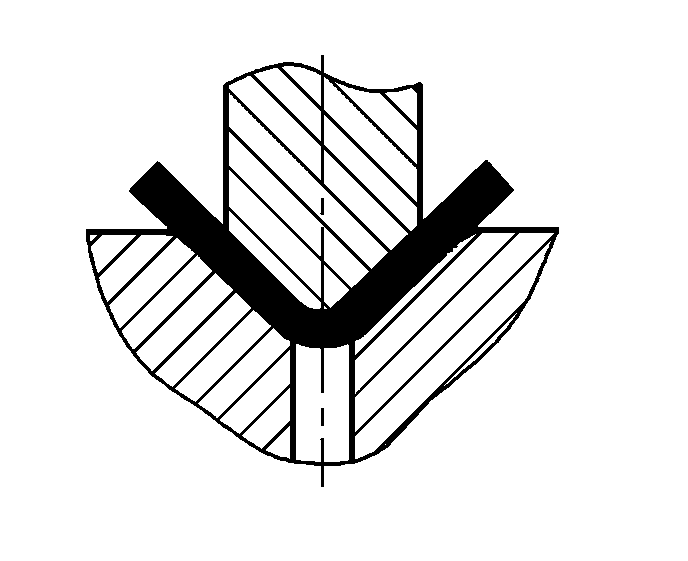
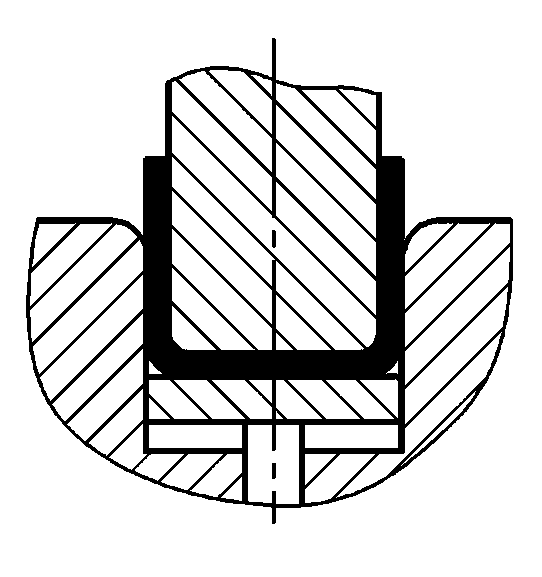
굽힘 방법과 금형 구조에 따라 굽힘 블랭크의 응력 상태가 달라집니다. 굽힘 방법이 다르면 굽힘 압력이 크게 달라집니다. 일반적으로 사용되는 V자형과 U자형을 예로 들어 보겠습니다. 굽힘 부품 예를 들어 그림 1과 같이 일반 풀 스틸 벤딩 다이를 사용하여 자유 벤딩, 접촉 업셋 벤딩 및 충격 보정 벤딩을 각각 사용하여 벤딩하여 성형할 수 있습니다.
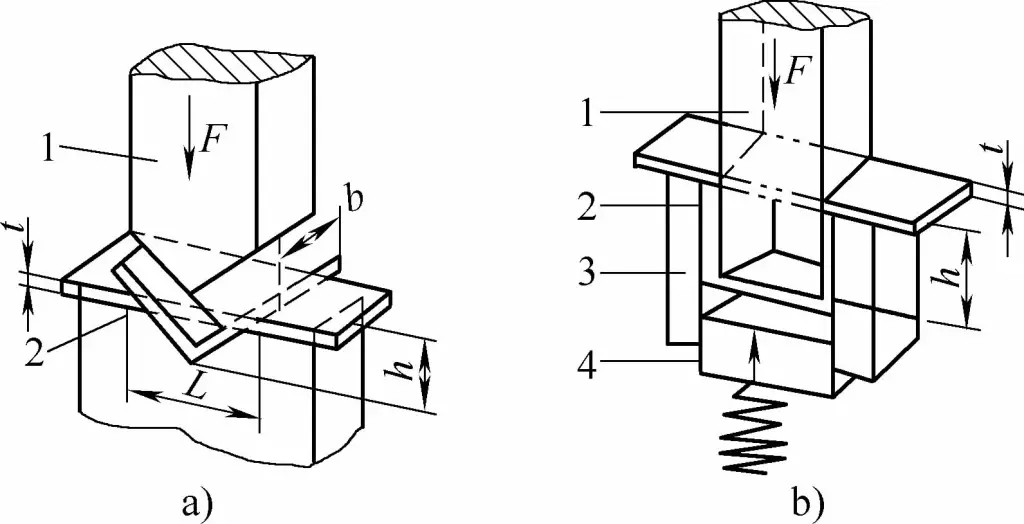
- a) V자형 굽힘 부품
- b) U자형 굽힘 부품
- 1 - 벤딩 펀치
- 2 - 굽힘 부분
- 3 - U자형 벤딩 다이
- 4 - 상단 도구
- L - U자형 다이 개구부의 너비
- t - 굽힘 부분의 두께
- h - V자형 벤딩 다이 캐비티의 깊이
V형 절곡 부품은 평평한 블랭크의 두 지지대 중간에 집중 하중을 가해 순수 절곡 및 자유 절곡을 하는 것으로, 주로 건설 현장에서 사용됩니다. 온라인에서는 중소형 판금 절곡 부품은 대부분 접촉 업셋 절곡으로, 고강도 중간 두께 판재 절곡 부품은 충격 보정 절곡을 사용하여 마찰 프레스에서 절곡하는 경우가 많습니다. 자유 굽힘은 추가 압력 없이 간단한 굽힘력만으로 압력이 덜 필요합니다.
II. 다양한 굽힘 방법에 따른 굽힘 힘 계산
다양한 굽힘 방법에 따른 굽힘 힘의 계산 공식은 표 1에 나와 있습니다.
표 1 다양한 굽힘 방법에 따른 굽힘력 계산 공식
| 이름 | 도식 | 굽힘 변형의 특성 | 굽힘력 계산 공식 | ||
| 이론적 | 대략적인 | 추천 | |||
| 단일 각도 자유 굽힘 (V자형 굽힘 부분) | 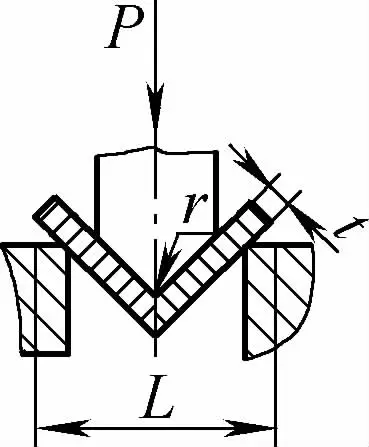 | 블랭크는 금형 입구의 두 지지대에 압력을 가하여 중간에서 아래로 구부러지고 아래쪽 부분은 금형에 닿지 않습니다. | 2r≤L일 때, F=0.7bt3 Rm /(r+t) 2r>L일 때, F=2bt2 Rm /3L | F = KbtRm | F=Cbt2Rm/L |
| 단일 각도 접점 굽힘 (V자형 구부러진 부분) | 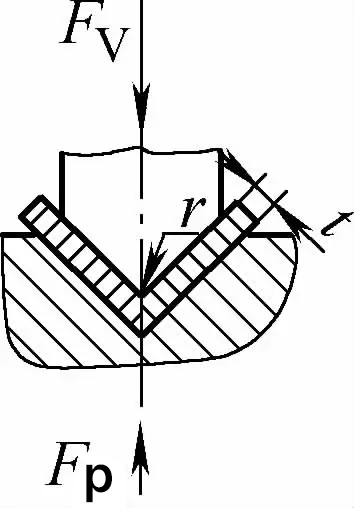 | 벤딩 공정이 완료되기 전에 벤딩 블랭크가 전체 금형 캐비티와 밀착됩니다. 일반적으로 압력판은 벤딩을 만드는 데 사용됩니다. 다이 갭 보다 크거나 같은 | 2r≤L일 때, Fv =0.7BT2 Rm /(r+t)+Fp 2r>L, Fv =2bt2 Rm /3L+Fp | Fv=KbtRm +Fp | Fv=2Cbt2Rm/L |
| 충격 보정 굽힘(V자형 굽힘 부품)의 단일 각도 접촉 | 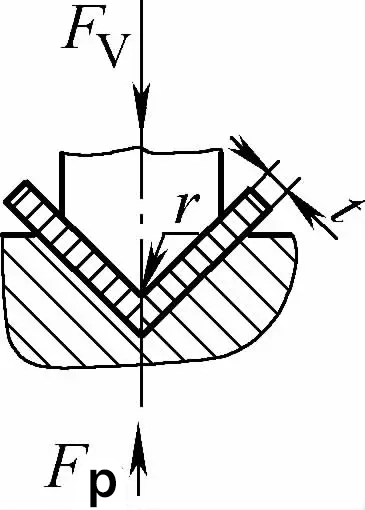 | 접촉 벤딩을 기반으로 충격 보정 기능도 있습니다. 벤딩 다이 간격은 일반적으로 t보다 작거나 같습니다. | Fv=0.7BT2Rm/L+Fp+qAb | Fv=1.3qAb | Fv=1.39qAb |
| 더블 앵글 자유 굽힘 (U자형 구부러진 부분) | 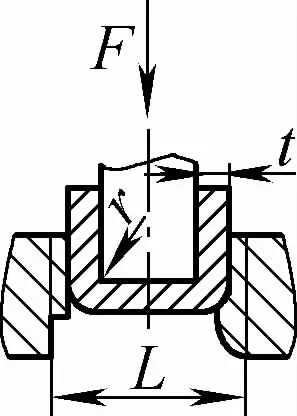 | 벤딩 블랭크는 금형 입구의 두 지지대에 압력을 가하여 중간에서 구부러지며 블랭크의 아래쪽 부분은 금형에 닿지 않습니다. | 2r≤L일 때, F=0.7bt 2 Rm /(r+t) 2r>L일 때, F=2bt 2 Rm /3L | F =KbtRm | F=0.4CKbtRm |
| 이중 각도 접촉 벤딩(U자형 벤딩 부품) | 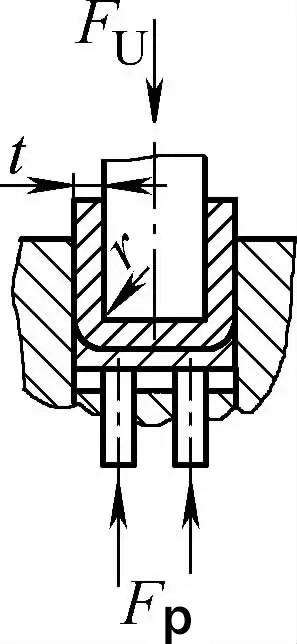 | 구부리는 동안 압력판을 사용하거나 t보다 약간 크거나 같은 간격을 사용하지만 충격 보정 기능이 없습니다. | 2r≤L일 때, Fu =0.7BT2Rm /(r+t)+Fp 2r>L, Fu =2bt2Rmn/3L+Fp | Fu =KbtRm +Fp | Fu=0.5CbtRm |
| 충격 보정 굽힘(U자형 굽힘 부품)의 이중 각도 접촉 | 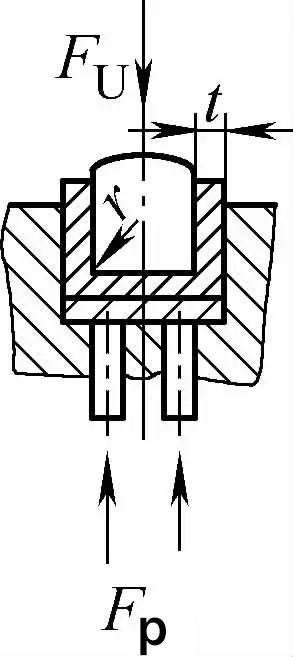 | 굽힘 시에는 압력판(상판)과 함께 t 이하의 굽힘 간격을 사용하며 충격 보정 기능도 있습니다. | Fu=0.7BT2Rmn/L+Fp+qAb | Fu=1.3qAb | Fu=1.3qAb |
참고: 표에 표시된 기호의 의미는 다음과 같습니다:
- b - 굽힘 부분의 너비(mm);
- R - 굽힘 부품 소재의 인장 강도(MPa)입니다;
- L - 벤딩 다이 개구부의 양쪽 지지점에서 벤딩 블랭크의 길이(mm)입니다;
- C - 계수, 단일 각도 굽힘의 경우 L>10t, C=1; 이중 각도 굽힘의 경우 r=t, C=1; 굽힘 각도(조각)의 n-개수입니다;
- A - 굽힘 부분의 베어링 면적(mm²);
- F - 평탄 보정 압력(kN), 일반적으로 30%~100%의 굽힘력;
- K - 머티리얼 유형 계수, 값은 표 2에서 확인할 수 있습니다;
- q - 단위(충격) 보정 압력(MPa), 값은 표 3에서 확인할 수 있습니다.
표 2 머티리얼 유형 계수 K 값
| 재료 | 비율 L/t | |||||
| 3 | 10 | 15 | 20 | 25 | 30 | |
| 10 스틸, 15 스틸, 황동, 알루미늄(소프트) | 0.23 | 0.18 | 0.12 | 0.09 | 0.073 | 0.060 |
| 20 스틸, 25 스틸, 경화 알루미늄 | 0.21 | 0.17 | 0.11 | 0.08 | 0.070 | 0.057 |
| 20 스틸, 25 스틸, 40 스틸, 초경량 알루미늄 | 0.20 | 0.16 | 0.10 | 0.08 | 0.065 | 0.053 |
표 3 굽힘 중 단위(충격) 보정 압력 q의 대략적인 값(단위: MPa)
| 재료 | 굽힘 재료 두께 t/mm | |
| ≤3 | >3~10 | |
| 알루미늄 | 30~40 | 50~60 |
| 황동 | 60~80 | 80~100 |
| 10 스틸, 15 스틸, 20 스틸 | 80~100 | 100~120 |
| 25 스틸, 30 스틸, 35 스틸 | 100~120 | 120~150 |
굽힘력 계산 공식
표 4 굽힘력 계산을 위한 경험적 공식
| 굽힘 방법 | 도식 | 경험적 공식 | 참고 |
| 자유로운 굽힘 | 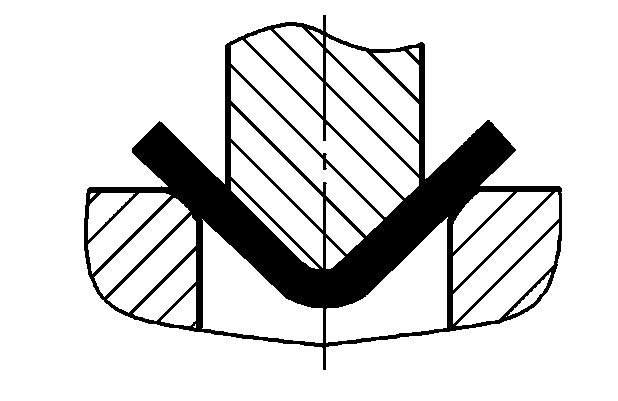 | P=(0.8Bt2σb)/(r+t) | 어디 P-총 굽힘력(N) B-구부러진 부분의 너비(mm) t-재료 두께(mm) σb-인장 강도(MPa) r-Inner 굽힘 반경 (mm) A-보정 부품 투영 영역(mm2 ) 단위 보정 압력(MPa), 해당 값은 표 5를 참조하십시오. |
 | P=(0.9Bt2σb)/(r+t) | ||
| 보정을 통한 굽힘 | 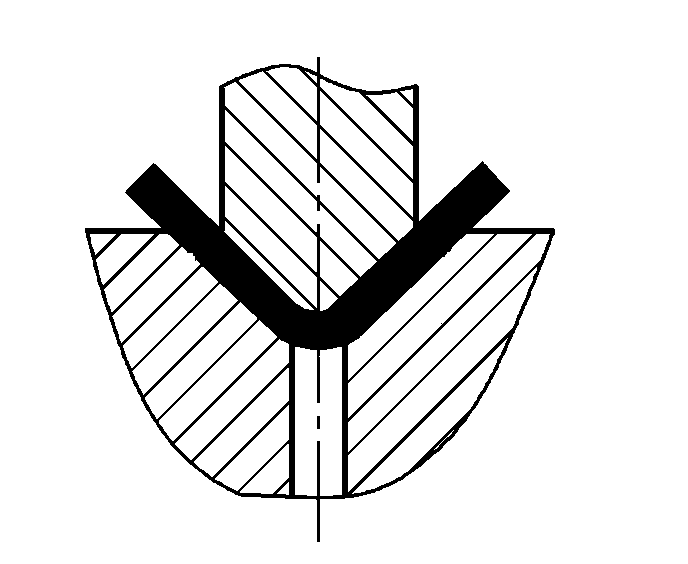 | P=(1.4Bt2σb)/(r+t) | |
 | P=(1.6Bt2σb)/(r+t) | ||
 | P=(1.4Bt2σb)/(r+t)+Aq | ||
 | P=(1.6Bt2σb)/(r+t)+Aq |
표 5 단위 보정 압력 q 값(단위: MPa)
| 재료 | 재료 두께 / mm | |||
| <1 | 1~3 | 3~6 | 6~10 | |
| 알루미늄 | 15~20 | 20~30 | 30~40 | 40~50 |
| 황동 | 20~30 | 30~40 | 40~60 | 60~80 |
| 10~20 강철 | 30~40 | 40~60 | 60~80 | 80~100 |
| 25~30 강철 | 40~50 | 50~70 | 70~100 | 100~120 |
III. 굽힘 작업 계산
V자형 굽힘 부품의 굽힘 작업은 다음 공식을 사용하여 계산할 수 있습니다.
Wv=mFvh
어디
- Wv - 일반적으로 접촉 업셋 굽힘으로 계산되는 V자형 굽힘 부품(J)의 굽힘 작업입니다;
- m - 보정 계수, V자형 굽힘 부품의 경우 m=0.32, U자형 굽힘 부품의 경우 m=0.63입니다;
- Fv - V자형 굽힘 부품의 굽힘력(kN), F v 또는 F u 굽힘력은 표 1에서 적절한 계산 공식을 찾아 굽힘력을 계산할 수 있습니다.
- h - 굽힘 다이 캐비티의 깊이(즉, 굽힘 스트로크)(mm), h는 다음 공식을 사용하여 계산할 수도 있습니다.
h=0.5L~0.4(t+r)
어디
- L - 벤딩 다이의 입구에 있는 V자형 벤딩 부품의 두 지지점 사이의 거리(mm);
- t - 굽힘 부분의 두께(mm)입니다;
- r - 굽힘 반경(mm).
IV. 굽힘력 및 굽힘 작업에 대한 단순화된 그래픽 방법
그림 2는 V자형 및 U자형 굽힘 부품의 굽힘력 및 굽힘 작업에 대한 그래픽 계산 열 차트를 보여줍니다. 이 차트는 사용하기 편리하고 그래픽 계산이 빠르며 결과가 현실에 가깝기 때문에 현장에서 사용하기에 적합합니다.
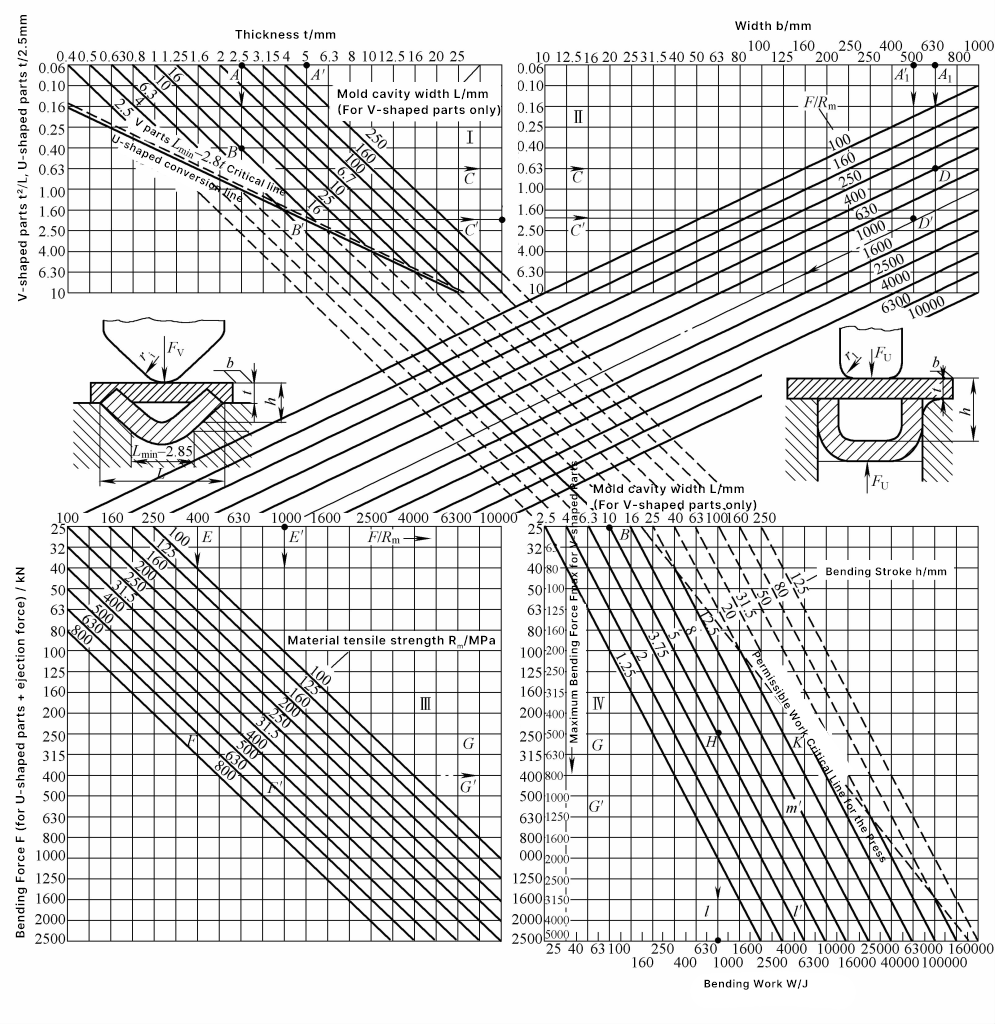
참고: 차트에 표시된 기호는 다음을 의미합니다:
- F - V자형 및 U자형 굽힘 부품의 굽힘력(kN);
- W - V자형 및 U자형 굽힘 부품(J)의 굽힘 작업;
- H - V자형 및 U자형 굽힘 부품의 굽힘 작업 스트로크(mm);
- L, L 분 - V형 절곡 부품용 절곡 다이의 개방 폭(mm), 최소 개방 폭(mm);
- r - 굽힘 부분의 내부 굽힘 반경(mm);
- t - 굽힘 부분의 두께(mm)입니다.
그래픽 계산 예시. t=2.5mm, 벤딩 다이의 개방 폭 L=10mm인 V형 벤딩 부품이 주어집니다. 그림 2의 영역 I에서 t2/L=0.63(ABC 선 참조). 굽힘 부분의 너비 b=630mm, 재료의 인장 강도 R m =630MPa, 영역 II와 III에서 A1 DEF 선과 영역 III의 오른쪽 연장선을 따라 FG 선을 찾아 굽힘력 F를 구합니다.v =250kN.
영역 IV에서 평탄화 교정 압력을 고려할 때 총 압력은 F입니다.∑ =2F=500kN. 굽힘 작업 스트로크 h=0.5L=5mm, 보정 계수 m=0.32, 따라서 굽힘 작업 Wv =mF∑ h=800J, 그림 2의 BH 라인과 CHI 라인에서 볼 수 있습니다.







