
Hoe het gewicht van plaatmetaal berekenen: Essentiële formules
Heb je je ooit afgevraagd hoe je snel het gewicht van plaatstaal kunt berekenen? Dit artikel onthult een eenvoudige formule die...
Deze gids verkent de kunst van het met de hand vervormen van plaatmetaal, waarbij technieken zoals buigen met eenvoudig gereedschap en het voorkomen van veelvoorkomende defecten gedetailleerd worden uitgelegd. Aan het eind krijg je inzicht in methodes om metaal met de hand te vervormen, begrijp je de uitdagingen en leer je praktische tips om hoogwaardige resultaten te behalen met minimale apparatuur. Duik in het fascinerende proces om vlakke platen om te zetten in complexe structuren.

De verwerkingsmethode van het buigen van plaatmetaal of profielen met behulp van eenvoudige handmatige machines en gereedschappen wordt handmatig buigen genoemd. Handmatig buigen vereist geen hoge verwerkingscondities en is zeer flexibel in gebruik. Het gaat echter gepaard met een hoge arbeidsintensiteit, een lage precisie van de gebogen onderdelen en een lage productiviteit. Daarom wordt het vaak gebruikt voor het buigen als er weinig onderdelen zijn. Daarnaast wordt het ook vaak gebruikt voor handmatig buigen als de condities van de apparatuur ontbreken of mechanisch vormen moeilijk is.
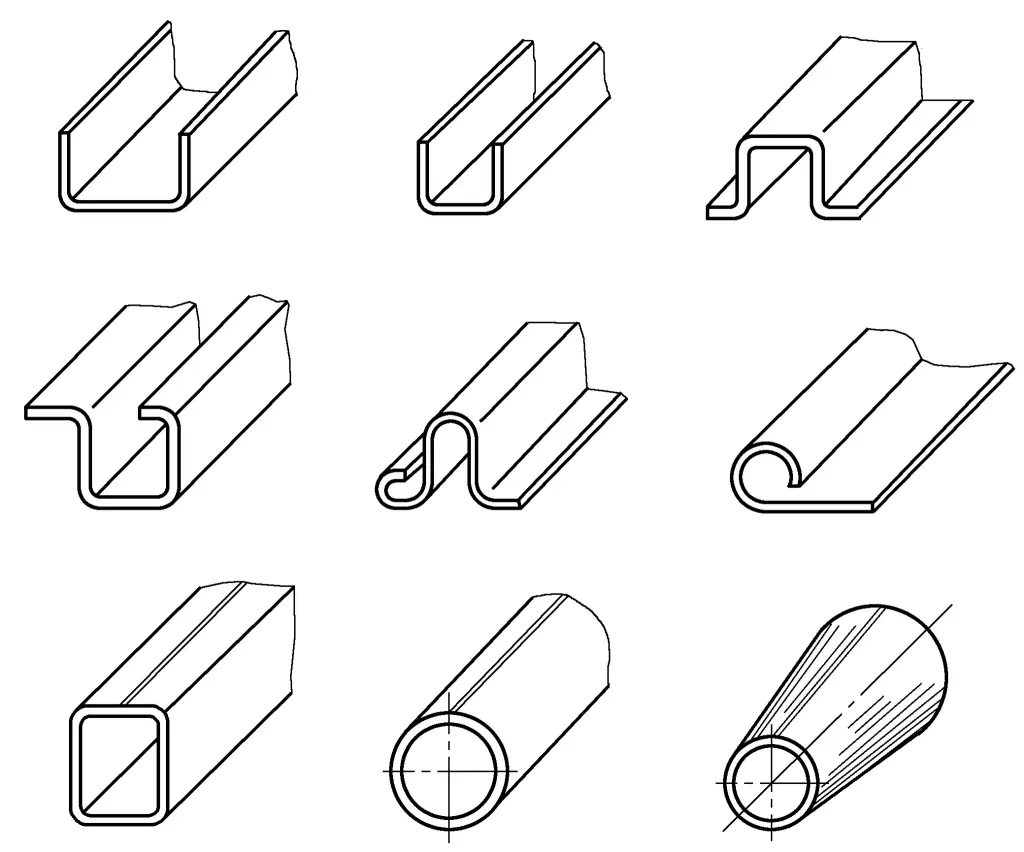
Afbeelding 4-1 toont verschillende typische gebogen plaatdelen.
Teken eerst de buiglijn op de plaat, lijn vervolgens de buiglijn uit met de hoek van het vierkante ijzer, houd de plaat met de linkerhand vast en gebruik een houten hamer met de rechterhand om beide uiteinden in een bepaalde hoek te buigen voor positionering en buig de plaat vervolgens volledig in vorm, zoals getoond in Figuur 4-2.
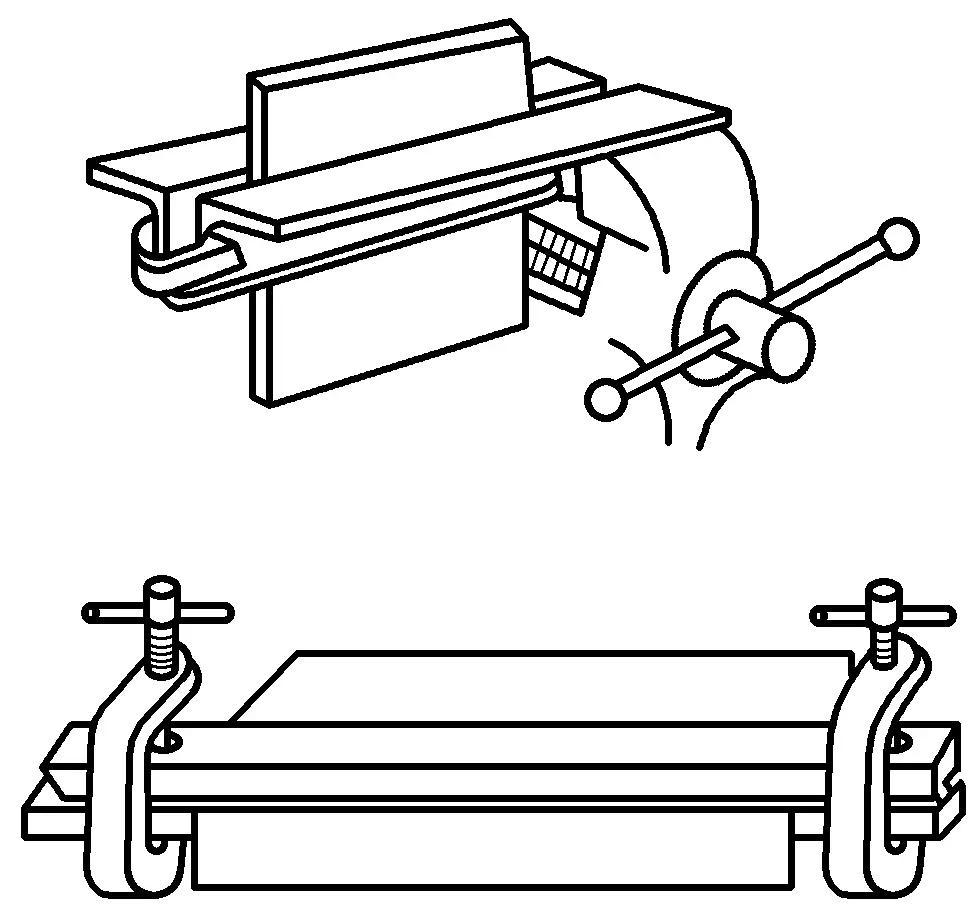
Bij het buigen van brede en dikke platen kun je de plaat tussen twee hoekijzers op een bankschroef klemmen, of een boogvormige klem gebruiken om de plaat vast te houden en deze dan buigen met een houten hamer zoals in Figuur 4-3.
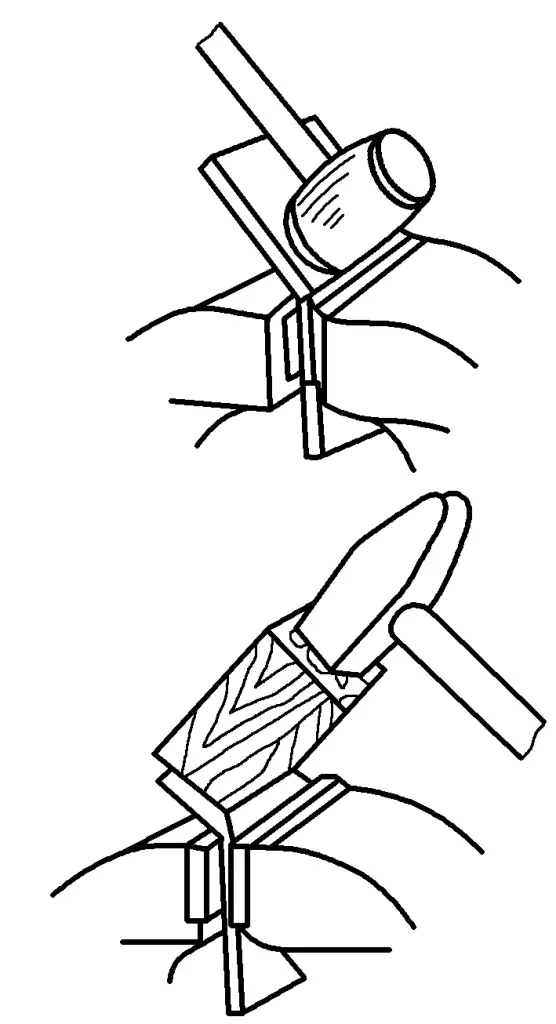
Teken eerst een lijn op de buighoek van de plaat, lijn de lijn uit met de bekken van de bankschroef en klem deze vast, gebruik dan een houten hamer om langs de onderkant van de plaat te slaan. Als de uitstekende lengte van het plaatuiteinde kort is, kun je een blok hout op de buighoek plaatsen en met een houten hamer indirect hameren om het te buigen, zoals getoond in Figuur 4-4.
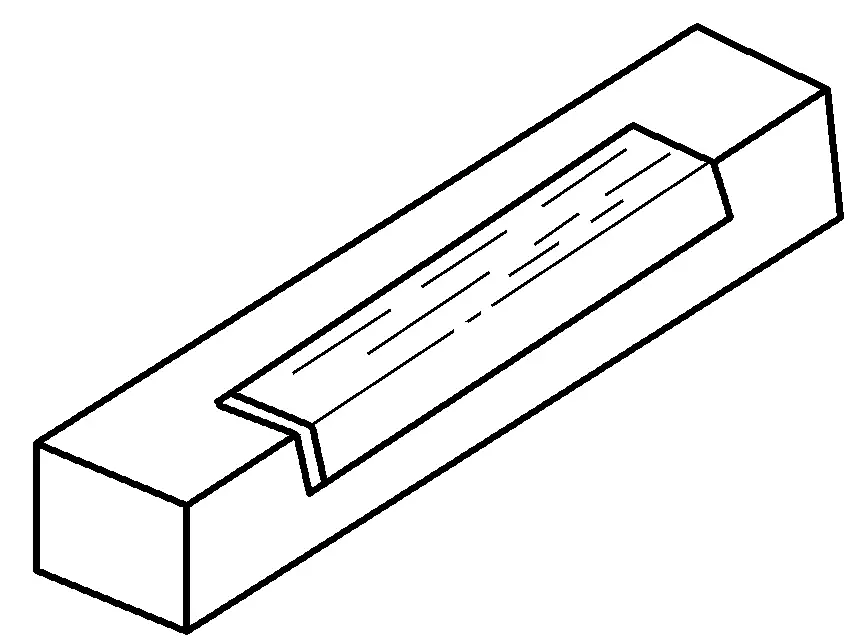
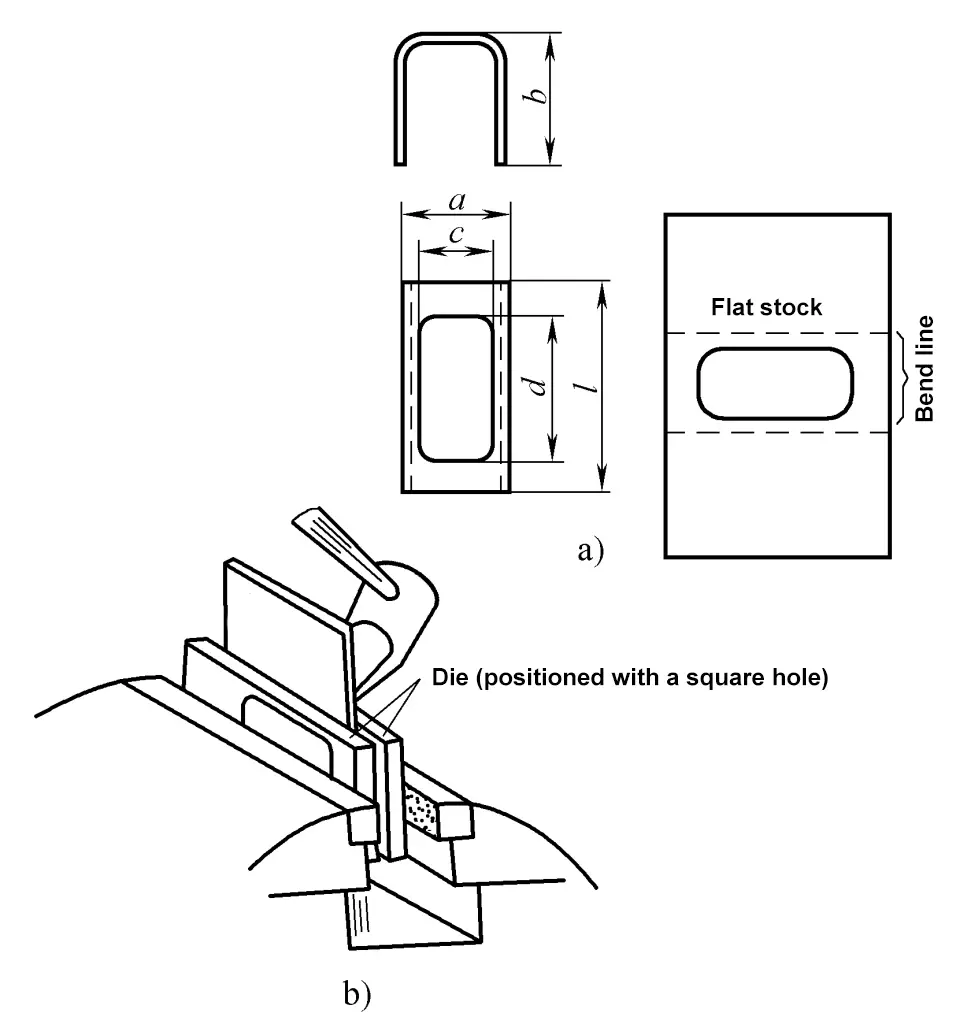
In Figuur 4-5a zijn het te buigen onderdeel en de ongevouwen blenk weergegeven. Als er gaten worden geboord op de blenk voor het buigen, omdat de afmetingen c en a dicht bij elkaar liggen, is de afstand tussen de buiglijn en de binnenrand van het gat erg klein, wat het buigen moeilijker maakt. Daarom kan een mal worden gebruikt om het op de bankschroef te klemmen, met behulp van het vierkante gat op de blenk voor positionering, zoals getoond in Figuur 4-5b, en het dan te buigen door te hameren met een houten hamer.
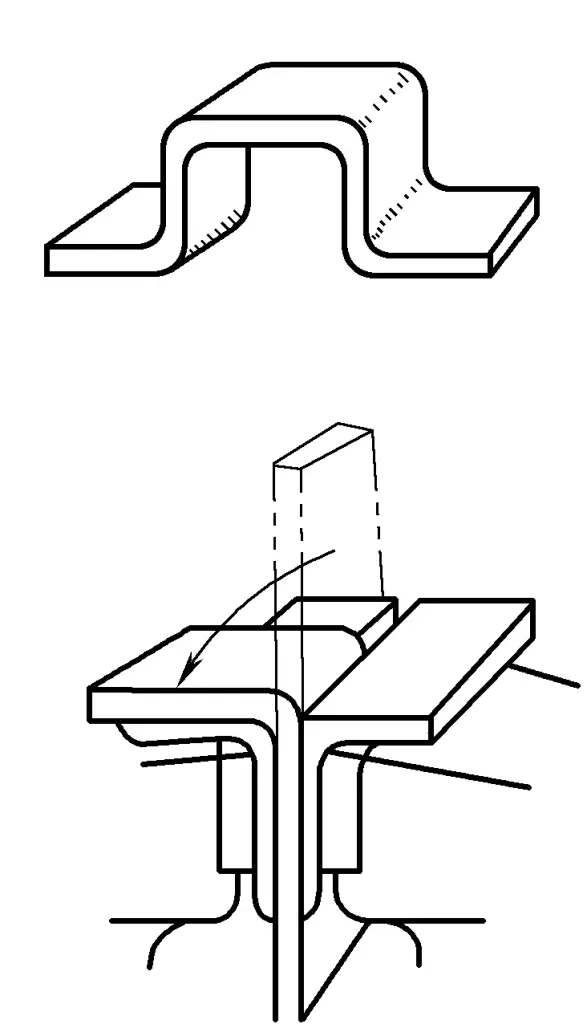
1) Teken vier buiglijnen op de hoeken van het onbewerkte werkstuk als referentie voor het buigen, klem het onbewerkte werkstuk in de bankschroef en buig een van de middelste hoeken, zoals getoond in Figuur 4-6.
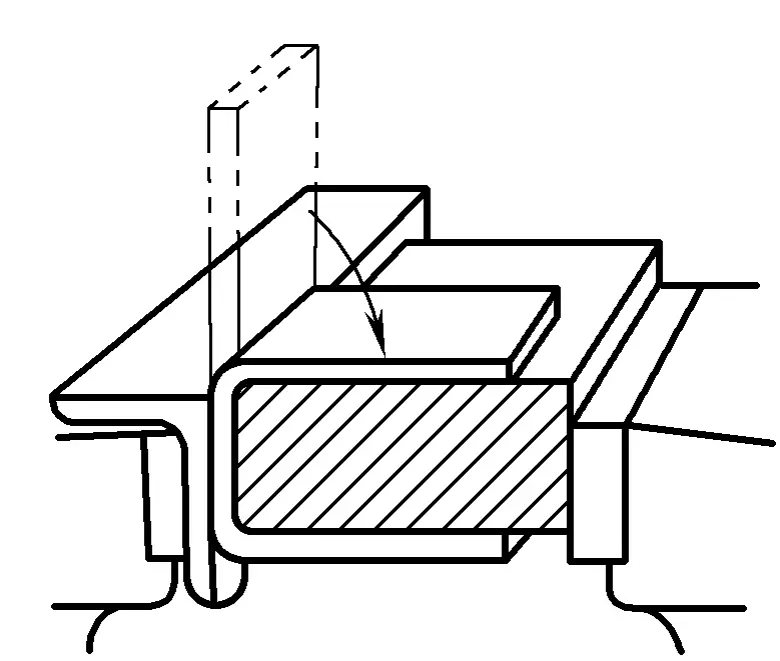
2) Klem de blenk op de bankschroef met een vulplaat, buig nog een hoek, de dikte van de vulplaat moet minder zijn dan de afstand tussen de twee hoeken, zoals getoond in Figuur 4-7.
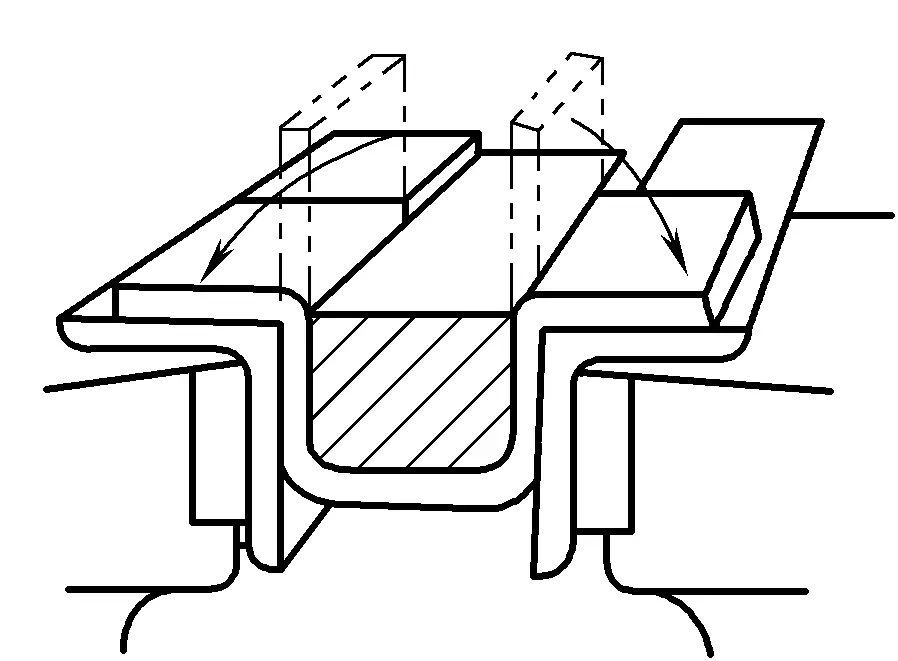
3) Gebruik nog een vulring om de laatste twee hoeken te buigen, zoals getoond in Figuur 4-8.
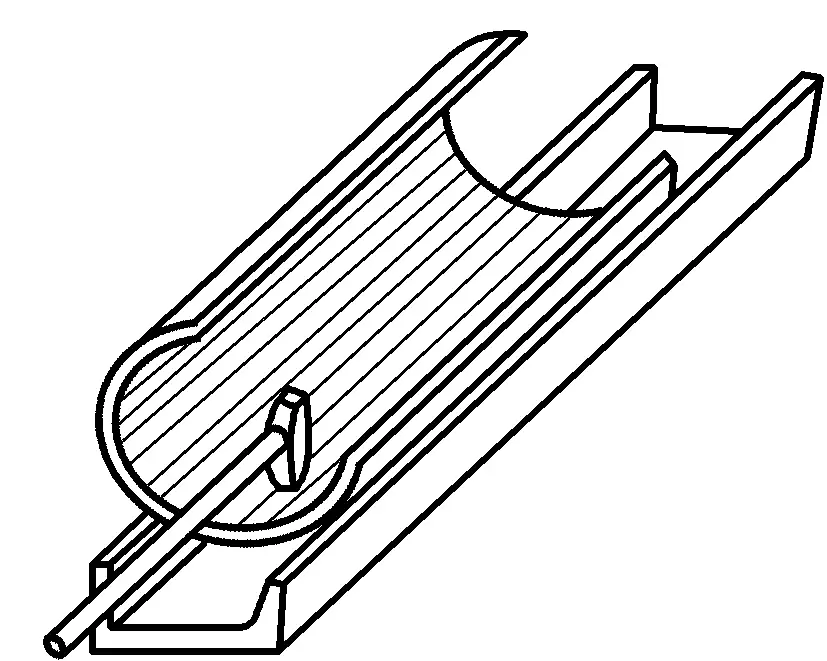
1) Teken lijnen evenwijdig aan de buiglijn op het plaatmetaal als referentie voor het hameren bij het afronden; gebruik rondstaal of een doorn om beide uiteinden van het plaatmetaal te buigen zodat de krommingsstraal gelijk is aan of iets kleiner is dan de vereiste buigradius. Zoals getoond in Figuur 4-9.
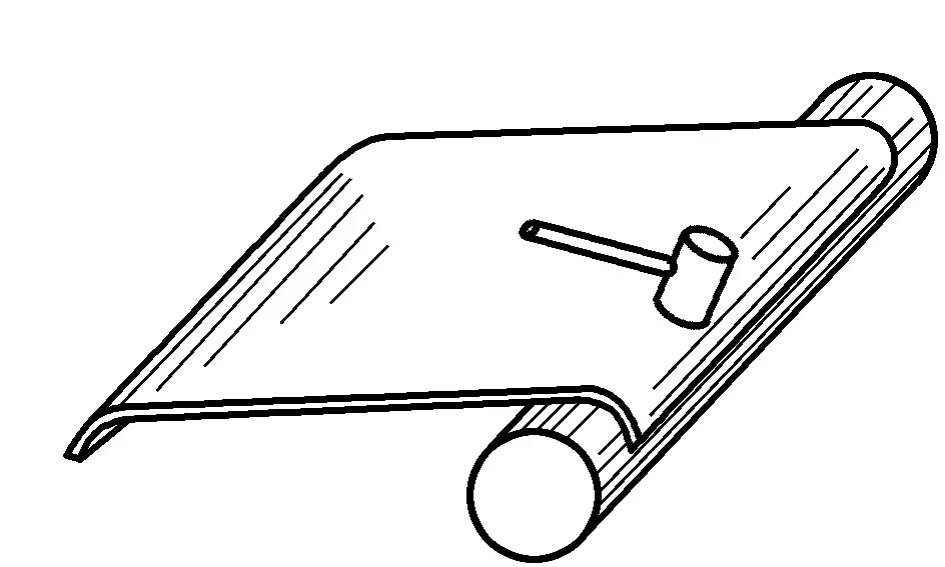
2) Plaats de gebogen uiteinden van het plaatmetaal op het kanaalstaal of naast de rail en hamer met een gevormde hamer, waarbij je van beide uiteinden naar het midden buigt. Zoals getoond in Figuur 4-10.
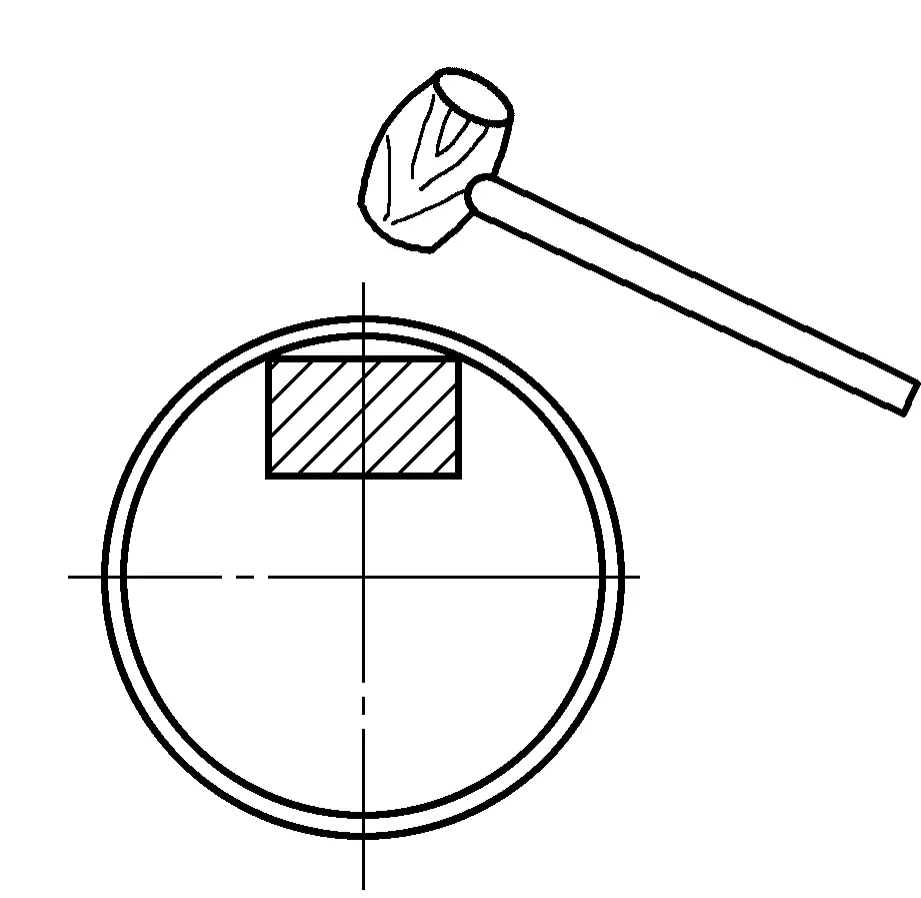
3) Plaats de cilinder over de doorn voor het afronden. Zoals getoond in Figuur 4-11.
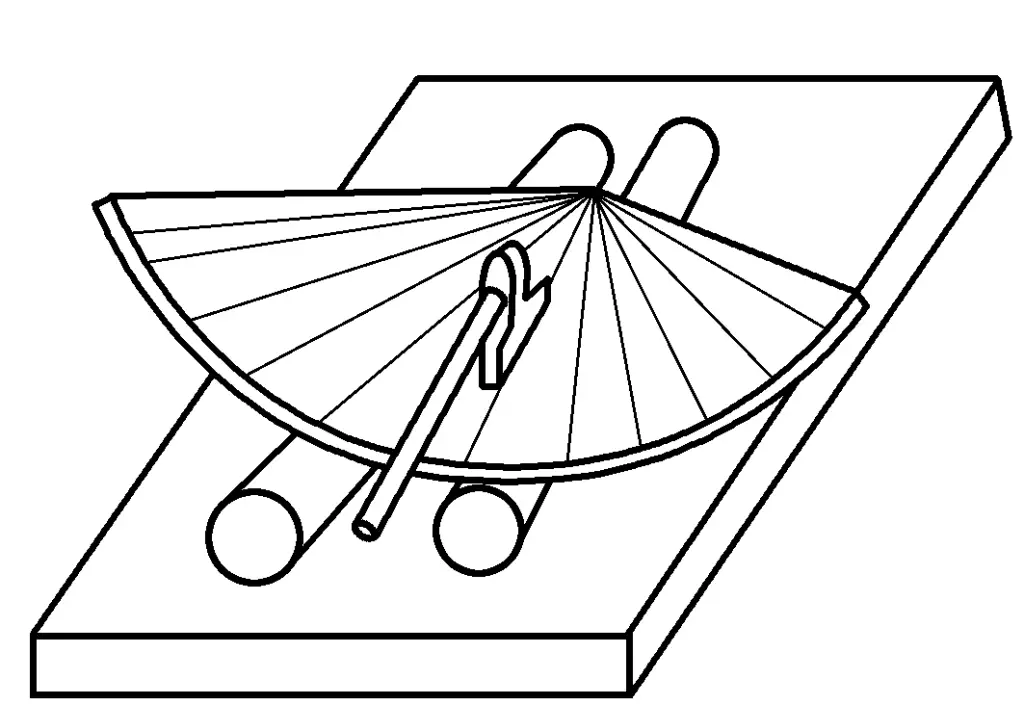
Teken eerst radiale buiglijnen op het plaatmetaal, leg het plaatmetaal dan op twee ronde stalen en gebruik een gevormde hamer om langs de as van het plaatmetaal te hameren, waarbij je eerst de uiteinden buigt en dan het midden. Zoals getoond in Figuur 4-12.
Tijdens het buigproces treden vaak defecten op zoals buigscheuren, terugvering, offset en ongelijke buigranden, zoals getoond in Figuur 4-13.
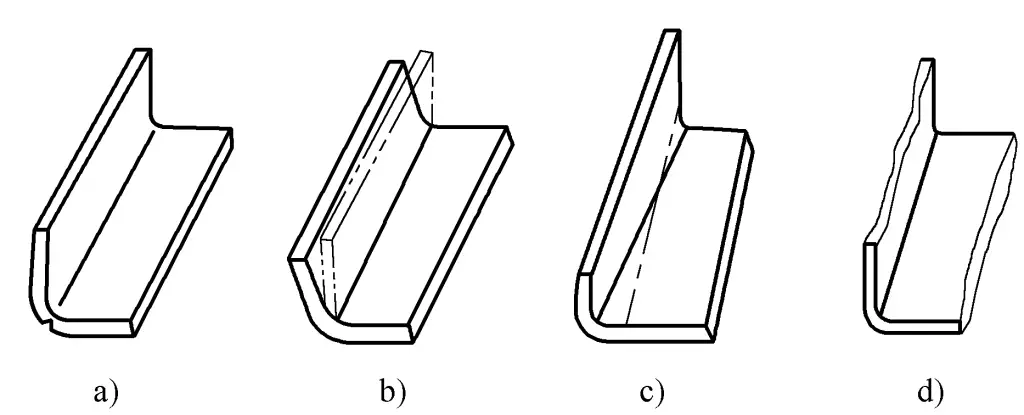
a) Buigscheuren
b) Terugvering
c) Compensatie
d) Ongelijke buigranden
Daaronder zijn buigscheuren een ernstiger en vaker voorkomend defect.
Buigscheuren zijn sterk gerelateerd aan de minimale buigradius, mechanische eigenschappen van het materiaal, oppervlaktekwaliteit van de plaat, kwaliteit van het afgeschuinde oppervlak en de richting van de materiaalvezels. Om buigscheuren te voorkomen worden vaak de volgende maatregelen genomen:
1) De buigradius moet groter zijn dan de minimale buigradius.
2) Gebruik warm buigen of gloei de plaat voor het buigen om de plasticiteit te verbeteren.
3) Verbeter de kwaliteit van het afschuifoppervlak of slijp met een slijpschijf om spanningsconcentratiefactoren te elimineren.
4) Vermijd bij het leggen van materiaal dat de buiglijn samenvalt met de richting van de materiaalvezels.
5) De lengte van de rechte rand van de gebogen delen mag over het algemeen niet minder zijn dan twee keer de dikte van de plaat om voldoende buigmoment te garanderen.
Als het minder dan twee keer is, kan de richtliniaal op de juiste manier worden verlengd en na het buigen worden afgesneden.
6) Om vervorming van de blinde doorsnede te voorkomen, moet de buigbreedte van de plaat over het algemeen niet minder zijn dan drie keer de dikte van de plaat. Als dit minder is dan drie keer, moeten verschillende delen samen op dezelfde plaat worden gebogen en na het buigen uit elkaar worden gesneden.
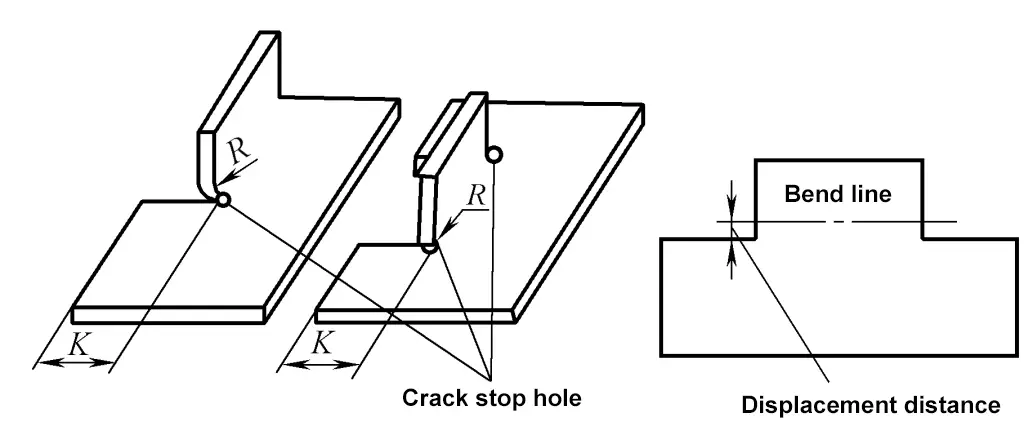
7) Voor onderdelen die plaatselijk in randen gebogen moeten worden om buigscheuren op de hoeken te voorkomen, boort u gaten voor de stopscheuren voor of verplaatst u de buiglijn een bepaalde afstand naar buiten, zoals getoond in Figuur 4-14.
8) Als de straal van het gebogen onderdeel klein is, let dan op de oppervlaktekwaliteit van de blenk om buigscheuren te voorkomen. Verwijder bramen en andere oppervlaktedefecten van het afschuifoppervlak of plaats het oppervlak van slechte kwaliteit aan de binnenkant van de bocht zodat het onder druk staat en minder snel zal scheuren.
9) Als er voor het buigen moet worden verwarmd, moet de temperatuur van het materiaal goed worden geregeld en moet de oppervlaktetemperatuur van de verwarming gelijkmatig zijn. Tijdens het buigen mag de matrijstemperatuur niet te hoog worden om vervorming te voorkomen.
10) Buigen vormen Activiteiten moeten strikt worden uitgevoerd volgens de relevante technische veiligheidsvoorschriften van de onderneming.







