Представьте себе, как простой металлический лист превращается в сложные детали с точностью и скоростью. В этой статье вы познакомитесь с увлекательным миром процессов штамповки, подробно рассмотрите такие методы, как заготовка и формовка, и их роль в современном производстве. Вы узнаете, как эти методы придают материалам форму, превращая их во всевозможные детали - от автомобильных до электронных, - повышая эффективность и точность производства. Окунитесь в этот мир, чтобы узнать, как работают эти процессы и почему они имеют решающее значение для различных отраслей промышленности.
Последнее обновление:
28 июня, 2024
Поделитесь своим мнением:
Оглавление
В связи с тем, что формы, размеры, требования к точности, объемы производства и свойства материалов штампованных деталей различны, существует целый ряд процессы штамповки используется. Операции штамповки можно разделить на два основных типа: заготовка и формовка.
Заготовка - это сила, действующая на металлические листы и вызывающая напряжение, превышающее прочность материала на сдвиг, что приводит к ножницы или локального сдвига.
Цель во время процесс штамповки заключается в отделении заготовки (или болванки) от металлического листа по заранее заданной линии контура. В зависимости от требуемого качества поперечного сечения заготовки можно разделить на обычную высечку, при которой заготовка отделяется путем разрыва, и прецизионную высечку, при которой заготовка отделяется путем деформации. Каждый процесс включает в себя различные формы резки, такие как обрезка, обрезка кромок и штамповка.
Процессы формовки происходят, когда на заготовку действуют внешние силы, превышающие предел текучести материала, вызывая пластическую деформацию и придавая заготовке определенную форму без образования трещин. Существует множество типов процессов формовки, включая гибку, глубокую вытяжку, холодное выдавливание и выпучивание.
Чтобы еще больше повысить эффективность штамповочного производства, обычно объединяют две или более базовых операций в один процесс, называемый комбинированной операцией. В качестве примера можно привести заготовку → штамповку, заготовку → глубокую вытяжку → отрезку кромок и заготовку → штамповку → гибку. Эти комбинированные операции адаптируются к фактическим требованиям заготовки, что часто достигается путем усовершенствования конструкции штампа.
Штампы, используемые для выполнения составных операций, называются составными штампами. Это перспективный и эффективный тип штампов, который может значительно повысить эффективность производства, снизить стоимость деталей и облегчить автоматизацию производства.
В целом, операции штамповки можно разделить на следующие два основных типа в зависимости от способа деформации:
1) Процессы заготовки, которые включают в себя резку, разделение, заготовку, пробивку, вырубку, обрезку кромок, обрезку, бритье, резку дисков, резку рулонов, резка ножницамии продольной резки, как показано в таблице 1-1.
Таблица 1-1 Процессы разделения
Название операции
Схематическая диаграмма
Особенности и применение
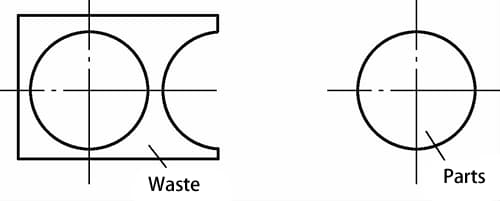
Заглушка
Пробитый штампом по замкнутой кривой контур становится деталью, которая используется для изготовления плоских деталей различной формы.
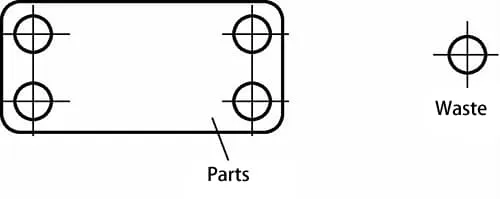
Перфорация
Пробивка штампом по замкнутой кривой контура, выбитый участок - это лом.
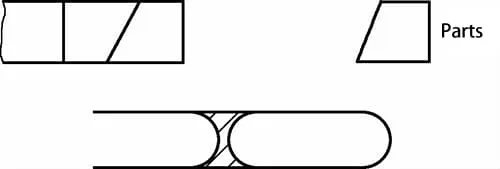
Резка
Ножницы или штамп для резки по открытой контурной линии, обычно используется для обработки плоских деталей простой формы.
Обрезка
Обрезка краев сформованных деталей для придания им необходимой формы.
Прорезь
Полуфабрикаты, полученные штамповкой, разрезаются на две или более частей, часто используются после парной или групповой штамповки симметричных компонентов.
Процессы формования включают холодное выдавливание, гибку, глубокую вытяжку, отбортовку, выпуклость, вырезку, прокатку, скручивание, тиснение и штамповку, как подробно описано в таблице 1-2.
Процесс формовки Таблица 1-2
Имя процесса
Схематическая диаграмма
Особенности и применение
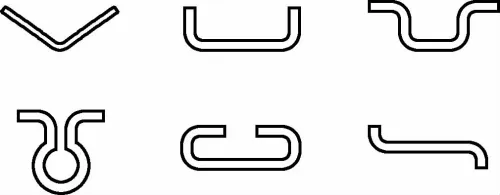
Сгибание
Сгибание листового металла по прямой линии для создания различных форм позволяет обрабатывать сложные детали.
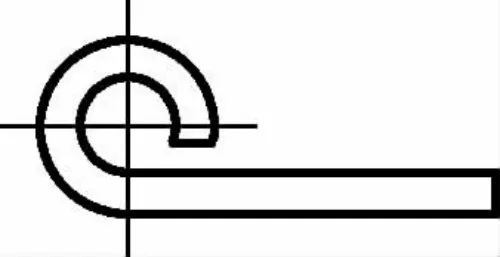
Прокат
Скручивание конца металлического листа в почти закрытую круглую головку используется для изготовления деталей, похожих на петли.
Скручивание
Скручивание перфорированных полуфабрикатов на определенный угол.
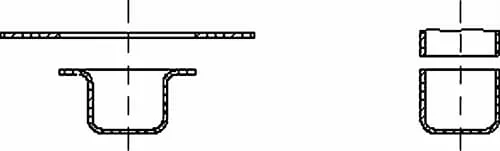
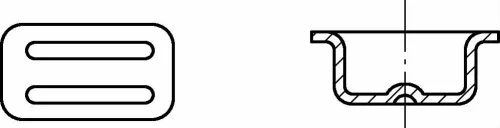
Глубокий рисунок
Формирование заготовок из листового металла в различные полые детали определенного объема.
Прореживание и глубокое черенкование
Дальнейшая переработка полых полуфабрикатов глубокой вытяжки в детали с более толстым основанием, чем боковины.
Пирсинг
Перфорация предварительно перфорированных заготовок из листового металла или неперфорированного листового металла для создания вертикальных кромок.
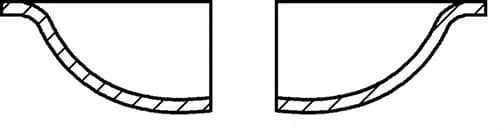
Отбортовка
Формирование кромок полуфабрикатов из листового металла в вертикальные кромки по кривым или дугам.
Чертежный сгиб
Достижение деформации при изгибе под совместным действием растягивающих усилий и изгибающих моментов для изготовления деталей с высокой точностью.
Выпуклые
Формообразование деталей с различными формами пространственных криволинейных поверхностей при двухосном растяжении.
Волнистый
Создание выступов и углублений различной формы на поверхности заготовок или деталей из листового металла с помощью методов рельефной формовки.
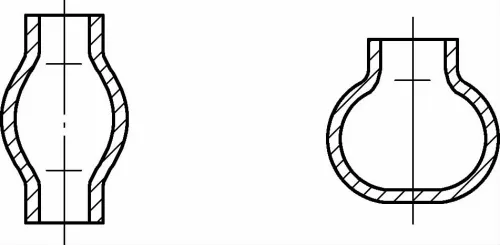
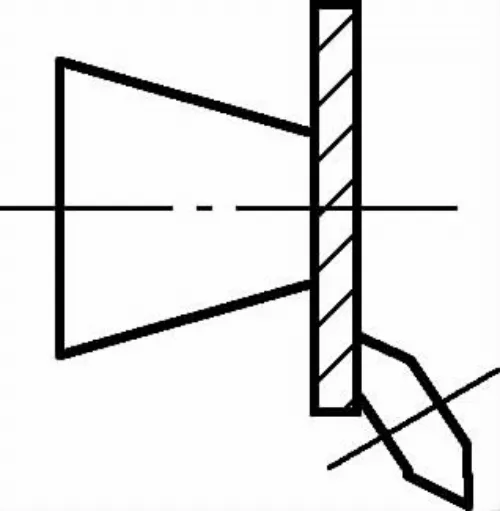
Факел
Расширение радиальных размеров одного конца полой или трубчатой заготовки.
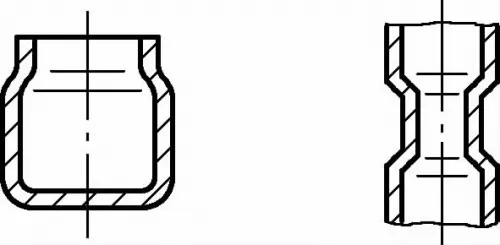
Неккинг
Уменьшение радиальных размеров определенного участка полой или трубчатой заготовки.
Формование спин
Постепенное формирование заготовок с помощью роликов во вращающемся состоянии.
Выпрямление
Корректировка формы деталей для повышения точности размеров формованных деталей или для получения малых радиусов кривизны.
Как плоские листы превращаются в изогнутые детали? Ключевым моментом является гибка металла. В этой статье рассказывается об инструментах, методах и хитростях, которые...
Вы когда-нибудь задумывались о том, как материал металлической детали влияет на ее технологичность? В этой статье рассматривается сложная взаимосвязь...
Представьте себе заводской цех, где точность сочетается с эффективностью: это царство автоматизированных штамповочных машин. Эти механические чудеса революционизируют производственные линии,...
Почему штампованные металлические детали часто страдают от трещин, царапин или нечетких линий краев? Понимание этих распространенных дефектов имеет решающее значение...
Что, если одна-единственная ошибка может превратить идеально отштампованную металлическую деталь в дорогостоящий металлолом? Проектирование листового металла...