Comment calculer le poids de la tôle : Formules essentielles
Vous vous êtes déjà demandé comment calculer rapidement le poids d'une tôle ? Cet article dévoile une formule simple qui prend en compte le...
Vous est-il déjà arrivé d'être confronté à un morceau de métal récalcitrant qui ne voulait pas se découper ? Le sciage du métal peut sembler simple, mais il requiert des compétences et de la technique. Cet article vous dévoile les secrets d'un sciage efficace du métal, du choix de la bonne lame au perfectionnement de votre position. Que vous soyez bricoleur ou machiniste professionnel, vous découvrirez des astuces qui vous permettront de réaliser des coupes plus nettes, plus rapides et plus sûres. Préparez-vous à transformer votre jeu de sciage du métal !

L'opération consistant à couper ou à fendre des matériaux ou des pièces à l'aide d'une scie à main s'appelle le sciage. Ses applications sont illustrées à la figure 1.
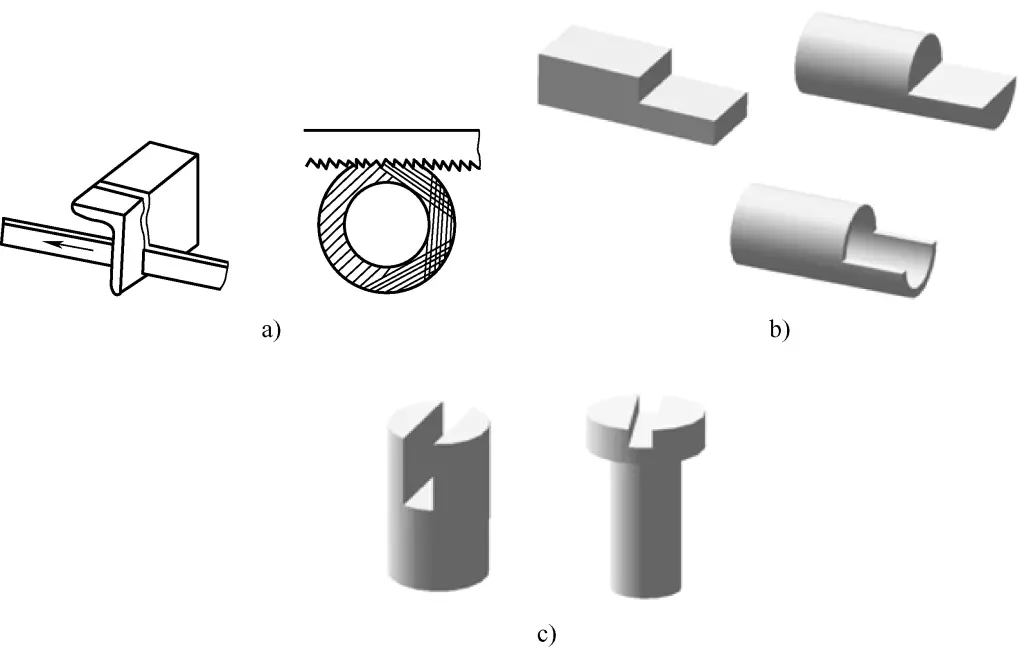
a) Matériaux de coupe
b) Retrait des matériaux
c) Fente
Une scie à main se compose de deux parties : le cadre de la scie et la lame de la scie. Le cadre de la scie sert à serrer et à tendre la lame de scie. Il en existe deux types : le cadre fixe et le cadre réglable. La figure 2 montre une scie à cadre fixe et la figure 3 une scie à cadre réglable.
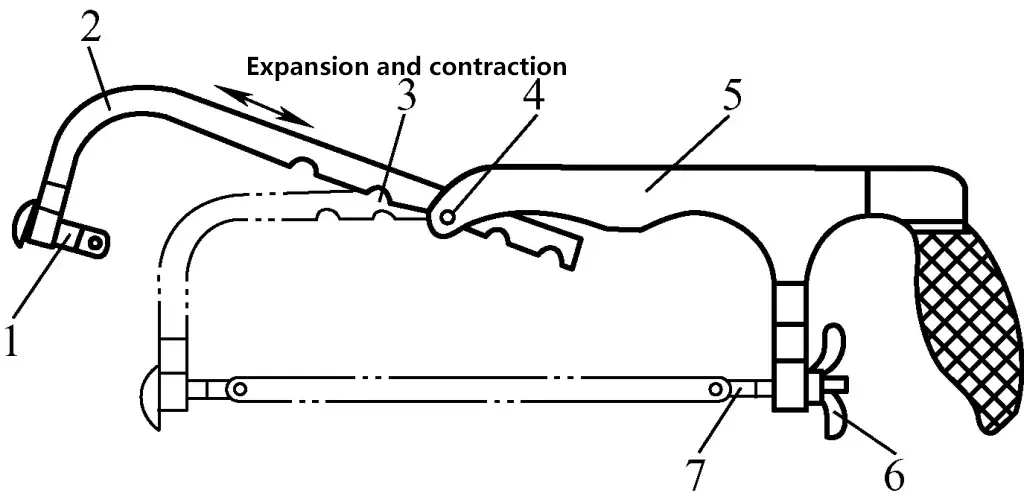
1-Tête de serrage fixe (tenon carré)
2-Cadre de sciage réglable
3-Fente semi-circulaire
4-Fente de limitation
5-Cadre de sciage fixe
Ecrou à 6 ailettes
7-Tête de serrage amovible (tenon carré)
Comme la partie avant du cadre de scie réglable peut s'étendre et se rétracter librement dans la partie arrière, il peut accueillir des lames de scie de différentes longueurs, ce qui le rend largement utilisable. La lame de scie est placée sur les goupilles rondes de la tête de serrage fixe et de la tête de serrage mobile, et en serrant l'écrou à oreilles sur la tête de serrage mobile, la tension de la lame de scie peut être réglée.
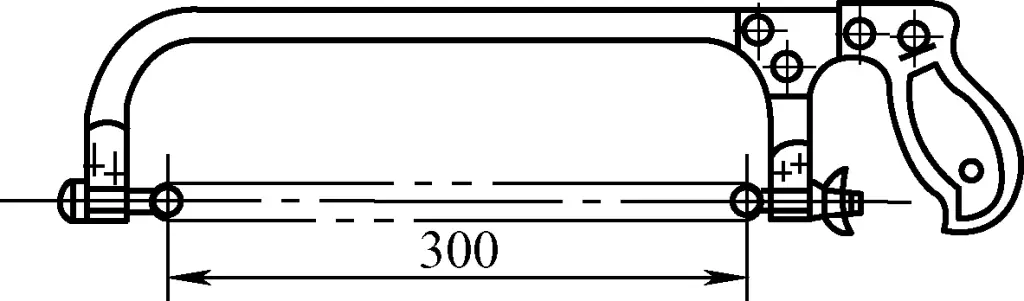
La taille d'une lame de scie est indiquée par la distance entre les trous de fixation aux deux extrémités. La taille couramment utilisée est de 300 mm de long, 12 mm de large et 0,8 mm d'épaisseur.
1) Angles en dents de scie
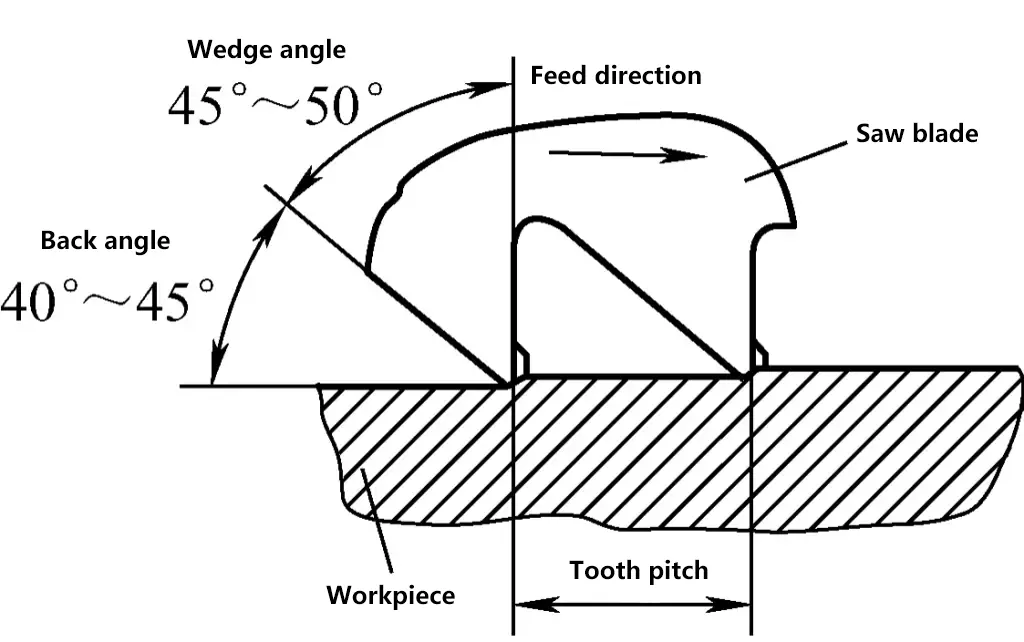
Comme le montre la figure 4, l'angle arrière de la dent de scie est de 40° à 45°, l'angle de coin est de 45° à 50° et l'angle avant est d'environ 0°.
2) Pas de la dent
La distance entre deux dents de scie adjacentes est appelée le pas de la dent. Plus le pas de la dent est grand, plus l'espace entre les copeaux est important. En fonction de la taille du pas de la dent, les lames de scie peuvent être classées en trois types : dents grossières, dents moyennes et dents fines, comme le montre le tableau 1.
Tableau 1 Spécifications et applications des dents de scie
| Grossièreté des dents | Nombre de dents par 25 mm | Pas de denture/mm | Application |
| Grossière | 14-18 | 1.8-1.5 | Sciage de matériaux tendres tels que le cuivre, l'aluminium ou les pièces épaisses |
| Moyen | 19-23 | 1.3-1.1 | Sciage de matériaux moyennement durs tels que l'acier ordinaire, la fonte, etc. |
| Bien | 24-32 | 1.0-0.8 | Sciage d'acier dur et de pièces à parois minces, etc. |
3) Trait de scie
Les dents de la lame de scie sont disposées alternativement à gauche et à droite pour former le trait de scie. Il existe deux types de formes, comme le montre la figure 5a, le trait de scie ondulé, et la figure 5b, le trait de scie alterné. Pendant le sciage, le trait de scie forme le trait de scie. Comme la largeur du trait de scie S est supérieure à l'épaisseur du dos de scie b, la largeur du trait de scie est toujours supérieure à l'épaisseur du dos de scie, ce qui réduit le risque de blocage de la lame de scie dans le trait de scie (réduction du risque de pincement de la scie).
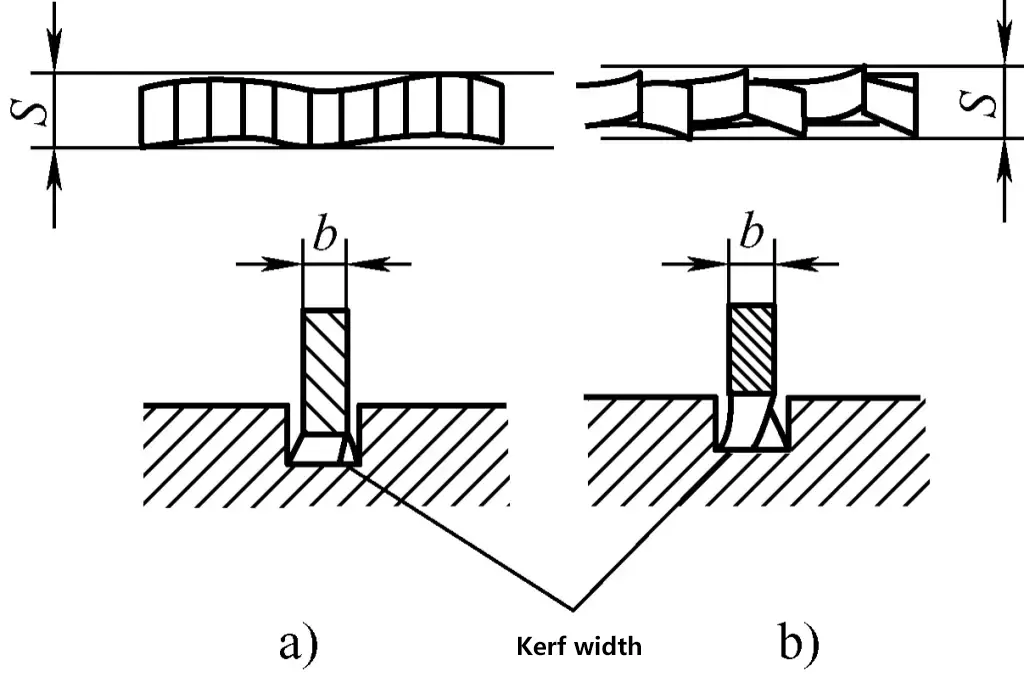
a) Denture ondulée
b) Denture alternée
La pratique a montré que la largeur du trait de scie diminue au fur et à mesure que les dents s'usent. Lorsque sa largeur n'est plus supérieure à l'épaisseur du dos de la scie, la largeur du trait de scie qui en résulte n'est pas non plus supérieure à l'épaisseur du dos de la scie. Il en résulte un frottement important entre la lame de scie et le trait de scie, ce qui rend le sciage difficile et provoque un pincement de la scie, voire une rupture de la lame de scie.
4) Sélection des lames de scie
Choisissez des lames de scie de différentes grosseurs en fonction de la dureté et de l'épaisseur du matériau de la pièce. Pour le sciage de matériaux tendres ou de pièces épaisses, utilisez des lames de scie à denture grossière avec des espaces de copeaux plus importants. Pour le sciage de matériaux durs et de pièces minces, utilisez des lames de scie à denture moyenne ou même à denture fine afin d'éviter le collage de la lame et de réduire l'écaillage et l'émoussage de la dent.
En général, les lames de scie à denture grossière conviennent au sciage de matériaux tendres. métaux Les lames de scie à denture fine conviennent au sciage de l'acier dur, de la tôle et des tuyaux à parois minces, tandis que les lames de scie à denture moyenne sont principalement utilisées pour le traitement de l'acier ordinaire, de la fonte et des pièces d'épaisseur moyenne, comme le montre la figure 6.
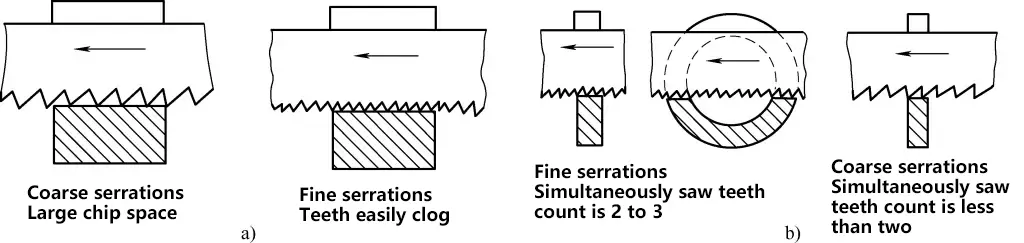
a) Denture grossière pour les pièces épaisses
b) Denture fine pour les pièces minces
1) Choisissez une lame de scie appropriée en fonction du matériau et de l'épaisseur de la pièce.
2) Le cadre de la scie à métaux réglable doit être placé dans la fente intérieure du cadre de la scie fixe, de sorte que la surface supérieure du cadre de la scie réglable soit alignée avec le cadre de la scie fixe.
3) Sens d'installation. La figure 7a montre le sens d'installation correct de la lame de scie, tandis que la figure 7b montre le sens d'installation incorrect. Si la lame de scie est installée à l'envers, non seulement elle ne coupe pas, mais elle provoque également une usure rapide des dents de la scie.
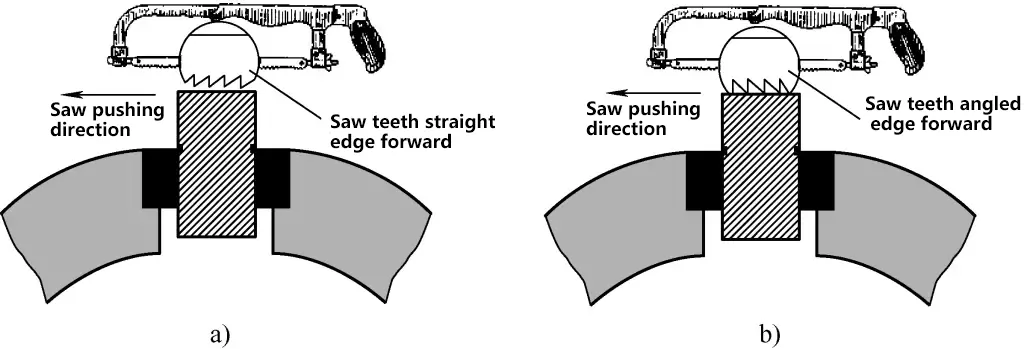
a) Sens d'installation correct de la lame de scie
b) Sens d'installation incorrect de la lame de scie
4) Tension de l'installation de la lame de scie. Si la lame de scie est installée trop serrée, elle perd son élasticité et risque de se casser ; si elle est installée trop lâche, la lame de scie peut se tordre sous l'effet de la pression, ce qui entraîne un biais dans la coupe de la scie et un risque de fracture fragile. Par expérience, après avoir serré la lame de scie, utilisez deux doigts pour pousser la lame de scie de gauche à droite ; elle doit avoir un léger mouvement de rotation, mais pas d'oscillation, comme le montre la figure 8.
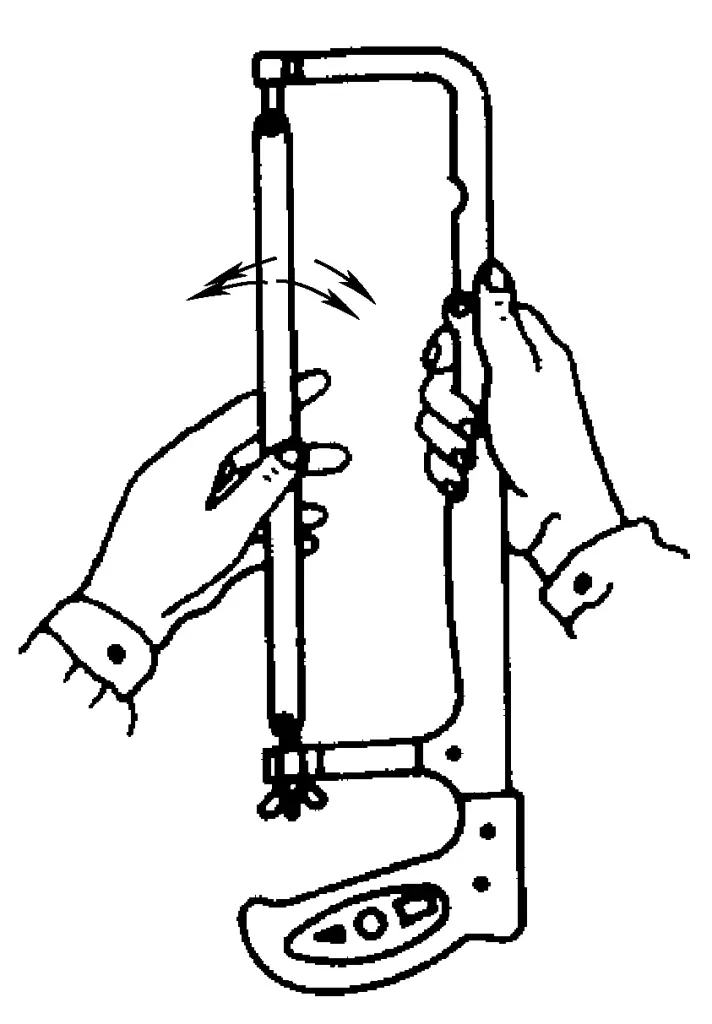
5) Une fois la lame de scie installée, son plan doit s'aligner sur le plan central du cadre de la scie, sans aucune torsion.
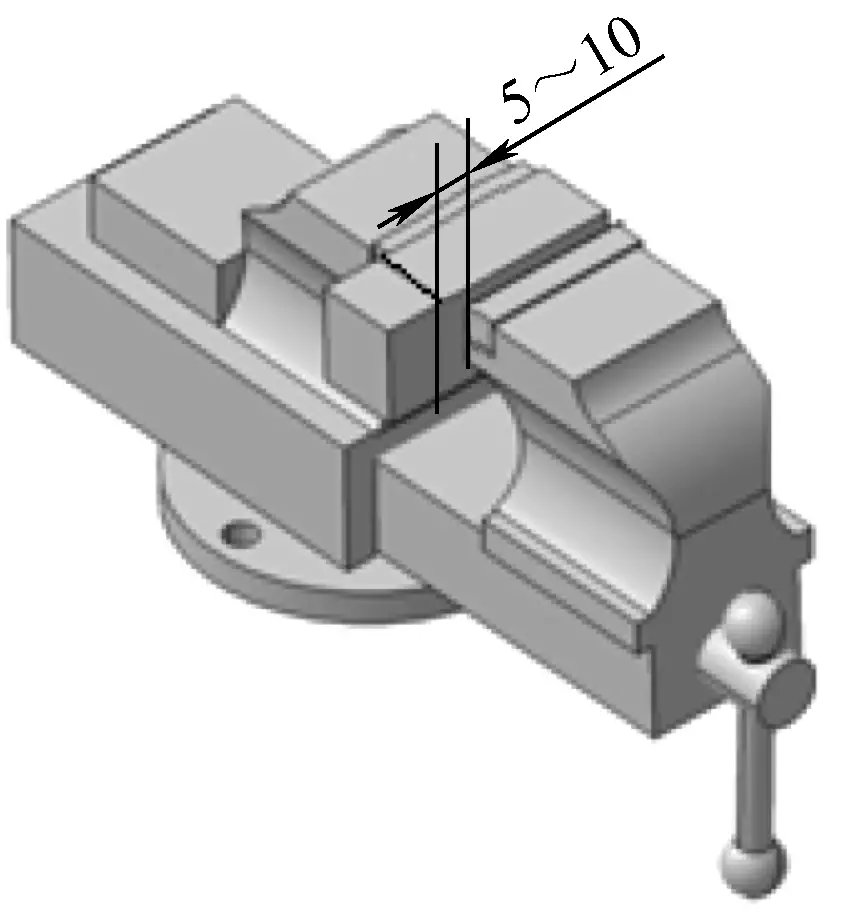
La figure 9 montre la position de serrage de la pièce pendant le sciage, avec les points clés suivants :
La façon correcte de saisir le cadre de la scie est illustrée à la figure 10. La main droite saisit fermement la poignée, tandis que la main gauche repose légèrement sur la partie incurvée du cadre de la scie, le pouce appuyant sur l'arrière du cadre de la scie et les quatre autres doigts saisissant l'extrémité avant. Le mouvement du cadre de la scie et la force de pression et de poussée pendant le sciage sont principalement contrôlés par la main droite, la main gauche aidant à soutenir la scie à main.
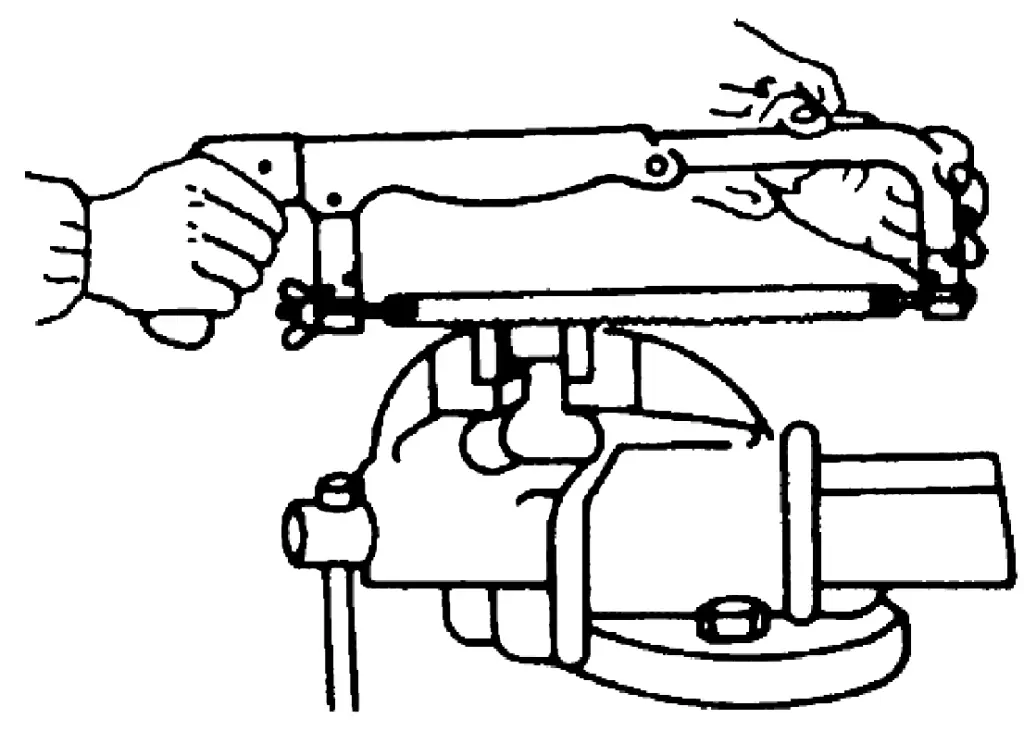
Il existe deux mauvaises prises courantes : ① placer le petit doigt gauche sous le tenon de la scie ; ② saisir complètement l'extrémité avant du cadre de la scie avec la main gauche.
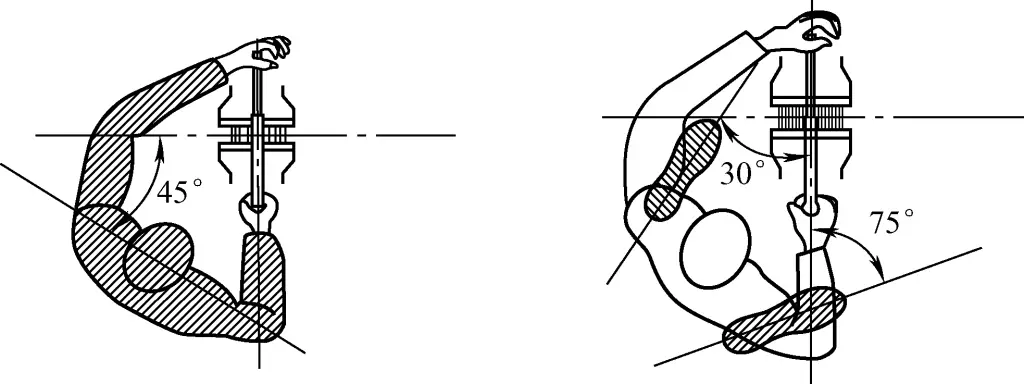
Comme le montre la figure 11, tenez-vous fermement debout, les deux pieds tournés vers l'étau, positionnés à gauche de l'axe central de l'étau, à une distance approximativement égale à la longueur totale de la lame de scie ; puis avancez le pied gauche, la distance entre l'orteil droit et le talon gauche étant approximativement égale à la longueur du cadre de la scie. Le pied gauche doit former un angle de 30° avec l'axe de l'étau et le pied droit un angle de 75°.
Le démarrage de la scie est la première étape du processus de sciage, et la qualité du démarrage a une incidence directe sur la qualité du sciage.
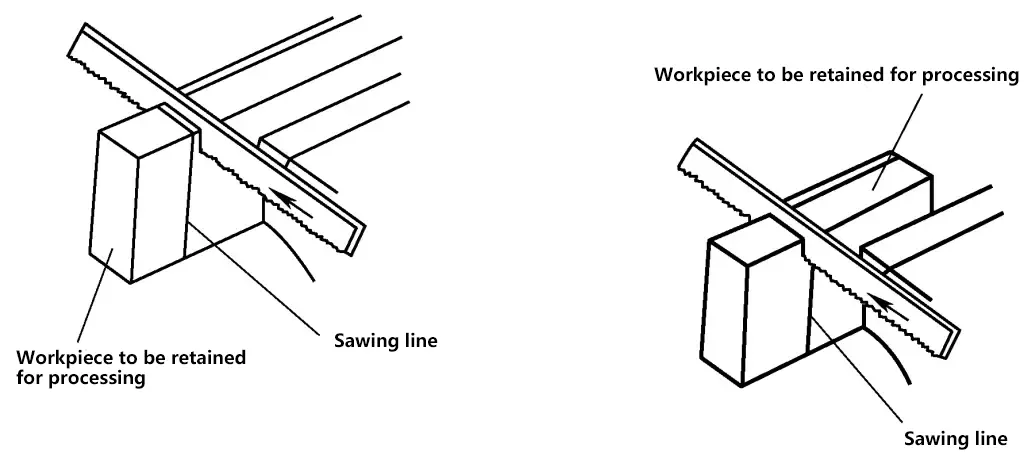
Pour démarrer la scie en douceur, utilisez le pouce gauche pour maintenir la lame de scie à l'endroit où vous devez commencer (veillez à suivre la ligne de coupe marquée et à identifier clairement la pièce à conserver pour l'usinage afin d'éviter de la mettre au rebut, comme le montre la figure 12).
Lorsque vous commencez à scier, exercez une légère pression et effectuez de courts mouvements de va-et-vient. Une fois que la rainure a atteint une profondeur de 2 à 3 mm, relâchez la main qui tient la lame de scie et mettez le châssis de la scie en position horizontale pour un sciage normal.
Il existe deux méthodes courantes pour démarrer la scie : le démarrage lointain et le démarrage rapproché.
1) Départ lointain
Le démarrage à distance est la méthode la plus couramment utilisée pour démarrer la scie. Comme le montre la figure 13a, le démarrage lointain commence à scier à partir de l'extrémité de la pièce la plus éloignée de vous. Comme les dents de la scie s'enfoncent progressivement dans la pièce, elles ne risquent pas de s'accrocher au bord de la pièce et de s'ébrécher.

a) Départ lointain
b) Près du départ
2) Près du départ
Comme le montre la figure 13b, le sciage commence à partir de l'extrémité de la pièce la plus proche de vous. L'avantage est que vous pouvez voir clairement la ligne de coupe, mais si vous ne le faites pas correctement, les dents de la scie peuvent facilement s'accrocher au bord de la pièce et se casser.
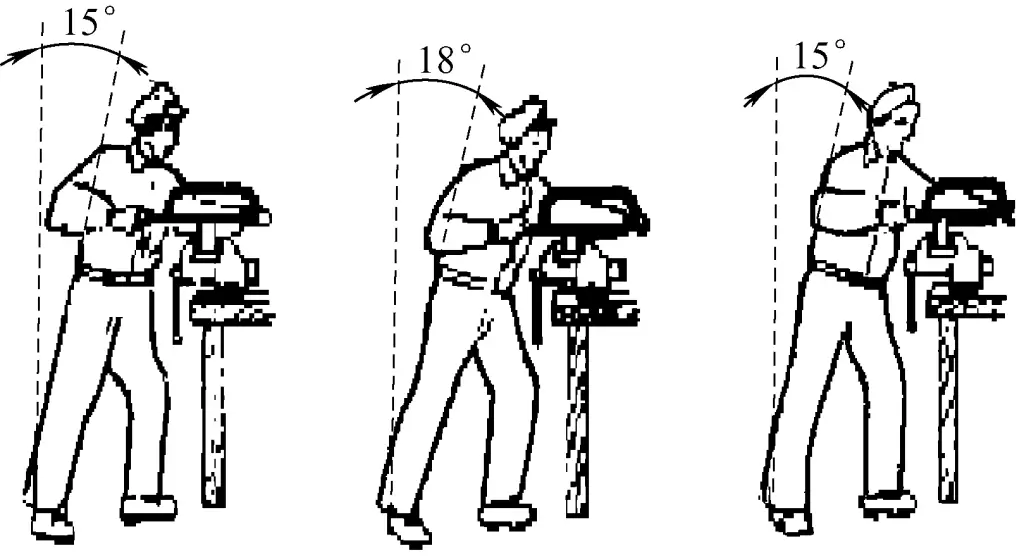
Quelle que soit la méthode de démarrage utilisée, l'angle de départ doit être inférieur à 15°. Si l'angle de départ est trop grand, les dents de scie s'accrocheront au bord de la pièce et s'écailleront ; si l'angle de départ est trop petit ou trop plat, les dents de scie ne couperont pas facilement le matériau ou risqueront de glisser et d'effilocher la surface de la pièce.
Comme le montre la figure 14, lorsque vous sciez vers l'avant, penchez légèrement le corps vers l'avant et appuyez naturellement sur le cadre de la scie. Lorsque la course vers l'avant atteint environ les deux tiers de la longueur de la lame de scie, laissez le corps revenir en position en utilisant la force réactive du sciage.
Lors de la course de retour, soulevez légèrement le cadre de la scie avec la main gauche, ce qui permet à la lame de glisser légèrement sur la pièce. Une fois que le corps est revenu à sa position initiale, préparez-vous pour le deuxième mouvement alternatif. Tout au long du processus de sciage, maintenez un trait de scie droit et corrigez immédiatement toute inclinaison.
1) Le sciage alternatif droit, tel qu'illustré à la figure 15a, consiste à contrôler le cadre de la scie pour qu'il se déplace dans un mouvement alternatif droit avec les deux mains, que ce soit en poussant vers l'avant ou en tirant vers l'arrière. Cette forme de sciage est appelée sciage alternatif droit. Elle minimise les mouvements de va-et-vient du cadre de la scie, ce qui facilite l'obtention d'un trait de scie plus droit et d'un fond plus plat lors de la découpe de rainures.
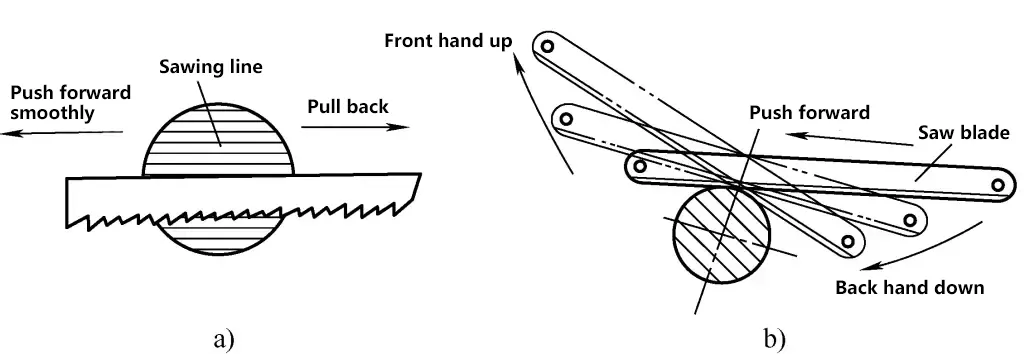
a) Sciage alternatif droit
b) Sciage oscillant de faible amplitude
2) L'oscillation de faible amplitude, comme le montre la figure 15b, consiste à soulever l'avant-bras avant et à abaisser l'avant-bras arrière lorsque l'on pousse la scie vers l'avant, et à soulever l'avant-bras arrière et à abaisser l'avant-bras avant lorsque l'on tire vers l'arrière, créant ainsi un mouvement d'oscillation de faible amplitude du châssis de la scie.
Par rapport au sciage alternatif droit, le principal avantage de cette méthode est de réduire la fatigue pendant les longues périodes de sciage. L'inconvénient est que le balancement de haut en bas des avant-bras avant et arrière peut entraîner un balancement de gauche à droite du cadre de la scie, ce qui affecte la rectitude de la surface sciée. En outre, lors de la coupe de rainures, le fond de la rainure est en forme d'arc.
Lors du sciage manuel, l'opérateur contrôle la force appliquée par la scie manuelle au matériau de la pièce, y compris la force de poussée du sciage et la force de pression du sciage. Le principe de l'application de la force dans le sciage est de maintenir une pression de sciage appropriée tout en obtenant une poussée douce et régulière sans coller.
1) Comme le montre la figure 4, lorsque l'on pousse la scie vers l'avant, les dents de la scie sont en état de coupe ; lorsque l'on tire la scie vers l'arrière (course de retour), les dents de la scie ne coupent pas. Par conséquent, l'opérateur doit appliquer une pression de sciage lorsqu'il pousse vers l'avant et soulever légèrement la scie pendant la course de retour sans appliquer de pression, sous peine d'accélérer l'usure de la lame de scie.
2) L'opérateur doit choisir une pression de sciage raisonnable en fonction de la dureté du matériau traité. Lors du sciage de matériaux tendres (tels que le cuivre, l'aluminium, l'acier à faible teneur en carbone, etc.), il convient d'appliquer une pression moindre pour éviter de couper trop profondément et de provoquer un grippage ; lors du sciage de matériaux durs (tels que l'acier à forte teneur en carbone, la fonte, etc.), il convient d'appliquer une pression plus importante, car ils ne sont pas faciles à couper, afin d'éviter tout glissement.
3) Pendant le sciage, pour assurer la stabilité et la sécurité de l'opération, ainsi que pour réduire l'usure des dents de scie, la pression de sciage doit être ajustée de manière appropriée en fonction des conditions réelles de sciage.
① Si le sciage devient difficile pendant le processus, analyser rapidement la cause. Si les pointes des dents de la scie sont usées, réduisez la pression ou changez la lame de scie ; si le matériau de la pièce présente des points durs, réduisez la pression ou utilisez une lame de scie à dents fines.
② Réduire la pression lorsque la pièce est sur le point d'être découpée.
Le sciage le long de la ligne de coupe pour obtenir un trait de scie droit est une exigence fondamentale pour la qualité du sciage. Pour cela, il est nécessaire de bien contrôler la direction du sciage pendant l'opération.
1) Pendant le sciage, vérifiez fréquemment si le trait de scie s'écarte de la ligne de coupe et corrigez-le rapidement s'il a tendance à s'écarter.
2) Comme indiqué précédemment, lors de l'installation de la pièce, la ligne de coupe est parallèle aux mâchoires de l'étau, de sorte que pendant le sciage, le bord des mâchoires de l'étau peut être utilisé comme ligne de référence. En d'autres termes, pendant le sciage, essayez de maintenir la direction de la progression du sciage toujours parallèle au bord des mâchoires de l'étau.
3) Essayez d'empêcher le cadre de la scie d'osciller de gauche à droite pendant le processus de sciage.
La vitesse de sciage appropriée est de 20 à 40 coups par minute. Le sciage peut être plus rapide pour les matériaux tendres et doit être plus lent pour les matériaux durs. Si la vitesse est trop rapide, la lame de scie s'usera rapidement ; si elle est trop lente, l'efficacité sera faible. Pour éviter que la partie centrale de la lame de scie ne s'émousse trop rapidement, la course de sciage ne doit pas être inférieure aux deux tiers de la longueur de la lame, mais les tenons avant et arrière de la scie ne doivent pas toucher les bords de la pièce.
Au cours du processus de sciage, des coupes obliques se produisent souvent pour les raisons suivantes :
Si un biais est détecté pendant le processus de sciage, il doit être corrigé rapidement : Comme le montre la figure 16, inclinez la partie supérieure du cadre de la scie dans la même direction que l'obliquité, appliquez une légère pression vers le bas pendant le sciage, en utilisant le fait que le trait de scie est plus large que l'épaisseur du dos de la scie pour corriger la coupe. Une fois que la coupe est revenue dans la bonne position, redressez rapidement le cadre de la scie et continuez à scier en utilisant la méthode normale.
L'expérience a montré que pour que les dents de la scie ne soient pas accrochées par les bords de la pièce pendant le sciage et pour éviter de casser la lame de scie, 3 à 4 dents doivent être en contact avec la surface à scier. Par conséquent, lors du sciage d'acier plat ou de cornières, le sciage doit être effectué de la face large vers le bas, comme le montre la figure 17. Le sciage de la face large vers le bas permet non seulement d'améliorer l'efficacité, mais aussi d'éviter l'écaillage de l'acier plat ou de la cornière.
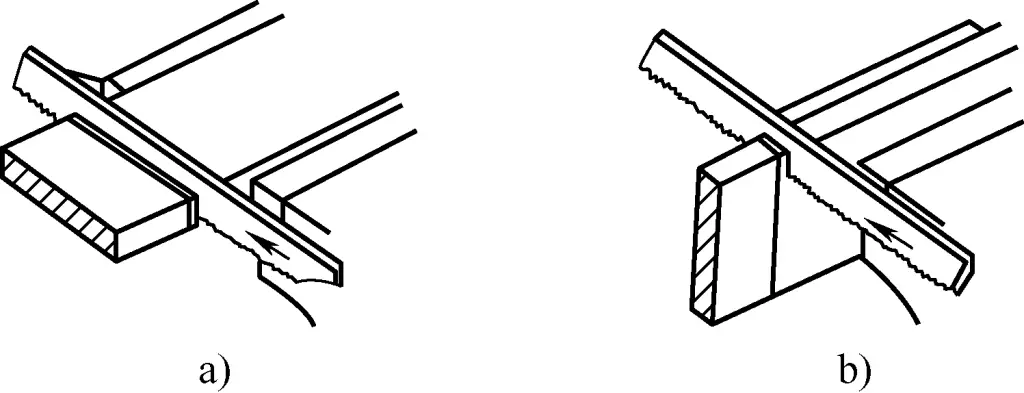
a) Correct
b) Incorrect
Inversement, si l'on scie du côté étroit vers le bas, non seulement ce n'est pas rentable, mais seules quelques dents de scie entrent en contact avec la pièce, ce qui fait que les dents restent coincées. Plus la pièce est fine, plus les dents de scie sont susceptibles d'être happées par les bords de la pièce et de se briser.
1) Serrage de l'acier en canal avant le sciage
Les profilés en acier doivent être correctement serrés avant d'être sciés afin d'éviter toute déformation pendant le processus de sciage, ce qui pourrait nuire à leur utilisation. La figure 18 illustre la méthode de serrage d'un rail en acier sur un étau avant le sciage.
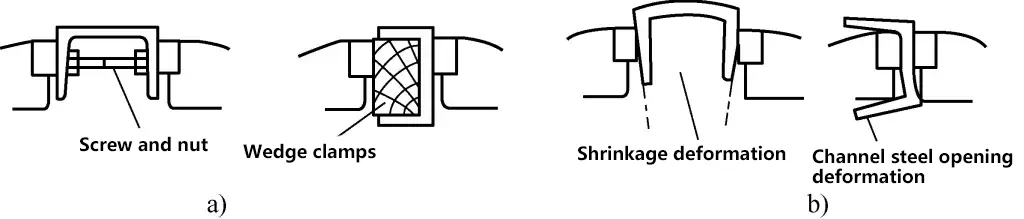
a) Méthode de serrage correcte
b) Méthode de serrage incorrecte
2) Méthode de sciage pour l'acier en canal
Comme le montre la figure 19, le sciage d'un profilé en acier se fait généralement en trois passes, du côté large vers le bas. Il n'est pas possible de scier d'un seul côté ; il faut plutôt commencer à scier sur le trait de scie le plus long possible. La pièce doit donc être repositionnée plusieurs fois. Tout d'abord, sciez un côté du rail en acier sur la surface large (voir figure 19a) ; ensuite, retournez le rail en acier et serrez-le pour scier la partie centrale de la surface large (voir figure 4-19b) ; enfin, tournez le rail en acier sur le côté et serrez-le pour scier l'autre côté de la surface large (voir figure 19c).
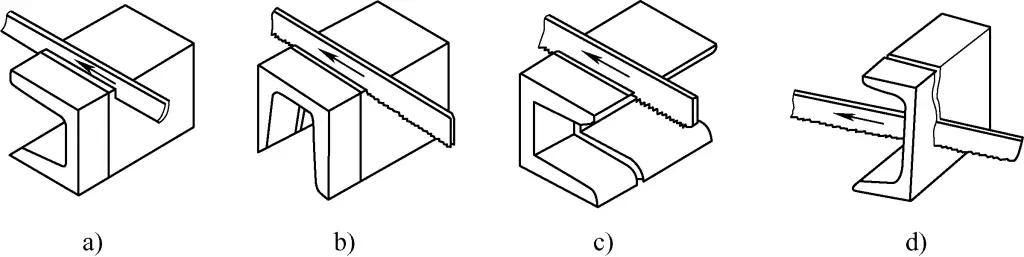
a) Retourner un
b) Deux fois plus
c) Troisième volet
d) Trajectoire de sciage normale
Si le rail en acier n'est serré qu'une seule fois et scié ouvert comme indiqué dans la figure 19d, premièrement, l'efficacité est faible ; deuxièmement, lors du sciage de la partie centrale haute et étroite, les dents de la scie sont susceptibles de se briser et le trait de scie ne sera pas régulier, de sorte que cette méthode n'est pas recommandée.
Comme le montre la figure 20, lorsque vous sciez des rainures profondes, commencez par scier verticalement. Lorsque la hauteur du trait de scie atteint la hauteur du cadre de la scie, ce dernier entre en collision avec la pièce. À ce stade, retirez la lame de scie, faites-la pivoter de 90° et remettez-la en place, en tournant le cadre de la scie du côté de la pièce, puis continuez à scier le long de la trajectoire initiale.
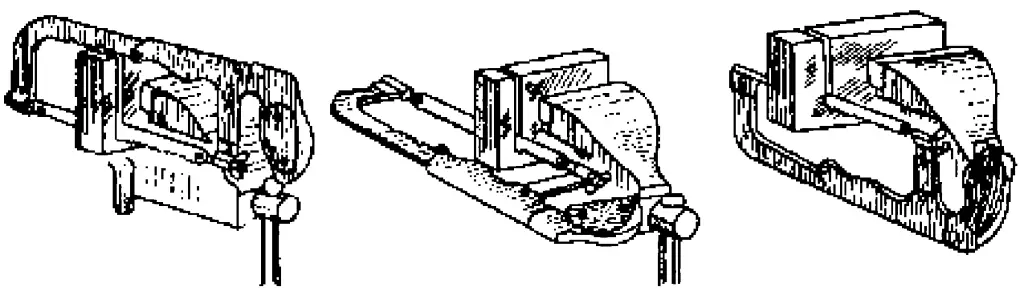
1) Serrage des matériaux tubulaires avant le sciage
Les matériaux tubulaires doivent être correctement serrés avant d'être sciés afin d'éviter toute déformation du diamètre intérieur pendant le processus de sciage, ce qui pourrait nuire à leur utilisation. La figure 21 illustre la méthode de serrage des matériaux tubulaires sur un étau avant le sciage.
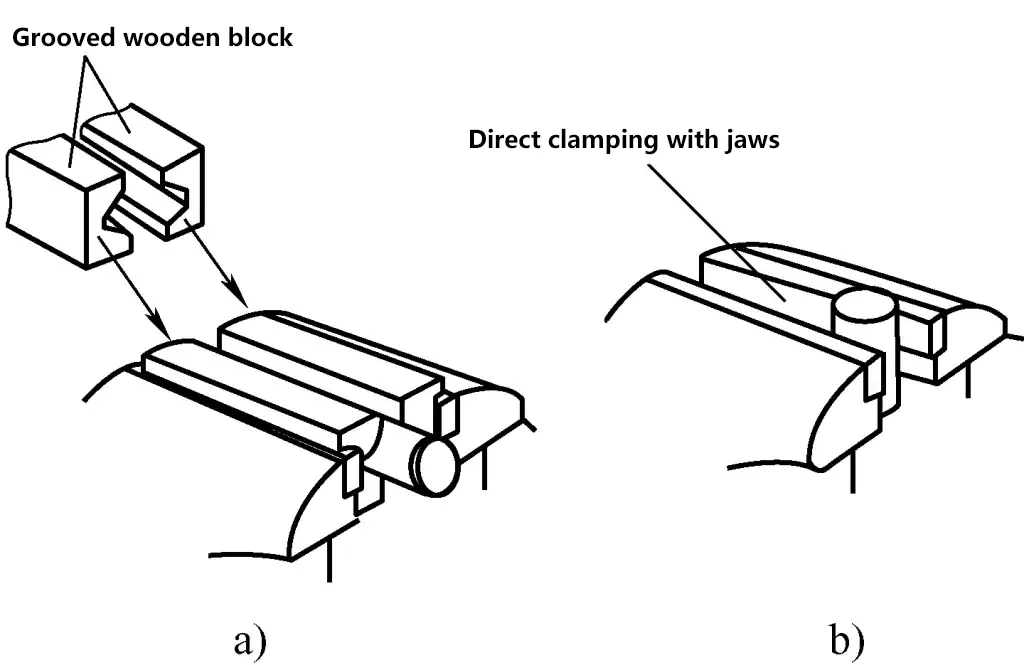
a) Méthode de serrage correcte
b) Méthode de serrage incorrecte
2) Processus de sciage pour les matériaux tubulaires
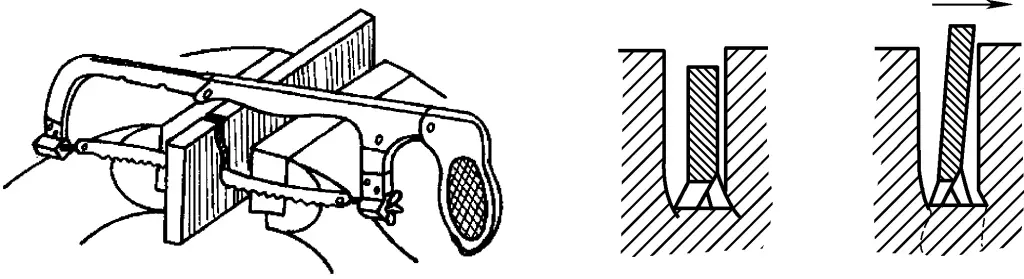
Comme le montre la figure 22, il n'est pas possible de scier des matériaux tubulaires dans une seule direction. En effet, une fois que la scie a pénétré dans la paroi interne du tube, les dents de la scie coupent la paroi fine et, en raison de la concentration de la force, elles peuvent facilement être happées par la paroi du tube et se briser.
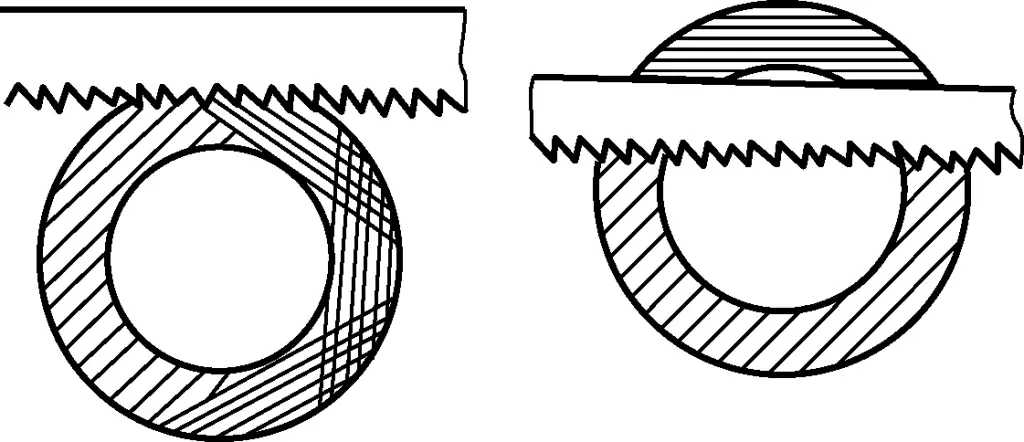
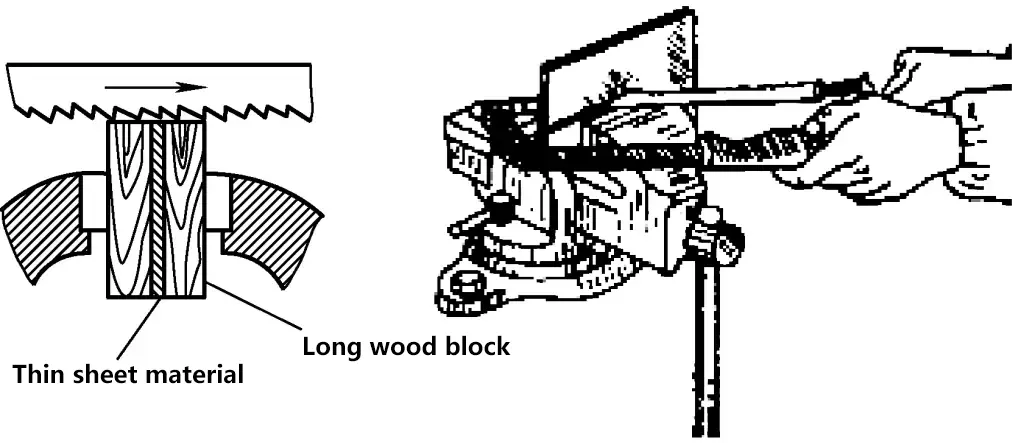
La méthode correcte est la suivante : lorsque la scie atteint la paroi intérieure du tube, arrêtez de scier, tournez légèrement le tube dans le sens de la poussée de la scie et continuez à scier le long du trait de scie d'origine. Continuez à tourner et à scier jusqu'à ce que le tube soit coupé. Il convient également de noter que pour les tubes ronds à parois fines, il faut les serrer et les scier à l'aide de blocs de bois en forme de V avant de les scier.
Comme le montre la figure 23, serrez la plaque mince entre deux blocs de bois, puis serrez-les ensemble dans l'étau de l'établi pour le sciage. Cela augmente la rigidité de la plaque mince pendant le sciage et empêche les dents de la scie de se briser.