Wytłaczanie na gorąco i na zimno: Kluczowe różnice i zastosowania
Jeśli chodzi o kształtowanie materiałów w precyzyjne formy, wytłaczanie wyróżnia się jako jeden z najbardziej wszechstronnych procesów produkcyjnych....

W procesie wytłaczania na zimno, ze względu na szereg czynników technologicznych, siła wytłaczania jest trudna do dokładnego obliczenia. Dotyczy to w szczególności części o złożonych kształtach, dla których nie istnieją ugruntowane metody obliczeniowe ani praktyczne, wiarygodne wzory lub wykresy.
Obecnie powszechne metody obliczania siły wytłaczania podczas wytłaczania na zimno obejmują proste obliczenia, obliczenia graficzne i metody analizy graficznej.
Przybliżoną wartość jednostkowej siły wytłaczania dla różnych materiałów można sprawdzić w tabeli 3-13, a następnie pomnożyć przez rzeczywisty obszar roboczy wytłaczarki, aby uzyskać przybliżoną siłę wytłaczania. Wzór jest następujący:
P = pA (3-9)
Gdzie:
Praktyka dowiodła, że szacunki dokonane na podstawie powyższych danych empirycznych są zbliżone do rzeczywistej sytuacji i mogą zasadniczo spełnić wymagania.
Metoda ta, znana również jako metoda nomogramu, zakłada jednolity stan odkształcenia metalu podczas procesu wytłaczania na zimno. Uwzględnia ona takie czynniki, jak szybkość redukcji przekroju wyciskania, rozmiar półwyrobu, właściwości mechaniczne materiału oraz kształt części roboczej matrycy.
Innym warunkiem zastosowania graficznej metody obliczeniowej jest poddanie półwyrobu zmiękczaniu, obróbce powierzchniowej i smarowaniu przed wytłaczaniem.
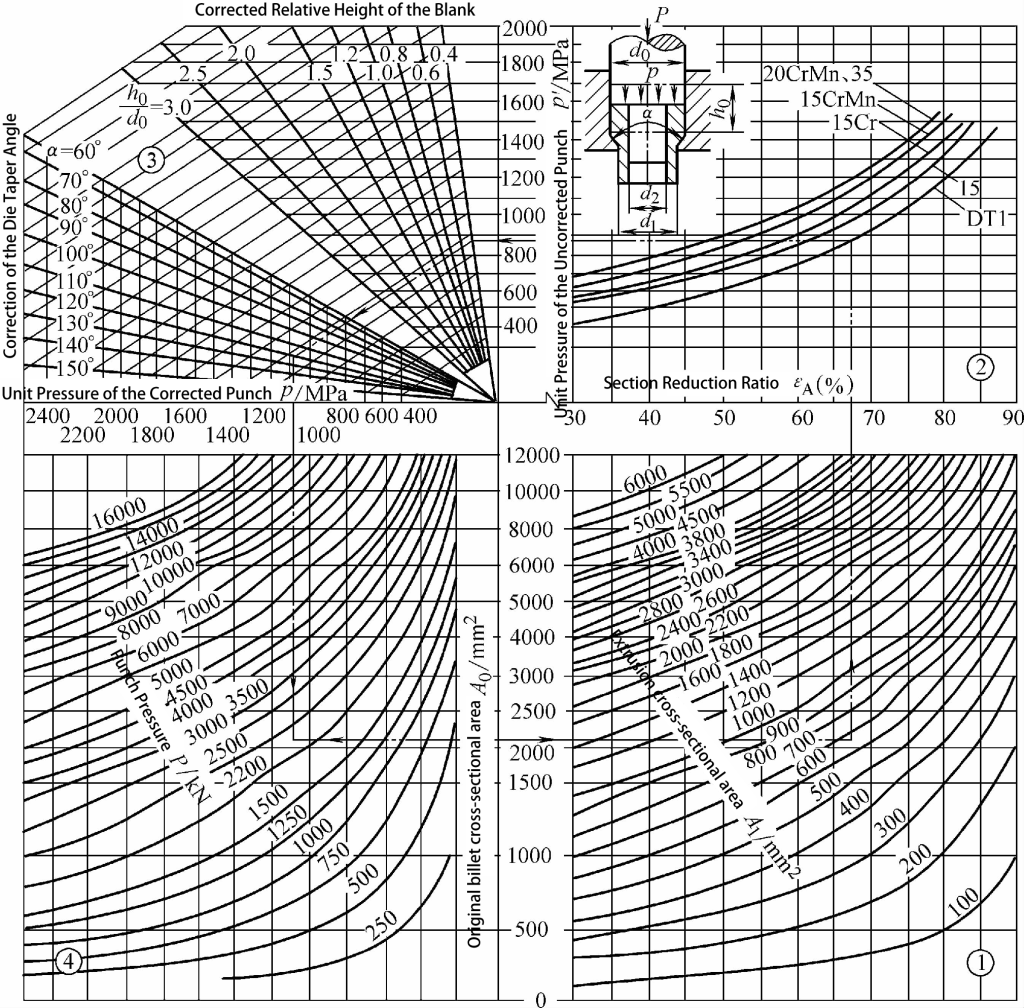
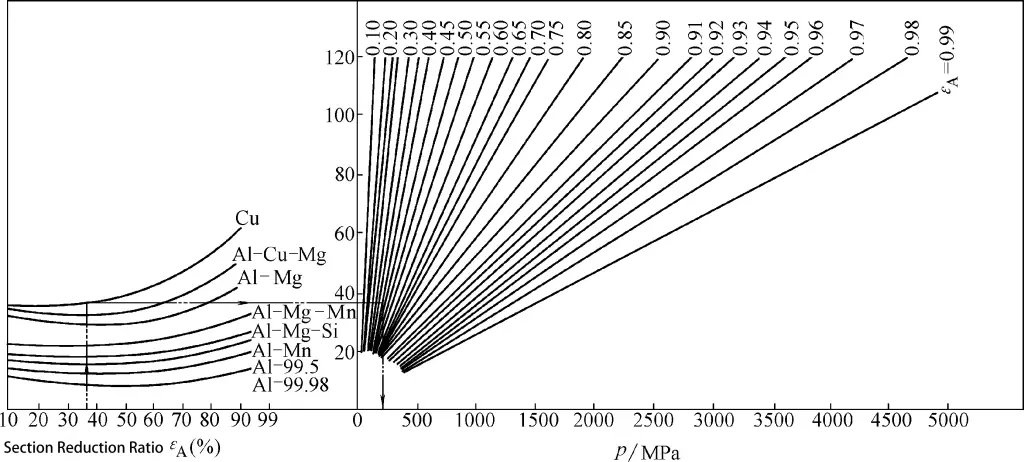
Graficzne obliczenie jednostkowej siły wyciskania dla wyciskania pełnego przedstawiono na rysunku 3-9. Graficzne obliczenie jednostkowej siły wyciskania dla wyciskania drążonego przedstawiono na rysunku 3-10.
Tabela 3-13 Przybliżona wartość jednostkowej siły wyciskania podczas wyciskania
| Materiał | Stan odkształcenia | |||||
| Bezpośrednie wytłaczanie | Wytłaczanie pośrednie | Zamknięte formowanie matrycowe | ||||
| Przekrojowy współczynnik redukcji εA (%) | Jednostkowa siła wyciskania ρ/MPa | Przekrojowy współczynnik redukcji εA (%) | Jednostkowa siła wyciskania ρ/MPa | Przekrojowy współczynnik redukcji εA (%) | Jednostkowa siła wyciskania ρ/MPa | |
| Czyste aluminium | 97 ~ 99 | 600 ~ 800 | 97 ~99 | ≈800 | 30 ~ 50 | / |
| Stop aluminium | 92 ~ 95 | 800 ~ 1000 | 75 ~82 | 800 ~ 1200 | 30 ~ 50 | 1000 ~ 1600 |
| Mosiądz | 75 ~87 | 800 ~ 1200 | 75 ~ 78 | 800 ~ 1200 | 30 ~ 50 | 1000 ~ 1600 |
| 10 Stal | 50 ~ 80 | 1400 ~ 2000 | 40 ~75 | 1600 ~ 2200 | 30 ~ 50 | 1000 ~ 1600 |
| 30 Stal | 50 ~ 70 | 1600 ~ 2500 | 40 ~ 70 | 1800 ~ 2500 | 30 ~ 50 | 1600 ~ 2000 |
| 50 Stal | 40 ~ 60 | 2000 ~ 2500 | 30 ~ 60 | 2000 ~ 2500 | 30 ~ 50 | 1800 ~ 2500 |
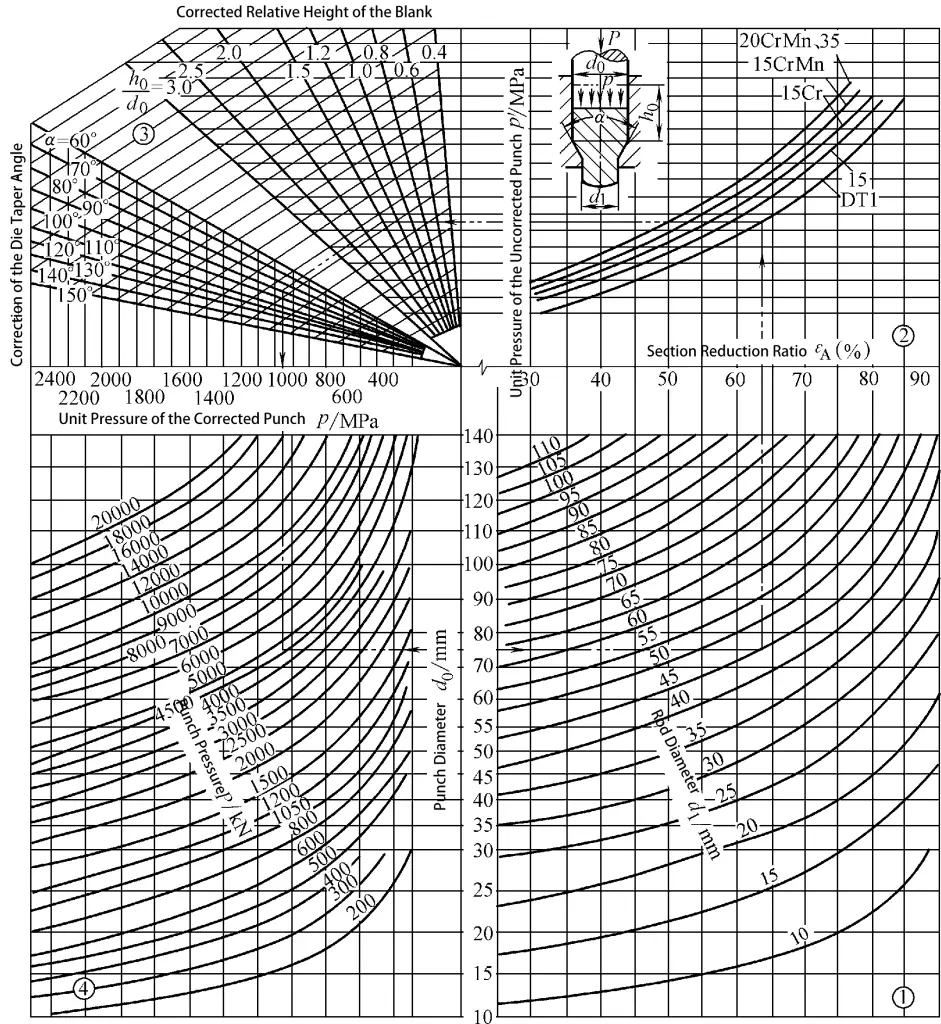
Metoda graficzna: Postępuj zgodnie z kierunkiem wskazywanym przez strzałki na rysunku, aby znaleźć wymaganą jednostkową siłę wyciskania i całkowitą siłę wyciskania.
Na przykład, aby znaleźć jednostkową i całkowitą siłę wyciskania podczas bezpośredniego wyciskania litego elementu: Przyjmij średnicę kęsa d1 wynosi 75 mm, średnica pręta d0 wynosi 45 mm, wysokość kęsa h wynosi 110 mm, a kąt stożka matrycy α wynosi 90 stopni. Materiałem jest czyste żelazo DT1. Odnosząc się do rysunku 3-9, stwierdzamy, że jednostkowa siła wyciskania p wynosi 1050 MPa, a całkowita siła wyciskania P wynosi 4600 kN.
Podobnie, aby znaleźć jednostkową i całkowitą siłę wyciskania podczas bezpośredniego wyciskania pustego elementu: Przyjmijmy, że średnica kęsa d0 wynosi 95 mm, a średnica zewnętrzna wytłaczanego elementu d1 wynosi 85 mm, średnica wewnętrzna d2 wynosi 80 mm, wysokość kęsa h0 wynosi 50 mm, a kąt stożka matrycy α wynosi 120 stopni. Materiałem jest czyste żelazo DT1. Odnosząc się do rysunku 3-10, stwierdzamy, że jednostkowa siła wyciskania p wynosi 1080 MPa, a całkowita siła wyciskania P wynosi 2230 kN.
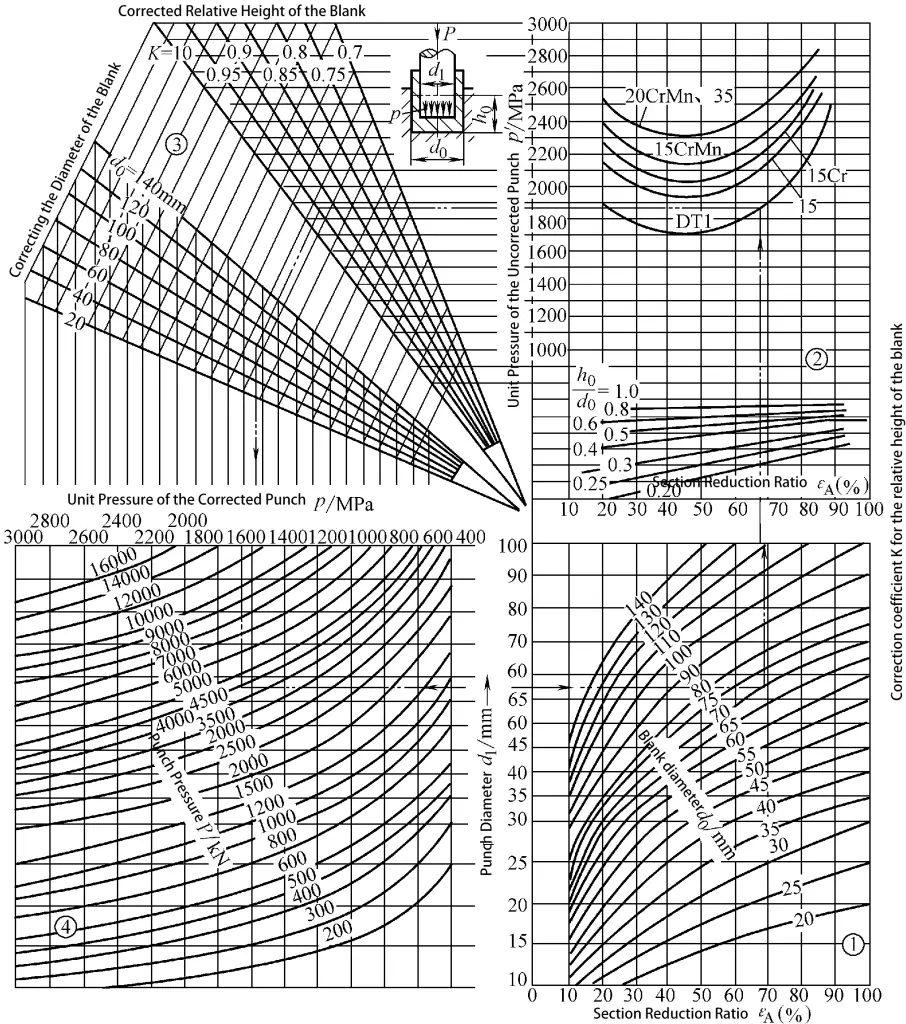
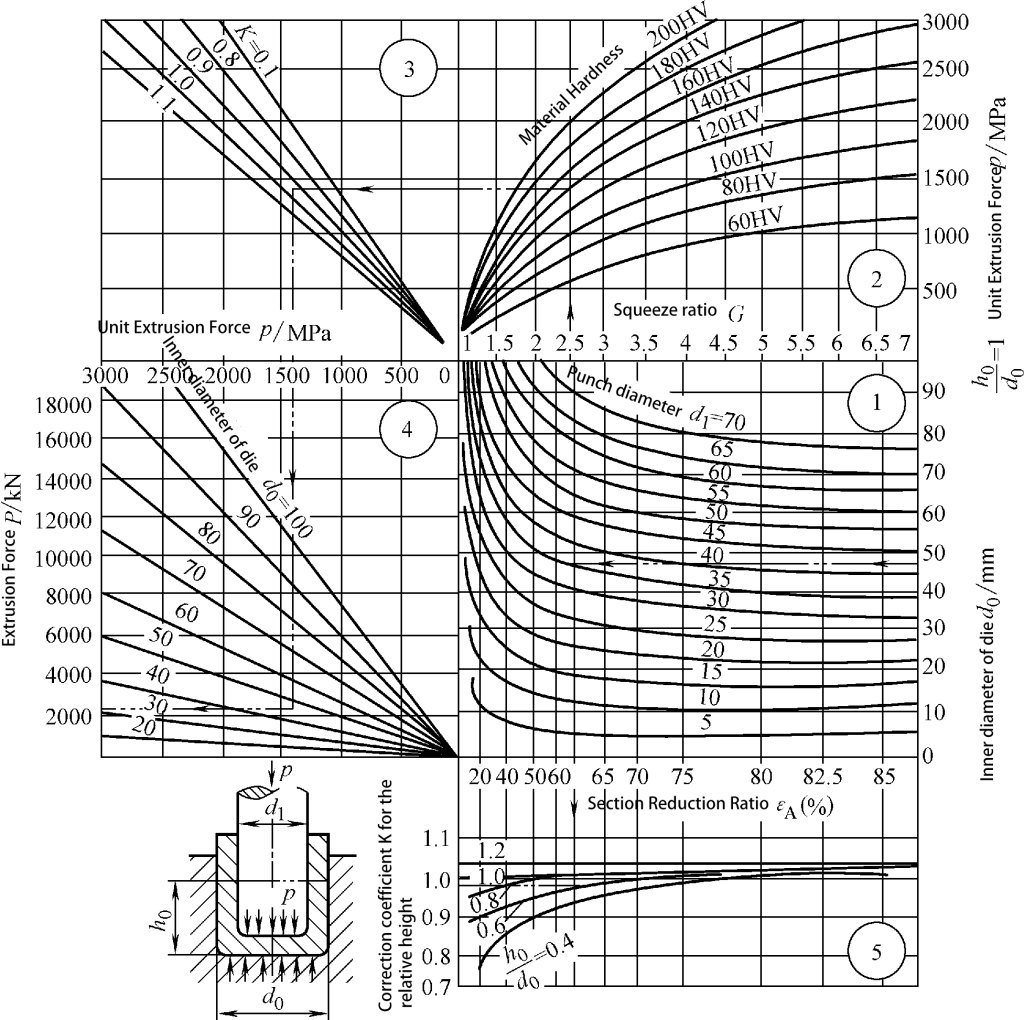
Jednostkową siłę wyciskania i całkowitą siłę wyciskania dla wyciskania wstecznego stalowych części w kształcie kubka można obliczyć graficznie, jak pokazano na rysunku 3-11.
Jak korzystać z wykresu: Postępuj zgodnie z kierunkiem strzałki na obrazku, aby znaleźć wymaganą jednostkową siłę wyciskania i całkowitą siłę wyciskania.
Na przykład, biorąc pod uwagę średnicę kęsa (d0) 70 mm, średnica stempla (d1) 58 mm, wysokość kęsa (h0) 35 mm i materiału z czystego żelaza (DT1), na podstawie rysunku 3-11 możemy określić, że jednostkowa siła wyciskania (p) wynosi 1660 MPa, a całkowita siła wyciskania (P) wynosi 4400 kN.
Należy zauważyć, że na wykresie wymieniono tylko część materiałów metalowych. Dla niewymienionych metalemożna znaleźć na wykresie metal o podobnej zawartości węgla, a następnie pomnożyć stosunek wytrzymałości na rozciąganie (Rm) dwóch metali po wyżarzaniu przez siłę wytłaczania znalezioną na wykresie, aby uzyskać siłę wytłaczania wytłaczanego materiału.
Na przykład, aby znaleźć jednostkową siłę wyciskania stali łożyskowej GCr15 podczas wyciskania do przodu, wiemy, że zawartość węgla w GCr15 i stali 35 nie jest podobna, a Rm GCr15 po wyżarzaniu wynosi 650 ~ 750 MPa, podczas gdy Rm stali 35 po wyżarzaniu wynosi 530 ~ 550 MPa.
Z rysunku 3-9 wynika, że jednostkowa siła wyciskania (p) dla części stalowej o odpowiednim rozmiarze wynosi 2000 MPa, więc jednostkowa siła wyciskania dla GCr15 wynosi około 2000 x (750/550) MPa, czyli około 3000 MPa.
Wykresy jednostkowej siły wyciskania dla bezpośredniego wyciskania elementów pełnych i wydrążonych, a także odwrotnego wyciskania elementów w kształcie kubka z metali nieżelaznych, pokazano na rysunkach 3-12 do 3-14. Na tych wykresach σ reprezentuje średni opór odkształcania materiału; wydajność odkształcania zmienia się wraz z wysokością półfabrykatu i stopniem redukcji przekroju.
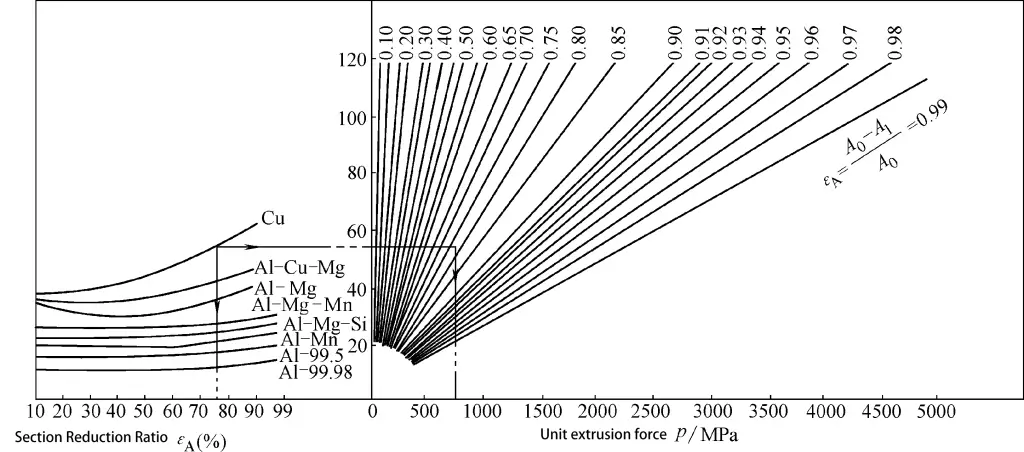
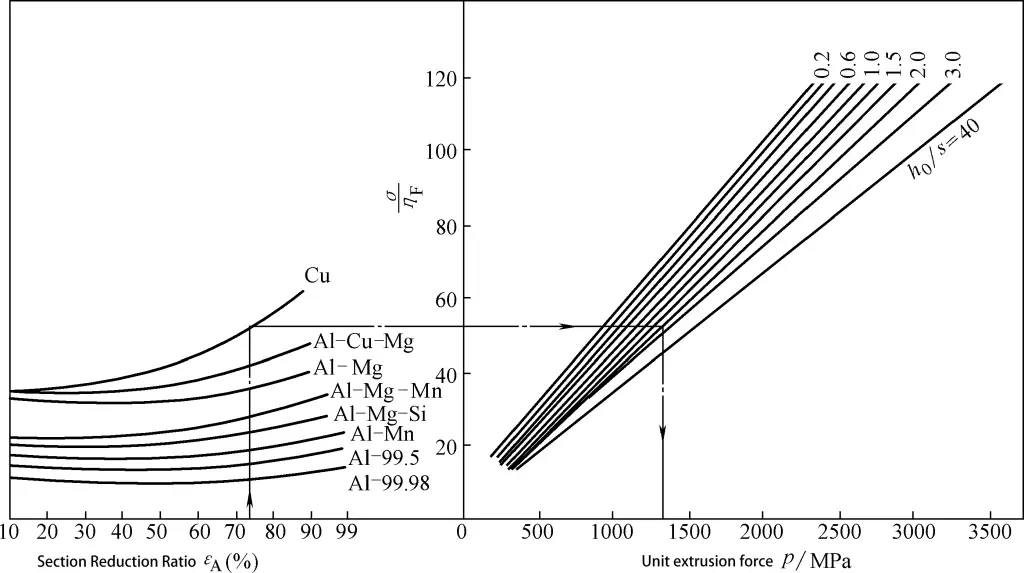
Metoda odczytu wykresu: Wymaganą jednostkową siłę wyciskania można uzyskać, podążając w kierunku wskazywanym przez strzałki na wykresie.
Na przykład, aby obliczyć jednostkową siłę wytłaczania litego elementu bezpośrednio wytłaczanego z materiału miedzianego. Biorąc pod uwagę średnicę półfabrykatu (d0) wynoszącej 50 mm i średnicy wytłaczanego pręta (d1) 24 mm, możemy odnieść się do rysunku 3-12, aby stwierdzić, że jednostkowa siła wyciskania (p) wynosi 760 MPa.
Wykresy wykonane z uwzględnieniem rodzaju materiału metalowego jako czynnika nie mogą zawierać wszystkich materiałów. W przypadku niewymienionych materiałów niewygodne jest przeliczanie na podstawie zawartości węgla. Rysunki 3-15 i 3-16 przedstawiają wykresy utworzone z parametrem twardości Vickersa (HV) po wyżarzaniu materiałów stalowych. Ponieważ wartości twardości na tych wykresach różnią się, wynikowa jednostkowa siła wyciskania również powinna się odpowiednio różnić.
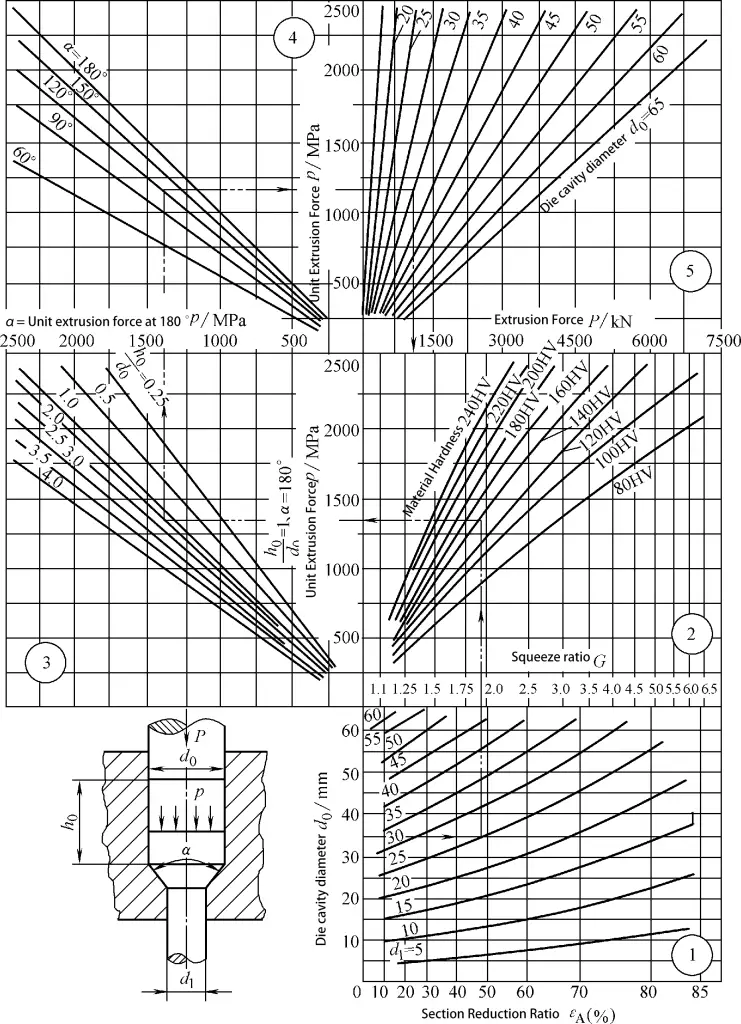
Metoda odniesienia do wykresu: Podążaj za kierunkiem strzałek na wykresie, aby znaleźć wymagane jednostkowe ciśnienie wyciskania i całkowite ciśnienie wyciskania.
Na przykład, aby znaleźć jednostkowe ciśnienie wytłaczania i całkowite ciśnienie wytłaczania dla bezpośredniego wytłaczania litego elementu.
Biorąc pod uwagę, że średnica półfabrykatu d0 wynosi 35 mm, wysokość h0 wynosi 35 mm, średnica wytłaczanej części d1 wynosi 25 mm, a twardość Vickersa materiału wynosi 140HV, przy kącie matrycy α wynoszącym 120°; odnosząc się do rysunku 3-15, można stwierdzić, że jednostkowe ciśnienie wytłaczania p wynosi 1220 MPa, a całkowite ciśnienie wytłaczania P wynosi 1180 kN.
Ciśnienie wytłaczania prostych elementów w kształcie pręta lub kubka można oszacować za pomocą istniejących wzorów empirycznych lub wykresów. Nie ma jednak kompleksowej metody obliczeniowej ani praktycznych i wiarygodnych wykresów kolumnowych dla ciśnienia wytłaczania elementów o złożonych kształtach.
Na przykład, nie ma gotowych wzorów lub wykresów, które można bezpośrednio zastosować do obliczenia ciśnienia wyciskania części pokazanej na rysunku 3-17 przy bezpośrednim wyciskaniu. Dlatego konieczne jest szczegółowe przeanalizowanie i rozłożenie go na prosty element w kształcie kubka do obliczeń, jak pokazano na rysunku 3-18.
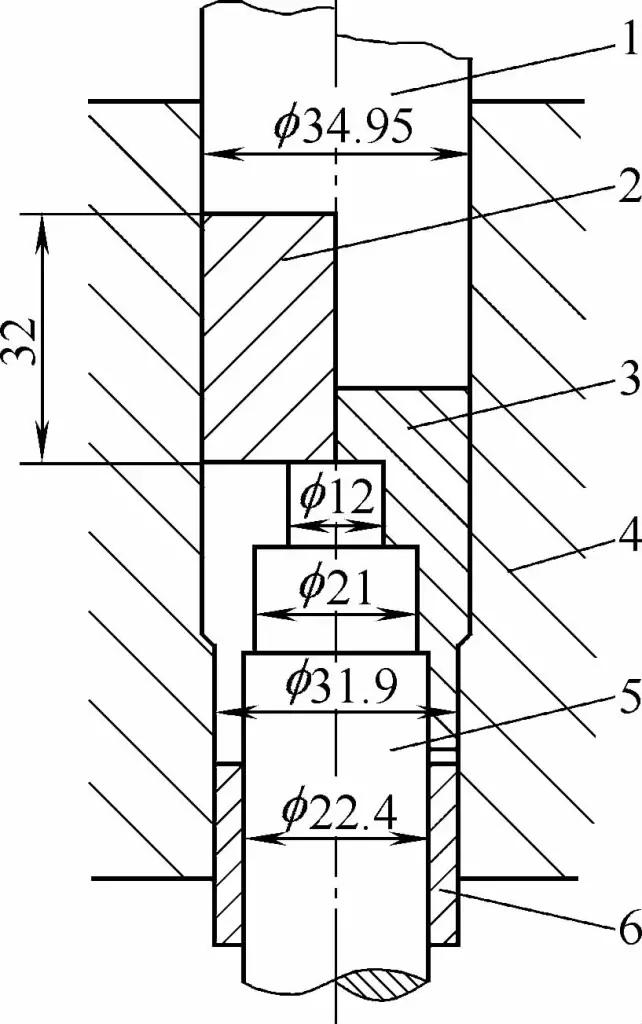
1-Punch
2-Blank
Część wytłaczana 3
4-Die
5-Lower Punch
6-kątna tuleja wyrzutnika
Podczas obliczeń zewnętrzny stopień 4 wytłaczanej części pokazanej na rysunku 3-18a jest najpierw upraszczany do prostościennej części cylindrycznej (patrz rysunek 3-18b), jest to pierwsze uproszczenie kształtu. Ponieważ rozmiary otworów 2 i 3 są stosunkowo podobne, dwa otwory można uznać za jeden duży otwór, przekształcając go w kształt pokazany na rysunku 3-18c, jest to drugie uproszczenie kształtu.
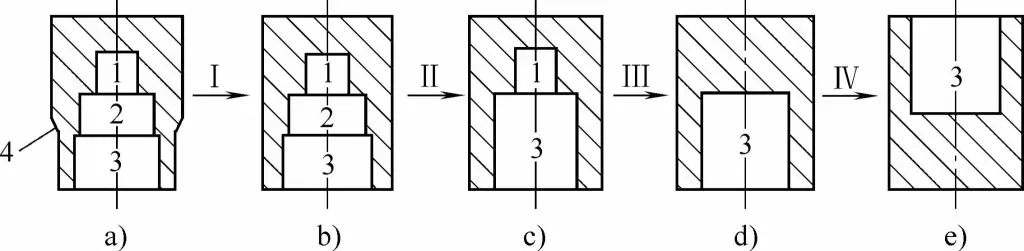
Jeśli mały otwór 1 jest również rozpatrywany oddzielnie, wówczas kształt po trzecim uproszczeniu jest uproszczonym elementem w kształcie kubka do bezpośredniego wyciskania (patrz rysunek 3-18d). Alternatywnie, obliczenia można rozpocząć od elementu w kształcie kubka poddanego wyciskaniu odwrotnemu (patrz rysunek 3-18e).
Na tym etapie kończy się końcowy proces upraszczania. W ten sposób, po szczegółowej analizie i uproszczeniu, złożona część o wewnętrznym i zewnętrznym schodkowym kształcie może być traktowana jako typowy element w kształcie kubka do wytłaczania wstecznego w celu obliczenia wymaganego ciśnienia wytłaczania, co jest znacznie prostsze i łatwiejsze.
W obliczeniach powinniśmy zacząć od ostatecznego uproszczonego kształtu i cofać się. Podczas procesu obliczeniowego powinniśmy wziąć pod uwagę wpływ każdego kształtu na siłę wytłaczania, a tym samym stopniowo określać wymaganą siłę wytłaczania. Siła wytłaczania odwróconego wytłaczanego elementu w kształcie kubka (patrz rysunek 3-18e) jest oznaczona jako P, a jej wartość można uzyskać z istniejących wzorów i wykresów, których nie będziemy tutaj omawiać.
Jeśli element w kształcie kubka jest przetwarzany przy użyciu metody bezpośredniego wytłaczania (patrz rysunek 3-18d), siła wytłaczania byłaby wyższa o 15% do 20%, jak pokazano na rysunku 3-19. Stąd siła wyciskania w tym punkcie wynosiłaby 1,2P. Ogólnie rzecz biorąc, obecność stopniowanego otworu zwiększy siłę wyciskania o około 20%, jak pokazano na rysunku 3-20. Dlatego siła wyciskania dla kształtu pokazanego na rysunku 3-18c wynosiłaby 1,44P (1,2P x 1,2).

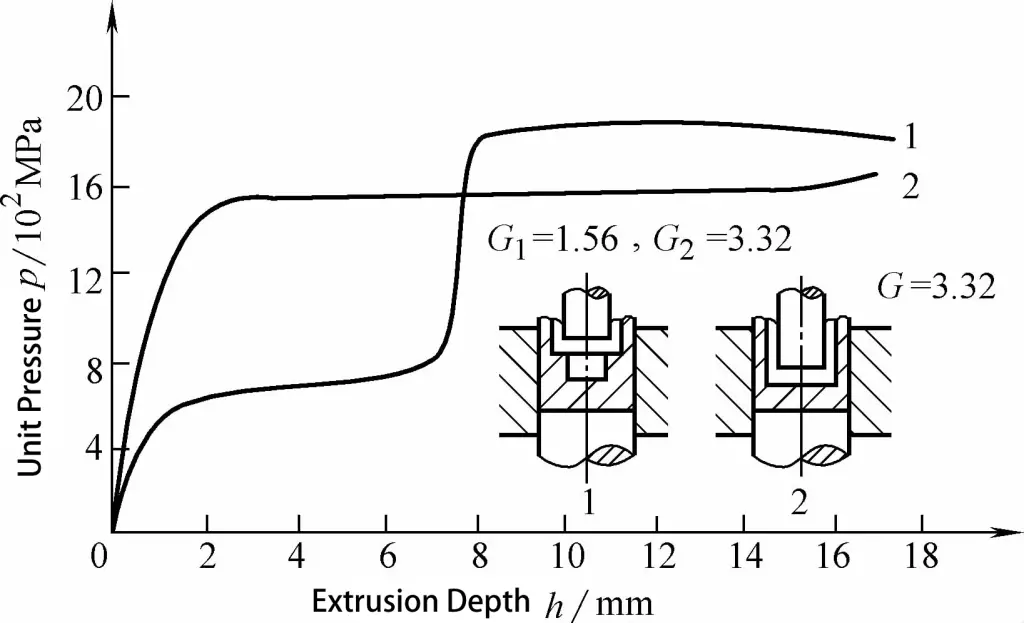
1. Wytłaczanie pośrednie z otworami stopniowanymi
2. Pośrednie wytłaczanie z prostymi otworami
Ponieważ rozmiary otworów stopniowanych (otwory 2 i 3) różnią się nieznacznie, ich wpływ można pominąć. Dlatego siła wyciskania dla kształtu pokazanego na rysunku 3-18b pozostaje na poziomie 1,44P. Wpływ zewnętrznego stopnia 4 (patrz rysunek 3-18a) jest traktowany jako wzrost siły wyciskania o 10%, więc siła wyciskania dla kształtu pokazanego na rysunku 3-18a wynosi 1,58P (1,44P x 1,1).
Zakładając, że rozmiar półfabrykatu tego elementu wynosi 34,94 mm x 32 mm, a stopień odkształcenia wynosi 40% (rysunek 3-18e), siła wyciskania uzyskana z wykresu ogólnego wynosi około 800 kN. W związku z tym wymagana siła wyciskania dla części wyciskanej bezpośrednio pokazanej na rysunku 3-17 wynosi 1264 kN (800 kN x 1,58).
W związku z tym wzór na obliczanie siły wyciskania części o złożonych kształtach jest następujący:
P = P1C1C2 (3-10)
gdzie:
Współczynnik złożoności jest określany przez złożoność kształtu wytłaczanego elementu, głównie biorąc pod uwagę wpływ schodkowego kształtu na siłę wytłaczania. Można go wybrać w przybliżeniu na podstawie odpowiednich materiałów projektowych i krzywych eksperymentalnych. Dokładny wybór współczynnika złożoności C1 jest ściśle związany z doświadczeniem projektanta.
Współczynnik wpływu metody odkształcenia uwzględnia głównie różnicę w sile odkształcenia między bezpośrednim wytłaczaniem, odwrotnym wytłaczaniem i kombinacją tych dwóch metod. Zwykle jest on wybierany tak, aby wynosił około 20%, tj. C2 ≈ 1,2.
Dlatego proces analizy graficznej do obliczania siły wytłaczania części o złożonych kształtach jest następujący:
1) Stopniowe upraszczanie złożonego kształtu wytłaczanego elementu do prostego elementu w kształcie pręta lub kubka, który służy jako początkowy kształt do obliczeń.
2) Przeanalizuj różnice między poszczególnymi organami i potraktuj je jako niezależne czynniki.
3) Kompleksowa analiza graficznego procesu rozkładu i upraszczania oraz wykorzystanie go jako modelu technologicznego do obliczania rzeczywistej siły wytłaczania na zimno elementu wytłaczanego.
Wykorzystanie analizy graficznej do rozwiązania problemu siły wytłaczania jest prostą, praktyczną i skuteczną metodą obliczeń inżynierskich. Dokładność oszacowania tej metody jest wystarczająca, aby spełnić wymagania.
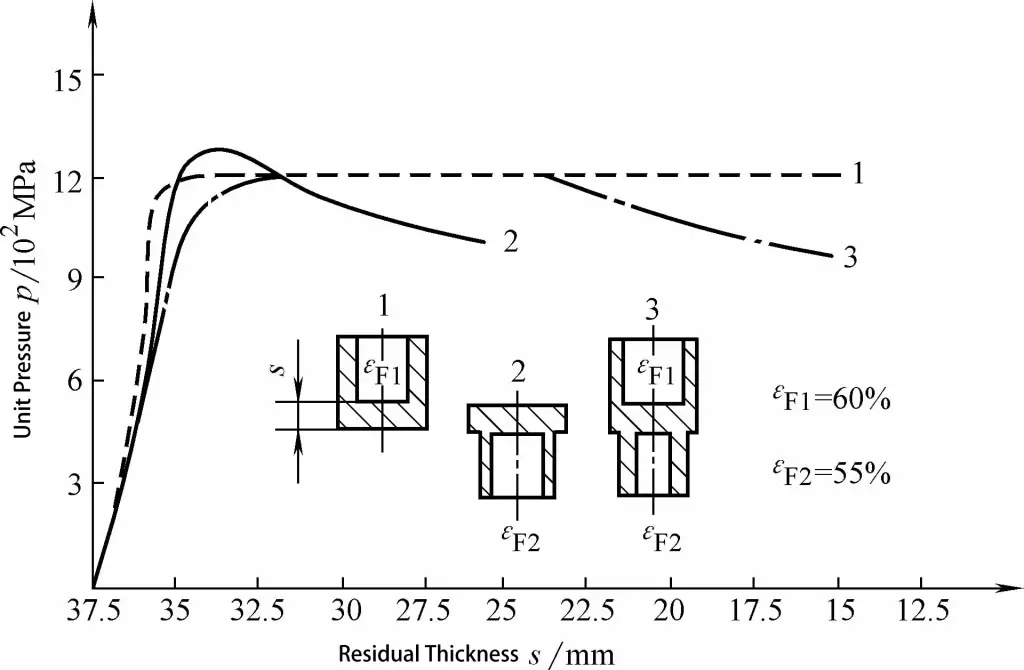
Metoda obliczania siły wytłaczania dla wytłaczania złożonego jest następująca: wymagana siła wytłaczania dla wytłaczania złożonego jest równa lub nieco niższa niż wartość wymagana dla wytłaczania jednokierunkowego o mniejszym stopniu odkształcenia, jak widać na rysunkach 3-21 i 3-22. Oznacza to, że podczas obliczania ciśnienia dla wyciskania złożonego, musimy rozwiązać tylko wartość siły wyciskania dla kierunku o mniejszym stopniu odkształcenia.
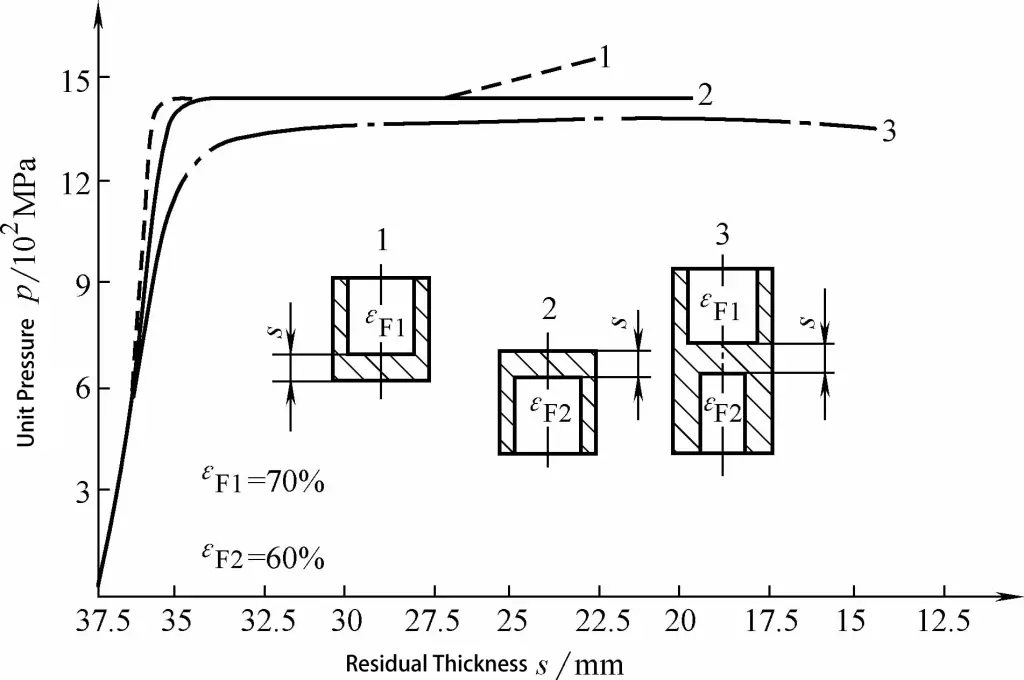
1. Wyciskanie pośrednie
2. Bezpośrednie wytłaczanie
3. Wytłaczanie kompozytów
1. Wyciskanie pośrednie
2. Bezpośrednie wytłaczanie
3. Wytłaczanie kompozytów
Gdy wytłaczanie kompozytowe nie ogranicza rozmiaru w określonym kierunku, tj. gdy metal swobodnie przepływa w obu kierunkach z matrycą otwartą na obu końcach, ciśnienie definiuje się jako:
Pkomp=Pbezpośredni (Pbezpośredni<Ppośredni) (3-11)
Pkomp=Ppośredni(Ppośredni<Pbezpośredni (3-12)
Gdzie:
Gdy wytłaczanie kompozytowe ogranicza rozmiar w określonym kierunku, tj. gdy konieczne jest wytłaczanie zamykające na jednym końcu, gdy proces wytłaczania ma się wkrótce zakończyć, ciśnienie definiuje się jako: