Calculateur de facteur K : Guide du pliage de précision dans la fabrication de tôles
Dernière mise à jour :
28 juin 2024
Partagez vos appréciations :
Table des matières
Le calcul du facteur K de flexion implique le rapport entre la distance de la couche neutre de l'élément de base et le facteur K de flexion. matériau en tôle à la surface intérieure du coude à l'épaisseur de la tôle. La formule est la suivante : facteur K = δ/T. Ici, δ représente la distance entre la surface intérieure et la couche neutre, et T l'épaisseur de la tôle. L'utilisation du facteur K peut aider à calculer avec précision la longueur plate des pièces de tôle.
Dans SolidWorks, le réglage du facteur K est lié au rayon de courbure, mais sa valeur spécifique n'est pas facile à déterminer, car cette relation doit être définie en fonction des conditions réelles. Pour contrôler Dépliage de tôles Plus précisément, SolidWorks propose une table de déduction de pliage qui permet aux utilisateurs de spécifier différentes valeurs de facteur K pour appliquer les facteurs K par défaut basés sur les matériaux. En outre, les facteurs K par défaut basés sur le matériau peuvent également être appliqués par le biais du tableau de spécification de la tôle.
Dans la pratique, lorsque le rayon de courbure est important ou qu'une rayon de courbure (tel que R5 ou R8) est exigé par le client, le facteur K peut être utilisé pour le dépliage afin de garantir la précision. Par exemple, si le rayon de courbure réel est de 8 et que l'épaisseur de la tôle est de 2, la valeur du facteur K sera de 0,415.
Aperçu du facteur K
Les facteurs K métallurgiques influencent considérablement les opérations de pliage dans le processus de fabrication. Le facteur K, propre à chaque type de métal, sert de ligne directrice pour prédire la surépaisseur de pliage lorsque des matériaux métallurgiques sont soumis au pliage. L'application précise de ces facteurs est essentielle pour calculer des modèles plats exacts avant le processus de pliage. Les valeurs associées aux matériaux standard sont les suivantes :
Malléable Métaux: Il s'agit notamment de variantes plus souples du cuivre et du laiton, qui possèdent un facteur K de 0.35.
Matériaux intermédiaires: Ce groupe comprend le cuivre semi-dur, le laiton, l'acier doux et l'aluminium avec un facteur K de 0.41.
Alliages résilients: Pour les matériaux plus durs tels que les variétés de bronze, l'acier laminé à froid et l'acier à ressorts, le facteur augmente jusqu'à 0.45.
Propension à la flexion des matériaux
Classe de matériaux
Facteur K sur des angles variables
Malléable
0.35
Intermédiaire
0.41
Résilience
0.45
Le facteur K et le processus de pliage
Dans le domaine de la fabrication de tôlesLa précision est donc primordiale. Au cours de la procédure de pliage, les tôles sont moulées à l'aide de machines telles qu'un presse plieuse. Cet appareil utilise une combinaison d'un poinçon et matrice. Le poinçon pousse la feuille dans la matrice, créant ainsi un pli.
La compatibilité entre le poinçon et la matrice est essentielle pour maintenir la précision et assurer la sécurité des opérations.
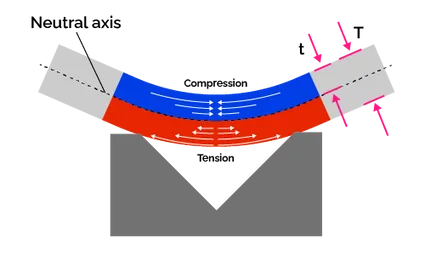
Lors de l'examen de la section transversale de la tôle pendant le pliage, les axe neutre est primordiale. C'est l'endroit où il n'y a ni contrainte ni déformation, ce qui divise la section transversale en deux zones distinctes.
Au-dessus de l'axe neutre, le matériau en feuille supporte compressiontandis qu'en dessous, il subit tension. Notamment, l'emplacement de l'axe neutre reste constant en longueur mais varie dans sa position par rapport à l'épaisseur du matériau.
Les Facteur K est un concept essentiel qui définit la position de l'axe neutre par rapport à l'épaisseur du matériau. Le facteur K est essentiellement la proportion entre l'emplacement de l'axe neutre et l'épaisseur de la tôle. Grâce à la formulation mathématique,
t=Distance entre la surface intérieure et l'axe neutre
θ=Angle de flexion (angle de flexion du matériau)
Le calcul du facteur K est essentiel car il permet de prédire le déplacement de l'axe neutre. Ce déplacement se produit à une distance de ( K × T ) de la surface intérieure du coude.
La compréhension du facteur K fait partie intégrante de la maîtrise de la fabrication de tôles, améliorant la précision des pliages et l'efficacité de la production.
Utilisation de la calculatrice du facteur K
L'utilisation d'un calculateur de facteur K nécessite des valeurs spécifiques pour des calculs précis :
Saisir le épaisseur du matériauqui indique la profondeur de la tôle.
Ajouter le rayon intérieurindiquant la distance entre la surface intérieure du coude et l'axe autour duquel le métal est courbé.
Préciser le angle de flexionle degré de courbure de la tôle.
Fournir le indemnité de pliagela longueur de matériau supplémentaire nécessaire pour le pliage.
En utilisant ces données, le calculateur de facteur K fournit le rapport auquel l'axe neutre, une ligne imaginaire à l'intérieur de la zone de pliage qui ne subit ni compression ni expansion pendant le pliage, est situé par rapport à l'épaisseur du matériau à partir de la surface intérieure.
Influence de l'épaisseur de la tôle
Pour les matériaux en feuilles, l'épaisseur joue un rôle essentiel. Les données présentées expliquent comment le facteur K évolue en fonction de l'épaisseur.
Épaisseur du métal (mm)
Facteur K (tous les angles de courbure)
0.8
0.615
1.0
0.45
1.2
0.35
1.5
0.348
2.0
0.455
3.0
0.349
4.0
0.296
Spécificités de la déduction de la courbure
La déduction du pliage est cruciale pour le pliage des tôles, en particulier dans les angles à 90 degrés. Vous trouverez ci-dessous un tableau de déduction pour différentes épaisseurs de matériaux :
Épaisseur du métal (mm)
Déduction de la courbure (angles à 90°)
0.8
1
1.0
1.5
1.2
2
1.5
2.5
2.0
3
3.0
5
4.0
7
5.0
10
Limites du facteur K dans le pliage des métaux
Lors du pliage d'une tôle, il est essentiel de tenir compte de la distance entre la surface intérieure et la couche qui ne change pas de taille - c'est ce que l'on appelle le facteur K. Le facteur K est un ratio qui fournit des informations essentielles pour prédire le résultat d'un pliage de métal. Il s'agit de la mesure entre la surface intérieure et la couche dite neutre - où la longueur reste constante - divisée par l'épaisseur totale de la tôle.
Comprendre le processus de pliage
Couche neutre : La couche de la tôle dont la longueur reste inchangée pendant le pliage.
Contraction de la surface intérieure : La surface intérieure subit une réduction de longueur due à la compression.
Expansion de la surface extérieure : Inversement, la surface extérieure s'allonge sous l'effet de la tension.
L'importance de la couche neutre
Lorsqu'une tôle est pliée en arc, les longueurs des surfaces intérieures et extérieures changent distinctement. La surface intérieure se raccourcit tandis que la surface extérieure s'allonge, d'où la nécessité de prévoir une marge de pliage lors de la conception. Comme le matériau s'adapte au pliage, la couche physique qui conserve sa longueur d'origine tout au long du processus est essentielle pour des calculs précis.
Implications du facteur K
Ratio du facteur K : Distance entre la surface intérieure et la couche neutre sur l'épaisseur de la feuille.
Facteur K maximal : La couche neutre la plus éloignée de l'intérieur est le point médian de l'épaisseur de la feuille.
Raisonnement derrière le seuil de 0,5
Le facteur K maximum est intrinsèquement limité par l'épaisseur de la tôle :
Position neutre maximale de la couche : Il est positionné au milieu de l'épaisseur du métal.
Calcul du facteur K : La distance médiane divisée par l'épaisseur totale est égale à 0,5.
Contrainte physique : La couche neutre ne peut logiquement pas s'étendre au-delà du point médian de l'épaisseur.
Cette restriction est due à l'observation que si les deux surfaces subissent des changements de longueur pendant la flexion, la couche neutre penche vers la surface intérieure, ce qui contraste fortement avec les croyances antérieures. Par exemple, lors d'un pliage serré, l'intérieur peut se contracter de 0,3 unité, tandis que l'extérieur peut se dilater de 1,7 unité. Le fait de s'assurer que le facteur K ne dépasse pas 0,5 explique le déplacement asymétrique caractéristique du processus de pliage.
Dynamique du facteur K en relation avec le processus de pliage
Influence de la flexion sur le facteur K
Pour les matériaux soumis à la flexion, le facteur K n'est pas statique et varie en fonction du processus de flexion appliqué.
Au cours des premières étapes du pliage, caractérisées par une déformation élastique, l'axe neutre est situé au milieu de l'épaisseur du matériau. Au fur et à mesure que le pliage évolue vers une déformation plastique - permanente et irrécupérable - l'axe neutre migre vers l'intérieur du pli.
Quantification de la déformation avec R/T
Le rapport R/T quantifie l'ampleur de la déformation dans les processus de flexion ; R représente le rayon de courbure interne et T l'épaisseur du matériau.
Une diminution du rapport R/T est corrélée à une déformation plus intense et à un déplacement accru de l'axe neutre vers l'intérieur. Des données d'observation dans des conditions spécifiques démontrent cette relation entre R/T et le facteur K, détaillée comme suit :
Rapport R/T
Facteur K
0.1
0.21
0.2
0.22
0.3
0.23
0.4
0.24
0.5
0.25
0.6
0.26
0.7
0.27
0.8
0.30
1.0
0.31
1.2
0.33
1.5
0.36
2.0
0.37
2.5
0.40
3.0
0.42
5.0
0.46
7.5
0.50
Le calcul du rayon de l'axe neutre (ρ) implique l'équation ρ = R + KT, où K représente le facteur K et T l'épaisseur du matériau.
Propriétés des matériaux et techniques de pliage
Les propriétés du matériau et les techniques de pliage appliquées influencent le facteur K.
En règle générale, les tôles plus souples présentent des valeurs K plus faibles, ce qui entraîne un déplacement prononcé de l'axe neutre à l'intérieur du pli.
Pour les coudes à 90 degrés, les tableaux de données offrent des valeurs K de référence pour divers matériaux :
Table de pliage
Type de matériau
Facteur K
1
Laiton doux, cuivre
0.35
2
Laiton dur, cuivre, acier doux, aluminium
0.41
3
Laiton dur, bronze, acier laminé à froid, acier à ressort
0.45
Angle de courbure
L'angle de courbure joue un rôle dans l'ajustement des valeurs de K, en particulier pour les courbures ayant des rayons intérieurs plus petits.
La migration de l'axe neutre vers l'intérieur augmente avec l'angle de flexion.
Quel est l'impact du facteur K sur les différents matériaux (tels que l'acier inoxydable, l'aluminium, etc.) ?
Le facteur K est un paramètre critique qui mesure l'ampleur de la déformation au cours du processus de pliage et qui reflète l'état de déformation et de contrainte du matériau lors du pliage. Pour des matériaux tels que l'acier inoxydable et l'aluminium, les effets du facteur K sont principalement observés dans plusieurs domaines clés :
Pour l'acier inoxydable, le facteur K de cintrage est influencé par divers facteurs, notamment les propriétés du matériau, l'épaisseur de la tôle, le rayon de cintrage, l'angle de cintrage, ainsi que le processus et l'équipement de cintrage. Pour optimiser le processus de pliage de l'acier inoxydable, il est essentiel de sélectionner des matériaux appropriés, de contrôler l'épaisseur de la tôle, le rayon de pliage et l'angle, et d'utiliser des techniques et des équipements de pliage avancés afin de réduire le facteur K et de minimiser la déformation due au pliage. Cela indique que le facteur K de pliage de l'acier inoxydable est plus sensible à ces facteurs que celui d'autres matériaux.
Pour l'aluminium, au cours du processus de déformation par flexion, le matériau à l'intérieur est comprimé, tandis que le matériau à l'extérieur est étiré, le matériau conservant sa longueur initiale répartie en arc. Cela démontre que l'aluminium présente une forte capacité de récupération élastique lors d'une déformation par flexion. Cependant, cela signifie également que son facteur K est relativement élevé car l'aluminium subit des déformations et des contraintes importantes pendant la déformation par flexion.
L'impact du facteur K de flexion varie selon les matériaux, tels que l'acier inoxydable et l'aluminium. Pour l'acier inoxydable, en raison de ses propriétés et des conditions de traitement, le facteur K peut être plus facilement influencé ; tandis que pour l'aluminium, malgré sa bonne capacité de récupération élastique, le facteur K reste une considération essentielle, en particulier lors de la conception de structures complexes où un contrôle précis du facteur K est nécessaire pour assurer la stabilité et la sécurité de la structure.
Comment ajuster les valeurs du facteur K en fonction des différents moules de pliage et des différentes pressions ?
Pour ajuster les valeurs du facteur K en fonction des différents moules de cintrage et des pressions, il est essentiel de comprendre d'abord le concept de base et la fonction du facteur K. Le facteur K, ou facteur neutre, est utilisé dans les domaines suivants conception de tôles pour décrire l'épaisseur de la couche neutre pendant le processus de pliage, en déterminant l'ampleur de la déformation et les dommages potentiels de la pièce de tôle pendant le pliage. L'ajustement du facteur K prend principalement en compte les aspects suivants :
Relation entre l'épaisseur de la plaque et la valeur R : Le facteur K est généralement déterminé en divisant l'épaisseur de la plaque (R) par l'épaisseur de la plaque (R). Par exemple, si la valeur R réelle est de 8 et l'épaisseur de la plaque de 2, le facteur K sera de 0,415. Cela indique que l'ajustement du facteur K peut être basé sur l'épaisseur réelle de la plaque et la valeur R.
Angle de flexion : Pour les pliages autres que 90 degrés, la formule de calcul du facteur K change. En effet, les différents angles de pliage ont des impacts différents sur la pièce de tôle, ce qui nécessite d'ajuster le facteur K en fonction de l'angle de pliage spécifique.
Caractéristiques des moules et pression : La pression et les caractéristiques de chaque moule de cintrage varient, ce qui influe sur le réglage du facteur K. Par exemple, pour les pliages irréguliers, le facteur K peut être fixé à 0,5 et la couche neutre mesurée directement à l'aide d'AUTOCAD, puis ajustée en fonction de la situation spécifique. Cela montre que dans la pratique, il est également nécessaire de prendre en compte les paramètres spécifiques du moule, tels que la largeur de la rainure inférieure de la matrice, pour garantir la précision des dimensions dépliées.
Les outils logiciels fournissent souvent des facteurs K et des coefficients de flexion prédéfinis, mais les utilisateurs peuvent également effectuer des réglages personnalisés en fonction de leurs besoins.
L'ajustement des valeurs du facteur K nécessite un examen approfondi de l'épaisseur de la tôle et de la valeur R, de l'angle de pliage, des caractéristiques du moule et de la pression, ainsi que l'aide d'outils logiciels. Grâce à un calcul précis et à un ajustement adéquat, il est possible de s'assurer que les performances et la qualité des pièces de tôle pendant le processus de pliage répondent aux exigences de la conception.
Comment définir et appliquer avec précision le facteur K dans un logiciel tel que Solidworks ?
Dans un logiciel comme SolidWorks, le facteur K, qui représente le rapport entre la position de l'axe neutre et l'épaisseur de la pièce de tôle, peut être défini et appliqué avec précision en spécifiant le coefficient de flexion du facteur K dans des tableaux généralement inclus dans l'application SOLIDWORKS au format Microsoft Excel, situé dans un dossier spécifique du répertoire d'installation.
Pour appliquer avec précision le facteur K pour la flexion, les méthodes suivantes peuvent être utilisées :
Utilisation des tableaux de coefficients de flexion du facteur K : En fonction des besoins et des caractéristiques des matériaux, la valeur du coefficient de flexion pour le facteur K peut être spécifiée dans l'application SOLIDWORKS. Cette étape est facilitée par le fait que le système la fournit automatiquement lors de la sélection du facteur K comme coefficient de flexion.
Réglage manuel du facteur K : Pour certains cas particuliers ou certaines exigences de conception, il peut être nécessaire d'ajuster manuellement la valeur du facteur K. Par exemple, lors du pliage à des angles autres que 90 degrés ou de grands arcs, la déduction du pliage peut ne pas être assez précise, ce qui nécessite la détermination du facteur K. En outre, les caractéristiques de pliage peuvent être déterminées en dessinant une pièce de tôle à angle droit et en fixant son facteur K.
Conseils de réglage : Certaines études suggèrent de fixer le facteur K à une valeur fixe, ce qui permet de calculer facilement le coefficient de flexion et la longueur dépliée indépendamment des changements d'épaisseur, simplifiant ainsi l'utilisation du coefficient de flexion.
La clé d'un réglage et d'une application précis du facteur K réside dans l'utilisation des tableaux de coefficients de flexion du facteur K fournis par SOLIDWORKS, ainsi que dans les ajustements manuels et les techniques de réglage, afin de répondre aux différents besoins de conception et aux caractéristiques des matériaux. Ces méthodes peuvent améliorer considérablement la précision et l'efficacité de la conception.
Quelles sont les idées fausses et les erreurs courantes dans le calcul du facteur K ?
Les idées fausses et les erreurs courantes dans le calcul du facteur K sont les suivantes :
Une compréhension insuffisante ou unilatérale du facteur K.
Par exemple, dans la mesure de la croissance des recommandations d'utilisateurs, le facteur K est considéré à tort comme un reflet direct de la qualité du produit, négligeant la complexité du comportement de l'utilisateur et sa volonté de recommander. De plus, dans la mesure de l'efficacité centrifuge, bien que le facteur K puisse intégrer les chemins de décantation avec la force centrifuge relative, des malentendus peuvent survenir sans une bonne compréhension de ses méthodes de calcul et de ses scénarios d'application.
Questions relatives au traitement des données lors du calcul du facteur K.
Dans certains cas, il peut être difficile d'obtenir les données expérimentales nécessaires pour le facteur K, ou il peut être nécessaire de s'appuyer sur des références ou des lignes directrices spécifiques pour le calcul. Cette dépendance à l'égard d'informations externes peut affecter la précision et la fiabilité des résultats.
Sélection inappropriée des valeurs du facteur K.
Dans le domaine de l'apprentissage automatique, le choix d'une valeur trop faible pour K peut entraîner un taux d'erreur plus élevé, tandis qu'une valeur trop élevée peut diluer le concept des voisins les plus proches, ce qui se traduit par un trop grand nombre de résultats moyens. Cela indique que le choix d'une valeur de facteur K appropriée en fonction de circonstances spécifiques est un défi courant dans les applications pratiques.
Négliger la relation entre le facteur K et d'autres paramètres.
Par exemple, si le facteur K est inférieur à 1, le système peut manquer de propagation, ce qui entraîne une diminution progressive du nombre de nouveaux utilisateurs jusqu'à l'arrêt complet de la croissance. Cela montre que le facteur K n'est pas seulement une mesure indépendante, mais qu'il doit également être évalué en conjonction avec d'autres facteurs (tels que les scores NPS) afin d'évaluer de manière exhaustive le potentiel de croissance de la recommandation d'utilisateurs.
Les idées fausses et les erreurs courantes dans le calcul du facteur K sont liées à une mauvaise compréhension du concept du facteur K, à des difficultés dans le traitement des données, à une sélection inappropriée et à l'oubli de sa relation avec d'autres mesures. La compréhension et l'application correctes du facteur K exigent une prise en compte globale de divers facteurs et conditions.
Questions fréquemment posées
Explication du facteur K dans le pliage de la tôle
Le facteur K de la tôle est la proportion entre l'emplacement de l'axe neutre - où aucune tension ou compression ne se produit pendant le pliage - et l'épaisseur totale du matériau de la tôle. Ce facteur est essentiel pour comprendre comment la tôle se pliera.
Procédure de détermination du facteur K
Déterminer le facteur K :
Multiplié la surépaisseur de courbure par 180.
Diviser le produit par la multiplication de π (pi) et l'angle de courbure en degrés.
Soustraire le rayon intérieur du quotient.
Enfin, diviser ce résultat par l'épaisseur du matériau pour obtenir votre facteur K.
Facteurs d'influence du facteur K
Plusieurs variables influencent le facteur K, notamment :
Le type de matériau et son épaisseur
La méthodologie de pliage appliquée
L'angle auquel la flexion se produit
Rayon du cercle intérieur de la courbure
Les outils utilisés pour les opérations de pliage
Les propriétés mécaniques du matériau, telles que la limite d'élasticité et la résistance à la traction.
Exemple de calcul du facteur K spécifique
Compte tenu d'une tôle avec une surépaisseur de pliage de 15 mm et un angle de pliage de 60°, avec une épaisseur de matériau et un rayon de pliage de 10 mm chacun, le facteur K serait déterminé comme suit 0.432.
Le calcul fait intervenir la marge de pliage et des facteurs relatifs au rayon et à l'épaisseur du matériau par rapport à l'angle de pliage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Qu'est-ce qui fait qu'une découpe laser est parfaite et qu'une autre est pleine d'imperfections ? Dans cet article, nous explorons quatre facteurs critiques qui influencent...
Cet article examine les facteurs clés qui influencent la qualité de la surface lors de l'usinage, notamment le choix de l'outil, les paramètres de coupe et...
Pourquoi votre pièce métallique ne correspond-elle pas au moule après le pliage ? Le phénomène de retour élastique, où les matériaux s'inversent légèrement après...
Qu'est-ce qui différencie une découpe laser de qualité d'un résultat médiocre ? La précision et l'efficacité de la découpe laser dépendent de plusieurs facteurs essentiels....
Lorsqu'il s'agit de choisir l'acier inoxydable approprié pour des applications spécifiques, en particulier dans l'industrie des armes à feu, le débat entre...
Dans le monde de l'acier inoxydable, le choix de la bonne qualité peut faire toute la différence en termes de performance et de longévité. Parmi les...