Guia abrangente de processos e equipamentos de conformação de chapas metálicas
Imagine um mundo sem as curvas elegantes da carroceria de um carro ou os ângulos precisos de uma asa de avião...

Ainda não há uma definição completa para a fabricação de chapas metálicas. De acordo com uma definição de uma revista profissional estrangeira, ela pode ser definida como um processo abrangente de trabalho a frio para chapas metálicas (geralmente abaixo de 6 mm), incluindo cisalhamento, puncionamento/corte/composto, dobragem, soldagem, rebitagem, montagem, conformação (como carrocerias de automóveis) etc. Sua característica importante é que a espessura da mesma peça é consistente e processa chapas de metal como chapas de aço, chapas de alumínio, chapas de cobre etc.
Qualquer peça de chapa metálica tem um determinado processo de processamento, que é chamado de fluxo de processo. Para peças de chapa metálica com estruturas diferentes, o fluxo do processo também pode ser diferente. Combinando com a situação da nossa empresa, o processo geral é o seguinte:
Pedido do cliente → Preparação de desenhos → Desenho Desdobramento (Programação de controle numérico) → Corte (perfuração numérica) → Perfuração comum → Dobra → Rebitagem por pressão → Soldagem.
Leitura relacionada: Principais equipamentos para fabricação de chapas metálicas: Um guia
O desenho de engenharia para fabricação de chapas metálicas pertence à categoria de desenho mecânico. O desenho mecânico é uma disciplina que usa padrões para representar com precisão a forma estrutural, o tamanho, o princípio de funcionamento e os requisitos técnicos do maquinário.
Os padrões são compostos de gráficos, símbolos, texto, números etc. Eles são documentos técnicos que expressam a intenção do projeto, os requisitos de fabricação e a troca de experiências, e são comumente chamados de linguagem do setor de engenharia.
Os itens estipulados nos padrões de desenho mecânico incluem: formato e formato do desenho, escala, fonte e linhas, etc. O formato de desenho e o formato especificam o tamanho do formato de desenho padrão e o tamanho correspondente do quadro no desenho. A escala refere-se à relação entre o comprimento da dimensão no padrão e o tamanho real da peça da máquina.
Com exceção do desenho em uma escala de 1:1, somente as proporções de redução e ampliação especificadas nos padrões são permitidas. Na China, estipula-se que os caracteres chineses devem ser escritos em um tipo de letra Song de imitação longa, e as letras e os números devem ser escritos na estrutura prescrita.
Oito tipos de linhas são especificados para o desenho, como linhas sólidas em negrito para linhas de contorno visíveis, linhas pontilhadas para linhas de contorno invisíveis, linhas tracejadas finas para linhas de eixo e centro de simetria e linhas sólidas finas para linhas de dimensão e seção etc.
Os desenhos mecânicos incluem principalmente desenhos de peças e desenhos de montagem. Os desenhos de peças expressam a forma, o tamanho, a fabricação e os requisitos técnicos de inspeção das peças; os desenhos de montagem expressam as relações de montagem e os princípios de funcionamento entre as peças e os componentes pertencentes ao maquinário; e expressam graficamente a estrutura e a forma das peças.
As vistas são formas gráficas obtidas pela projeção de peças no plano de projeção de acordo com o método de projeção ortográfica. Dependendo da direção da projeção e da posição do plano de projeção correspondente, as vistas são divididas em vistas principais, vistas superiores e vistas esquerdas, etc. As vistas são usadas principalmente para expressar a forma externa das peças da máquina. As linhas de contorno que não podem ser vistas na figura são representadas por linhas pontilhadas.
Ao projetar uma peça em um plano de projeção, há duas posições relativas entre o observador, a peça e o plano de projeção. Quando a peça está localizada entre o plano de projeção e o observador, isso é chamado de método de projeção de primeiro ângulo. Quando o plano de projeção está localizado entre a peça e o observador, ele é chamado de método de projeção de terceiro ângulo. Ambos os métodos de projeção podem expressar igualmente bem a forma das peças da máquina. Os padrões nacionais chineses estipulam o uso do método de projeção do primeiro ângulo.
A projeção ortográfica é um método de desenho que representa com precisão a geometria, o tamanho e a forma de um objeto, projetando seu contorno em um plano.
Um objeto tem seis visualizações: uma frontal, que reflete a forma da frente do objeto quando projetada de frente; uma superior, que reflete a forma da parte superior do objeto quando projetada de cima; uma esquerda, que reflete a forma do lado esquerdo do objeto quando projetada do lado esquerdo, e três outras visualizações que não são comumente usadas.
As três vistas principais - frontal, superior e esquerda - juntas são chamadas de projeção ortográfica ou projeção multivista.
Cada vista só pode mostrar a forma de uma direção do objeto e não pode refletir totalmente a forma estrutural do objeto. Os desenhos de três vistas são o resultado da projeção do mesmo objeto a partir de três direções diferentes. Além disso, as vistas auxiliares, como as seccionais e as semi-seccionais, são usadas para expressar totalmente a estrutura do objeto.
As regras de projeção para a projeção ortográfica são:
Ao olhar para um desenho em três vistas, como podemos entender sua forma espacial? Esse é um processo que vai do espaço bidimensional ao tridimensional. Chapas metálicas Os desenhos são relativamente simples, e um método básico de visualização é apresentado aqui: a análise de forma.
A análise de forma envolve analisar quais formas básicas compõem o objeto, encontrar a projeção de cada forma básica, visualizar sua forma espacial e, em seguida, combinar as formas básicas e suas posições relativas para visualizar a forma espacial geral.
Como cada visualização só pode mostrar a forma de uma direção do objeto, é necessário combinar várias visualizações para entender completamente a estrutura do objeto. Para objetos mais complexos, apenas três visualizações podem não ser suficientes para expressar claramente sua forma.
Podem ser necessárias vistas de projeção adicionais, como a vista direita, a vista superior traseira, a vista traseira ou vistas auxiliares, como vistas seccionais, vistas de seção e vistas de ampliação local.
Há duas maneiras de fazer um desenho de três vistas: projeção em terceiro ângulo e projeção em primeiro ângulo, ambas em conformidade com o padrão internacional ISO.
Atualmente, a China, a Alemanha e outros países usam o método de projeção do primeiro ângulo, enquanto os Estados Unidos, o Japão e outros países usam o método de projeção do terceiro ângulo. No processo de produção real, também vemos com frequência desenhos que usam o método de projeção de terceiro ângulo.
A diferença entre os dois métodos de projeção é:
O método de projeção de primeiro ângulo coloca o objeto entre o observador e o plano de projeção.
O método de projeção de terceiro ângulo coloca o plano de projeção entre o observador e o objeto. Portanto, as visualizações obtidas pelos dois métodos de projeção são opostas na representação da relação frente-costas do objeto:
Para o método de projeção de primeiro ângulo: a visualização esquerda é colocada no lado direito, a visualização direita é colocada no lado esquerdo e a visualização superior é colocada na parte inferior, e assim por diante.
Para o método de projeção de terceiro ângulo: a visualização esquerda é colocada no lado esquerdo, a visualização direita é colocada no lado direito e a visualização superior é colocada na parte superior, e assim por diante.
Para distinguir entre os dois métodos de projeção, o padrão internacional estipula símbolos diferentes para cada um, conforme mostrado na figura.

Durante o processo de dobragem de chapas metálicasA camada externa é submetida à tensão de tração, a camada interna é submetida à tensão de compressão e há uma camada neutra entre elas que não está nem em tensão nem em compressão.
O comprimento da camada neutra permanece inalterado durante a flexão, portanto, serve como referência para calculando o desdobramento comprimento da peça dobrada. A posição da camada neutra depende do grau de deformação.
Quando o raio de curvatura Quando o raio de curvatura é grande e o ângulo de curvatura é pequeno, o grau de deformação é pequeno e a camada neutra está localizada próxima ao centro da espessura da chapa metálica. Quando o raio de curvatura se torna menor e o ângulo de curvatura aumenta, o grau de deformação aumenta, e a posição da camada neutra se move gradualmente em direção ao interior do centro de curvatura.
Há muitas maneiras de calcular o desdobramento de chapas metálicas, e os métodos de cálculo usados por cada fábrica de chapas metálicas podem não ser os mesmos. Nossa empresa usa um método de dedução simples e prático para calcular o tamanho do desdobramento.
A fórmula básica para o desdobramento é: Comprimento de desdobramento = Dimensão externa + Dimensão externa - Coeficiente de desdobramento (valor K).
| Tipos de dobra | diagrama esquemático | fórmula computacional |
| Dobra em ângulo reto |  | dimensões desdobradas=A+B-K |
| Dobramento fora do ângulo reto |  | dimensões desdobradas=A+B-(q/90°)*K |
| Dobra de arco (R/T>5) |  | dimensões desdobradas=A+B-0,43T |
| Flange reto (curva em Z) |  | 1. Quando H≧5T, ele deve ser formado em duas etapas e calculado de acordo com duas curvas em ângulo reto; 2. Quando H<5T, ele deve ser formado em uma etapa, e L=A+B+K (consulte a Tabela 3.2.4 para obter o valor de K). |
| Flange angular (curva em Z) |  | 1. Quando H<2T, a. Quando q≤70°, L=A+B+C+0,2 b. Quando q>70°, L=A+B+K (consulte a Tabela 3.2.4 para obter o valor de K, ou seja, expandido de acordo com a diferença de lados retos) 2. quando H≧2T, ele deve ser formado em duas etapas e calculado de acordo com duas dobras sem ângulo reto. |
Tabela 3-1 Tabela de coeficiente de desdobramento para placas de aço (Unidade: mm)
| espessura da placa T | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| K(Placa fria) | 1.5 | 1.8 | 2.1 | 2.6 | 3.4 | 4.5 | 5.4 |
| K(Aço inoxidável) | 1.4 | 1.9 | 2.3 | 2.87 | 3.75 |
Tabela 3-2 Tabela de coeficiente de desdobramento para placas de alumínio (Unidade: mm)
| espessura da placa T | 0.5 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| K | 0.8 | 1.5 | 1.7 | 2.3 | 3.2 | 4.0 | 5.0 |
Tabela 3-3 Tabela de coeficiente de desdobramento para placas de cobre (unidade: mm)
| espessura da placa T | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 8.0 | 10.0 |
| K | 1.8 | 2.6 | 3.5 | 4.4 | 4.8 | 6.5 | 8.0 | 9.5 | 12.5 | 16 |
Tabela 3-4 Tabela de coeficiente de desdobramento para diferença de borda reta (unidade: mm)
| H T | 0.5 | 0.8 | 1.0 | 1.2 | 1.5 | 1.6 | 2.0 | 3.2 |
| 0.5 | 0.1 | |||||||
| 0.8 | 0.2 | 0.1 | 0.1 | |||||
| 1.0 | 0.5 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 | ||
| 1.5 | 1.0 | 0.7 | 0.5 | 0.3 | 0.3 | 0.3 | 0.3 | 0.2 |
| 2.0 | 1.5 | 1.2 | 1.0 | 0.8 | 0.5 | 0.4 | 0.4 | 0.3 |
| 2.5 | 2.0 | 1.7 | 1.5 | 1.3 | 1.0 | 0.9 | 0.5 | 0.4 |
| 3.0 | 2.5 | 2.2 | 2.0 | 1.8 | 1.5 | 1.4 | 1.0 | 0.5 |
| 3.5 | 2.7 | 2.5 | 2.3 | 2.0 | 1.9 | 1.5 | 0.6 | |
| 4.0 | 3.2 | 3.0 | 2.8 | 2.5 | 2.4 | 2.0 | 0.8 | |
| 4.5 | 3.7 | 3.5 | 3.3 | 3.0 | 2.9 | 2.5 | 1.3 | |
| 5.0 | 4.0 | 3.8 | 3.5 | 3.4 | 3.0 | 1.8 |
3.3.1 Unidades de dimensão
A unidade básica de comprimento na China é o metro (m), e a relação de conversão é a seguinte:
As unidades inglesas de comprimento são usadas em países como o Reino Unido e os Estados Unidos, com a seguinte progressão:
A relação de conversão entre polegadas e milímetros: 1 polegada (1″) = 25,4 mm
3.3.2 Fórmulas computacionais comumente usadas
| Lei dos cossenos | 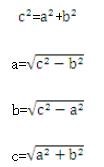 | 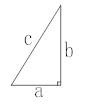 |
| cálculo do tamanho do arco | 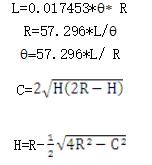 | 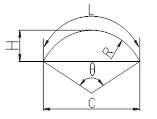 |
| Fórmulas de cálculo para funções trigonométricas de triângulos retângulos | sinA=a/c cosA=b/c tanA=a/b cotA=b/a | 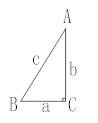 |
4.1.1 Placa de aço fina comum laminada a frio, também conhecida como placa fria, é um nome abreviado para placa laminada a frio de aço estrutural de carbono comum. Ela é feita de chapa de aço laminada a quente de aço estrutural de carbono comum e posteriormente laminada a frio em uma espessura inferior a 4 mm.
Como é laminado em temperatura ambiente e não produz incrustações, a qualidade da superfície é boa, a precisão dimensional é alta e, com o tratamento de recozimento, suas propriedades mecânicas e de processo são boas. É o material metálico mais comumente usado no processamento de chapas metálicas.
Classes comuns: Padrão nacional GB (Q195, Q215, Q235, Q275), padrão japonês JIS (SPCC, SPCD, SPCE)
4.1.2 A chapa de aço fina galvanizada por eletrodeposição contínua, comumente conhecida como chapa eletrolítica, refere-se à deposição de zinco de uma solução de água profunda de sal de zinco em uma superfície de chapa fria pré-preparada sob a ação de um campo elétrico na linha de produção de galvanoplastia de zinco, resultando em uma camada de camada galvanizada na superfície da chapa de aço, o que lhe confere boa resistência à corrosão.
Graus: Padrão nacional GB (DX1, DX2, DX3, DX4), padrão japonês JIS (SECC, SECD, SECE)
4.1.3 A chapa de aço fina galvanizada continuamente por imersão a quente, geralmente chamada de chapa galvanizada ou chapa de ferro branca, tem uma bela superfície com padrões cristalinos em forma de bloco ou folha, e o revestimento é firme, com excelente resistência à corrosão atmosférica.
Ao mesmo tempo, a chapa de aço tem bom desempenho de soldagem e de conformação a frio. Em comparação com a superfície da chapa eletrogalvanizada, seu revestimento é mais espesso, usado principalmente para peças de chapa metálica que exigem forte resistência à corrosão.
Classes: Padrão nacional GB (Zn100-PT, Zn200-SC, Zn275-JY), padrão japonês JIS (SGCC, SGCD1, SGCD2, SGCD3)
4.1.4 A chapa de aço inoxidável é um tipo de aço resistente a meios corrosivos fracos, como ar, vapor, água e meios de corrosão química, como ácido, álcali e sal. Também é chamada de aço inoxidável resistente a ácidos. No uso real, o aço que é resistente a meios corrosivos fracos é geralmente chamado de aço inoxidável, enquanto o aço que é resistente a meios químicos é chamado de aço resistente a ácidos.
O aço inoxidável é normalmente classificado de acordo com sua estrutura de matriz:
1. Aço inoxidável ferrítico.
Contém cromo 12% a 30%. Sua resistência à corrosão, ductilidade e soldabilidade aumentam com o aumento do teor de cromo, e sua resistência à corrosão sob tensão por cloreto é melhor do que a de outros tipos de aço inoxidável.
2. Aço inoxidável austenítico.
O teor de cromo é superior a 18%, com cerca de 8% de níquel e pequenas quantidades de molibdênio, titânio, nitrogênio e outros elementos. Ele tem boas propriedades abrangentes e pode resistir à corrosão por vários meios.
3. Aço inoxidável duplex austenítico-ferrítico.
Ele tem as vantagens do aço inoxidável austenítico e ferrítico e possui superplasticidade.
Aço inoxidável martensítico. Alta resistência, mas baixa plasticidade e soldabilidade. Deve-se observar que a resistência da chapa de aço inoxidável é alta e causa maior desgaste da ferramenta para Prensas de puncionamento CNC. Geralmente não é adequado para o processamento de puncionamento com controle numérico.
Classes: Há muitos tipos de aço inoxidável, e o mais comumente usado no processamento de chapas metálicas é um tipo de aço inoxidável austenítico (1Cr18Ni9Ti). Padrão japonês JIS (SUS)
4.1.5 Placa de alumínio: o alumínio é um metal leve, branco-prateado, com boa condutividade térmica, condutividade elétrica e ductilidade. O alumínio puro tem baixa resistência e não pode ser usado como material estrutural. A placa de liga de alumínio comumente usada no processamento de chapas metálicas pode ser dividida em oito séries, de acordo com o conteúdo dos elementos de liga, a saber, série 1000, série 2000 ~ série 8000.
As comumente usadas são as séries 2000, 3000 e 5000. A série 2000 é uma liga de cobre-alumínio, caracterizada por alta dureza, também conhecida como alumínio duro; ela pode ser usada para várias peças e componentes de resistência média. A série 3000 é uma liga de manganês-alumínio com bom desempenho antiferrugem, por isso também é chamada de alumínio antiferrugem. A série 5000 é uma liga de magnésio-alumínio, caracterizada por baixa densidade, alta resistência à tração e alto alongamento.
O peso da liga de alumínio-magnésio é menor do que o de outras séries da mesma área.
Classes comuns: 3A21 (antiga classe LF21), 5A02 (antiga classe LF2), 2A06 (antiga classe LY6)
4.1.6 Placa de latão, latão é um nome comum para o cobre puro, que tem uma aparência roxa e excelente condutividade elétrica, condutividade térmica, ductilidade e resistência à corrosão. No entanto, é caro e usado principalmente como material condutor e térmico, geralmente usado para peças que transportam grandes correntes em fontes de energia. O latão tem baixa resistência e geralmente não pode ser usado como peças estruturais.
Graus: T1, T2, T3
4.1.7 Placa de liga de cobre, o latão é uma liga de cobre-zinco com alta resistência e excelentes propriedades de trabalho a frio e a quente, mas é propenso a rachaduras por corrosão e relativamente barato, sendo amplamente utilizado.
Classes comuns: H59, H62, H70
Fórmula básica de cálculo: Peso do material = Comprimento (m) * Largura (m) * Espessura (mm) * Densidade do material
| Nome do material | Chapa de aço | Placa de aço inoxidável | Placa de alumínio | Placa de cobre roxa | Placa de latão |
| Densidade | 7.85 | 7.93 | 2.71 | 8.89 | 8.5 |
Fixadores são um termo geral para peças mecânicas usadas para prender duas ou mais peças (ou componentes) em um todo. Os fixadores comumente usados incluem parafusos, roscas, porcas, arruelas, pinos, etc.
4.3.1 Processamento de thread
Representação de tópicos comuns:
A rosca grossa é representada pela letra "M" e pelo diâmetro nominal. Por exemplo, o código para rosca grossa com um diâmetro nominal de 24 mm é M24.
A rosca fina é representada pela letra "M", o diâmetro nominal e o passo, como M24*1,5.
A fórmula para calcular o diâmetro do furo inferior antes do rosqueamento é: Diâmetro do furo inferior = diâmetro externo da rosca - passo.
Isso também pode ser pesquisado diretamente:
Tabela 4-1.
| Especificações da rosca | M2 | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 |
| Diâmetro do furo inferior | Φ1.6 | Φ2.4 | Φ3.3 | Φ4.2 | Φ5 | Φ6.8 | Φ8.5 | Φ10 | Φ12 |
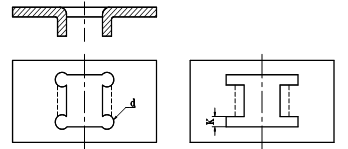
4.3.2 Dimensões estruturais do furo escareado para parafusos
Tabela 4-2 Dimensão do furo escareado para parafusos
 | d1 | M2 | M2.5 | M3 | M4 | M5 |
| d2 | Φ2.2 | Φ2.8 | Φ3.5 | Φ4.5 | Φ5.5 | |
| D | Φ4.0 | Φ5.0 | Φ6.0 | Φ8.0 | Φ9.5 | |
| h | 1.2 | 1.5 | 1.65 | 2.7 | 2.7 | |
| Espessura mínima preferida da chapa | 1.2 | 1.5 | 1.5 | 2.0 | 2.0 | |
| α | 90° | |||||
4.3.3 O princípio de funcionamento da porca de rebite, da porca de rebite com prova solta e do parafuso de rebite é o pré-processamento de orifícios de tamanho correspondente na peça de trabalho e, em seguida, a aplicação de pressão por meio de equipamentos como uma prensa de punção ou uma máquina de rebitagem, de modo que os dentes da porca de rebite e do parafuso de rebite sejam comprimidos na placa, causando deformação plástica ao redor do orifício. O material deformado é extrudado para a ranhura da guia, produzindo assim um efeito de travamento.
Tabela 4-3 Tabela de consulta para processamento de dimensões de porcas de rebite, parafusos de rebite e furos inferiores de porcas de solda comumente usados por nossa empresa.
| Especificações Tipo | M2.5 | M3 | M4 | M5 | M6 | M8 | M10 |
| Coluna de porca de rebite de prensa | Φ5.4 | Φ6.1 | Φ7.2 | Furo passante Φ8 | |||
| Furo cegoΦ8.5 | |||||||
| Parafuso de rebitagem da prensa | Φ2.5 | Φ3 | Φ4 | Φ5 | Φ6 | Φ8 | |
| Porca de rebite de expansão | Φ5 | Φ6 | Φ8 | Φ9 | Φ11 | Φ14 | |
| Parafuso com recurso à prova de soltura | Φ5.8 | Φ6.4 | Φ8 | Φ9.5 | |||
| Porca de soldagem | Φ5 | Φ6 | Φ7 | Φ9 |
Os instrumentos usados para medir os elementos das peças mecânicas, como diâmetro e ângulo, são chamados de ferramentas de medição. Há muitos elementos de peças mecânicas, e também há muitos requisitos para a precisão desses elementos. Portanto, há muitos tipos de ferramentas de medição para medir elementos. As ferramentas de medição comumente usadas por nossa empresa incluem fita de aço, paquímetro, micrômetro, régua angular universal, etc.
Em geral, as especificações dessas ferramentas de medição são representadas por faixa e valor de graduação. A faixa é a faixa de medição, e o valor de graduação é o valor da menor escala do instrumento. Quanto menor o valor da graduação, mais precisa é a ferramenta de medição.
O uso adequado da ferramenta de medição não afeta apenas a precisão da própria ferramenta de medição, mas também afeta diretamente a precisão da medição do tamanho da peça e até mesmo causa acidentes de qualidade, resultando em perdas desnecessárias para a empresa. Portanto, devemos dar grande importância ao uso correto das ferramentas de medição, buscar a excelência na tecnologia de medição, garantir a obtenção de resultados de medição precisos e assegurar a qualidade do produto.
Aqui está uma breve introdução a algumas das ferramentas de medição que usamos com frequência:
A fita de aço é usada com frequência na vida cotidiana e no trabalho, e é relativamente fácil de usar. Nós a usamos principalmente para medir as dimensões do comprimento das peças de trabalho. Ela é dividida em Classe I e Classe II de acordo com a precisão, com um valor de graduação de 1 mm. Sua precisão é relativamente baixa e a faixa de comprimento é de 3 m, 5 m, 10 m ou mais; é adequado para medir as dimensões de comprimento de peças de trabalho maiores com requisitos de baixa precisão de tamanho.
O paquímetro é uma ferramenta de medição comumente usada com as características de estrutura simples, uso conveniente, precisão média e ampla gama de tamanhos medidos. Ele tem uma ampla gama de aplicações e pode ser usado para medir o diâmetro externo, o diâmetro interno, o comprimento, a largura, a espessura, a profundidade e o espaçamento entre furos de peças de trabalho. De acordo com os diferentes métodos e princípios de leitura, há paquímetros de vernier, paquímetros de mostrador, paquímetros digitais, etc. O paquímetro de vernier é comumente usado por nossa empresa. Como o paquímetro é a ferramenta de medição mais comumente usada em nosso trabalho, vamos nos concentrar no princípio e no uso do paquímetro vernier:
5.2.1 Os paquímetros Vernier podem ser divididos em paquímetros de um lado, paquímetros de dois lados, paquímetros de três usos, etc., de acordo com suas estruturas.
(1) Os paquímetros de um lado têm mandíbulas de medição internas e externas e podem medir dimensões internas e externas (Figura 1-1).

(2) Os paquímetros de dupla face têm uma mandíbula de medição externa em forma de faca na mandíbula superior e mandíbulas de medição interna e externa na mandíbula inferior, que podem medir dimensões internas e externas (Figura 1-2).

(3) Os paquímetros de três usos têm uma mandíbula de medição interna em forma de faca usada para medir dimensões internas; mandíbulas de medição externas com superfícies de medição planas e em forma de faca usadas para medir dimensões externas; e um medidor de profundidade na parte de trás da régua usado para medir profundidade e altura (Figura 1-3).

5.2.2 Princípio de leitura e método de leitura do Vernier Caliper
Para dominar o uso correto dos paquímetros vernier, é necessário aprender a ler com precisão e a operar corretamente. O dispositivo de leitura do paquímetro vernier é composto pelo corpo da régua e pelo vernier. Quando a garra de medição móvel na estrutura da régua está em contato com a garra de medição fixa no corpo da régua, a linha "0" (chamada de linha zero do vernier) na estrutura da régua está alinhada com a linha "0" no corpo da régua e a distância entre as garras de medição é zero. Durante a medição, o quadro da régua precisa ser movido para uma determinada posição na escala, e a distância entre a garra de medição móvel e a garra de medição fixa é o tamanho medido, conforme mostrado na Figura 1-4.
Se a linha zero do nônio estiver exatamente alinhada com a escala que indica 30 mm no corpo da régua, o que devemos fazer se o valor indicado pela linha zero do nônio no corpo da régua for ligeiramente maior que 30 mm? Nesse caso, a parte inteira do tamanho medido (30 mm) pode ser lida a partir da linha da escala no corpo da régua à esquerda da linha zero do vernier (indicada pela seta na figura), e a parte decimal menor que 1 mm pode ser lida com a ajuda do vernier (indicada pela linha ● na figura, que é 0,7 mm). A soma dos dois é 30,7 mm, que é a característica comum dos instrumentos de medição vernier. Portanto, pode-se ver que a chave para a leitura de um paquímetro vernier está na leitura da parte decimal.

O método de leitura da parte decimal do nônio é identificar primeiro qual linha do nônio se alinha com uma linha no corpo da régua. Em seguida, multiplique o número de ordem dessa linha no nônio pelo valor de leitura do nônio, e o resultado é a leitura do nônio. Ou seja, Leitura do Vernier = Valor de leitura do Vernier * Número de ordem da linha de alinhamento no vernier.
A leitura de um paquímetro vernier pode ser dividida em três etapas:
5.2.3 Como usar um paquímetro vernier
Ao usar o paquímetro para medir o tamanho da peça de trabalho, os seguintes pontos devem ser observados:
(1) Antes da medição, limpe o paquímetro e verifique se as duas superfícies de medição e as bordas de medição do paquímetro estão planas e sem danos. Quando as duas garras de medição estiverem bem presas, não deve haver nenhuma folga óbvia e as linhas de zero no vernier e na escala principal devem se alinhar uma com a outra. Esse processo é chamado de verificação da posição zero do paquímetro.
(2) Ao mover o quadro da régua, o movimento deve ser suave, sem estar muito solto ou muito apertado, e não deve haver trepidação. Ao fixar o quadro da régua com um parafuso de fixação, a leitura do calibrador não deve mudar. Ao mover o quadro da régua, não se esqueça de afrouxar o parafuso de fixação, nem deve estar muito solto para evitar quedas.
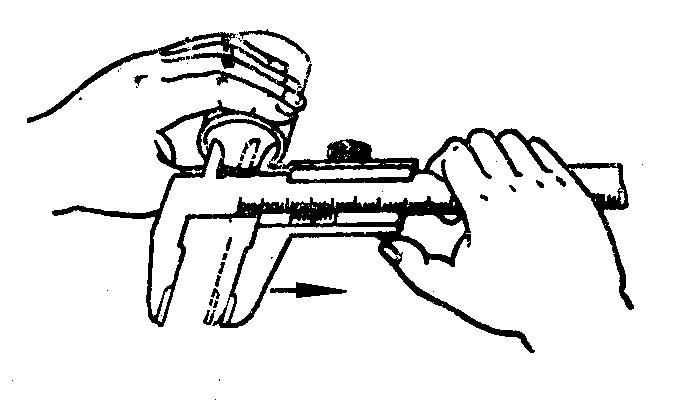
(3) Ao medir as dimensões externas da peça de trabalho: a linha de conexão das duas superfícies de medição do paquímetro deve ser perpendicular à superfície medida da peça de trabalho e não deve estar inclinada. Durante a medição, o paquímetro pode ser levemente sacudido para corrigir a posição vertical, conforme mostrado na Figura 1-5. Caso contrário, se as garras de medição estiverem na posição errada, conforme mostrado na Figura 1-5, o resultado da medição "a" será maior do que o tamanho real "b". Primeiro, abra a garra de medição móvel do paquímetro para que as garras de medição possam ser inseridas livremente na peça de trabalho.
Em seguida, coloque a peça de trabalho contra a garra de medição fixa e mova a estrutura da régua para fazer com que a garra de medição móvel entre em contato com a peça de trabalho com uma leve pressão. Se o paquímetro tiver um dispositivo micrométrico, você poderá apertar o parafuso de fixação no dispositivo micrométrico nesse momento e, em seguida, girar a porca de ajuste para fazer com que as garras de medição entrem em contato com a peça de trabalho e ler o tamanho. Nunca ajuste as duas garras de medição do paquímetro para que fiquem próximas ou até menores do que o tamanho medido e force o paquímetro a se fixar na peça de trabalho. Isso fará com que as garras de medição se deformem ou se desgastem prematuramente, fazendo com que o paquímetro perca a precisão necessária.
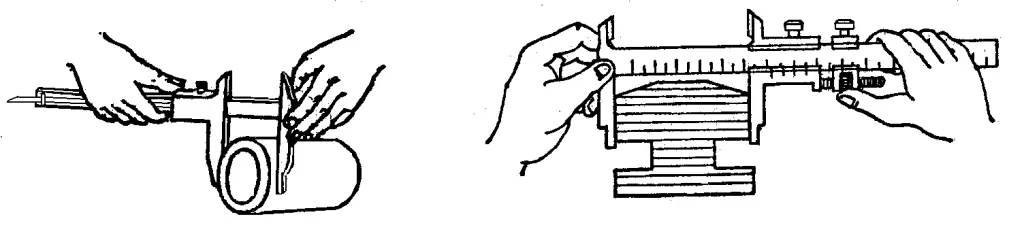

Figuras 1-5: Posições corretas e incorretas para medição de dimensões externas
Ao medir as ranhuras, a superfície de medição do paquímetro deve ser usada para medir com a borda da lâmina, e é melhor evitar medir as dimensões externas com a lâmina de medição da extremidade e as garras de medição em forma de faca. Para o tamanho de ranhuras circulares, as garras de medição em forma de faca devem ser usadas para medição, e a lâmina de medição plana não deve ser usada para medição, conforme mostrado em 1-6.

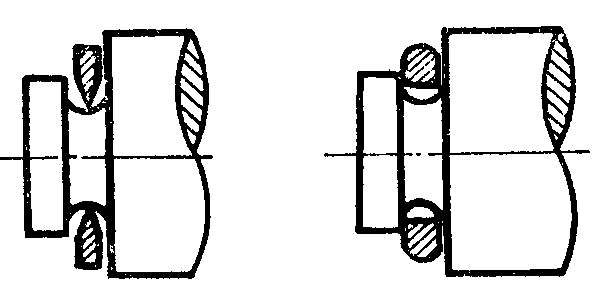
Figura 1-6: Posições corretas e incorretas para medição de ranhuras
Ao medir a largura da ranhura, a posição do compasso de calibre vernier também deve ser ajustada corretamente. A linha de conexão entre as duas bordas de medição do paquímetro deve ser perpendicular à ranhura e não inclinada. Caso contrário, se a garra de medição estiver na posição errada, conforme mostrado na Figura 1-7, o resultado da medição será impreciso (possivelmente muito grande ou muito pequeno).
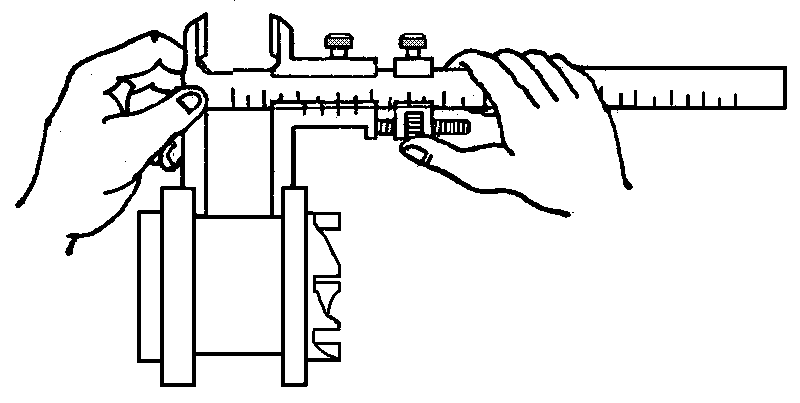


Figura 1-7: Posições corretas e incorretas para medir a largura da ranhura
(4) Ao medir as dimensões internas da peça de trabalho: conforme mostrado na Figura 1-8. A distância entre as garras de medição deve ser menor do que a dimensão interna medida. Depois de entrar no orifício interno da peça de trabalho, abra lentamente e toque com cuidado a superfície interna da peça de trabalho. Depois de fixar o paquímetro com um parafuso de fixação, remova-o com cuidado para ler a medição.
Ao retirar a garra de medição, a força deve ser uniforme, e o paquímetro deve deslizar ao longo da direção da linha central do furo sem se inclinar, para evitar torção, deformação e desgaste desnecessário das garras de medição. Ao mesmo tempo, isso fará com que a estrutura da balança se mova e afete a precisão da medição. As duas bordas de medição do paquímetro devem estar no diâmetro do furo e não devem estar inclinadas.
A Figura 1-9 mostra as posições corretas e incorretas para medir furos internos com paquímetros equipados com garras de medição em forma de faca e garras de medição de superfície cilíndrica. Quando a garra de medição estiver na posição incorreta, o resultado medido será menor do que a abertura real D.

(5) Ao medir dimensões internas com a superfície externa de medição da garra de medição inferior, a espessura da garra de medição deve ser adicionada ao resultado da medição durante a leitura. Ou seja, a leitura no paquímetro mais a espessura da garra de medição é a dimensão interna da peça de trabalho medida. A espessura da garra de medição do paquímetro de vernier com uma faixa de medição abaixo de 500 mm geralmente é de 10 mm. Entretanto, quando a garra de medição está desgastada ou reparada, a espessura da garra de medição será menor que 10 mm, e esse valor de correção também deve ser levado em conta na leitura do resultado da medição.
(6) Ao usar o paquímetro para medir uma peça de trabalho, não é permitida pressão excessiva, e a pressão usada deve fazer com que as duas garras de medição entrem em contato apenas com a superfície da peça de trabalho. Se a pressão de medição for muito alta, isso não só fará com que as garras de medição se dobrem ou se desgastem, mas também causará deformação elástica das garras de medição sob pressão, resultando em resultados de medição imprecisos (dimensões externas menores do que o tamanho real e dimensões internas maiores do que o tamanho real).
(7) Ao ler o resultado da medição no paquímetro, segure o paquímetro horizontalmente e vire-o na direção da luz brilhante, tornando a linha de visão o mais perpendicular possível à superfície da escala para evitar erros de leitura causados pela inclinação da linha de visão.
(8) Para obter resultados de medição precisos, podem ser feitas várias medições. Ou seja, as medições são feitas em diferentes direções na mesma seção da peça de trabalho. No caso de peças mais longas, as medições devem ser feitas em várias partes de todo o comprimento para obter um resultado de medição relativamente preciso.
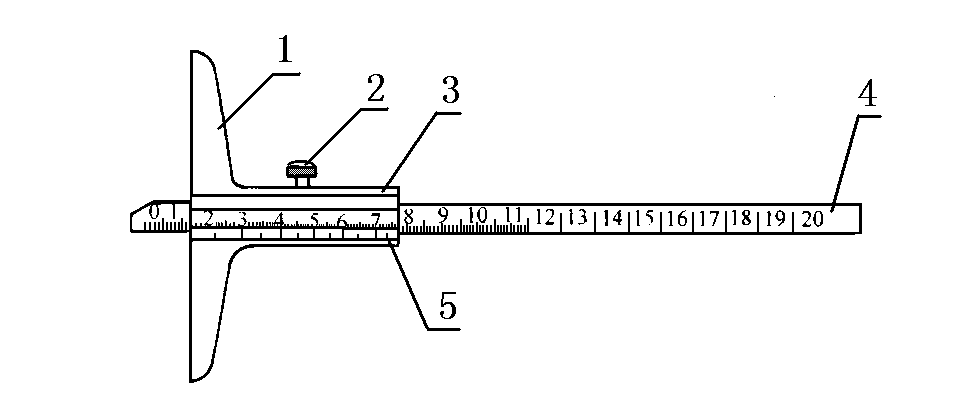
O medidor de profundidade mostrado na Figura 1-10 é usado para medir a profundidade de uma peça de trabalho, a altura de um degrau ou a profundidade de uma ranhura. Sua característica estrutural é que as duas garras de medição da estrutura da escala 3 são conectadas para formar uma base de medição 1 com um vernier, e a face final da base e a face final do corpo da escala 4 são suas duas superfícies de medição. Ao medir a profundidade de um furo interno, a face da extremidade da base deve estar firmemente presa à face da extremidade do furo medido, e o corpo da escala deve ser inserido paralelamente à linha central do furo medido. A distância entre a face final do corpo da escala e a face final da base é a dimensão da profundidade da peça de trabalho medida.
Seu método de leitura é exatamente o mesmo do paquímetro vernier.
Também conhecido como micrômetro de parafuso, é uma ferramenta de medição feita com o princípio da micromedição de parafuso. Sua precisão de medição é maior do que a de um paquímetro de vernier e é mais flexível na medição. Portanto, é frequentemente usado quando é necessária alta precisão de usinagem.
De acordo com a resolução de leitura, ela é dividida em uma escala centésima e uma escala milésima. O valor de leitura da escala centésima é de 0,01 mm, e o valor de leitura da escala milésima é de 0,001 mm. Nas fábricas, a escala centésima e a escala milésima são comumente chamadas de calibradores vernier ou calibradores milimétricos. A fabricação de chapas metálicas utiliza principalmente paquímetros vernier de escala centésima com valor de leitura de 0,01 mm.

5.4.1 Método de uso de um micrômetro de escala milésima:
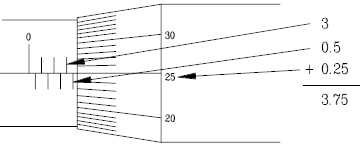
5.4.2 Método de leitura do micrômetro de escala milésima:
Exemplo: Conforme mostrado na figura abaixo, leia a escala superior da luva como 3 e a escala inferior após 3, o que significa que 3+0,5=3,5. Em seguida, leia a escala da manga alinhada com 25, que é 25×0,001=0,025. A soma dos dois dá o resultado de 3,525.
É uma ferramenta de medição de ângulos usada para medir ângulos internos e externos de peças de precisão ou para marcar ângulos.
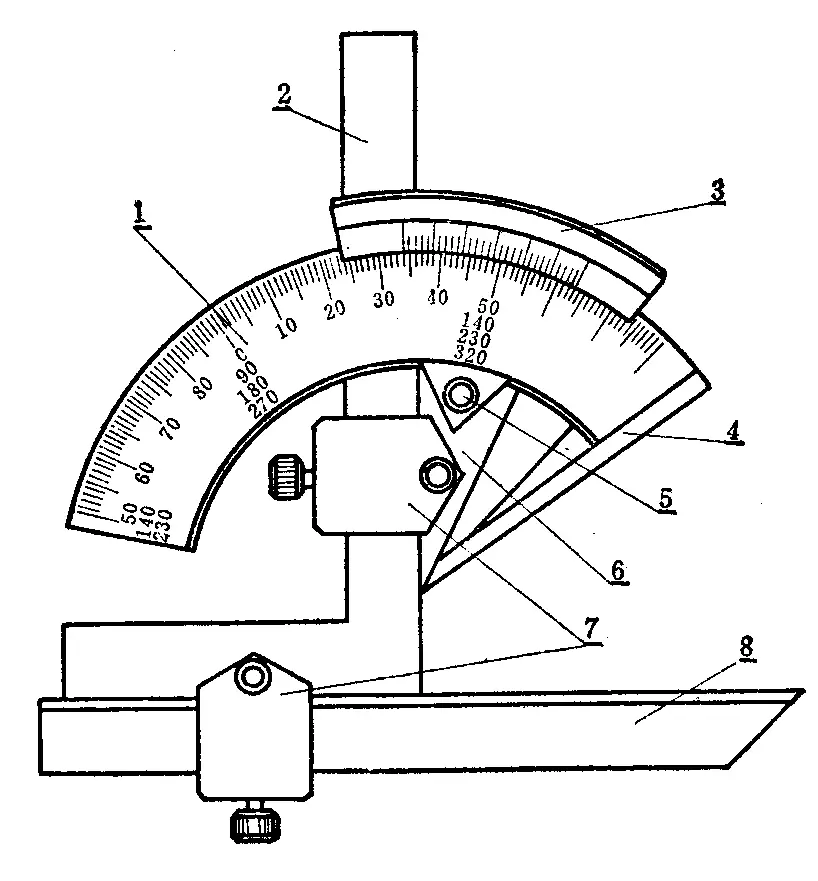
Método de uso e leitura da régua de ângulo universal:
O mecanismo de leitura da régua angular universal, conforme mostrado na figura à direita, é composto por uma base de escala 1 com linhas básicas de graduação de ângulo e um vernier 3 fixado na placa de setor 6. A placa de setor pode girar e se mover na base (com um freio 5) para formar um mecanismo de leitura de vernier semelhante ao de um paquímetro de vernier.
Cada grade das linhas graduadas na régua universal de ângulos tem um grau de 1º. Como o vernier tem 30 grades, que ocupam um ângulo total de 29º, a diferença de grau entre cada linha da grade é
Portanto, a precisão da régua universal de ângulos é de 2′.
O método de leitura da régua de ângulo universal é o mesmo do paquímetro. Primeiro, leia o ângulo antes da linha zero no vernier e, em seguida, leia o valor "minuto" do ângulo no vernier. A soma dos dois valores fornece o valor do ângulo da peça medida.
Na régua angular universal, a régua de base 4 é fixada na base e a régua angular 2 é fixada na placa de setor por um bloco de fixação 7. A régua móvel 8 é fixada na régua angular por um bloco de grampo. Se a régua angular 2 for removida, a régua reta 8 também poderá ser fixada na placa de setor. Como a régua angular 2 e a régua reta 8 podem ser movidas e substituídas, a régua angular universal pode medir qualquer ângulo de 0º a 320º, conforme mostrado na Figura 1-11.
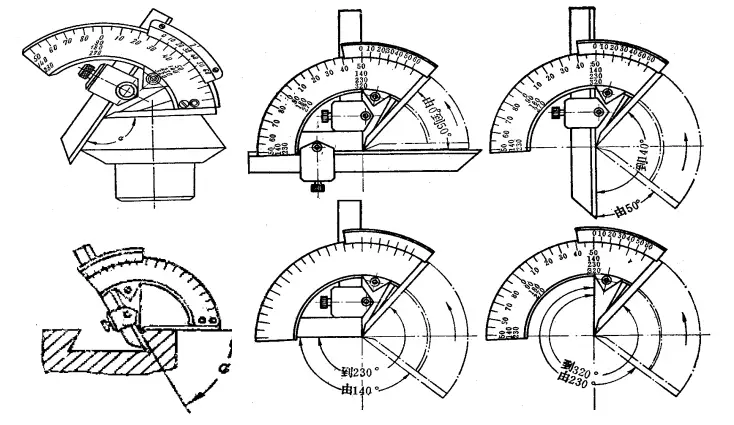
Conforme mostrado na Figura 1-11, quando a régua angular e a régua reta estão totalmente instaladas, é possível medir ângulos externos de 0º a 50º. Quando somente a régua reta estiver instalada, os ângulos de 50º a 140º poderão ser medidos. Quando somente a régua angular estiver instalada, os ângulos de 140º a 230º poderão ser medidos. Quando a régua angular e a régua reta forem removidas, os ângulos de 230º a 320º poderão ser medidos (ou seja, ângulos internos de 40º a 130º).
As linhas de graduação do ângulo básico na base da escala da régua universal de ângulos variam apenas de 0º a 90º. Se o ângulo medido da peça for maior que 90º, um valor de base (90º, 180º, 270º) deverá ser adicionado à leitura. Quando o ângulo da peça for: >90º a 180º, o ângulo medido = 90º + a leitura da régua de ângulo universal; >180º a 270º, o ângulo medido = 180º + a leitura da régua de ângulo universal; >270º a 320º, o ângulo medido = 270º + a leitura da régua de ângulo universal.
Ao usar a régua angular universal para medir o ângulo de uma peça, a régua da base deve estar alinhada com a linha de base da direção do ângulo da peça, e a peça deve entrar em contato total com as duas superfícies de medição do medidor de ângulo para evitar erros de medição.
6.1.1 Requisito mínimo para o tamanho da perfuração Devido à limitação de resistência da matriz de perfuração, a abertura não pode ser muito pequena. O tamanho mínimo do orifício perfurado depende do formato do orifício, das propriedades mecânicas do material e da espessura do material.
A Tabela 6-1 lista os tamanhos mínimos dos furos para perfuração.
| materiais | O diâmetro mínimo ou o comprimento lateral mínimo (t é a espessura do material) para perfuração | ||
| Furo circular D (onde D é o diâmetro) | Furo quadrado L (onde L é o comprimento de cada lado) | Furo redondo na cintura, furo retangular a (onde a é o comprimento mínimo do lado) | |
| aço de alto e médio carbono | ≥1.3t | ≥1.2t | ≥1t |
| aço de baixo carbono e latão | ≥1t | ≥0.8t | ≥0.8t |
| alumínio e zinco | ≥0.8t | ≥0.6t | ≥0.6t |
6.1.2 Passo mínimo de perfuração
A distância mínima entre a borda da peça perfurada e o contorno tem certas limitações, dependendo do formato da peça e do furo, conforme mostrado na Figura 1-12

6.1.3 Requisitos para puncionamento sobreposto
A precisão dos furos e contornos e dos furos e contornos processados por matrizes compostas é relativamente fácil de garantir, e a eficiência do processamento é alta. Entretanto, a distância entre os furos e os contornos e entre os furos e os contornos deve atender aos requisitos mínimos de espessura da parede da matriz composta, conforme mostrado na Figura 1-13
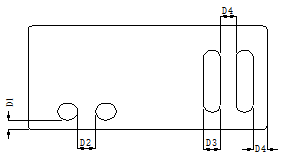
Tabela 6-2: Tamanho mínimo de sobreposição para processamento de matriz composta de peças de puncionamento e corte.
| t (abaixo de 0,8) | t (0.8~1.59) | t (1.59~3.18) | t (3.2以上) | |
| D1 | 3 mm | 2t | ||
| D2 | 3 mm | 2t | ||
| D3 | 1,6 mm | 2t | 2.5t | |
| D4 | 1,6 mm | 2t | 2.5t | |
6.1.4 Perfure antes de dobrar para garantir que os furos não sejam deformados. A distância mínima entre os furos e as bordas dobradas é mostrada na Figura 1-14. A fórmula para essa distância é X≥2t+R.

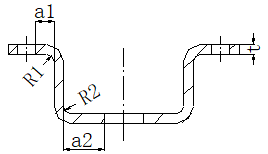
Ao fazer furos em peças de repuxo profundo, como mostrado na Figura 1-15, para garantir a precisão da forma e da posição dos furos e a resistência do molde, deve-se manter uma certa distância entre a parede do furo e a parede reta da peça. As distâncias a1 e a2 devem atender aos seguintes requisitos:
Onde R1 e R2 são os raios do arredondamento e t é a espessura da placa.
6.1.6 Problemas e requisitos a serem observados durante a perfuração numérica:
Os materiais com espessura inferior a 0,6 mm são fáceis de deformar, e a faixa de usinagem é limitada pelo molde e pelo grampo, de modo que a punção numérica geralmente não é adequada para uso.
Materiais com dureza e resistência moderadas têm boas propriedades de perfuração e corte. Se a dureza for muito alta, o força de perfuração aumentará, o que pode ter um impacto negativo sobre a cabeça de perfuração e a precisão. Se a dureza for muito baixa, a deformação durante a perfuração será grave, o que limita muito a precisão.
A alta plasticidade dos materiais é vantajosa para os processos de conformação, mas pode não ser adequada para o corte ou puncionamento contínuo, e não é muito adequada para puncionamento e corte. A resistência adequada é vantajosa para a punção, pois pode suprimir o grau de deformação durante a punção. No entanto, a alta tenacidade pode causar um ressalto grave após a perfuração, o que pode afetar a precisão.
Ao estampar chapas comuns de aço de baixo carbono, o diâmetro e a largura do molde devem ser maiores do que a espessura do material. Por exemplo, um molde com diâmetro de Φ1,4 não pode puncionar um material de 1,5 mm. Os moldes para perfuração de placas de liga de alumínio e liga de cobre podem ser menores, mas os moldes para perfuração de placas de aço inoxidável e aço de alto carbono devem ser maiores. Caso contrário, o molde estará sujeito a fraturas e danos.
As chapas de aço inoxidável geralmente não são adequadas para puncionamento numérico. É claro que as chapas de aço inoxidável com espessuras de 0,8 mm a 2,5 mm podem ser processadas por meio de puncionamento numérico, mas isso leva a um desgaste maior do molde e resulta em uma taxa de refugo mais alta em comparação com as chapas de aço comuns.
A dobragem de chapas metálicas refere-se ao processo de alteração do ângulo da chapa ou do componente, como dobrar uma chapa metálica em forma de V, U etc. Em geral, há dois métodos de dobra de chapas metálicas: um é a dobra de molde, que é usada para estruturas complexas, pequenos volumes e produção em larga escala de estruturas de chapas metálicas; o outro é a dobra de máquina de dobra, que é usada para processar estruturas de chapas metálicas com dimensões relativamente grandes ou baixos volumes de produção. Atualmente, os produtos da nossa empresa usam principalmente máquinas de dobra para processamento.
6.2.1 Princípios básicos da sequência do processo de dobra:
6.2.2 Raio de curvatura
Quando o material é dobrado, a camada externa é esticada, enquanto a camada interna é comprimida na área do canto arredondado. Quando a espessura do material é constante, quanto menor for o raio interno r, mais severas serão a distensão e a compressão do material. Quando a tensão de tração no canto externo excede a resistência máxima do material, podem ocorrer rachaduras e rupturas. Portanto, o projeto estrutural de peças curvadas deve evitar raios de curvatura pequenos. O flexão mínima para materiais comuns é mostrado na tabela abaixo.
Tabela 6-1: Lista de raios de curvatura mínimos para materiais metálicos comumente usados
| Não. | Material | Raio de curvatura mínimo |
| 1 | 08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T2 | 0.4t |
| 2 | 15、20、Q235、Q235A、15F | 0.5t |
| 3 | 25、30、Q255 | 0.6t |
| 4 | 1Cr13、H62(M、Y、Y2、Laminado a frio) | 0.8t |
| 5 | 45、50 | 1.0t |
| 6 | 55、60 | 1.5t |
| 7 | 65Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS302 | 2.0t |
6.2.3 Tabela de referência para dimensões mínimas da borda de dobra da placa de aço
| Espessura do material | 0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3 |
| Borda de curvatura mínima | 5 | 6.5(5) | 6.5(6) | 7(6.5) | 9 | 11 | 13 |
Para peças com requisitos de dimensão de dobra menores do que as especificações mencionadas acima, um molde separado deve ser usado para o processamento.
6.2.4 Distância mínima dos furos e furos elípticos até as bordas de dobra:
Conforme mostrado na Figura 1-16, se a borda do furo da área de flexão estiver muito próxima da linha de flexão, o material não poderá ser elevado durante a flexão, resultando na deformação do formato do furo. Portanto, a distância entre a borda do furo e a linha de flexão deve ser maior do que a distância mínima da borda do furo X≥t+R.
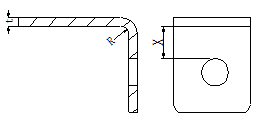
Tabela 6-2: Distância mínima entre os furos redondos e as bordas da dobra.
| Espessura do material | 0.6~0.8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 |
| Distância mínima X | 1.3 | 1.5 | 1.7 | 2.0 | 3 | 3.5 |
Conforme mostrado na Figura 1-17, se o furo elíptico estiver muito próximo da linha de flexão, o material será levantado durante a flexão, resultando na deformação do formato do furo. Portanto, a distância entre a borda do furo e a linha de flexão deve ser maior do que a distância mínima da borda do furo, de acordo com a Tabela 1-14.

Tabela 6-3: Distância mínima entre os furos elípticos e as bordas da dobra.
| L | <26 | 26~50 | >50 |
| Distância mínima X | 2t+R | 2,5t+R | 3t+R |
6.2.5 Furos, ranhuras e entalhes do processo para Peças de dobra:
Durante o processo de dobra, se a borda dobrada da peça precisar ser dobrada para a borda interna da peça bruta, é recomendável adicionar furos de processo, ranhuras ou entalhes para evitar rasgos e distorções, conforme mostrado na Figura 1-18.