Dégagement des poinçons et matrices : Les secrets des pièces parfaites
Et si un minuscule écart pouvait faire ou défaire votre prochain projet de fabrication ? Dans le monde des poinçons et des matrices...
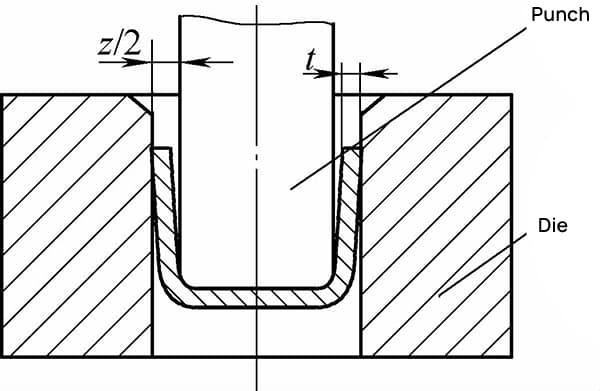
Le jeu entre le poinçon et la matrice dans l'emboutissage profond se réfère à la différence dimensionnelle latérale entre les deux, le jeu bilatéral étant désigné par z, comme le montre la figure 1.
Lorsque le jeu est faible, la rondeur de la pièce étirée est bonne, mais la force d'étirage est élevée, ce qui peut facilement entraîner une déchirure de la pièce et une usure importante de la matrice. Si le jeu est trop important, la force d'étirage est réduite et, bien que la durée de vie de la matrice soit prolongée, la pièce prend une forme tronconique.
Cela est dû au fait que, pendant le processus d'emboutissage, le bas de la pièce adhère toujours au poinçon, tandis que la bouche adhère à la matrice. Par conséquent, pour les pièces qui nécessitent une grande rondeur ou qui doivent s'emboîter, il convient de procéder à un examen détaillé et approfondi, en se référant à la courbe de déformation du matériau.
Une fois que le rapport t/D est déterminé, le fait que le flan se plisse ou non pendant le formage dépend de la force de maintien du flan et du rayon de la matrice.
Le jeu dans l'emboutissage ne doit pas être négatif. En effet, un jeu entre le poinçon et la matrice inférieur à l'épaisseur du matériau n'est pas en mesure d'empêcher la formation de plis. Si le matériau se plisse à l'étape de la bride et ne peut être lissé lors du passage sur le rayon de la matrice, cela ne fera qu'augmenter la résistance à l'écoulement du matériau de manière significative, ce qui entraînera la rupture de la pièce.
Pour les pièces hémisphériques, le jeu entre le poinçon et la matrice peut être considéré comme infiniment grand, ce qui confirme l'affirmation ci-dessus. D'un autre point de vue, les matrices d'emboutissage ordinaires n'ont pas de fonction de contrôle de l'épaisseur du matériau ; et si le jeu entre le poinçon et la matrice est inférieur à l'épaisseur du matériau, le matériau peut soit être piégé et étouffé dans le jeu, soit, dans les cas les plus graves, s'étirer et fissurer la matrice.
C'est pourquoi, dans la conception des matrices d'emboutissage, le jeu de chaque côté entre le poinçon et la matrice est généralement supérieur à l'épaisseur du matériau afin de réduire le frottement. La formule pour calculer le jeu z/2 de chaque côté est la suivante :
Dans la formule,
Tableau 1 : Profondeur Filière de dessin Coefficient de dégagement K
| Epaisseur du matériau : t/mm | Précision générale. | Emboutissage de précision | Emboutissage de précision | |
| Emboutissage en une étape | Emboutissage en plusieurs étapes | |||
| <0. 4 | 0. 07 ~ 0. 09 | 0. 08 ~ 0. 10 | 0. 04 ~ 0. 05 | 0 ~ 0. 04 |
| <1. 2 ~ 0. 4 | 0. 08 ~ 0. 10 | 0. 10 ~ 0. 14 | 0. 05 ~ 0. 06 | |
| <3 ~1. 2 | 0. 10 ~ 0. 12 | 0. 14 ~ 0. 16 | 0. 07 ~ 0. 09 | |
| ≥3 | 0. 12 ~ 0. 14 | 0. 16 ~ 0. 20 | 0. 08 ~ 0. 10 | |
Le principe de détermination du jeu doit tenir compte des effets des tolérances de la tôle ainsi que du phénomène d'épaississement au niveau du porte-éclat.
L'expérience de l'emboutissage profond de l'acier inoxydable indique qu'avec une filière d'emboutissage profond à opération unique, le coefficient d'emboutissage profond est d'environ 0,52, et l'épaississement au niveau du porte-plaquette n'est que de 2-3%. Cela s'explique par le fait que le matériau subit une déformation tangentielle compressive, ce qui entraîne un épaississement minimal.
Dans les produits de quincaillerie, seuls les récipients de liquides et de cosmétiques ont des exigences strictes en matière de rondeur de la pièce. Dans ces cas, des calculs précis et un contrôle strict du jeu et des tolérances de fabrication entre le poinçon et la matrice pour l'emboutissage sont nécessaires.
Pour les ustensiles de cuisine en acier inoxydable, l'intégrité de l'étanchéité de la pièce repose sur des joints en silicone spécialisés, d'où l'utilisation de la technologie de l'acier inoxydable. espace libre entre le poinçon et la matrice dans les moules d'emboutissage de pièces cylindriques est généralement fixé à 1,1 t ou plus. Dans l'emboutissage en plusieurs étapes, le jeu entre le poinçon et la matrice pour toutes les étapes, sauf la dernière, est généralement compris entre 1,1 et 1,5 tonne.
1) Pour toutes les opérations de dessin, à l'exception de la phase finale, la direction du dégagement n'est pas spécifiée.
2) En ce qui concerne la phase finale : lorsque les dimensions extérieures de la pièce doivent être précises, les dimensions de la matrice sont la norme et les dimensions du poinçon sont réduites par rapport à celles de la matrice pour obtenir le jeu nécessaire ; inversement, lorsque les dimensions intérieures de la pièce doivent être exactes, les dimensions du poinçon sont la norme et les dimensions de la matrice sont augmentées par rapport à celles du poinçon pour obtenir le jeu nécessaire.