Comparaison des presses plieuses hydrauliques et mécaniques
Lorsqu'il s'agit de la précision et de l'efficacité de la fabrication des métaux, le débat entre les presses plieuses hydrauliques et mécaniques est...

À première vue, les matrices de pliage semblent être des formes géométriques relativement régulières, beaucoup plus simples que les matrices d'emboutissage. Cependant, lorsque l'on examine les brochures des fabricants de matrices de pliage, on constate qu'elles sont souvent remplies de dizaines, voire de centaines de pages de détails techniques. Les schémas structurels semblent incroyablement complexes. Comment cela se fait-il ?

CNC commun presse plieuse L'outillage peut être classé en matrices supérieures (poinçons supérieurs) et inférieures (matrices inférieures), en plaques intermédiaires (également appelées pinces rapides, qui fixent le poinçon supérieur au coulisseau de la presse plieuse), en rails de guidage (également appelés porte-matrices, reliés aux matrices inférieures) et en blocs d'espacement (également appelés sièges de matrices inférieures, reliés à la table de travail de compensation mécanique et installés sur le support de la presse plieuse).
Les vérins des presses plieuses traditionnelles sont à mouvement supérieur, ce qui signifie que le poinçon supérieur est la matrice active, qui exerce une pression sur la tôle dans la cavité de la matrice inférieure ; la matrice inférieure reste stationnaire, soutenant la tôle en tant que matrice passive.
Lecture connexe : Calculateur de tonnage des presses plieuses
Outillage de presse-plieuse est généralement divisée en deux catégories : les matrices standard et les matrices spéciales.
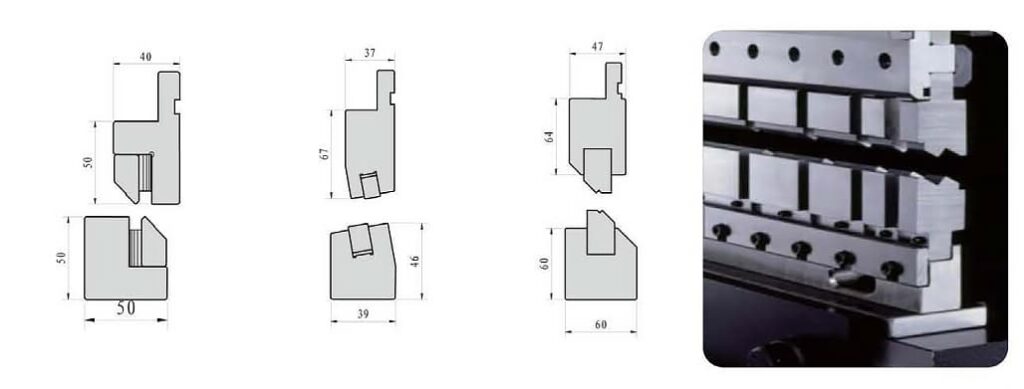
En termes de forme, les matrices supérieures peuvent être classées en poinçons standard, poinçons à rayon, poinçons à col de cygne (les plus courants) et matrices de formage.

Les matrices supérieures typiques ont des angles de 30 degrés, 60 degrés et 78 à 88 degrés, tandis que les rainures des matrices inférieures sont approximativement à 30 degrés, 60 degrés et 80 à 90 degrés ; les poinçons à rayon sont conçus en fonction du rayon et de la longueur de l'arc de la pièce ; les poinçons à col de cygne sont principalement utilisés pour les pièces en forme de U ou pour éviter les interférences dans les courbes multiples.
Les matrices inférieures standard peuvent être divisées en fonction du nombre de rainures : matrices en V simple, matrices en V double et matrices en V multiple.
Les matrices en V simple et double ont une ou deux rainures sur leur surface et sont couramment utilisées pour le pliage de précision sur les presses plieuses CNC de taille moyenne et petite.
Une norme courante est la matrice concentrique en double V, où la distance entre l'axe des deux ouvertures en forme de V et l'axe de la fente du rail de guidage située en dessous est égale.
L'avantage de cette conception est que, par exemple, pour passer d'une rainure V8 à une rainure V12 sur le même plan, il suffit de sortir la matrice le long du rail de guidage, de la retourner et de la réinsérer dans le rail pour passer à la rainure V12.
La matrice s'aligne automatiquement et le changement peut être effectué en quelques secondes, ce qui est également pratique pour éviter les interférences pendant le pliage.
Les matrices inférieures multi-V peuvent être des matrices multi-V à deux faces ou des matrices multi-V à quatre faces, plus courantes, avec plusieurs rainures de tailles ou de formes différentes sur chacune des quatre surfaces, adaptées à une utilisation polyvalente et au pliage de tôles de différentes épaisseurs.

Lors du changement de rainure, il faut tourner les vis pour faire pivoter la matrice et la recentrer. Cette technique est généralement utilisée pour les grandes presses plieuses et les machines de pliage conventionnelles.
En outre, il existe des matrices inférieures à ouverture réglable, dont la taille de la rainure peut être ajustée en fonction des besoins du client. Ces matrices sont dotées de diverses méthodes de réglage et structures de verrouillage, notamment des matrices inférieures réglables semi-automatiques avec des ouvertures à crémaillère, des matrices inférieures réglables automatiques avec des ouvertures à cale, des matrices inférieures réglables insérables et des matrices inférieures réglables par cale, qui peuvent toutes être ajustées pour répondre aux besoins des clients.
Les matrices spéciales sont principalement utilisées pour former des pièces de forme spéciale, telles que l'expansion de tuyaux, le préformage de tuyaux en acier et d'autres applications uniques, similaires aux matrices d'emboutissage. Parmi les matrices de cintrage, la structure des matrices spéciales est la plus complexe. Elles sont généralement disponibles sous forme monolithique et modulaire.
Les filières monolithiques sont plus coûteuses à fabriquer et sont généralement utilisées pour les filières de petite et moyenne taille. En revanche, les matrices modulaires sont souvent utilisées pour les matrices de grande taille et structurellement complexes, car elles présentent des coûts de fabrication segmentés relativement moins élevés et un meilleur contrôle de la précision.
D'un point de vue fonctionnel, l'outillage de la presse plieuse peut être classé en deux catégories : les matrices à usage unique et les matrices à usage multiple. Les matrices à usage unique ne peuvent produire que des pièces d'une forme spécifique, tandis que les matrices à usage multiple peuvent traiter des formes variées.
Par exemple, une matrice polyvalente peut d'abord plier un angle aigu, puis former les bords d'une boîte à l'aide d'une bride. Certaines matrices peuvent être démontées et réassemblées, ce sont les matrices composées, notamment les matrices à décalage (utilisées pour former des pièces en forme de Z) et les matrices à double bride. Ces matrices polyvalentes augmentent la flexibilité de la production et conviennent au traitement de diverses formes de pièces.
Du point de vue de l'économie et de la faisabilité technique, les matrices de pliage sont flexibles et rentables. Elles conviennent au pliage de petits lots de pièces variées ainsi qu'à la production à grande échelle de produits en tôle unique.
Principalement utilisées pour plier les angles droits, les angles aigus et les angles arrondis dans les structures en tôle, les matrices de pliage sont polyvalentes, plusieurs matrices courtes pouvant être combinées pour former une matrice longue.
Par rapport aux matrices d'emboutissage, elles présentent des coûts de conception et de fabrication relativement moins élevés et des cycles de production plus courts.
Au cours du processus de pliage, en raison de la manipulation de tôles d'épaisseurs variables, de bords différents, de tailles d'angles et d'ouvertures de rainures en V, les matrices de pliage doivent être changées fréquemment. Il est donc nécessaire de changer rapidement de matrice et d'étalonner rapidement les points centraux de la matrice.
Contrairement à l'emboutissage, les matrices de pliage nécessitent un positionnement précis de la tôle par rapport à la matrice avant la fermeture, grâce à un mécanisme de butée arrière. En outre, pendant le pliage, la répartition de la force est inégale entre les extrémités et le centre du coulisseau, ce qui peut entraîner un retour élastique, d'où la nécessité d'une table de travail de compensation pour ajuster la déflexion du pliage.
Les matrices de pliage sont donc plus complexes que les matrices d'emboutissage standard. Cette complexité explique pourquoi certains manuels techniques sur les matrices de pliage sont si complets, car ils doivent prendre en compte un large éventail de modèles courants et de matrices spécifiques à chaque fabricant.
Les matrices de pliage, l'un des éléments les plus importants en contact avec la tôle, sont soumises à des pressions et à des frottements continus. La pression et la température localisées peuvent être extrêmement élevées, ce qui entraîne une usure de la surface de la matrice.
Les critères d'évaluation des matrices de cintrage sont multiples : coût, sophistication de la conception, complexité, précision de la planéité et de la concentricité des matrices supérieure et inférieure, ainsi que rugosité de la surface de la cavité de la matrice.
Les autres facteurs comprennent la durée de vie, la durabilité, la résistance à l'usure, la résistance à la corrosion, la sécurité, la difficulté de fabrication, l'interchangeabilité entre les différentes marques de cintreuses et la facilité d'entretien. La sélection est adaptée pour répondre aux diverses exigences des produits des clients.
Par exemple, les matrices de pliage de précision doivent présenter une planéité élevée (0,02 mm par mètre) et une précision d'alignement central (±0,01 mm). Obtenir un alignement parfait et un pliage sans plis lors du pliage d'une feuille de papier est déjà un défi dans la vie quotidienne.
Pouvez-vous le plier pour lui donner la forme souhaitée selon le dessin ? Comment éviter de mal plier des formes complexes ? L'angle restera-t-il constant après le cintrage, sans revenir en arrière ? Compte tenu de l'usure inévitable des matrices de pliage, pouvez-vous garantir l'uniformité du premier au millième pli ? La complexité de la fabrication des matrices de précision est donc évidente.
Bien que la forme des matrices de pliage puisse sembler simple, le processus de fabrication est complexe et comprend des étapes telles que le découpage, le forgeage, le revenu, l'usinage de précision, l'inspection, la trempe, le recuit, le conditionnement, le meulage grossier, le meulage fin, l'inspection supplémentaire et, enfin, l'emballage en vue de la livraison. Presque toutes les étapes nécessitent d'excellents équipements et techniques pour garantir la qualité finale.
Divers matériaux sont utilisés pour fabriquer les outils de presse plieuse, notamment l'acier, les carbures cémentés, les carbures cémentés liés à l'acier, les alliages à base de zinc, les alliages à bas point de fusion, les polymères, et bien d'autres encore. L'acier est le matériau de prédilection, le type spécifique étant choisi en fonction des exigences de l'application et des considérations de coût.
Les matériaux utilisés pour l'outillage des presses plieuses doivent présenter une grande solidité, une grande ténacité et une grande résistance à l'usure. Pour l'outillage standard, des matériaux tels que l'acier 45#, l'acier à outils au carbone T8, T10 ou T10A sont couramment utilisés.
Bien que ces matériaux puissent subir une déformation importante après la trempe et que leur capacité de charge soit légèrement inférieure, ils offrent un excellent rapport qualité-prix.
Pour les outils de haute précision répondant à des exigences plus strictes, le 42CrMo est souvent choisi pour sa résistance et sa ténacité supérieures.
Pour les applications encore plus exigeantes, l'acier à outils Cr12MoV à haute teneur en carbone et en chrome est sélectionné. Il est idéal pour les utilisations à haute fréquence, le pliage de grandes surfaces de section transversale et les pièces complexes.

Chaque jeu d'outils de cintrage a sa limite de pression maximale, généralement indiquée comme la pression maximale par mètre, par exemple 300 tonnes/mètre, indiquant le seuil de pression à ne pas dépasser.
Les longueurs standard et segmentées de l'outil supérieur pour presse plieuse conçu par Alliance Tooling sont compatibles avec les dimensions des presses plieuses courantes sur le marché. Les spécifications spécifiques sont les suivantes :
(1) Longueurs standard pour la matrice supérieure : 835mm, 515mm, 595mm, 415mm
Longueurs segmentées pour la filière supérieure :
(2) Longueurs standard pour la matrice inférieure : 835mm, 515mm, 595mm, 415mm
Longueurs segmentées pour la filière inférieure :
Bien que l'outillage soit vendu comme un ensemble complet, il peut être divisé en plusieurs segments pour répondre aux besoins des clients.

Le processus d'élaboration d'une matrice de pliage personnalisée implique généralement la collecte des informations suivantes :
Un dessin complet de la pièce à plier et un dessin local détaillé de la section à plier, y compris les éléments suivants rayon de courbureLe type et le modèle de l'équipement mécanique utilisé pendant le processus de pliage, y compris la pression de traitement maximale, la longueur de la table de travail, les méthodes de serrage des matrices supérieures et inférieures et la hauteur de fermeture de la matrice, ainsi que toute autre exigence particulière.
Notre équipe technique se consacre à fournir à nos clients des services de consultation, en leur proposant des solutions, des informations et une assistance technique pour résoudre des problèmes techniques complexes. Ce n'est qu'en comprenant parfaitement les besoins des clients que nous pouvons fournir des solutions personnalisées en matière de matrices de cintrage.
Pour résoudre le problème du frottement de glissement entre la pièce à usiner et la fente du moule pendant le processus de pliage avec les moules de pliage traditionnels, qui entraîne des abrasions sur la face extérieure, les entreprises de fabrication de moules ont activement poursuivi le développement de structures de moules sans marques.
Cette conception innovante vise à réduire ou à éliminer les marques créées sur les pièces pendant le processus de pliage, en particulier sur les surfaces extérieures. L'utilisation de diverses structures de moules sans marques a permis d'améliorer la qualité de la surface des pièces pendant le cintrage, ce qui a amélioré l'aspect général et la texture des produits.
Le premier type est la matrice inférieure sans marque à rouleaux.

En remplaçant les coins arrondis de la fente de la matrice de cintrage par une structure à rouleaux, le rouleau tourne lorsqu'il est entraîné par la pièce pendant le cintrage. Il en résulte un frottement de roulement sur la face extérieure de la pièce, ce qui réduit efficacement les marques d'abrasion.
En outre, les rouleaux fabriqués à partir de matériaux à dureté élevée augmentent considérablement la durée de vie du moule, ce qui en fait le type de moule sans marque le plus couramment utilisé. Cette conception innovante améliore non seulement la qualité de la surface des produits, mais aussi la durabilité du moule, ce qui améliore considérablement l'efficacité du processus de pliage et la qualité des produits finis.
Le deuxième type est la matrice inférieure sans marque, de type plateau rotatif.

Sa structure comporte des plateaux tournants symétriques à gauche et à droite au lieu d'une rainure en V intégrale fixe. Pendant le processus de pliage, la pièce et les plateaux tournants ne glissent pas l'un par rapport à l'autre, ce qui élimine complètement les marques et les abrasions qui pourraient se produire.
Le moule inférieur rotatif sans marque présente plusieurs avantages : une structure modulaire, une fabrication de précision, une grande précision du moule ; il empêche la formation de marques de pliage traditionnelles ; il évite d'endommager le moule lors du pliage de plaques découpées au laser ; il permet un pliage des bords ultra-courts ; et il empêche la déformation lors du pliage à proximité de trous ou de fentes.
Adapté au pliage de l'acier inoxydable à finition miroir, des plaques d'aluminium et d'autres plaques esthétiquement décoratives exigeant une qualité de surface élevée, le moule inférieur rotatif de type plaque basculante optimise considérablement la qualité de surface des produits pliés.
Le troisième type est la matrice inférieure sans marque en polyuréthane.
Cette conception implique l'utilisation d'une structure en polyuréthane pour la matrice inférieure de la cintreuse. Elle permet d'éliminer complètement les marques sur le côté extérieur de la pièce, bien qu'elle présente quelques difficultés dans le contrôle de l'angle de pliage. Par conséquent, cette structure convient principalement aux scénarios de cintrage où la précision des dimensions de cintrage n'est pas critique.
Malgré les difficultés liées au contrôle de l'angle de pliage, cette conception sans marque offre un support plus souple pour des pièces spécifiques, évitant ainsi la création de marques sur la face extérieure et offrant une autre solution pour des besoins de pliage spécifiques.