
Руководство по расчету размеров в развернутом виде для гибки листового металла
Вы когда-нибудь задумывались, как добиться точных размеров при гибке листового металла? В этой статье мы рассмотрим основные методы...
От чего зависит сила изгиба, необходимая для точной формовки металла? Понимание этих сил имеет решающее значение для выбора правильных прессов и проектирования эффективных пресс-форм. В этой статье мы рассмотрим основные формулы для расчета усилия гибки с учетом различных методов гибки и свойств материалов. Узнайте, как применять эти расчеты для достижения точных изгибов, повышая качество и эффективность ваших проектов по металлообработке.

Усилие изгиба является важной основой для проектирования процессов штамповки, выбора прессов и конструирования пресс-форм.
Поскольку величина усилия изгиба зависит не только от размеров заготовки, механических свойств материала, расстояния между опорами штампа, радиуса изгиба и зазора между пресс-формами, но и в значительной степени от метода гибки, точные расчеты с помощью методов теоретического анализа произвести сложно. Поэтому в производстве для грубого расчета силы изгиба обычно используются эмпирические формулы, приведенные в таблице 1.
Теоретический метод расчета изгибающей силы выведен в условиях статического равновесия, когда сумма различных внешних сил, действующих на изгибаемую заготовку, равна нулю, а внешний момент, действующий на изгибаемую заготовку, равен ее внутреннему моменту сопротивления, путем обычного расчета.
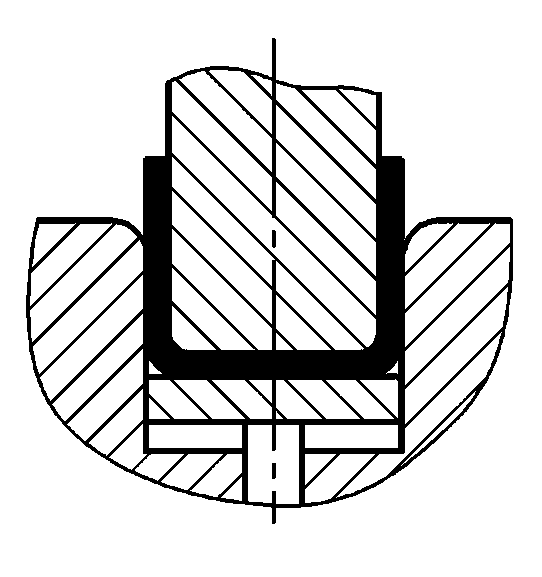
Метод гибки и конструкция штампа изменяют напряженное состояние гибочной заготовки. Различные методы гибки приводят к совершенно разным давлениям при изгибе. Если взять широко используемые V-образную и U-образную формы гибочные детали как показано на рис. 1, они могут быть сформированы путем гибки с помощью обычных гибочных штампов из цельной стали, соответственно с использованием свободной гибки, контактной гибки с расстройкой и гибки с коррекцией удара.
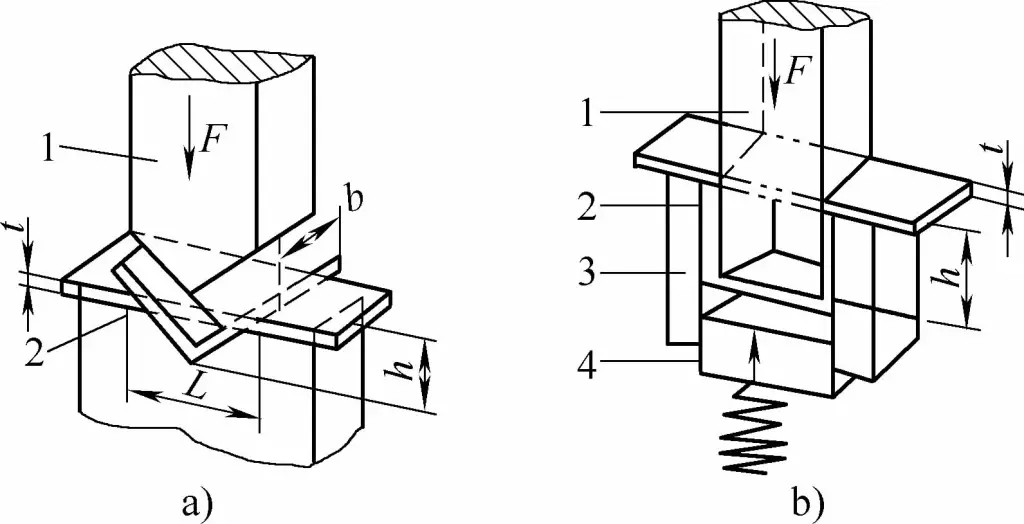
V-образные гибочные детали используют сосредоточенную нагрузку в середине двух опор плоской заготовки для чистой гибки и свободной гибки, в основном используются на строительных площадках. Листогибочные детали малых и средних размеров в основном формируются контактной расстроповочной гибкой, а высокопрочные листовые заготовки средней толщины часто гнутся на фрикционных прессах с помощью ударной коррекционной гибки. Свободная гибка требует меньшего давления, без дополнительного давления, только простая сила изгиба.
Формулы расчета изгибающего усилия при различных способах изгиба приведены в таблице 1.
Таблица 1 Расчетные формулы для изгибающего усилия при различных методах изгиба
| Имя | Схема | Характеристики деформации при изгибе | Формула расчета изгибающего усилия | ||
| Теория | Приблизительный | Рекомендуем | |||
| Свободный изгиб под одним углом (V-образная изгибающаяся часть) | 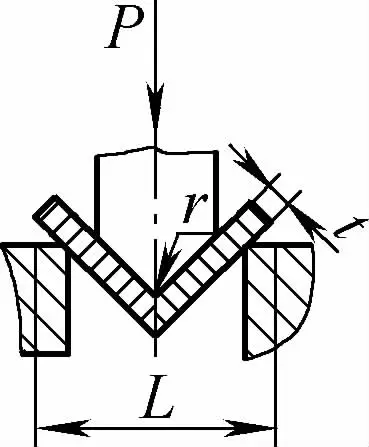 | Заготовка сгибается посередине, оказывая давление на две опоры у входа в пресс-форму, нижняя часть не соприкасается с пресс-формой | Когда 2r≤L, F=0,7bt3 Rm /(r+t) Когда 2r>L, F=2bt2 Rm /3L | F = KbtRm | F=Cbt2Rm/L |
| Одноугловой контактный изгиб (V-образные гибочные детали) | 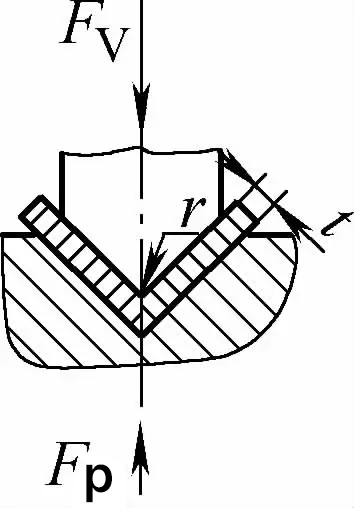 | До завершения процесса гибки гибочная заготовка находится в тесном контакте со всей полостью пресс-формы. Как правило, для гибки используется прижимная плита. зазор между матрицами больше или равно t | Когда 2r≤L, Fv =0.7bt2 Rm /(r+t)+Fp Когда 2r>L, Fv =2bt2 Rm /3L+Fp | Fv=KbtRm +Fp | Fv=2Cbt2Rm/L |
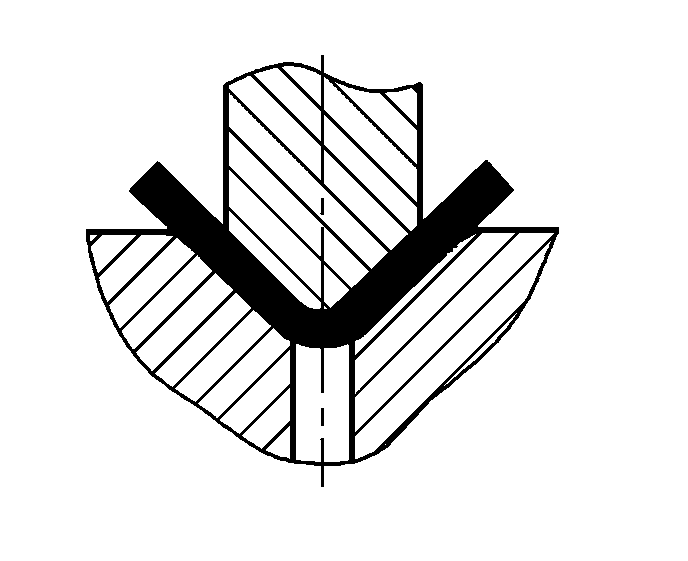
| Одноугловой контакт с коррекцией ударного изгиба (V-образные изгибаемые части) | 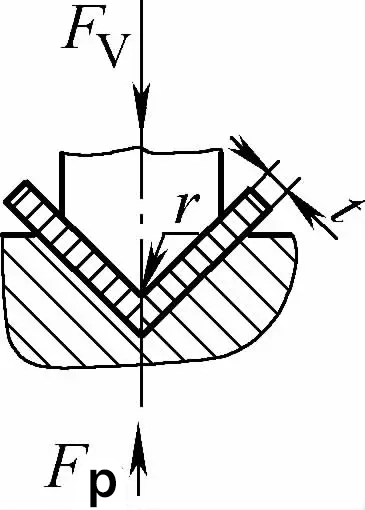 | Основанный на контактной гибке, он также выполняет функцию коррекции удара. Зазор между гибочными штампами обычно меньше или равен t | Fv=0.7bt2Rm/L+Fp+qAb | Fv=1,3qAb | Fv=1,39qAb |
| Свободный изгиб с двойным углом (U-образные гибочные детали) | 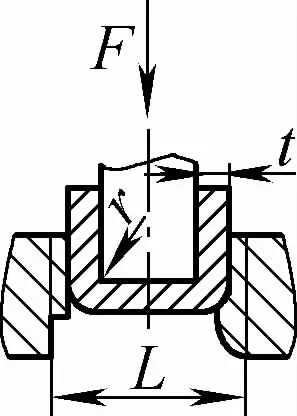 | Гибочная заготовка сгибается посередине за счет давления на две опоры у входа в пресс-форму, нижняя часть заготовки не соприкасается с пресс-формой | Когда 2r≤L, F=0,7bt 2 Rm /(r+t) Когда 2r>L, F=2bt 2 Rm /3L | F =KbtRm | F=0,4CKbtRm |
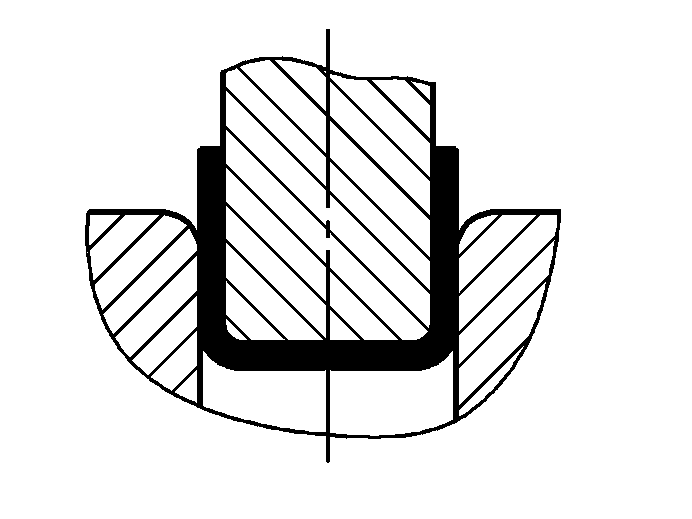
| Контактная гибка с двойным углом (U-образные гибочные детали) | 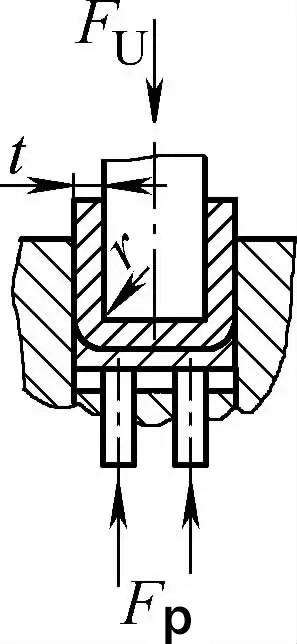 | При изгибе используется прижимная пластина или зазор, равный или немного превышающий t, но функция коррекции удара отсутствует. | Когда 2r≤L, Fu =0.7bt2Rm /(r+t)+Fp Когда 2r>L, Fu =2bt2Rmn/3L+Fp | Fu =KbtRm +Fp | Fu=0,5CbtRm |
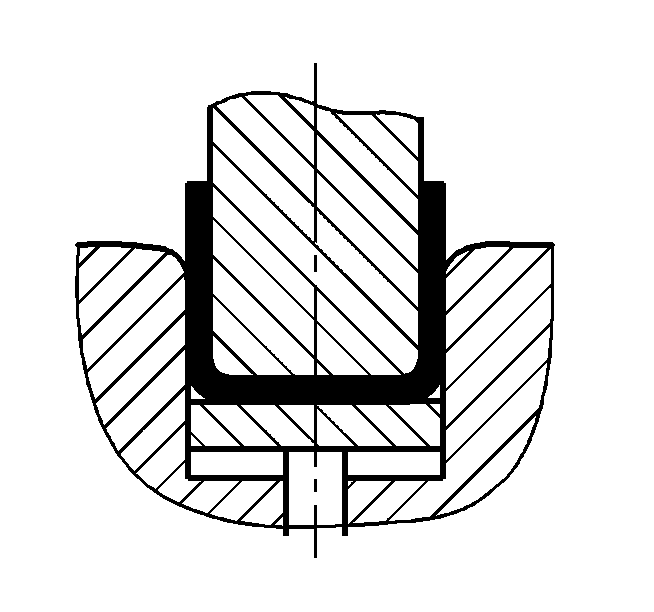
| Двухугловой контакт с коррекцией ударного изгиба (U-образные изгибаемые части) | 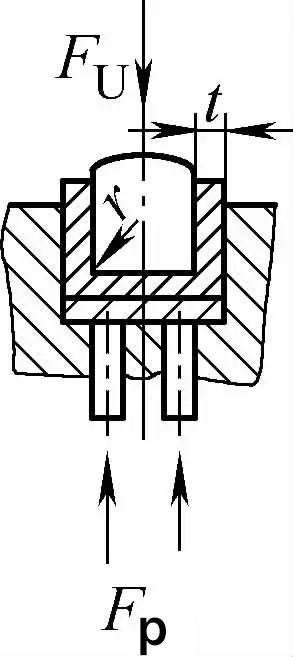 | Во время гибки зазор, меньший или равный t, используется с прижимной пластиной (верхней пластиной) и также выполняет функцию коррекции удара. | Fu=0.7bt2Rmn/L+Fp+qAb | Fu=1,3qAb | Fu=1,3qAb |
Примечание: Значения символов в таблице приведены ниже:
Таблица 2 Коэффициент типа материала K
| Материал | Соотношение L/t | |||||
| 3 | 10 | 15 | 20 | 25 | 30 | |
| 10 сталь, 15 сталь, латунь, алюминий (мягкий) | 0.23 | 0.18 | 0.12 | 0.09 | 0.073 | 0.060 |
| 20 сталь, 25 сталь, закаленный алюминий | 0.21 | 0.17 | 0.11 | 0.08 | 0.070 | 0.057 |
| 20 сталь, 25 сталь, 40 сталь, сверхпрочный алюминий | 0.20 | 0.16 | 0.10 | 0.08 | 0.065 | 0.053 |
Таблица 3 Приблизительное значение корректирующего давления q при изгибе (единицы измерения: МПа)
| Материал | Толщина гибочного материала t/мм | |
| ≤3 | >3~10 | |
| Алюминий | 30~40 | 50~60 |
| Латунь | 60~80 | 80~100 |
| 10 сталь, 15 сталь, 20 сталь | 80~100 | 100~120 |
| 25 сталь, 30 сталь, 35 сталь | 100~120 | 120~150 |
Формулы для расчета изгибающей силы
Таблица 4 Эмпирические формулы для расчета изгибающей силы
| Метод сгибания | Схема | Эмпирические формулы | Примечания |
| Свободное сгибание | 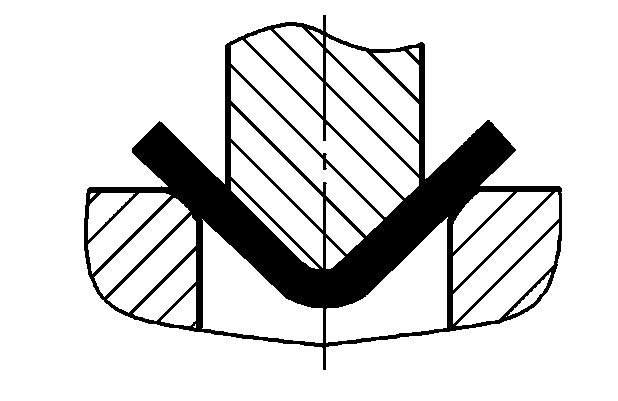 | P=(0,8Bt2σb)/(r+t) | где P-общая изгибающая сила (Н) B - ширина изогнутой части (мм) t - толщина материала (мм) σb-Прочность на разрыв (МПа) r-Inner радиус изгиба (мм) A-Зона проекции корректирующей части (мм2 ) Давление коррекции единицы (МПа), его значение см. в таблице 5 |
 | P=(0,9Bt2σb)/(r+t) | ||
| Сгибание с коррекцией | 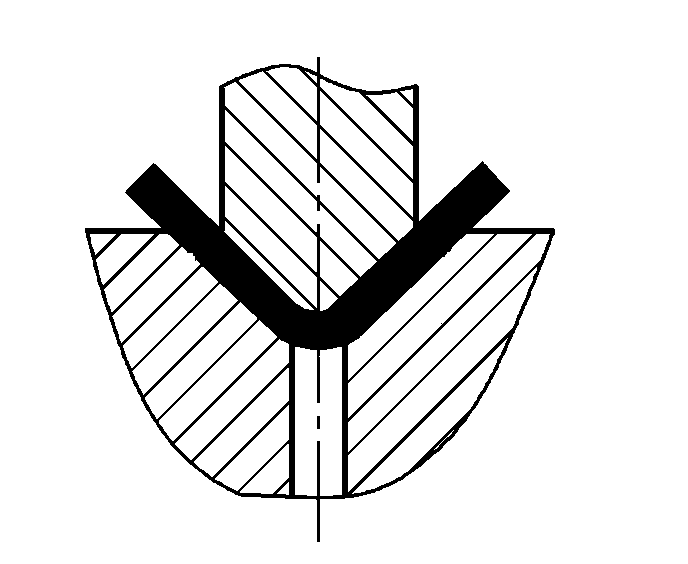 | P=(1,4Bt2σb)/(r+t) | |
 | P=(1,6Bt2σb)/(r+t) | ||
 | P=(1,4Bt2σb)/(r+t)+Aq | ||
 | P=(1,6Bt2σb)/(r+t)+Aq |
Таблица 5 Значение корректирующего давления q (единицы измерения: МПа)
| Материал | Толщина материала / мм | |||
| <1 | 1~3 | 3~6 | 6~10 | |
| Алюминий | 15~20 | 20~30 | 30~40 | 40~50 |
| Латунь | 20~30 | 30~40 | 40~60 | 60~80 |
| 10~20 сталь | 30~40 | 40~60 | 60~80 | 80~100 |
| 25~30 сталь | 40~50 | 50~70 | 70~100 | 100~120 |
Работа гибки V-образных гибочных деталей может быть рассчитана по следующей формуле.
Wv=mFvh
Где
h=0.5L~0.4(t+r)
Где
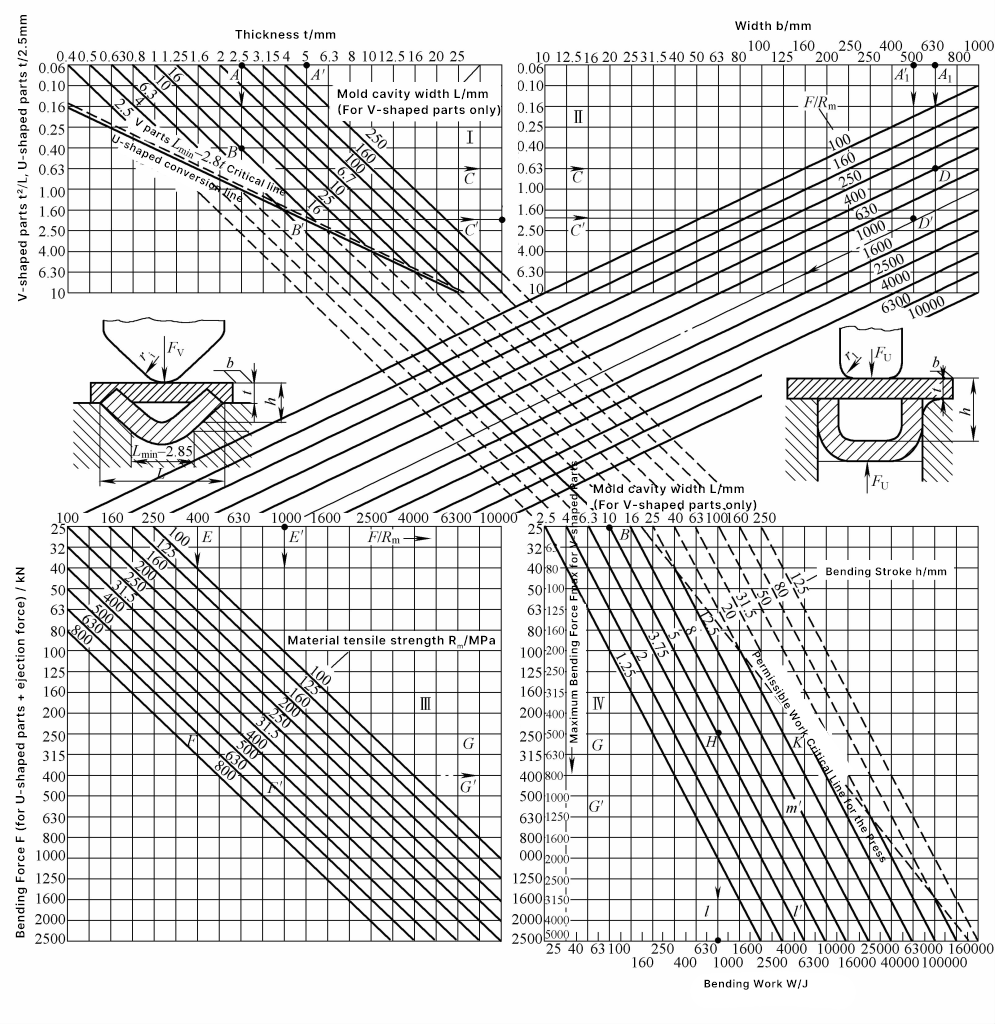
На рисунке 2 показана графическая расчетная колонная диаграмма для гибочного усилия и работы гибки V-образных и U-образных гибочных деталей. Эта таблица удобна в использовании, графический расчет выполняется быстро, а результаты близки к реальности и подходят для использования на месте.
Примечание: Символы в таблице означают следующее:
Пример графического расчета. Дана V-образная гибочная деталь с t=2,5 мм, ширина отверстия гибочного штампа L=10 мм. В области I на рисунке 2, t2/L=0,63 (см. линию ABC). Учитывая ширину изгибаемой части b=630 мм, предел прочности материала R m =630МПа, в областях II и III найдите A1 DEF, а в области III по правой линии продолжения найдите линию FG, в результате чего возникает изгибающая сила Fv =250 кН.
В зоне IV, учитывая выравнивающее давление, полное давление равно F∑ =2F=500кН. Рабочий ход гиба h=0,5L=5мм, коэффициент коррекции m=0,32, таким образом, работа гиба Wv =mF∑ h=800 Дж, как показано на линии BH и линии CHI на рис. 2.







