
V-bükme Minimum Bükme Yüksekliği
V-bükme ile ne kadar alçalabilirsiniz? Minimum büküm yüksekliğini anlamak, metal işlemede hassasiyet için çok önemlidir. Bu makale...
Metal imalatında Z-büküm ile çalışırken, hassasiyeti ve yapısal bütünlüğü sağlamak için doğru minimum büküm yüksekliğini elde etmek çok önemlidir. Bu makalede, malzeme kalınlığı ve kalıp yuvası genişliğine bağlı olarak minimum büküm yüksekliğinin nasıl hesaplanacağı açıklanarak Z-bükümün teknik yönleri ele alınmaktadır. Bu parametreleri anlayarak bükme proseslerinizi optimize edebilir, yaygın tuzaklardan kaçınabilir ve metal bileşenlerinizin kalitesini artırabilirsiniz. Projelerinizde mükemmel Z-bükümü elde etmek için ayrıntılı yönergeleri ve önerileri keşfetmek için okumaya devam edin.
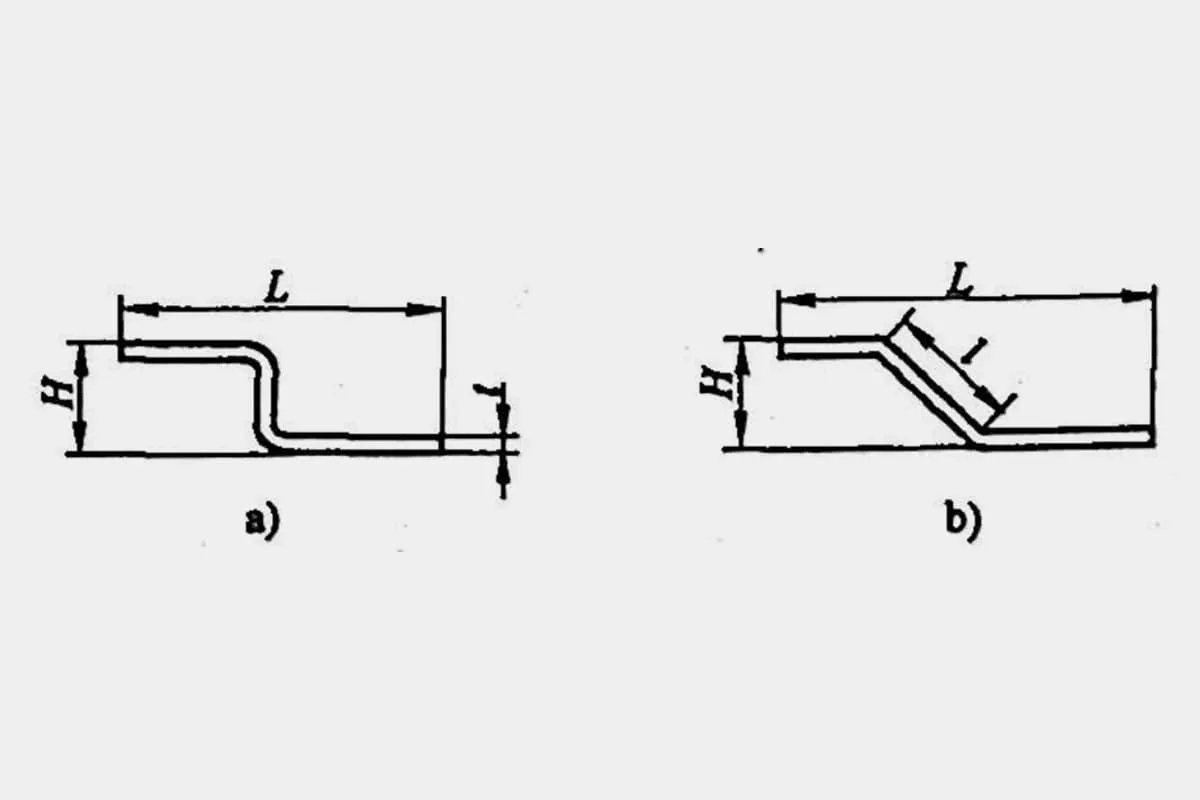
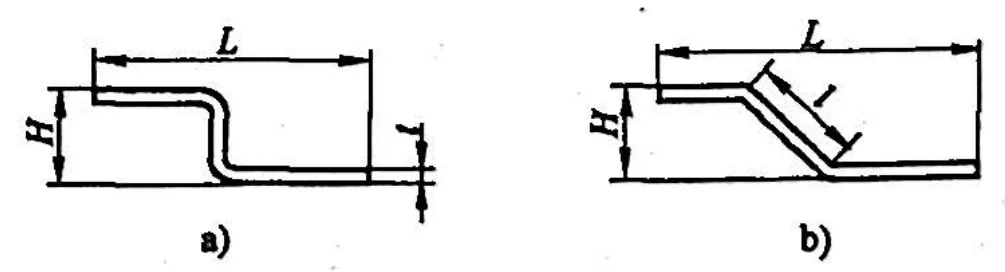
Ofset bükme olarak da bilinen Z-bükme, şekillendirme açısına bağlı olarak düz kenar ofset bükme ve eğimli kenar ofset bükme olarak kategorize edilebilir (bkz. Şekil 1). İşleme yöntemi ofset yüksekliğine göre belirlenir.
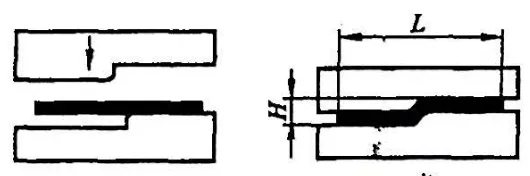
Düz kenar ofset bükme durumunda (Şekil 1), ofset yüksekliği H 0<H≤2t aralığına düştüğünde ve parti büyük olmadığında, Şekil 2'de gösterildiği gibi bir bükme makinesinde bir ofset kalıbı kullanılarak işlenebilir.
Ofset yüksekliği 2t Z bükümünün (ofset) minimum büküm yüksekliği olduğunda, bükme makinesi çift yönlü bükme işlemi için kullanılır.
Z-bükme (ofset) işleminin ilk adımı bükme maki̇nesi̇ V-bükme ile ilgili daha önce yüklenen makale ile aynı şekilde hesaplanır. İkinci adımda Z şeklinde bükülürken ilk durum Şekil 3'te gösterilmiştir.
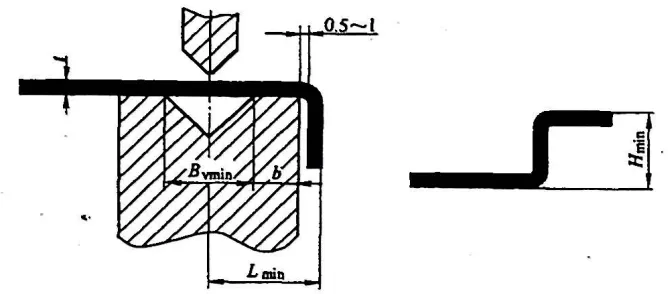
Şekilden de görülebileceği gibi, Z-bükme ve V-bükme süreçleri çok benzerdir ve Z-bükmenin minimum bükme yüksekliği sorunu da vardır. Alt kalıp yapısının sınırlandırılması nedeniyle, 90° Z bükme için bükme çizgisinden (alt kalıp oluğunun simetri çizgisi) Z şeklinin üst kenarına kadar olan minimum boyut Lmin, aşağıdaki gibi hesaplanabilen V bükmeden daha büyüktür:
Lmin = Bvmin/2 + 6 + t + (0.5~1)
Nerede?
b - Alt kalıp oluğundan kenara kadar olan yapısal boyutlar (mm cinsinden), genellikle b > 5 mm.
Z-bükmenin (ofset) minimum kenar yüksekliğini hesaplamak için formül şöyledir:
Hmin = (Bvmin-x)/2 + b + 2t + (0,5~1)
Farklı malzeme kalınlıkları t için minimum Z-bükme kenar yüksekliği (ofset) için önerilen değerler Tablo 1'de gösterilmektedir.
Tablo 1: Z-bükmede Minimum Bükme Yüksekliği için Önerilen Değerler (Ofset) (Birim: mm)
| Seri Numarası | Malzeme Kalınlığı t | Kalıp Yuvası Genişliği Bv | Punch Ark Yarıçapı r0 | Z-Şekilli Bükme Yüksekliği Hmin |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 veya 0,3 | 9.5 |
| 4 | 1.0 | 6 | 1 veya 0,5 | 10.4 |
| 5 | 1.2 | 8 (veya 6) | 1 veya 0,5 | 11,7 (veya 10,7) |
| 6 | 1.5 | 10 (veya 8) | 1 veya 0,5 | 13,3(veya 12,3) |
| 7 | 2.0 | 12 | 1,5 veya 0,5 | 15.2 |
| 8 | 2.5 | 16(veya 14) | 1,5 veya 0,5 | 18,2 (veya 17,2) |
| 9 | 3.0 | 18 | 2 veya 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
Not: Tablodaki veriler ampiriktir ve sadece referans amaçlı verilmiştir.







