Зачистка пуансонов и штампов: Секреты идеальных деталей
Что, если крошечный зазор может сделать или сломать ваш следующий производственный проект? В мире пуансонов и штампов...
Что определяет успех операции штамповки металла? Ответ кроется в тонком, но очень важном факторе - зазоре между штампами. В этой статье рассматривается, как точный зазор между пуансоном и штампом влияет на качество и долговечность штампованных деталей. Понимание принципов зазора в штампе поможет производителям достичь оптимальной производительности, предотвратить дефекты материала и продлить срок службы инструмента. Погрузитесь в эту важную тему, чтобы узнать о расчетах и лучших практиках, обеспечивающих безупречное выполнение операций штамповки металла.
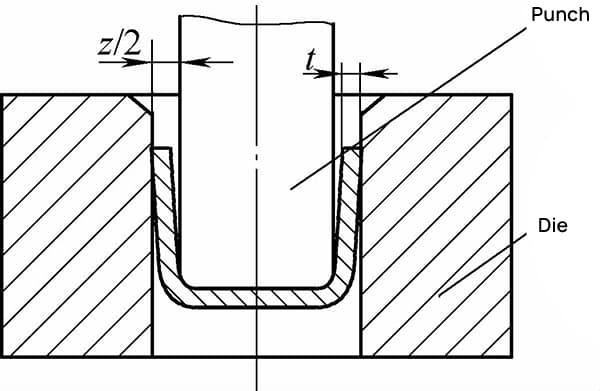
Зазор между пуансоном и матрицей при глубокой вытяжке означает боковую разницу в размерах между ними, при этом двусторонний зазор обозначается как z, как показано на рисунке 1.
Если зазор небольшой, то округлость вытянутой детали хорошая, но усилие вытяжки высокое, что может легко привести к разрыву заготовки и сильному износу штампа. Если зазор слишком велик, усилие вытяжки уменьшается, и, хотя срок службы штампа увеличивается, заготовка приобретает фрустоконическую форму.
Это происходит потому, что в процессе вытяжки нижняя часть заготовки всегда цепляется за пуансон, в то время как устье прилипает к матрице. Поэтому для заготовок, требующих высокой округлости, или для заготовок, которые должны быть подогнаны друг к другу, необходимо провести подробное и тщательное рассмотрение, ориентируясь на кривую деформации материала.
После того как соотношение t/D определено, морщинистость заготовки во время формования зависит от усилия держателя заготовки и радиуса штампа.
Зазор при глубокой вытяжке не должен быть отрицательным. Фактически, зазор между пуансоном и матрицей, который меньше толщины материала, не способен сдержать образование складок. Если материал сморщивается на стадии фланца и не может быть сглажен при прохождении через радиус штампа, это только значительно увеличит сопротивление течению материала, что приведет к разрыву заготовки.
Для полусферических заготовок зазор между пуансоном и матрицей можно считать бесконечно большим, что подтверждает вышеприведенное утверждение. С другой стороны, обычные штампы для глубокой вытяжки не имеют функции контроля толщины материала, и если зазор между пуансоном и штампом меньше толщины материала, материал может либо застрять и замяться в зазоре, либо, в тяжелых случаях, растянуться и расколоть штамп.
Поэтому при проектировании штампов для глубокой вытяжки зазор с каждой стороны между пуансоном и штампом обычно больше толщины материала для уменьшения трения. Формула для расчета зазора z/2 с каждой стороны выглядит следующим образом:
В формуле,
Таблица 1: Глубина Чертежный штамп Коэффициент зазора K
| Толщина материала: т/мм | Общая точность. | Прецизионная глубокая вытяжка | Прецизионная глубокая вытяжка | |
| Одноступенчатая глубокая вытяжка | Многоступенчатая глубокая вытяжка | |||
| <0. 4 | 0. 07 ~ 0. 09 | 0. 08 ~ 0. 10 | 0. 04 ~ 0. 05 | 0 ~ 0. 04 |
| <1. 2 ~ 0. 4 | 0. 08 ~ 0. 10 | 0. 10 ~ 0. 14 | 0. 05 ~ 0. 06 | |
| <3 ~1. 2 | 0. 10 ~ 0. 12 | 0. 14 ~ 0. 16 | 0. 07 ~ 0. 09 | |
| ≥3 | 0. 12 ~ 0. 14 | 0. 16 ~ 0. 20 | 0. 08 ~ 0. 10 | |
Принцип определения зазора должен учитывать влияние допусков на листовой металл, а также явление утолщения в держателе заготовки.
Опыт глубокой вытяжки нержавеющей стали показывает, что при использовании однооперационного штампа для глубокой вытяжки коэффициент глубокой вытяжки составляет около 0,52, а утолщение на держателе заготовки - всего 2-3%. Это объясняется тем, что материал подвергается сжимающей тангенциальной деформации, что приводит к минимальному утолщению.
В аппаратной продукции жесткие требования к округлости заготовок предъявляются только к емкостям для жидкостей и косметическим контейнерам. В этих случаях необходимы точные расчеты и строгий контроль зазоров и производственных допусков между пуансоном и матрицей для глубокой вытяжки.
Для кухонной посуды из нержавеющей стали герметичность изделий зависит от специальных силиконовых уплотнителей, поэтому зазор между пуансоном и матрицей в пресс-формах для вытяжки цилиндрических деталей обычно устанавливается на уровне 1,1 т или выше. При многоступенчатой глубокой вытяжке зазор между пуансоном и матрицей на всех этапах, кроме последнего, обычно устанавливается в пределах от 1,1 до 1,5 т.
1) Для всех операций рисования, кроме заключительного этапа, направление зазора не указывается.
2) Что касается заключительного этапа: когда внешние размеры заготовки должны быть точными, размеры штампа являются стандартными, а размеры пуансона уменьшаются по сравнению с размерами штампа для достижения необходимого зазора; и наоборот, когда внутренние размеры заготовки должны быть точными, размеры пуансона являются стандартными, а размеры штампа увеличиваются по сравнению с размерами пуансона для достижения необходимого зазора.







