Avez-vous déjà réfléchi à la manière dont le métal plié redevient droit ? Cet article plonge dans le monde de la correction mécanique, révélant les outils et les méthodes qui permettent de remodeler l'acier déformé. Découvrez comment les redresseurs à rouleaux et les presses hydrauliques obtiennent des résultats précis dans la correction des plaques, des tuyaux et des profilés. Préparez-vous à comprendre la magie qui se cache derrière ces puissantes machines !
Dernière mise à jour :
19 septembre 2024
Partagez vos appréciations :
Table des matières
La correction mécanique est le processus de correction des pièces déformées et des matériaux en acier déformés à l'aide d'équipements mécaniques. L'équipement utilisé pour la correction mécanique comprend des redresseurs à rouleaux, des rouleaux ronds, des aplatisseurs spécialisés, des machines à redresser et diverses presses, telles que des presses mécaniques, des presses hydrauliques, des presses à vis, etc.
I. Méthodes de correction mécanique et leur champ d'application
Tableau 1 Méthodes de correction mécanique et leur champ d'application
Catégorie
Esquisse
Domaine d'application
Correction de la machine à étirer
Déformation de plaques minces, torsion de profilés, redressement de tubes et de fils.
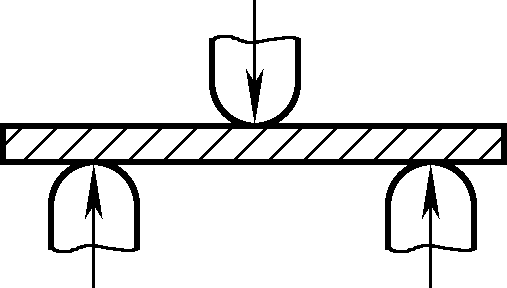
Correction de la presse
Correction localisée des plaques, tuyaux et profilés
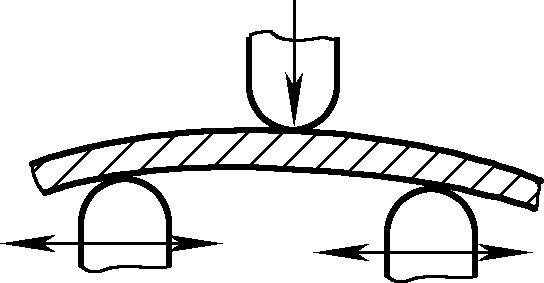
Correction des valets
Redressement de cornières, de profilés et de poutres en I, également utilisable pour le cintrage
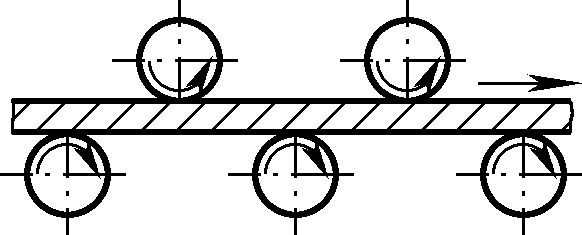
Machine à corriger de type rouleau
Rouleau droit
Correction des plaques, tuyaux et profilés
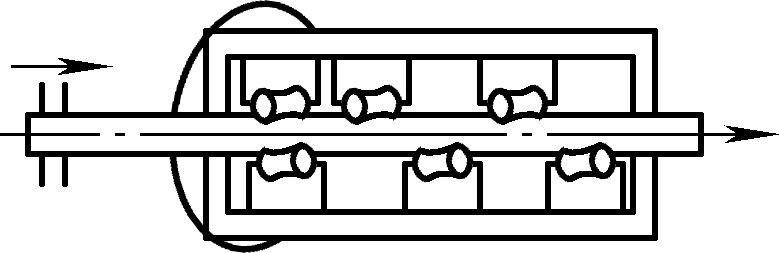
Rouleau incliné
Correction des matériaux à section ronde
Correction de la précision des tubes à parois minces de section circulaire
Correction des tubes et barres circulaires à parois épaisses
La précision de la correction obtenue par la correction mécanique est indiquée dans le tableau 2.
Tableau 2 Précision de correction des équipements de correction couramment utilisés
Equipement
Plage de correction
Précision de la correction (mm)
Machine à corriger de type rouleau
Machine à corriger les plaques à rouleaux multiples
Mise à niveau des plaques
1.0~5.0
Machine à corriger les cornières à rouleaux multiples
Acier angulaire
1.0
Machine à redresser et à couper
Redressement et coupe de matériaux en bobine (fil, tige, acier plat, bande)
0.5~0.7
Machine à corriger les rouleaux inclinés
Redressement de tubes et de barres de section ronde
Matériaux bruts 0,5-0,9 Matériaux finis 0,1-0,2
Machine de presse
Presse à plier horizontale
Poutrelles en I, profilés en acier, composants soudés en forme de tige
Poutres en I, profilés en acier, poutres en H, composants soudés en forme de tige
II. Correction du matériau de la plaque
La déformation des tôles d'acier est généralement corrigée sur des planeuses à rouleaux multiples. Lors du nivellement, plus la plaque d'acier est épaisse, plus il est facile de la corriger ; plus la plaque est mince, plus elle se déforme facilement, ce qui rend la correction plus difficile.
Les planeuses peuvent être classées en fonction du nombre de rouleaux : cinq rouleaux, sept rouleaux, neuf rouleaux, jusqu'à vingt et un rouleaux, etc. En termes de position relative, elles peuvent être classées en deux catégories : les machines parallèles et les machines non parallèles. Les grandes planeuses multi-axes peuvent corriger des plaques d'acier d'une épaisseur allant jusqu'à 50 mm et d'une largeur de 2000 mm.
En général, les plaques d'acier d'une épaisseur supérieure à 3 mm sont nivelées sur une planeuse à cinq ou sept rouleaux, tandis que les plaques d'acier minces d'une épaisseur inférieure à 3 mm doivent être nivelées sur une planeuse à neuf ou onze rouleaux, ou sur une machine à plusieurs rouleaux.
1. Principes de base du nivellement des tôles d'acier
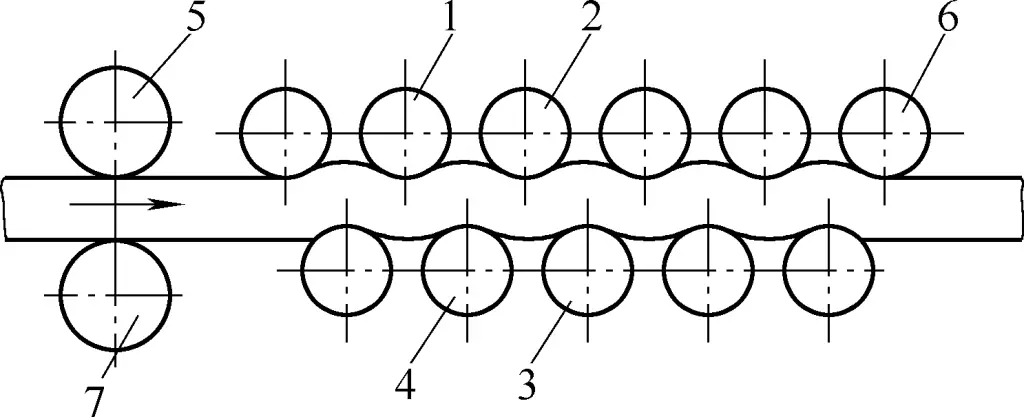
Le principe de base du planage de tôles d'acier est illustré à la figure 1. Les rouleaux 5 et 7 sont des rouleaux de guidage d'alimentation, le rouleau 6 est le rouleau de guidage de déchargement et les autres sont des rouleaux de travail.
Figure 1 Principes de base du planage de tôles d'acier
Lorsque la plaque est introduite entre les rouleaux supérieur et inférieur, les rouleaux 1, 2 et 4 forment un groupe pour plier la plaque vers le haut, et les rouleaux 2, 3 et 4 forment un groupe pour plier la plaque vers le bas. Par le biais de pliages et d'étirements répétés au-delà de la limite d'élasticité, les zones initialement "serrées" sont étirées et s'équilibrent avec les zones précédemment "lâches". Cela crée ce que l'on appelle le flux plastique, qui permet d'atteindre l'objectif de nivellement.
2. Méthode de détermination de la pression du rouleau supérieur
La pression des rouleaux supérieurs de la planeuse détermine directement l'écart entre les rouleaux. Lorsque la pression des rouleaux supérieurs est modérée, seules les zones "serrées" de la plaque sont étirées, en équilibrant les zones "lâches", et la plaque est nivelée. C'est l'état idéal. Lorsque la pression du rouleau supérieur est insuffisante, bien que les zones "serrées" de la plaque soient étirées, elles ne s'équilibrent pas avec les zones "lâches" et la plaque n'est pas complètement nivelée.
Lorsque la pression du rouleau supérieur est trop élevée, non seulement les zones "serrées" sont étirées, mais les zones "lâches" sont également étirées à des degrés divers. Bien que l'ampleur de l'étirement soit équilibrée et que la plaque soit nivelée, les grains de la plaque sont déformés et cassés, ce qui entraîne un écrouissage excessif, réduisant ainsi la durée de vie de la plaque. Par conséquent, la détermination de la pression appropriée du rouleau supérieur affecte directement le résultat du nivellement de la plaque.
La pression des rouleaux supérieurs de la planeuse (c'est-à-dire l'écart entre les rouleaux) est généralement réglée de manière à ce que les rouleaux de guidage d'alimentation (tels que les rouleaux 5 et 7 de la figure 1) dépassent l'épaisseur de la plaque de 2 à 3 mm (pour faciliter l'insertion de la plaque à niveler), tandis que l'extrémité de décharge est égale à l'épaisseur de la plaque. Les rouleaux de travail sont réglés en fonction de l'épaisseur de la plaque, l'extrémité avant étant inférieure à l'épaisseur de la plaque de 1 à 5 mm et augmentant progressivement vers l'arrière, jusqu'à ce que les rouleaux de guidage de décharge soient réglés pour être égaux à l'épaisseur de la plaque.
Cependant, dans les processus de nivellement réels, cette méthode n'est pas pratique à mesurer, c'est pourquoi des méthodes basées sur l'expérience sont couramment utilisées dans la pratique pour déterminer la pression du rouleau supérieur de la machine de nivellement.
(1) Méthode de la bandelette réactive
Insérez une bande de plaque de la même épaisseur que la plaque à niveler dans la machine à niveler. Réglez la pression à la main jusqu'à ce que les rouleaux soient en contact avec la bande de plaque et appliquez une certaine pression. Observez également la hauteur et le niveau gauche-droite des rouleaux supérieurs. Une fois que la bande est sortie de la planeuse, vérifiez sa planéité et procédez à un nouvel essai de planage et de réglage. Cette pression est appelée pression de base.
Insérez ensuite la plaque à niveler. Après le laminage, vérifiez la planéité de la plaque et écoutez le bruit de charge de la machine pour juger si la pression du rouleau supérieur est appropriée. Si la pression n'est pas appropriée, il est possible d'effectuer des réglages fins ou, après avoir laminé une section, de procéder à un nouveau réglage. La pression finale déterminée est appelée pression de travail réelle. Ensuite, le nivellement des lots peut être effectué en fonction de cette pression.
(2) Insérer d'abord, ajuster ensuite
Introduisez la plaque dans la machine à niveler, utilisez une main ou un levier pour appuyer sur le rouleau supérieur et jugez si la pression est appropriée en fonction de la résistance ressentie. Ensuite, vérifiez visuellement si les sièges des roulements du rouleau supérieur sont à la même hauteur et si les rouleaux sont alignés horizontalement. Démarrez la machine à niveler et, après que la plaque a été introduite dans le support, réglez la pression en fonction de la planéité de la plaque et de la rotation des rouleaux.
Si un certain rouleau supérieur ne tourne pas ou tourne par intermittence, cela indique que la pression exercée sur ce rouleau est insuffisante. Si tous les rouleaux supérieurs tournent, une certaine pression est appliquée. Si un désalignement est observé, cela signifie que la pression sur le côté désaligné est trop élevée, tandis que la pression sur l'autre côté est trop faible. Réglez en conséquence en fonction de la pression excessive ou insuffisante. Si, après avoir découpé la plaque enroulée en segments plus petits, de grandes zones restent inégales, cela signifie que la pression est encore insuffisante et qu'une pression supplémentaire est nécessaire.
Quant à la pression des rouleaux de guidage de déchargement, elle peut être réglée avec précision en fonction de la flexion vers le haut ou vers le bas de l'extrémité de la plaque après sa sortie de la machine à planer.
3. Méthodes de fonctionnement des plaques de nivellement
La machine à planer peut être utilisée pour planer une large gamme de plaques, telles que des bobines, des plaques convexes, des plaques ondulées et des pièces en vrac. Les principales méthodes d'opération de planage comprennent les aspects suivants.
(1) Méthode d'opération pour niveler les plaques enroulées
Selon la méthode mentionnée ci-dessus pour déterminer la pression du rouleau supérieur, régler les rouleaux de travail à la pression de travail, soulever le rouleau de guidage d'alimentation 5, soulever la bobine et insérer une extrémité de la bobine entre les rouleaux de guidage d'alimentation 5 et 7. Démarrer progressivement la machine à niveler de manière à ce que la bobine pénètre lentement sur une certaine distance (environ 1 à 2 rouleaux de travail). Ajustez ensuite la position de l'extrémité de la plaque en déplaçant la grue dans toutes les directions, en veillant à ce qu'elle soit parallèle au contour extérieur d'un certain rouleau supérieur ou inférieur (observé de côté) pour éviter que la plaque ne dévie de sa trajectoire. Ensuite, appuyer sur le rouleau guide d'alimentation supérieur 5 et exercer une pression plus forte pour éviter que la bobine ne se disloque lorsqu'elle est placée sur le berceau de la bobine. Enfin, démarrer la machine et relâcher la plaque.
En observant la planéité de la plaque livrée au berceau et en écoutant le bruit de charge de la machine, on peut juger si la pression des rouleaux supérieurs est appropriée. Après les ajustements nécessaires, les corrections de nivellement en vrac peuvent suivre.
(2) Bandes étroites torsadées de nivellement
Des bandes étroites coupées par le machine à cisailler ont tendance à se tordre et à se déformer en raison de l'inclinaison de l'arête de coupe, ainsi que des déformations de flexion à plat et à la verticale.
Ces bandes peuvent également être égalisées à l'aide de la machine à égaliser. La méthode de planage est la suivante : régler la pression de base des rouleaux supérieurs comme décrit précédemment, relever le rouleau guide d'alimentation supérieur 5 pour qu'il soit légèrement plus haut qu'une plaque de la même épaisseur, afin de tenir compte de la difficulté d'insérer des bandes torsadées. La pression du rouleau de travail doit être légèrement supérieure à celle du nivellement d'une plaque de même épaisseur, afin d'induire une déformation plastique excessive et d'obtenir de meilleurs résultats de nivellement.
Selon le degré de nivellement requis, la bande peut être passée dans la machine une deuxième ou une troisième fois, mais la bande doit être inversée et une légère pression supplémentaire doit être appliquée pour obtenir des résultats optimaux de nivellement. Cette méthode est moins efficace pour les bandes pliées à la verticale, qui peuvent nécessiter une correction manuelle à la sortie de la machine.
Il convient de noter que la méthode de nivellement décrite ci-dessus peut entraîner un léger amincissement et un étirement des bandes.
(3) Nivellement des plaques individuelles plus minces
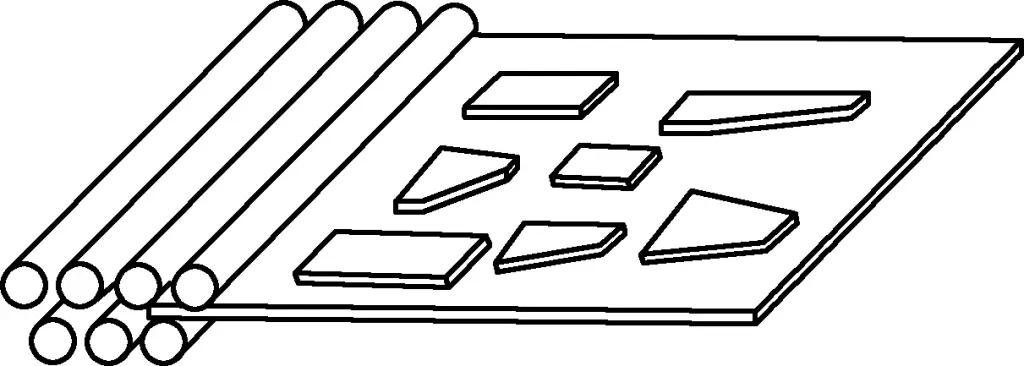
Pour les plaques individuelles plus minces, une plaque d'acier plus épaisse peut être utilisée comme plaque de support, la plaque plus mince étant placée au-dessus pour la mise à niveau. Il est également possible d'empiler plusieurs plaques longues et minces pour les mettre à niveau, comme le montre la figure 2.
Figure 2 Mise à niveau de plaques d'acier individuelles plus minces à l'aide d'une plaque de support plus épaisse
(4) Nivellement des plaques dont le centre est plat et les bords ondulés
Pour les plaques dont le centre est plat mais dont les bords sont ondulés, insérer une plaque de support dans la partie centrale plate pour l'amincir et l'étirer, afin d'obtenir un nivellement, comme le montre la figure 3.
Figure 3 Nivellement de plaques d'acier à bords ondulés
(5) Nivellement des plaques avec des ondes longitudinales au milieu et des côtés plats
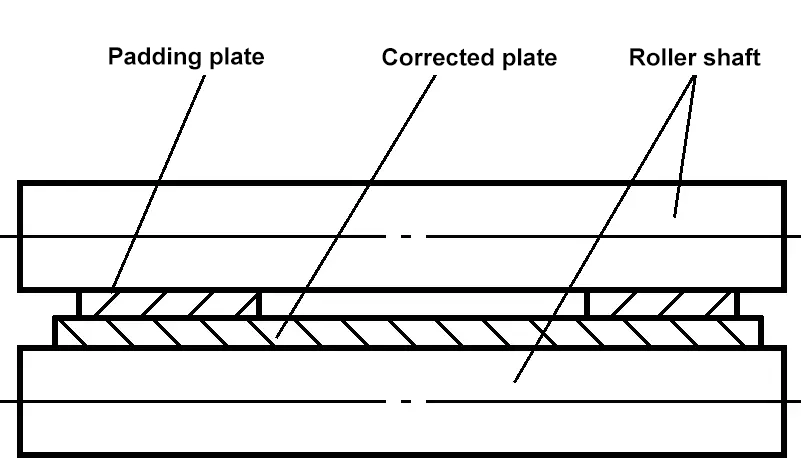
Pour les tôles dont la partie centrale est ondulée mais dont les côtés sont plats, il est possible d'ajouter un rembourrage sur les côtés pour les amincir et obtenir une correction, comme le montre la figure 4.
Figure 4 Correction d'une plaque d'acier avec une section centrale ondulée
(6) Correction d'un côté ondulé et d'un côté plat
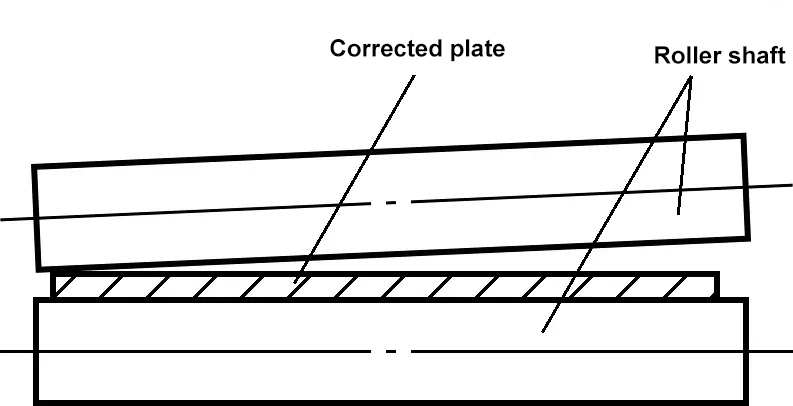
Pour les tôles présentant une face ondulée et une face plate, un rembourrage peut être ajouté à la face plate pour l'amincir et l'étirer, ce qui permet d'obtenir une correction, comme le montre la figure 5.
Figure 5 Correction du rembourrage pour une plaque d'acier avec un côté ondulé
En outre, une pression peut être appliquée directement sur le côté plat pour l'étirer et l'amincir, ce qui permet d'obtenir une correction, comme le montre la figure 6.
Figure 6 Correction de la différence de pression pour une plaque d'acier avec un côté ondulé
(7) Correction du cintrage à plat sur une cintreuse à trois rouleaux
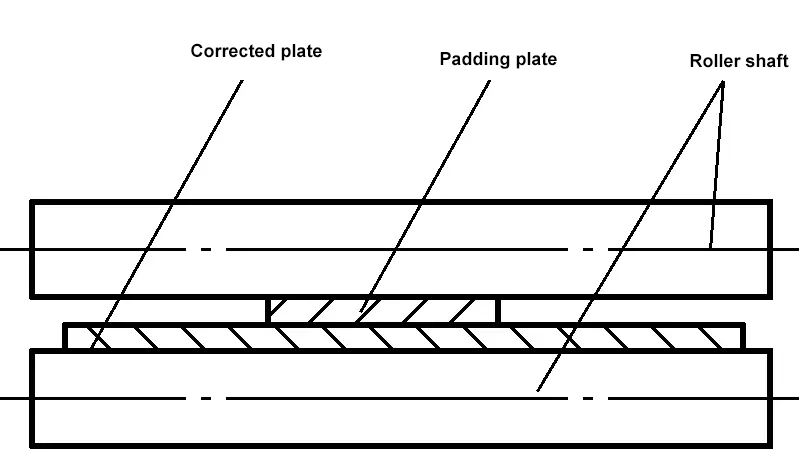
Les plaques d'acier découpées à chaud ont tendance à former des courbes verticales, les courbes plates et les torsions étant rares. Les bandes d'acier coupées sur une cisaille inclinée ont tendance à former des courbures composées, c'est-à-dire des courbures verticales, des courbures plates et des torsions, l'effet étant d'autant plus évident que la plaque est mince. Une planeuse ne peut corriger que les plis plats et supprimer les torsions partielles, tandis qu'une cintreuse à trois rouleaux peut corriger à la fois les plis plats et les torsions.
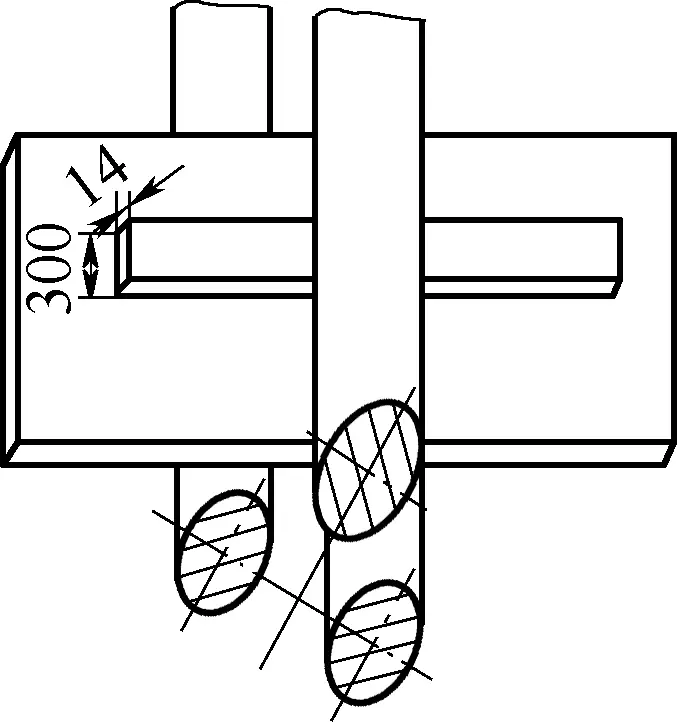
La figure 7 montre un schéma de correction d'une plaque d'acier de 14 mm × 300 mm × 2560 mm coupée par une cisaille inclinée. Pendant l'opération, un tampon de 32 mm d'épaisseur est placé dans la cintreuse, puis la bande d'acier est roulée verticalement dans la machine. Le rouleau de l'axe supérieur est abaissé et roulé de façon répétée d'avant en arrière pour corriger le pliage à plat et éliminer la torsion partielle. Le degré d'abaissement du rouleau supérieur dépend de la correction, mais le tampon ne doit en aucun cas se courber vers le haut.
Figure 7 Méthode de correction des courbes plates
La condition préalable à l'utilisation de cette méthode est que le tampon soit assez épais, généralement entre 30 et 40 mm, et que la différence de rigidité entre le tampon et la plaque à corriger soit d'autant plus grande.
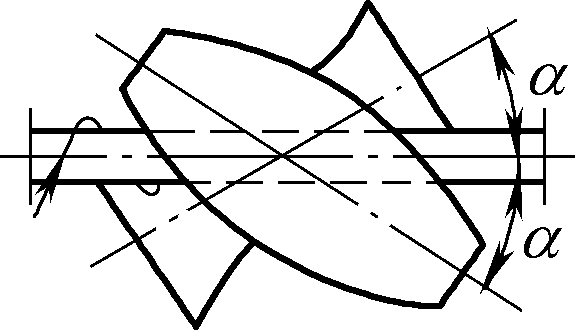
(8) Correction de la torsion sur une cintreuse à trois rouleaux
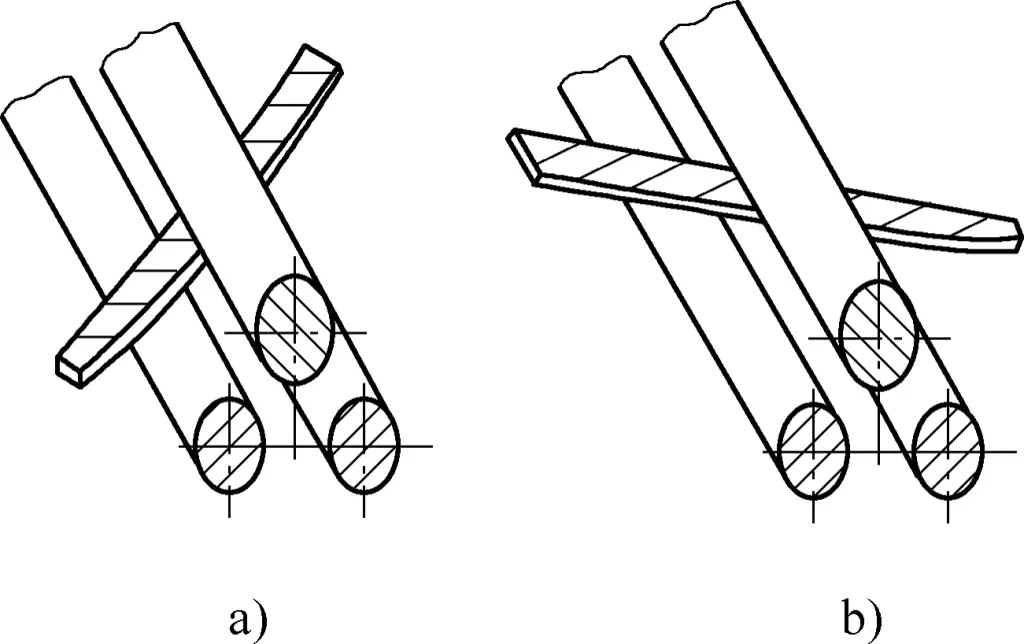
Lors de la correction de la torsion des bandes d'acier, la bande d'acier doit être placée à un certain angle par rapport au rouleau d'axe. En raison des différents degrés de torsion, l'angle d'inclinaison est difficile à déterminer à l'avance et est généralement ajusté en fonction de la pression appliquée et de l'effet de correction observé. Le processus de correction doit commencer par une pression légère et augmenter progressivement, en observant l'effet avant de procéder à une correction par lots. Un serrage excessif doit être évité, car il pourrait entraîner une torsion inverse, ce qui aggraverait la situation.
Les figures 8a et 8b montrent respectivement des méthodes de correction de bandes d'acier torsadées à droite et à gauche. L'effet de correction dépend de l'angle auquel le matériau est placé sur le rouleau d'axe, mais n'est pas lié à l'extrémité qui est alimentée en premier.
Figure 8 Méthode de correction de la torsion
Si un rembourrage est placé sous le matériau, il est impossible de corriger la torsion, car le rembourrage ne peut pas se plier vers le haut.
III. Correction des profils
La correction mécanique des tuyaux, des profilés en acier et d'autres profilés se fait principalement par correction à froid, ce qui implique l'utilisation de redresseurs de profilés à rouleaux multiples, d'étireurs de profilés et de presses.
1. Correction à l'aide d'un lisseur de profil à rouleaux multiples
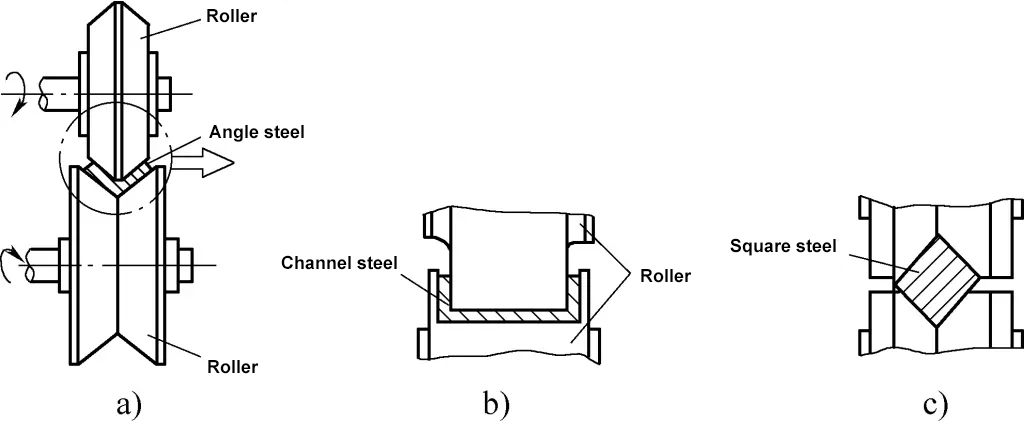
Le principe de fonctionnement d'une redresseuse de profilés à rouleaux multiples est similaire à celui d'une planeuse de feuilles. La différence réside dans le fait que le rouleau de correction est un rouleau à contour adapté, aligné sur la section transversale du profil à corriger, comme le montre la figure 9. Lorsque l'on corrige différents profils, il est possible d'utiliser des rouleaux aux contours différents.
Figure 9 Correction à froid des profils
a) Correction de la cornière b) Correction de l'acier de la voie ferrée c) Correction de l'acier carré
Selon un principe similaire à celui du planage des feuilles, les profilés passent par des rangées supérieures et inférieures de rouleaux et sont pliés à plusieurs reprises, ce qui permet d'étirer les fibres et d'obtenir une correction. Dans les machines à rouleaux droits, les lignes d'axe des rouleaux sont parallèles, ce qui leur permet de s'adapter à différents profils. Dans les machines à rouleaux inclinés, les contours des rouleaux sont hyperboliques et les rouleaux sont généralement disposés en groupes supérieurs et inférieurs (2 à 3 rouleaux par groupe), l'axe des rouleaux étant incliné. Cela induit un mouvement de rotation supplémentaire dans les matériaux ronds, ce qui renforce l'effet de correction et permet de corriger les tuyaux, les tiges et les fils.
2. Correction à l'aide d'un étireur de profilé
La déformation par flexion des profilés en acier et de diverses poutres soudées peut être corrigée en utilisant la méthode de flexion inverse à l'aide d'un étireur de profilé. La civière est disposée horizontalement et les pièces mobiles sont généralement à double tête (voir les figures du tableau 1).
Pendant l'opération, le profilé en acier est placé entre le support et le poussoir. La partie saillante est bloquée par le poussoir et pressée vers le support tout en se déplaçant sur la longueur. La position du support peut être réglée en actionnant le volant afin de s'adapter aux différents degrés de pliage du profilé en acier. Lorsque le poussoir est entraîné par le moteur pour se déplacer horizontalement d'avant en arrière, il applique périodiquement une poussée sur l'acier profilé en cours de correction, provoquant un pliage inverse pour atteindre l'objectif de la correction.
La position initiale du poussoir peut être réglée pour contrôler l'ampleur de la déformation. La table est équipée de rouleaux pour soutenir le profilé en acier et réduire les frottements lors de son mouvement de va-et-vient. La machine à redresser les profilés en acier peut également être utilisée pour plier les profilés en acier, ce qui en fait une machine à double usage, à la fois pour le pliage et la correction.
3. Redressement des profils à l'aide d'une presse
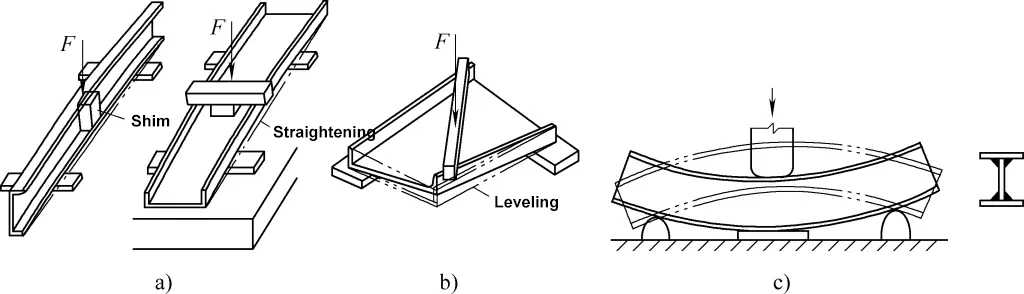
Le principe, la séquence et la méthode de redressage des profilés et de diverses poutres soudées à l'aide d'une presse sont les mêmes que pour les matériaux en plaques épaisses, mais pendant l'opération, la position de placement de la pièce, l'emplacement de la presse, l'épaisseur de la cale et la zone de placement doivent être raisonnablement définis en fonction de la taille et de la déformation de la pièce afin d'améliorer la qualité et la rapidité du redressage. La figure 10 montre un schéma de redressement de profilés métalliques à l'aide d'une presse.
Figure 10 Schéma du redressement de profilés métalliques à l'aide d'une presse
a) Redressement d'un coude en acier profilé b) Redressement par torsion d'un profilé en acier c) Redressement d'un coude de poutre en I
N'oubliez pas que le partage, c'est l'entraide ! : )
Le soudage peut créer des déformations résiduelles qui ont un impact sur l'intégrité structurelle. Comment corriger efficacement ces déformations ? Cet article explore diverses...