Guide complet des angles d'outils de tour et de leur optimisation
Saviez-vous que les angles précis des outils de coupe de tour peuvent avoir un impact significatif sur l'efficacité et la qualité de votre...

Les outils de tournage sont divisés en quatre types en fonction de leur structure : intégral, soudé, à serrage mécanique et indexable, dont les caractéristiques structurelles et les occasions d'application sont indiquées dans le tableau 1.
Tableau 1 Caractéristiques structurelles et domaines d'application des outils de tournage
| Nom | Caractéristiques | Occasions applicables |
| Outil de tournage intégral | Fabriqué en acier rapide intégral, le bord peut être aiguisé très finement. | Petits tours pour l'usinage de métaux non ferreux métaux |
| Outil de tournage soudé | Lame en carbure soudée, structure compacte, utilisation flexible | Tous les types d'outils de tournage, en particulier les petits outils |
| Outil de tournage à serrage mécanique | Évite les défauts tels que les tensions et les fissures causées par le soudage, utilisation élevée de la tige de l'outil, la lame peut obtenir les paramètres requis grâce à l'affûtage ; utilisation flexible et pratique. | Outils de tournage extérieur, outils de tournage de la face frontale, outils de tournage des trous intérieurs, outils de tournage de tronçonnage, outils de tournage de filetage, etc. |
| Outil de tournage indexable | Évite les inconvénients des outils de tournage soudés, la lame peut être rapidement changée et indexée ; productivité élevée ; brise-copeaux stable ; possibilité d'utiliser des lames revêtues. | Tours de grandes et moyennes dimensions pour l'usinage de cercles extérieurs, de faces frontales, d'alésages, adaptés aux lignes automatiques, Machine CNC outils |
L'outil de tournage est la forme la plus simple d'outil de coupe à arête unique, et tous les autres outils complexes peuvent être considérés comme des combinaisons et des évolutions de l'outil de tournage. Les définitions des angles de l'outil de tournage s'appliquent également à d'autres outils.
L'outil de tournage se compose de la tête de l'outil (partie coupante) et du corps de l'outil (partie de maintien). La partie coupante de l'outil de tournage est composée de trois surfaces, de deux arêtes et d'une pointe. La composition de l'outil de tournage est illustrée à la figure 1.
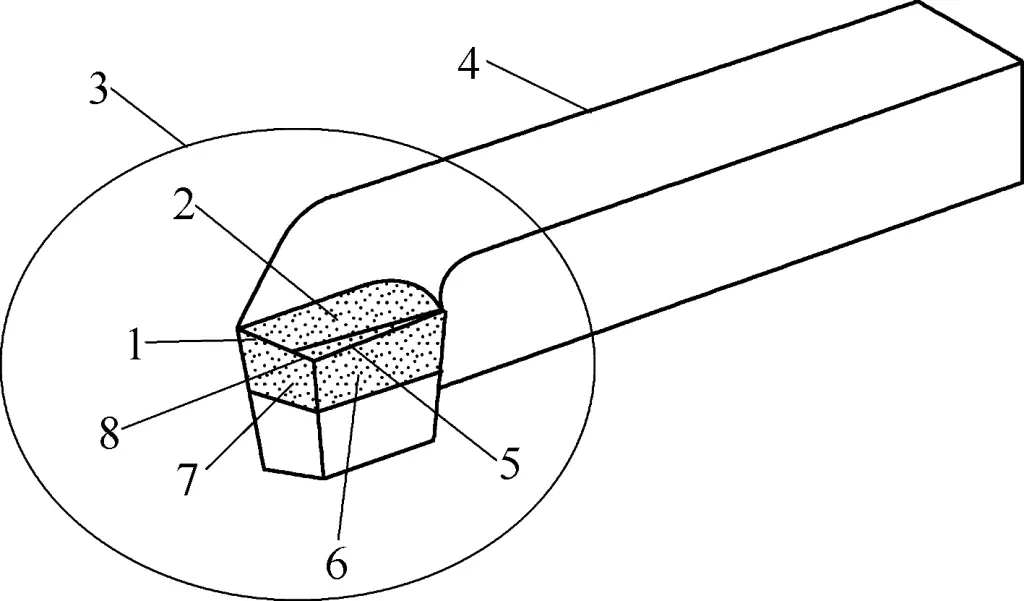
1-Arête de coupe secondaire
2-Face avant
Tête à 3 outils
Corps à 4 outils
5- Arête de coupe principale
6-Face arrière principale
7- Face arrière secondaire
Embout à 8 outils
Surface à travers laquelle les copeaux s'écoulent pendant la coupe.
La surface opposée à la surface de la pièce à usiner pendant la coupe.
La surface opposée à la surface déjà usinée de la pièce pendant la coupe.
L'intersection de la face avant et de la face arrière principale. Elle peut être droite ou courbée et porte le principal travail de coupe.
L'intersection de la face avant et de la face arrière secondaire. Il effectue généralement un petit travail de coupe.
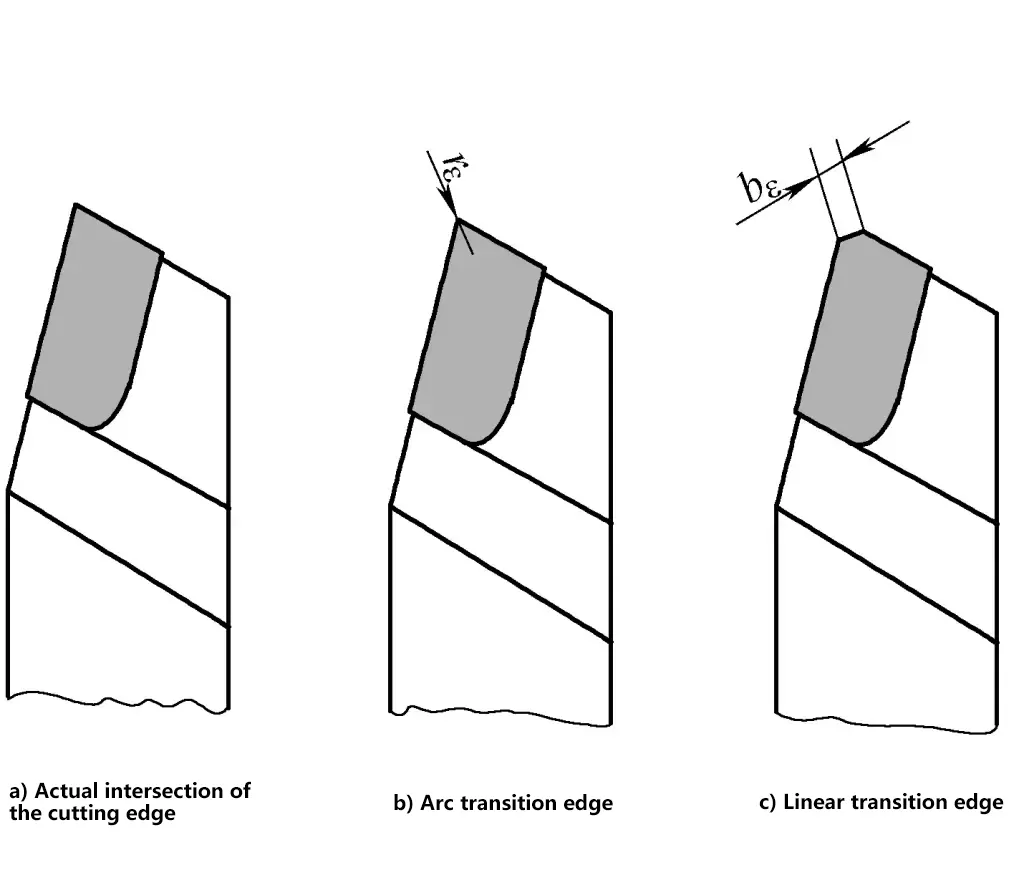
La partie d'intersection de l'arête de coupe principale et de l'arête de coupe secondaire. Pour renforcer la pointe de l'outil, elle est souvent meulée en arc de cercle ou en une courte ligne droite pour former une arête de transition, comme le montre la figure 2.
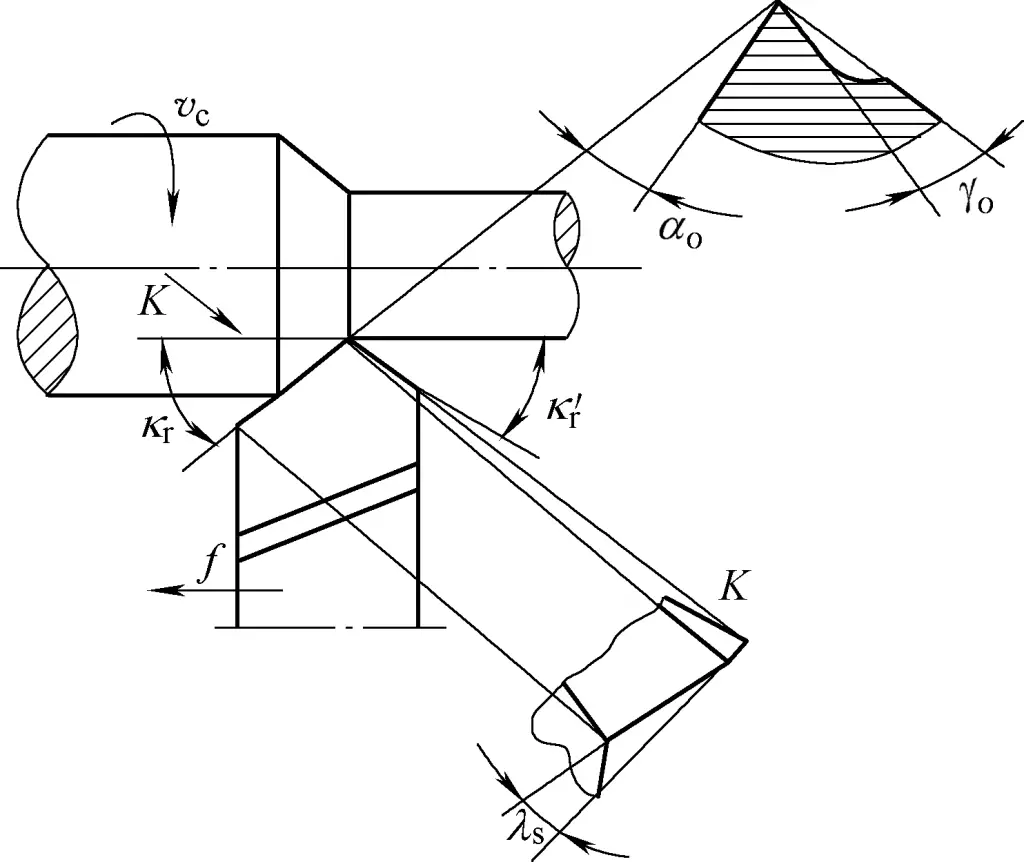
Les principaux angles de l'outil de tournage comprennent l'angle de coupe γ o , angle de dégagement α o , l'angle principal de l'arête de coupe k r , l'angle de l'arête de coupe secondaire k' r et l'angle d'inclinaison λ s comme le montre la figure 3. Les angles de l'outil de tournage jouent un rôle important dans la qualité et la productivité de l'usinage.
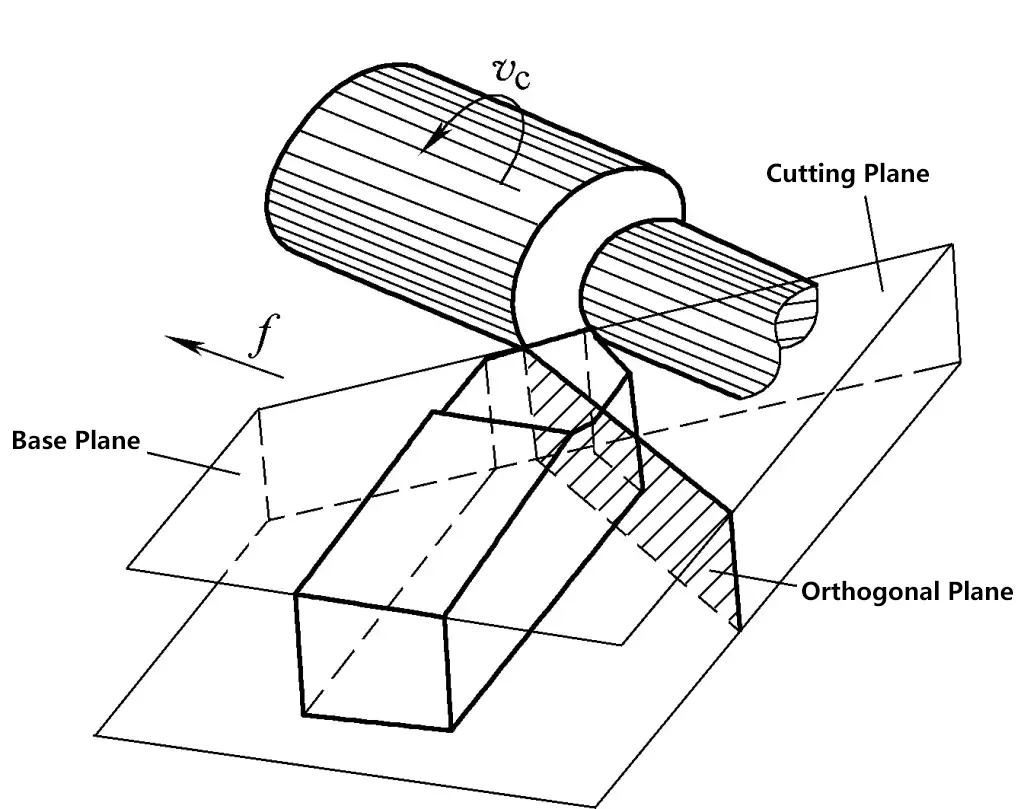
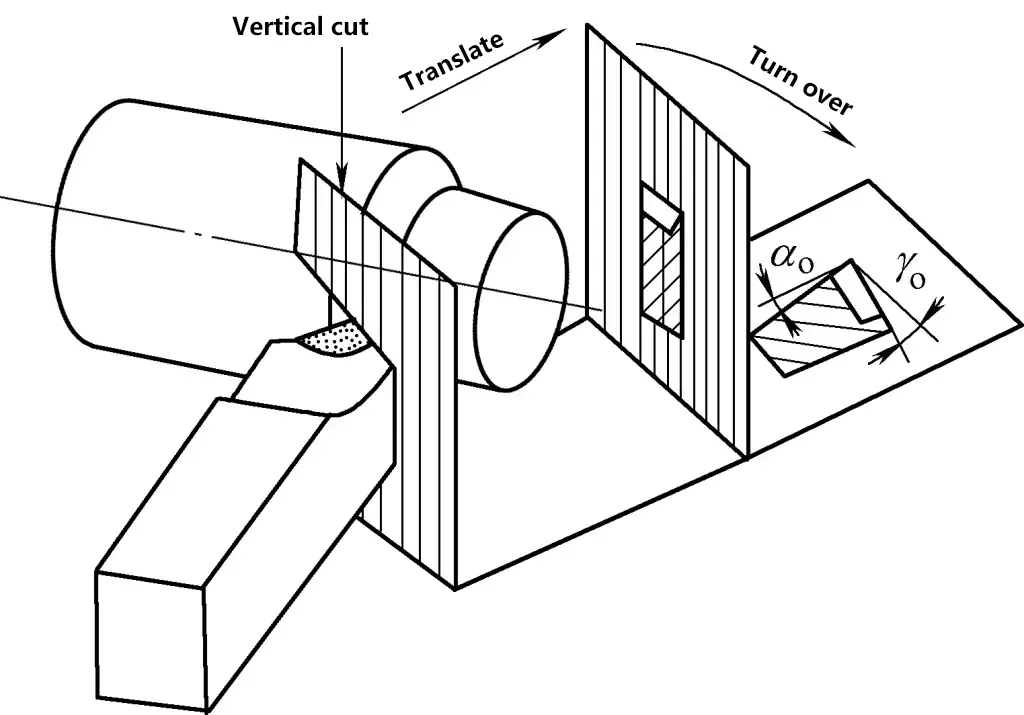
Pendant la coupe, la tête de l'outil forme trois surfaces, deux arêtes et une pointe, qui constituent les angles effectifs de l'outil de tournage. La base de l'outil de tournage est horizontale et parallèle au fond de l'outil de tournage. Le plan de coupe, le plan orthogonal et la base sont perpendiculaires l'un à l'autre, comme le montre la figure 4.
Il s'agit de l'angle entre la face du râteau et le plan de base, indiquant l'inclinaison de la face du râteau. L'angle de râteau peut être positif, négatif ou nul. Si la face de coupe est en dessous du plan de base, l'angle de coupe est positif ; dans le cas contraire, il est négatif ; s'il coïncide, il est nul. En général, l'angle de coupe mentionné se réfère à l'angle de coupe positif.
La figure 5 présente une vue en coupe de l'angle de coupe et de l'angle de dépouille. L'augmentation de l'angle de coupe peut rendre l'arête de coupe plus vive, réduire l'effort de coupe, abaisser la température de coupe, diminuer l'usure de l'outil et améliorer la qualité de la finition de la surface. Cependant, un angle de coupe trop important réduira la résistance de l'arête de coupe, ce qui l'exposera à des dommages.
Pour l'usinage de pièces en acier (matériaux plastiques, etc.) avec des outils de tournage en carbure, l'angle de coupe est généralement de 10°~20°, et pour l'usinage de la fonte grise (matériaux fragiles, etc.), l'angle de coupe est généralement de 5°~15°. Un angle de coupe plus important peut être choisi pour la finition, tandis qu'un angle plus faible doit être choisi pour l'usinage grossier. Lorsque la résistance et la dureté du matériau de la pièce sont élevées, un angle de coupe plus faible est choisi, parfois même une valeur négative.
Il s'agit de l'angle entre la face principale du flanc et le plan de coupe, indiquant l'inclinaison de la face principale du flanc. L'angle de dépouille a pour fonction de réduire le frottement entre la face principale du flanc et la pièce à usiner, et affecte la résistance et la netteté de l'arête de coupe. En général, l'angle de dépouille α o peut être choisi entre 5° et 7°.
Il s'agit de l'angle entre l'arête de coupe principale et la direction d'avance projetée sur le plan de base. La fonction de l'angle de l'arête de coupe principale est d'affecter la longueur de travail de l'arête de coupe, la force de recul, la résistance de la pointe et les conditions de dissipation de la chaleur. Plus l'angle de l'arête de coupe principale est faible, plus la longueur utile de l'arête de coupe est grande, meilleures sont les conditions de dissipation de la chaleur, mais plus la contre-force est importante.
Les angles principaux d'arête de coupe couramment utilisés pour les outils de tournage sont 45°, 60°, 75° et 90°. Une valeur plus petite peut être choisie lorsque la pièce à usiner présente une bonne rigidité. Lors du tournage d'arbres minces, il convient d'opter pour une valeur plus élevée afin de réduire la force de recul et d'éviter la déformation de la pièce par flexion. L'angle principal de l'arête de coupe de l'outil de tournage est illustré à la figure 6.
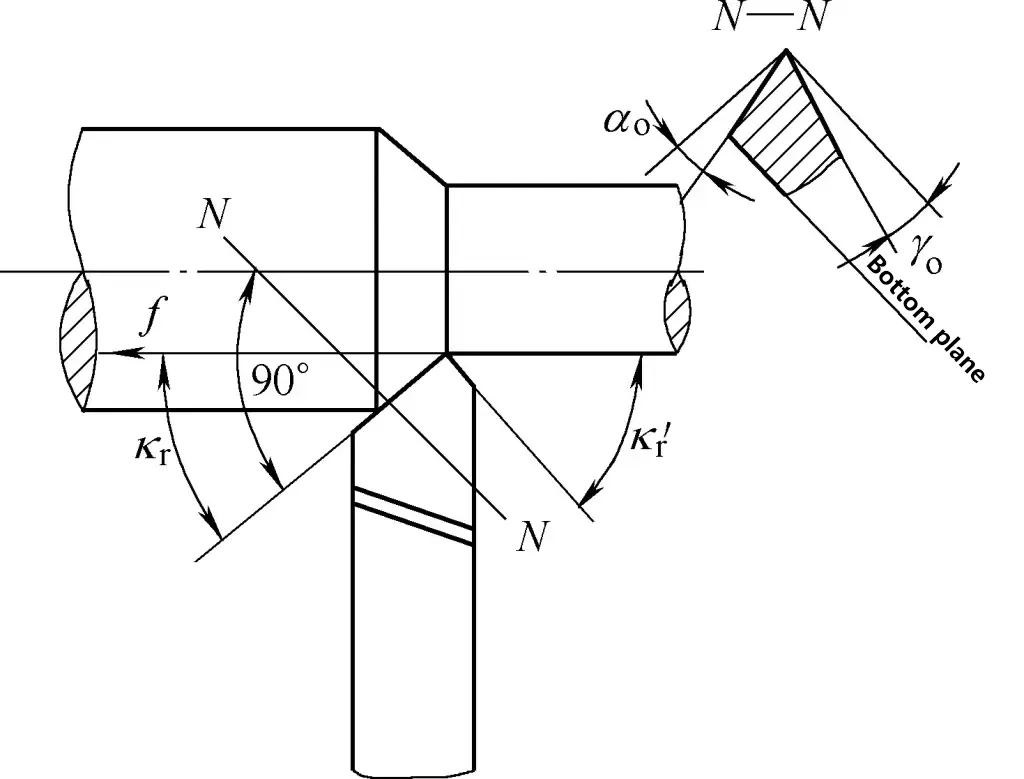
Il s'agit de l'angle entre l'arête de coupe secondaire et la direction d'avance projetée sur le plan de base. La fonction de l'angle de l'arête de coupe secondaire est d'affecter la surface. rugosité de la surface usinée, la réduction de l'angle de l'arête de coupe secondaire peut diminuer la valeur de rugosité de la surface usinée. L'angle de l'arête de coupe secondaire de l'outil de tournage est illustré à la figure 6. k' r est généralement choisi entre 5°~15°, 5°~10° pour le tournage fin et 10°~15° pour le tournage grossier.
Il s'agit de l'angle entre l'arête de coupe principale et le plan de base, la pointe de l'outil étant le point le plus élevé de l'arête de coupe en tant que valeur positive, sinon en tant que valeur négative. La fonction de l'angle d'attaque affecte principalement la force de l'arête de coupe principale et contrôle la direction de l'écoulement des copeaux.
En utilisant la surface inférieure de la queue de l'outil comme référence, lorsque la pointe de l'outil est le point le plus élevé de l'arête de coupe principale, λ s >0°, les copeaux s'écoulent vers la surface à usiner, comme le montre la figure 7a ; lorsque l'arête de coupe principale est parallèle à la surface inférieure de la queue de l'outil, λ s =0°, les copeaux s'écoulent dans une direction perpendiculaire à l'arête de coupe principale, comme le montre la figure 7b ; lorsque la pointe de l'outil est le point le plus bas de l'arête de coupe principale, λ s <0°, les copeaux s'écoulent vers la surface usinée, comme le montre la figure 7c.
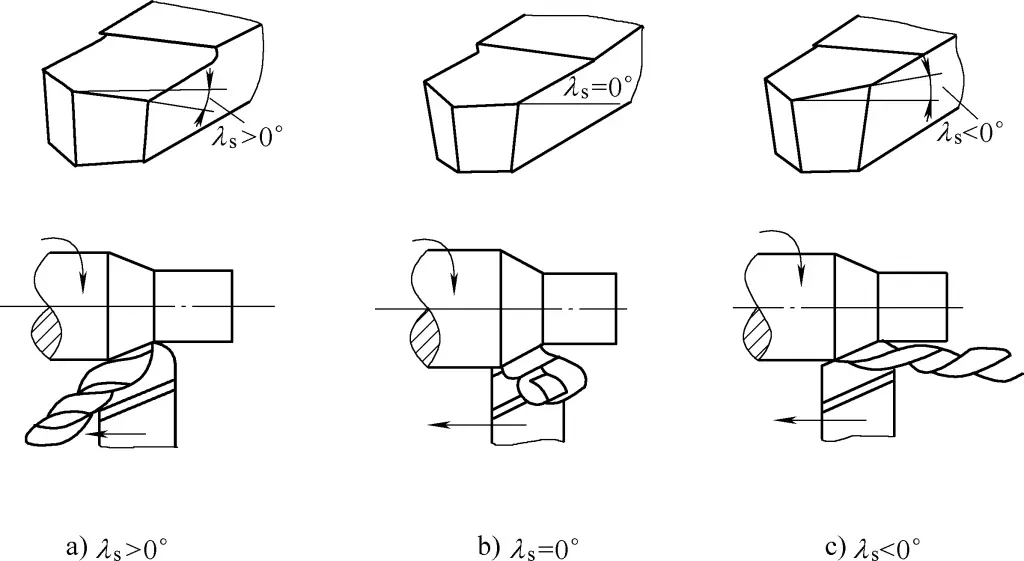
En général, λs est choisi entre -5°~+5°. Pour l'usinage grossier, λs est souvent négatif, bien que les copeaux s'écoulent vers la surface usinée, il assure la solidité de l'arête de coupe principale. Pour l'usinage fin, λs est souvent positive, ce qui fait que les copeaux s'écoulent vers la surface à usiner, sans la rayer.
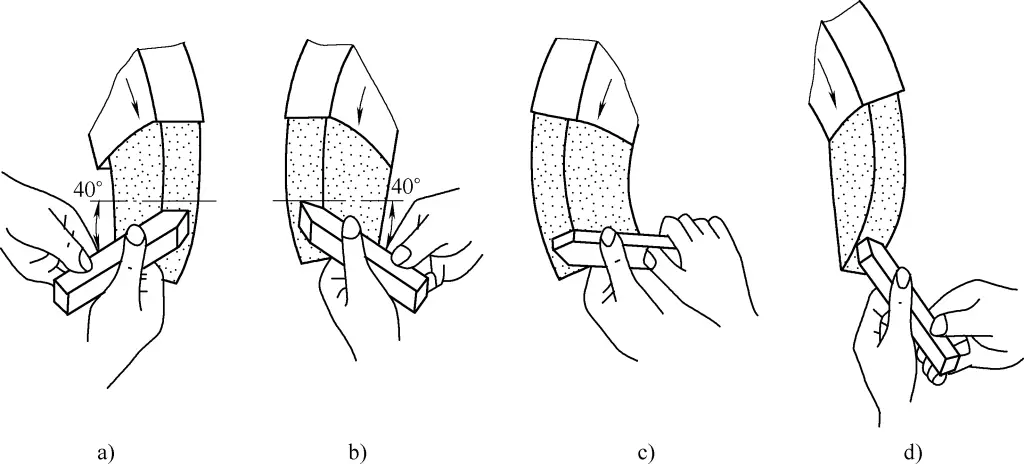
Le réaffûtage de l'outil de tournage après son émoussage s'effectue à l'aide d'une meule. Affûtez les outils de tournage en acier rapide avec une meule en oxyde d'aluminium (blanche) et affûtez les pointes d'outils en carbure avec une meule en carbure de silicium (verte).
L'outil de coupe doit être correctement et solidement installé sur le porte-outil, comme le montre la figure 9. Lors de l'installation de l'outil de coupe, la pointe doit être alignée avec précision sur le centre de rotation de la pièce, sinon il sera difficile d'enlever la protubérance centrale de la pièce ; et avancer autant que possible du centre vers l'extérieur, en bloquant la selle si nécessaire. Les points suivants doivent être pris en compte lors de l'installation de l'outil de coupe :
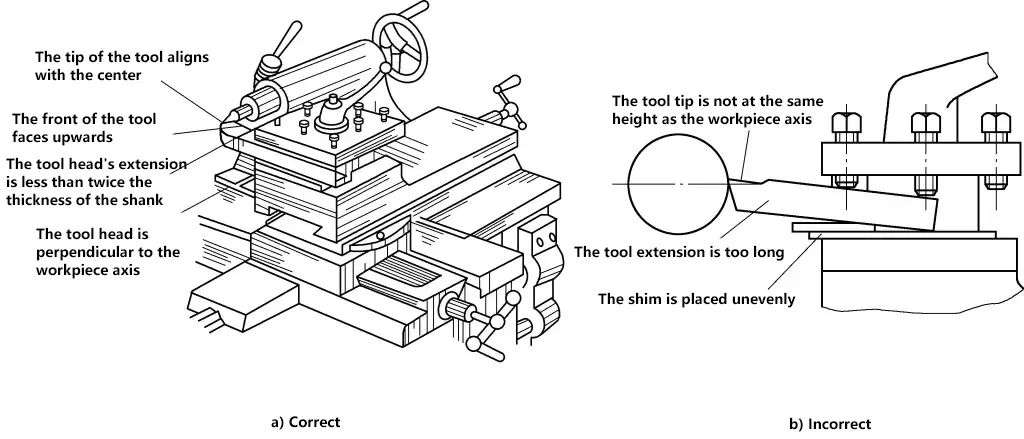
La tête de l'outil ne doit pas dépasser trop longtemps, sinon elle vibrera facilement pendant la coupe, ce qui affectera la précision de l'usinage et la rugosité de la surface de la pièce. En général, la longueur de la saillie de la tête de l'outil ne doit pas dépasser 1,5 à 2 fois l'épaisseur de la barre de l'outil, ce qui est suffisant pour voir la pointe de l'outil en train de couper.
Si l'outil de coupe est installé trop haut, l'angle arrière diminuera, provoquant une friction intense entre la surface arrière principale de l'outil de coupe et la pièce à usiner ; s'il est installé trop bas, l'angle avant diminuera, rendant la coupe difficile et provoquant l'écaillage de la pointe de l'outil. La hauteur de la pointe de l'outil peut être réglée en fonction de la hauteur du centre de la contre-pointe. L'installation de l'outil de coupe est illustrée à la figure 9a.
La cale sous l'outil de coupe doit être plate et utiliser autant que possible des cales épaisses pour réduire le nombre de cales. Après avoir réglé la hauteur de la pointe de l'outil, il convient d'utiliser au moins deux vis pour serrer l'outil de coupe en alternance.