
Минимальная высота изгиба при V-образном изгибе
Как низко вы можете опуститься при V-образной гибке? Понимание минимальной высоты изгиба имеет решающее значение для точности металлообработки. В этой статье...
При работе с Z-образной гибкой при изготовлении металлических изделий достижение правильной минимальной высоты изгиба очень важно для обеспечения точности и целостности конструкции. В этой статье рассматриваются технические аспекты Z-гибки, объясняется, как рассчитать минимальную высоту изгиба в зависимости от толщины материала и ширины паза штампа. Понимание этих параметров позволит вам оптимизировать процессы гибки, избежать распространенных ошибок и повысить качество металлических деталей. Читайте далее, чтобы узнать подробные инструкции и рекомендации по достижению идеального Z-изгиба в ваших проектах.
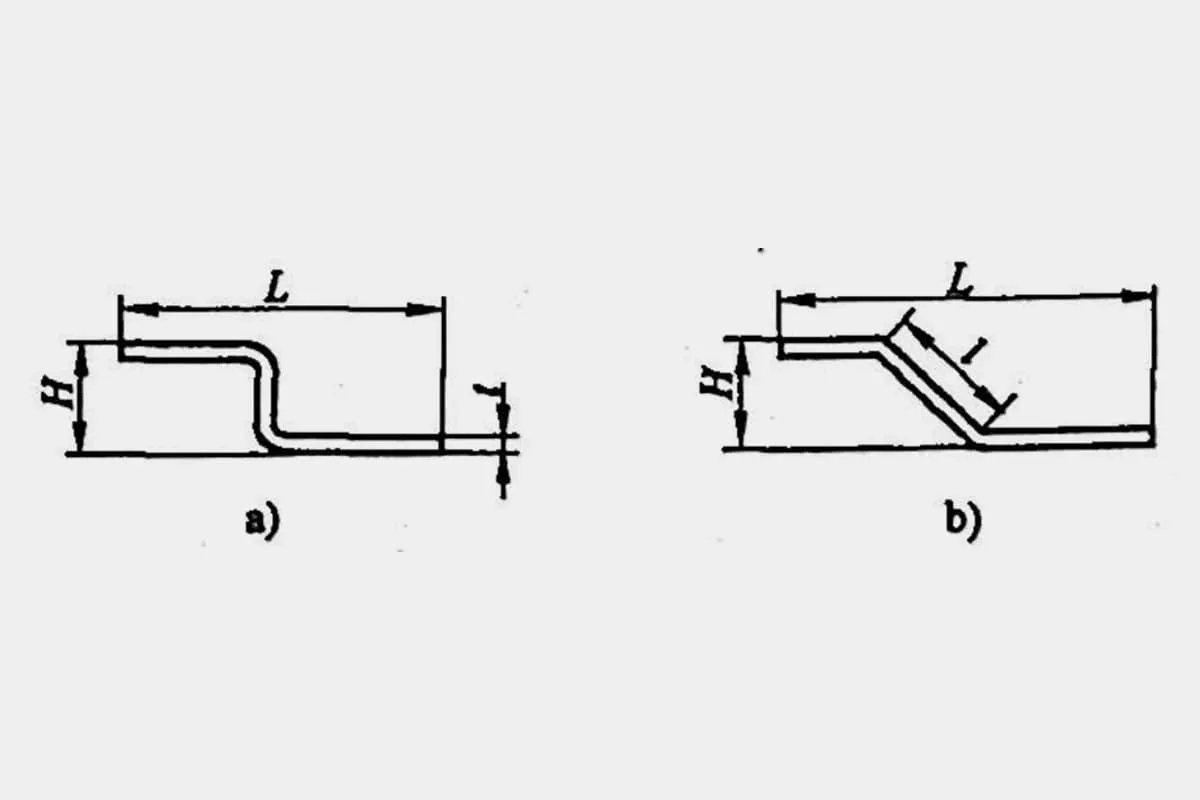
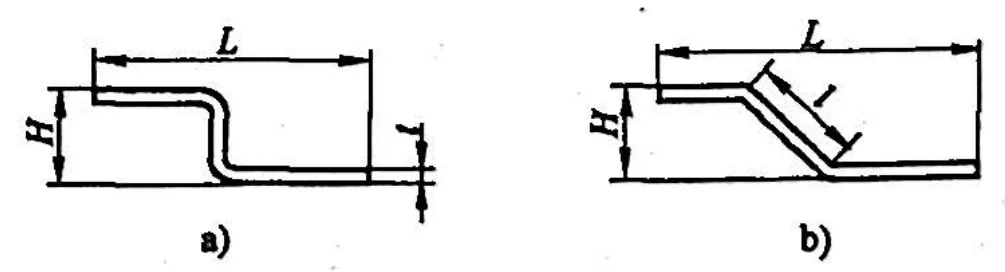
Z-гибка, также известная как гибка со смещением, может быть разделена на гибку со смещением по прямому краю и гибку со смещением по косому краю в зависимости от угла формовки (см. рис. 1). Метод обработки определяется в зависимости от высоты смещения.
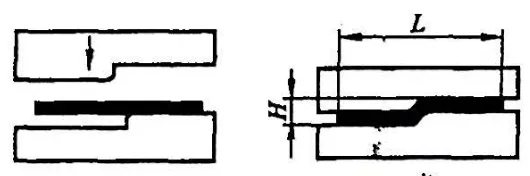
В случае гибки со смещением прямых кромок (рис. 1), когда высота смещения H находится в диапазоне 0<H≤2t, а партия невелика, она может быть обработана с помощью офсетной матрицы на гибочном станке, как показано на рис. 2.
Если высота смещения находится в пределах 2t минимальной высоты Z-изгиба (смещения), гибочный станок используется для двунаправленной гибки.
Первый этап обработки Z-изгиба (смещения) на гибочный станок рассчитывается так же, как и в ранее выложенной статье о V-образном изгибе. Исходное состояние при изгибе в Z-образную форму на втором этапе показано на рисунке 3.
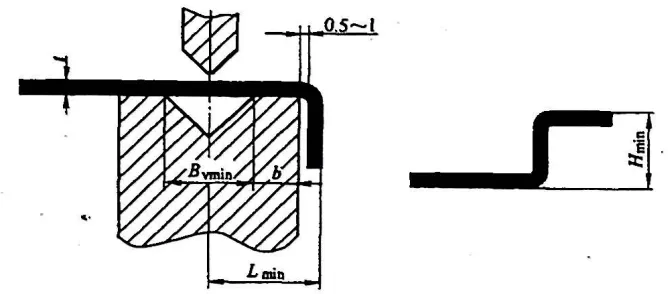
Как видно из рисунка, процессы Z-гибки и V-гибки очень похожи, и также существует проблема минимальной высоты изгиба при Z-гибке. Из-за ограничений структуры нижнего штампа минимальный размер Lmin от линии изгиба (линии симметрии канавки нижнего штампа) до верхнего края Z-образной формы для 90° Z-гибки больше, чем для V-гибки, который можно рассчитать следующим образом:
Lмин = Bvмин/2 + 6 + t + (0.5~1)
Где:
b - конструктивные размеры от нижнего паза штампа до края (в мм), обычно b > 5 мм.
Формула для расчета минимальной высоты кромки Z-изгиба (смещения) такова:
Hмин = (Bvмин-x)/2 + b + 2t + (0.5~1)
Рекомендуемые значения минимальной высоты кромки Z-изгиба (смещения) для различных толщин материала t приведены в таблице 1.
Таблица 1: Рекомендуемые значения минимальной высоты изгиба при Z-образной гибке (смещение) (Единицы измерения: мм)
| Серийный номер | Толщина материала t | Ширина паза матрицы Bv | Радиус дуги пуансона r0 | Высота Z-образного изгиба Hмин |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 или 0,3 | 9.5 |
| 4 | 1.0 | 6 | 1 или 0,5 | 10.4 |
| 5 | 1.2 | 8(or 6) | 1 или 0,5 | 11,7( или 10,7) |
| 6 | 1.5 | 10(or 8) | 1 или 0,5 | 13,3( или 12,3) |
| 7 | 2.0 | 12 | 1,5 или 0,5 | 15.2 |
| 8 | 2.5 | 16( или 14) | 1,5 или 0,5 | 18,2( или 17,2) |
| 9 | 3.0 | 18 | 2 или 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
Примечание: Данные, приведенные в таблице, являются эмпирическими и приводятся только для справки.







