
Minimale buighoogte van V-buigen
Hoe laag kun je gaan met V-buigen? Inzicht in de minimale buighoogte is cruciaal voor precisie bij metaalbewerking. Dit artikel...
Wanneer je werkt met Z-buigen in metaalbewerking, is het bereiken van de juiste minimale buighoogte essentieel om precisie en structurele integriteit te garanderen. Dit artikel gaat in op de technische aspecten van Z-buigen en legt uit hoe je de minimale buighoogte berekent op basis van materiaaldikte en matrijssleufbreedte. Door deze parameters te begrijpen, kunt u uw buigprocessen optimaliseren, veelvoorkomende valkuilen vermijden en de kwaliteit van uw metalen componenten verbeteren. Lees verder en ontdek gedetailleerde richtlijnen en aanbevelingen voor het bereiken van de perfecte Z-bocht in uw projecten.
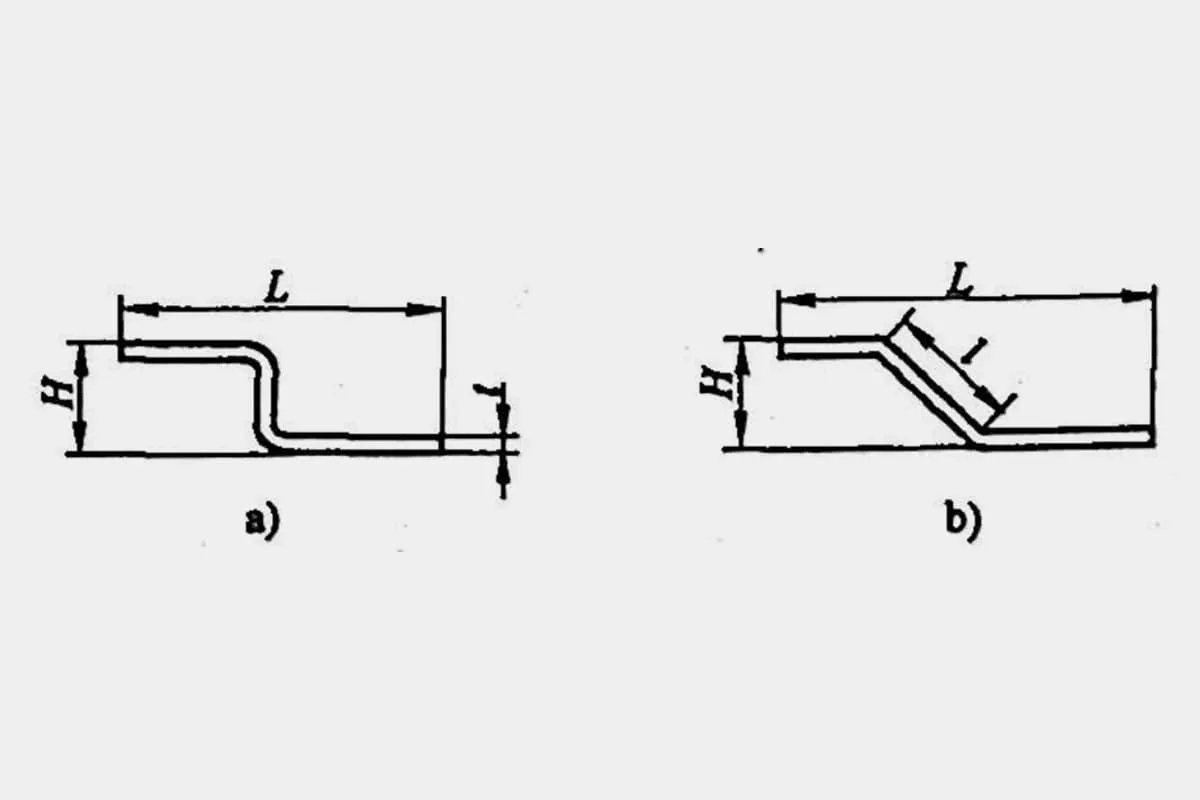
Z-buigen, ook bekend als offset buigen, kan worden gecategoriseerd in rechte rand offset buigen en schuine rand offset buigen, afhankelijk van de omvormhoek (zie afbeelding 1). De verwerkingsmethode wordt bepaald op basis van de offsethoogte.
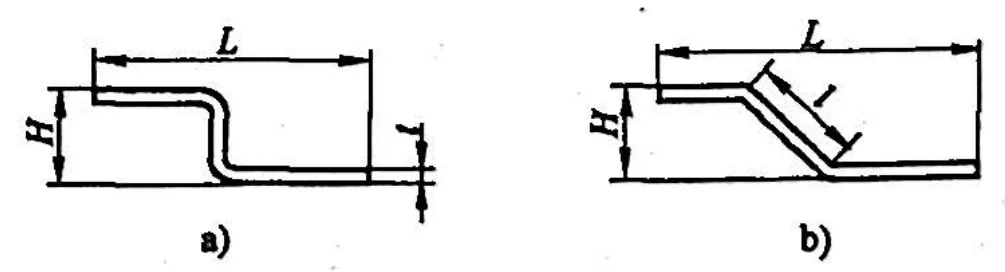
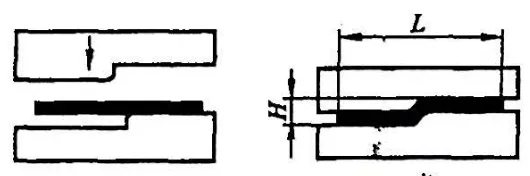
In het geval van offsetbuigen met rechte rand (Figuur 1), als de offsethoogte H binnen het bereik 0<H≤2t valt en de partij niet groot is, kan deze worden verwerkt met behulp van een offsetmatrijs op een buigmachine, zoals getoond in Figuur 2.
Als de offsethoogte binnen 2t de minimale buighoogte van de Z-bocht (offset), wordt de buigmachine gebruikt voor bidirectioneel buigen.
De eerste stap van het verwerken van Z-buigingen (offset) op een buigmachine wordt op dezelfde manier berekend als in het eerder geüploade artikel over V-buigen. De begintoestand bij het buigen in een Z-vorm in de tweede stap wordt getoond in Figuur 3.
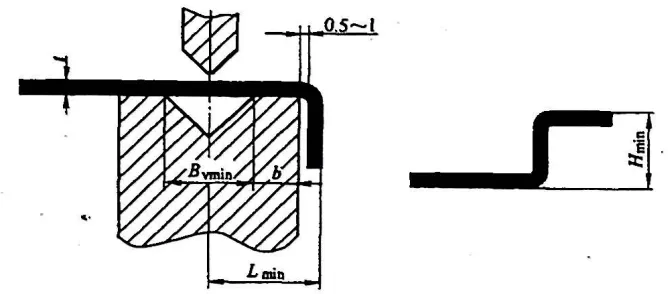
Zoals te zien is in de figuur lijken de processen van Z-bochten en V-bochten erg op elkaar en is er ook de kwestie van de minimale buighoogte bij Z-bochten. Door de beperking van de structuur van de onderste matrijs is de minimale afmeting Lmin van de buiglijn (symmetrielijn van de groef in de onderste matrijs) tot de bovenrand van de Z-vorm voor 90° Z-bochten groter dan die van V-bochten, die als volgt kan worden berekend:
Lmin = Bvmin/2 + 6 + t + (0.5~1)
Waar:
b - Structurele afmetingen van de onderste matrijsgroef tot de rand (in mm), meestal b > 5 mm.
De formule voor het berekenen van de minimale randhoogte van Z-buigen (offset) is:
Hmin = (Bvmin-x)/2 + b + 2t + (0,5~1)
De aanbevolen waarden voor de minimale randhoogte van de Z-bocht (offset) voor verschillende materiaaldiktes t staan in Tabel 1.
Tabel 1: Aanbevolen waarden voor de minimale buighoogte bij Z-buigen (offset) (Eenheid: mm)
| Serienummer | Materiaal Dikte t | Breedte matrijssleuf Bv | Straal boog r0 | Z-vormige bocht Hoogte Hmin |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 of 0,3 | 9.5 |
| 4 | 1.0 | 6 | 1 of 0,5 | 10.4 |
| 5 | 1.2 | 8 (of 6) | 1 of 0,5 | 11,7 (of 10,7) |
| 6 | 1.5 | 10 (of 8) | 1 of 0,5 | 13,3 (of 12,3) |
| 7 | 2.0 | 12 | 1,5 of 0,5 | 15.2 |
| 8 | 2.5 | 16 (of 14) | 1,5 of 0,5 | 18,2 (of 17,2) |
| 9 | 3.0 | 18 | 2 of 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
Opmerking: De gegevens in de tabel zijn empirisch en dienen alleen ter referentie.







