
Основы бурения и растачивания: Инструменты и методы
В этой статье вы узнаете об основных инструментах и методах, используемых при сверлении и бурении. От выбора правильного сверла...
Как простой металлический лист превращается в сложную высокопрочную деталь? В этой статье мы рассмотрим увлекательный процесс глубокой вытяжки, сосредоточившись на расчетах, необходимых для определения трудозатрат и мощности, требуемых для выполнения различных операций. Понимание этих расчетов имеет решающее значение для выбора правильного оборудования и оптимизации эффективности производства. Узнайте, как эмпирические формулы и точные измерения обеспечивают успех этой важной производственной технологии.

Усилие глубокой вытяжки является важной основой для определения тоннажа пресса, необходимого для глубокой вытяжки деталей. В реальном производстве для определения усилия глубокой вытяжки обычно используются некоторые эмпирические формулы.
Pmax =πdp1tRmK1
Pmax =πdp2tRmK2
Где в формуле
Таблица 1 Коэффициент K 1 для первой глубокой вытяжки цилиндрических деталей (сталь 08 ~15)
| Относительная толщина t/D0 ×100 | Первый коэффициент глубокой вытяжки m1 | |||||||||
| 0.45 | 0.48 | 0.5 | 0.52 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 | |
| 5 | 0.95 | 0.85 | 0.75 | 0.65 | 0.6 | 0.5 | 0.43 | 0.35 | 0.28 | 0.2 |
| 2 | 1.1 | 1 | 0.9 | 0.8 | 0.75 | 0.6 | 0.5 | 0.42 | 0.35 | 0.25 |
| 1.2 | 1.1 | 1 | 0.9 | 0.8 | 0.68 | 0.56 | 0.47 | 0.37 | 0.3 | |
| 0.8 | 1.1 | 1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | 0.33 | ||
| 0.5 | 1.1 | 1 | 0.82 | 0.67 | 0.55 | 0.45 | 0.36 | |||
| 0.2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | ||||
| 0.1 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | |||||
Примечание: 1. При радиусе пуансона rp = (4 ~ 6)t коэффициент K1 должен быть увеличен на 5% в соответствии с табличными значениями.
2. Для других материалов скорректируйте значения поиска в соответствии с изменением пластичности материала (увеличивайте по мере уменьшения пластичности).
Таблица 2 Коэффициент K 2 значение для второй глубокой вытяжки цилиндрических деталей (сталь 08 ~15)
| Относительная толщина t/D0 ×100 | Коэффициент m2 для первого глубокого рисунка | |||||||||
| 0.7 | 0.72 | 0.75 | 0.78 | 0.8 | 0.82 | 0.85 | 0.88 | 0.9 | 0.92 | |
| 5 | 0.85 | 0.7 | 0.6 | 0.5 | 0.42 | 0.32 | 0.28 | 0.2 | 0.15 | 0.12 |
| 2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.52 | 0.42 | 0.32 | 0.25 | 0.2 | 0.14 |
| 1.2 | 1.1 | 0.9 | 0.75 | 0.62 | 0.52 | 0.42 | 0.3 | 0.25 | 0.16 | |
| 0.8 | 1 | 0.82 | 0.7 | 0.57 | 0.46 | 0.35 | 0.27 | 0.18 | ||
| 0.5 | 1.1 | 0.9 | 0.76 | 0.63 | 0.5 | 0.4 | 0.3 | 0.2 | ||
| 0.2 | 1 | 0.85 | 0.7 | 0.56 | 0.44 | 0.33 | 0.23 | |||
| 0.1 | 1.1 | 1 | 0.82 | 0.68 | 0.55 | 0.4 | 0.3 | |||
Примечание:
1. Когда радиус пуансона r p = (4~6)t, K 2 значение в таблице должно быть увеличено на 5%.
2. Для коэффициентов K 2 3-го, 4-го и 5-го глубокого рисунка, соответствующие m n и t/D 0 Значения ×100 находятся из той же таблицы, но большее или меньшее значение в таблице следует выбирать в зависимости от того, есть ли промежуточный отжиг:
Без промежуточного отжига K 2 принимает большее значение (ближе к приведенному ниже);
При промежуточном отжиге K 2 принимает меньшее значение (ближе к указанному выше).
3. Для других материалов скорректируйте значения поиска в соответствии с изменением пластичности материала (увеличивайте по мере уменьшения пластичности).
Pmax =πdptRmKF
Pmax =πdKtRmKF
Где в формуле
Таблица 3 Коэффициент K F значения для первой вытяжки фланцевых деталей (сталь 08-15)
| dF/dP | Коэффициент вытяжки d p /D 0 | ||||||||||
| 0.35 | 0.38 | 0.4 | 0.42 | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | |
| 3 | 1 | 0.9 | 0.83 | 0.75 | 0.68 | 0.56 | 0.45 | 0.37 | 0.3 | 0.23 | 0.18 |
| 2.8 | 1.1 | 1 | 0.9 | 0.83 | 0.75 | 0.62 | 0.5 | 0.42 | 0.34 | 0.26 | 0.2 |
| 2.5 | 1.1 | 1 | 0.9 | 0.82 | 0.7 | 0.56 | 0.46 | 0.37 | 0.3 | 0.22 | |
| 2.2 | 1.1 | 1 | 0.9 | 0.77 | 0. 64 | 0.52 | 0.42 | 0.33 | 0.25 | ||
| 2 | 1.1 | 1 | 0.85 | 0.7 | 0.58 | 0.47 | 0.37 | 0.28 | |||
| 1.8 | 1.1 | 0.95 | 0.8 | 0.65 | 0.53 | 0.43 | 0.33 | ||||
| 1.5 | 1.1 | 0.9 | 0.75 | 0.62 | 0.5 | 0.4 | |||||
| 1.3 | 1 | 0.85 | 0.7 | 0.56 | 0.45 | ||||||
Примечание: При фланкировке значение K F увеличивается с 10% до 20%.
P max =πd n (t n-1 -t n )R m K 3
Где в формуле
Работа по глубокой вытяжке также является одним из важных оснований для выбора пресса. Нагрузка пресса на давление ограничивается прочностью коленчатого вала или передаточных механизмов, а нагрузка на мощность - кинетической энергией маховика, мощностью двигателя или его допустимым уровнем перегрузки. Поэтому при выборе пресса необходимо всесторонне учитывать как величину давления, так и объем работы.
Взаимосвязь между усилием глубокой вытяжки и рабочим ходом пуансона показана на рисунке 1. Работа глубокой вытяжки должна представлять собой площадь под кривой (заштрихованная часть). Для удобства расчета работы глубокой вытяжки используется следующая эмпирическая формула
A=cPmaxh×l0-3
Где в формуле
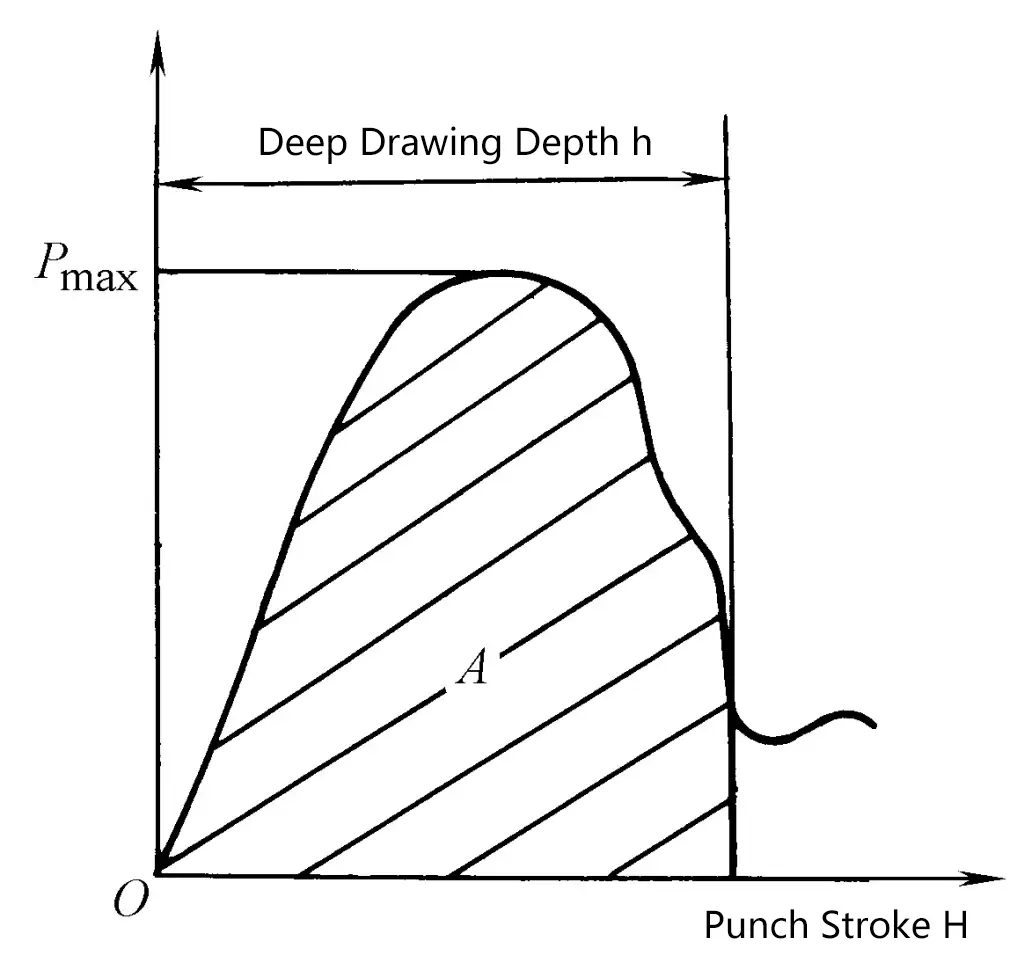
Таблица 4 Взаимосвязь между коэффициентом c и коэффициентом глубокой вытяжки
| Коэффициент глубокой вытяжки m | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 |
| Коэффициент c | 0.8 | 0.77 | 0.74 | 0.7 | 0.67 | 0.64 |
A=Pmaxh×1.2×l0-3
где
Мощность двигателя пресса рассчитывается по следующей формуле
P=KA n /(1.36×60×750×η 1 ×η 2 )
где






