Calculadora de tonelagem de prensa dobradeira
Como você pode garantir uma dobragem de metal precisa e segura em sua oficina? Este artigo aborda os fundamentos do cálculo de...

Uma calculadora de raio foi projetada para ajudar os profissionais do setor de conformação de metais a estimar parâmetros importantes ao trabalhar com prensas dobradeiras. Ela ajuda a determinar a força necessária (tonelagem) e o raio de curvatura, considerando as propriedades do material e o ângulo de curvatura desejado.
Essa valiosa ferramenta é essencial para garantir um planejamento de projeto preciso e eficiente. Ao fornecer estimativas confiáveis, ela permite que os operadores evitem a sobrecarga ou a falta de potência das prensas dobradeiras, o que poderia danificar o equipamento e desperdiçar recursos.
O raio interno R de freio de prensa A curvatura do ar é de aproximadamente 16% da abertura da matriz V. Você pode usar a calculadora de raio da prensa dobradeira para obter os dados mais precisos.

| Não. | Materiais | Raio de curvatura mínimo |
| 1 | 08, 08F, 10, 10F, DX2, SPCC, E1-T52, 0Cr18Ni9, 1Cr18Ni9, 1Cr18Ni9Ti, 1100-H24, T2 | 0.4t |
| 2 | 15, 20, Q235, Q235A, 15F | 0.5t |
| 3 | 25, 30, Q255 | 0.6t |
| 4 | 1Cr13, H62(M, Y, Y2, laminado a frio) | 0.8t |
| 5 | 45, 50 | 1.0t |
| 6 | 55, 60 | 1.5t |
| 7 | 65Mn, 660SiMn, 1Cr17Ni7, 1Cr17Ni-Y, Cr17Ni-DY, SUS301, 0Cr18Ni9, SUS302 | 2.0t |
O grau de deformação de flexão é representado pelo raio de flexão relativo (r/t). Quanto menor for esse valor, maior será a deformação. Quando o valor do raio de curvatura relativo (r/t) diminui até certo ponto, as fibras externas da chapa metálica excedem a deformação máxima permitida do material, resultando em danos por ruptura por tração.
Para garantir que não ocorram rachaduras durante a flexão, é necessário limitar o grau de deformação, ou seja, limitar os extremos de deformação por flexão da chapa metálica - o raio de curvatura relativo mínimo (r/t).
Embora exista um raio de curvatura mínimo (rmin/t) para qualquer material, geralmente não é aconselhável usar esse raio mínimo para operações de dobra. O raio de curvatura deve ser o maior possível, mas não muito grande, pois isso poderia aumentar a springback.
A influência do retorno elástico torna difícil garantir a precisão da forma e do tamanho da peça dobrada. Portanto, o raio de curvatura não deve ser muito grande nem muito pequeno; é necessária uma seleção adequada.
1. Impacto das propriedades mecânicas do material
A chapa metálica a ser dobrada deve ter plasticidade suficiente, resistência ao escoamento relativamente baixa e um alto módulo de elasticidade. Um alto nível de plasticidade garante que não ocorram rachaduras durante a flexão (ou seja, o raio mínimo de flexão da chapa metálica é pequeno). A menor resistência ao escoamento e o maior módulo de elasticidade facilitam a obtenção de formas de dobra precisas. À medida que a espessura do material aumenta (t aumenta), o raio mínimo de flexão também aumenta.
2. Influência do ângulo central de flexão (α)
Teoricamente, o grau de deformação por flexão está relacionado apenas a r/t. No entanto, em operações reais de flexão, quando o ângulo central de flexão (α) é pequeno, a deformação de flexão é pequena, e as partes adjacentes do material podem sofrer mais deformação de tração (na área de deformação de flexão).
Portanto, o raio de curvatura mínimo permitido também pode ser menor. Por exemplo, se o ângulo central de flexão (α) estiver entre 120° e 130°, o raio mínimo de flexão rmin é 30% a 50% maior do que quando o ângulo central de flexão (α) é de 90°. Quando a é menor que 90°, rmin pode ser reduzido em 20%.
3. Influência da largura da chapa e da camada endurecida da superfície cisalhada
À medida que a largura da folha aumenta, o raio de curvatura mínimo também aumenta. No entanto, esse efeito diminui quando a largura da folha aumenta para cerca de (8~10)t.
O blank antes da dobra é geralmente obtido por tosquia ou puncionamento, e a superfície cisalhada tem uma camada endurecida por trabalho que reduz a plasticidade do material, aumentando o raio mínimo de dobra. Portanto, quando é necessário um raio de curvatura muito pequeno, é necessário incluir um processo de recozimento antes da curvatura para eliminar a camada endurecida da peça bruta.
4. Impacto da direção da linha de dobra
Como a maioria das folhas metais Quando as chapas de aço para flexão são laminadas, elas apresentam uma estrutura fibrosa, com anisotropia nas propriedades mecânicas da direção da espessura e do plano da chapa. Quando a linha de flexão é perpendicular à direção da laminação (fibra), o raio mínimo de flexão da chapa é menor.
Quando a linha de dobra é paralela à direção da laminação (fibra), o raio mínimo de dobra da chapa é maior. É necessário prestar atenção especial à direção da linha de flexão para materiais com anisotropia significativa, como latão e bronze fosforoso.
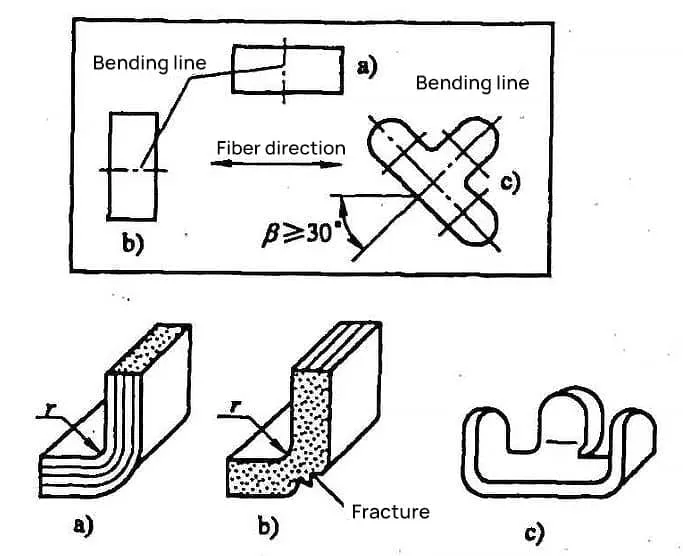
Portanto, durante o layout de perfuração, a direção de laminação deve ser considerada. O raio de curvatura (r) quando a curva é perpendicular à direção de laminação é mostrado na Figura 1a, e o raio de curvatura (r) quando a linha de curvatura é paralela à direção de laminação é mostrado na Figura 1b, onde ocorre a rachadura.
Portanto, o layout deve tornar a linha de dobra o mais perpendicular possível à direção de laminação. Ao dobrar peças menores com linhas de dobra perpendiculares entre si, o ângulo (β) entre a linha de dobra e a direção de laminação da chapa deve ser maior que 30° durante o layout, conforme mostrado na Figura 1c.
5. Influência da superfície do material em branco e da qualidade do cisalhamento
Quando o material em branco de uma peça tem defeitos, ou a seção transversal de cisalhamento não é lisa, tem rebarbas ou é de má qualidade, isso pode levar à concentração de tensão e causar rupturas. Nesse momento, é necessário aumentar adequadamente o raio de curvatura mínimo.
A remoção de rebarbas antes da dobra ou o posicionamento do lado com rebarbas em direção à zona de pressão do punção pode reduzir a chance de ruptura. A qualidade do cisalhamento afeta significativamente a dobra de materiais em branco mais estreitos. À medida que a largura do material em branco aumenta, o impacto diminui gradualmente.
Há muitos fatores que afetam o raio de curvatura mínimo da chapa metálica, e eles são extremamente complexos. É difícil calcular com precisão o raio de curvatura mínimo usando métodos teóricos e ele não tem importância na aplicação prática.
Portanto, o raio de curvatura mínimo comumente usado na produção real é normalmente determinado por métodos experimentais. Os dados experimentais para o raio de curvatura mínimo (ou seja, o raio do arco interno) de chapas metálicas comumente usadas, rminé apresentado na Tabela 4-1.
Tabela 1: Raio mínimo de curvatura da chapa metálica (Unidade: mm)
| Material | Condição recozida | Condição de endurecimento por trabalho a frio | ||
| Posição da linha de dobra | ||||
| Direção de rolagem vertical | Direção de rolagem paralela | Direção de rolagem vertical | Direção de rolagem paralela | |
| 08, 10, Q195, Q215 | 0. 1t | 0. 4t | 0.4t | 0.8t |
| 15, 20, Q235 | 0.1t | 0.5t | 0. 5t | 1. 0t |
| 25, 30, Q255 | 0. 2t | 0. 6t | 0.6t | 1. 2t |
| 45, 50, Q275 | 0.5t | 1. 0t | 1.0t | 1.7t |
| 65Mn | 1. 0t | 2. 0t | 2.0t | 3.0t |
| Alumínio | 0.1t | 0.35t | 0. 5t | 1.0t |
| Cobre puro | 0. 1t | 0.35t | 1.0t | 2. 0t |
| Latão macio | 0. 1t | 0.35t | 0.35t | 0.8t |
| Latão semi-duro | 0.1t | 0.35t | 0.5t | 1.2t |
| Bronze fosforoso | – | – | 1. 0t | 3.0t |
Observação:
Em geral, não é aconselhável usar o raio de curvatura mínimo rmin para peças de dobra. De uma perspectiva puramente técnica, o requisito geral é r≥t; para materiais espessos, r=2t. Somente quando a estrutura do produto exigir isso, deve-se usar a abordagem permitida para os valores mínimos de raio de curvatura.
Quando o raio de curvatura da peça necessário <rminAlém de usar algumas técnicas para melhorar a plasticidade do material (como recozimento, dobra a quente, etc.) e aparar ou polir a superfície de corte do blank, as seguintes medidas podem ser adotadas:
1) Aumentar o processo de modelagem, reduzindo gradualmente o raio de curvatura r, ampliando assim a área de deformação de curvatura e reduzindo a taxa de estiramento da camada metálica externa para garantir o raio do canto interno necessário da peça curvada. Por exemplo, usar um processo de dobra em dois estágios: usar um raio de dobra maior na primeira dobra, depois fazer o recozimento (alívio de tensão) e dobrar pela segunda vez de acordo com o raio de canto necessário da peça.
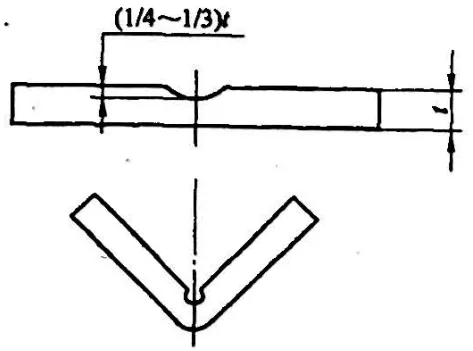
2) Para materiais espessos, é essencial começar com uma ranhura de processo, reduzindo a espessura do material na peça dobrada para garantir os requisitos da peça dobrada, conforme mostrado na Figura 2.
Se for necessário garantir uma borda muito reta da peça dobrada durante a dobra, a altura da borda reta H deverá ser maior que 2.
Quando H<2t, a superfície de contato da borda dobrada no molde de dobra é muito pequena, dificultando a formação de momento de dobra e força de correção suficientes, e é difícil obter uma forma precisa da peça dobrada (ou impossível de dobrar e formar).
Portanto, quando H<2t, é necessário pré-abrir uma ranhura de processo ou aumentar a dimensão da altura da borda reta e, após a formação da dobra, o excesso de material é cortado, conforme mostrado na Figura 3.

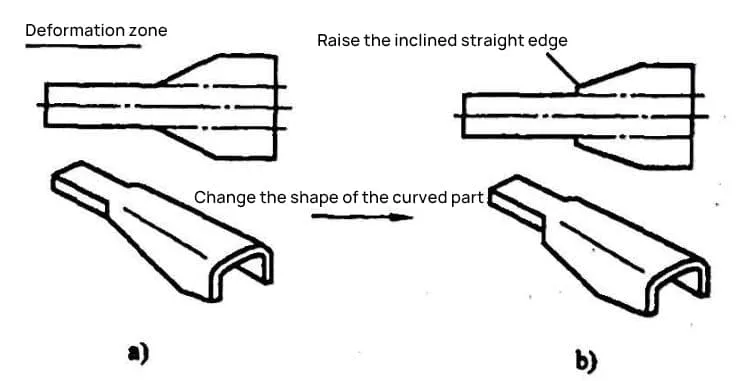
Se a borda reta da peça dobrada tiver um ângulo (veja a Figura 4) e o ângulo estiver dentro da zona de deformação, conforme mostrado na Figura 4a, será impossível dobrar a seção com uma altura de borda reta menor que 2t até o grau desejado, e ela também estará sujeita a rachaduras. Portanto, é necessário alterar o formato da peça e aumentar o tamanho da borda reta do ângulo, conforme mostrado na Figura 4.