Guide essentiel des machines et techniques de cintrage de tuyaux
Pourquoi les cintreuses de tuyaux sont-elles essentielles dans toutes les industries ? Ces machines, essentielles pour façonner les tuyaux, existent en différents types, tels que les cintreuses hydrauliques, les cintreuses à commande numérique et les cintreuses multimodes, chacune d'entre elles étant adaptée à des besoins de cintrage différents. De l'automobile à l'aérospatiale, comprendre leur fonctionnement permet d'optimiser l'efficacité et la précision des processus de fabrication. Plongez dans ce guide pour explorer les mécanismes, les types et les applications des cintreuses de tuyaux, et découvrez comment elles peuvent améliorer vos capacités de production.
Dernière mise à jour :
28 juin 2024
Partagez vos appréciations :
Table des matières
Il existe de nombreuses méthodes et dispositifs de cintrage des tuyaux. Selon que la zone de déformation est ou non directement affectée par un moule, on distingue le cintrage avec moule et le cintrage sans moule. En fonction de la température de cintrage, on distingue le cintrage à froid et le cintrage à chaud. Les méthodes courantes de cintrage à froid comprennent le cintrage par pression, le cintrage par roulage, le cintrage par enroulement et le cintrage par extrusion.
Le cintrage par pression (push) est réalisé par le cintrage latéral du plastique sur une machine de cintrage par pression ou push ; le cintrage par roulage est réalisé par l'ajout de moules sur une machine de cintrage par roulage. machine à laminer les plaques ou par cintrage plastique latéral point par point sur une cintreuse de profilés ; le cintrage par extrusion est réalisé par cintrage sur une presse ou une machine d'extrusion spécialisée ; le cintrage par enroulement est réalisé sur une cintreuse de tubes verticale ou horizontale par cintrage avec une certaine force de traction.
Les principales méthodes de cintrage à chaud des tuyaux comprennent le cintrage à moyenne fréquence et le cintrage à la flamme, qui est un processus de chauffage, de cintrage et de refroidissement continus des tuyaux sur un équipement spécialisé. En fonction de la forme de la force appliquée pendant le cintrage, on peut distinguer le cintrage par traction et le cintrage par poussée. En outre, le cintrage sans moule au laser peut être réalisé en contrôlant la contrainte thermique par un chauffage transitoire localisé à l'aide de lasers.
Le cintrage par enroulement sur des cintreuses de tubes est largement utilisé dans des industries telles que les chaudières, la construction navale, l'automobile et l'aérospatiale en raison de la précision de son formage, de son faible encombrement et de sa facilité de mise en œuvre. rayon de courbureLa machine à cintrer les tubes est conçue pour offrir des angles de cintrage de plus de 180 degrés, une résistance à la formation de plis, une capacité de cintrage en continu et une facilité d'intégration de la commande numérique. Seule la machine à cintrer les tuyaux par enroulement et tirage (ci-après dénommée machine à cintrer les tuyaux) est présentée ci-dessous.
I. Principe du processus de cintrage des tuyaux
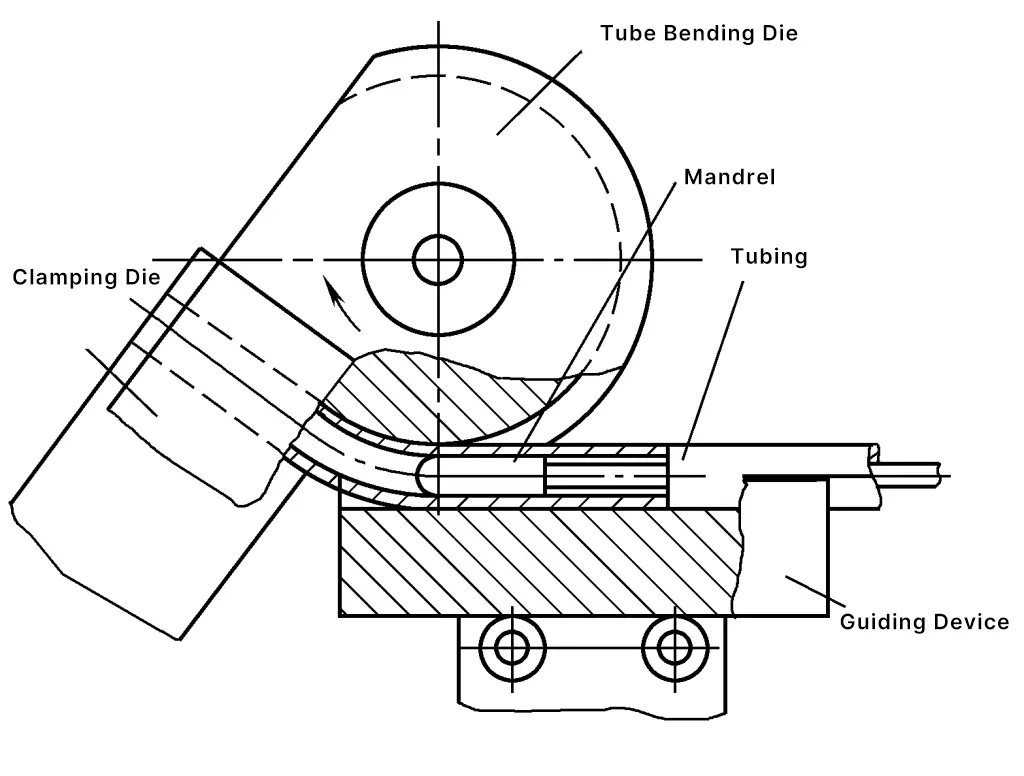
Comme le montre la figure 1, la matrice de cintrage de tuyaux avec une rainure semi-circulaire est mise en rotation par un cylindre hydraulique à travers un pignon, une chaîne et un arbre principal. Le tube est placé à l'intérieur de la matrice de cintrage et serré par la matrice de serrage. Un dispositif de guidage (rouleau ou rainure) est utilisé pour presser la surface extérieure du tuyau dans la zone de déformation.
Figure 1 Principe de fonctionnement de la cintreuse de tubes
Une tête de mandrin installée sur le dispositif de mandrin s'étend dans le trou intérieur du tuyau, situé au niveau de la ligne centrale de la matrice de cintrage ou légèrement en avant de celle-ci. Lorsque le tuyau est serré par la matrice de serrage et tourne avec la matrice de cintrage, il se plie étroitement contre la matrice de cintrage.
Lorsque le tube a des diamètres et des rayons de courbure différents, une matrice de cintrage différente est nécessaire. L'angle de cintrage du tuyau est contrôlé par un bloc d'arrêt mécanique (ou un affichage numérique), et lorsque la matrice de cintrage tourne jusqu'à un certain angle, elle frappe le bloc d'arrêt (ou le programmateur) qui envoie une commande pour arrêter le cylindre hydraulique, arrêtant ainsi la matrice de cintrage et achevant le cintrage requis du tuyau.
II. Formes et structures des cintreuses de tubes
Les formes courantes de cintreuses de tuyaux comprennent principalement : les cintreuses hydrauliques (planaires), les cintreuses CNC (tridimensionnelles, monomodes) et les cintreuses CNC bimodes (ou multimodes). Il existe également des cintreuses à poussée CNC, des cintreuses de tubes à double tête CNC, des cintreuses de tubes en serpentin CNC et des cintreuses d'agencement de tubes.
1. Structure de la cintreuse hydraulique de tubes (planaire)
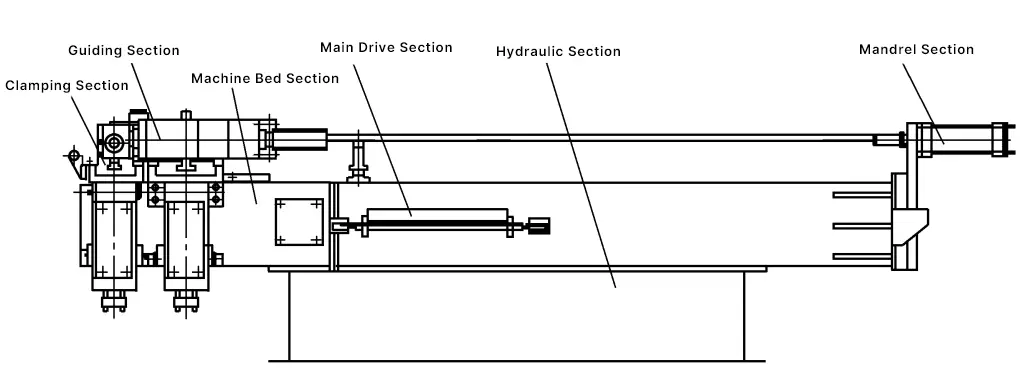
La figure 2 montre la composition structurelle de la cintreuse hydraulique (planaire). La machine se compose d'un banc, d'un entraînement principal, d'un système de serrage, d'un système de guidage, d'un mandrin et de systèmes de commande électriques et hydrauliques. Elle est généralement utilisée pour cintrer des formes de tubes planes bidimensionnelles avec un seul rayon de courbure. Avec des dispositifs auxiliaires supplémentaires, elle peut également cintrer des formes de tuyaux spatiales.
Figure 2 Composition structurelle de la cintreuse hydraulique de tubes
2. Structure de la cintreuse de tubes CNC (tridimensionnelle, monomode)
Ce type de machine peut cintrer des tubes à rayon de courbure unique dans un espace tridimensionnel, et sa composition structurelle comprend la structure de base de la cintreuse hydraulique de tubes susmentionnée. En outre, sa structure la plus typique est que la machine possède trois axes de coordonnées de mouvement : l'axe Y pour la distance d'alimentation linéaire, l'axe B pour l'angle de rotation de l'espace du tube et l'axe C pour l'angle de cintrage du plan du tube.
Les trois axes de coordonnées sont contrôlés avec précision par un ordinateur, les axes Y et B étant entraînés et contrôlés par des servomoteurs à courant alternatif ou des servomoteurs hydrauliques. L'axe C est entraîné et contrôlé par une servovalve électrohydraulique. Les cintreuses de tubes CNC plus petites ont les trois axes commandés par des servomoteurs électriques.
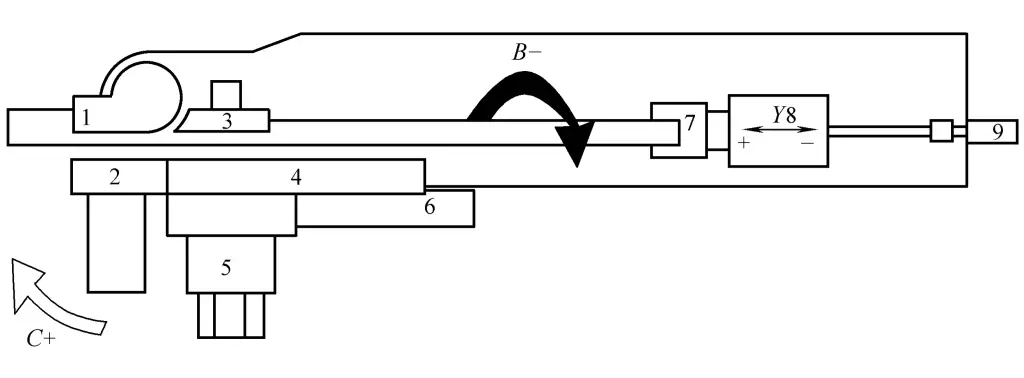
La figure 3 montre les positions d'assemblage des axes de coordonnées de mouvement et des moules de la cintreuse de tubes à commande numérique. Le système de cintreuse de tubes à commande numérique comporte un terminal d'affichage à écran tactile qui peut saisir et afficher diverses données et commandes relatives à la cintreuse de tubes. L'écran peut changer d'état de fonctionnement et possède d'importantes capacités d'édition, ce qui permet aux opérateurs de sélectionner et d'appeler librement diverses vitesses de mouvement pour chaque axe de coordonnées de mouvement et de les stocker en mémoire.
Figure 3 Schéma des axes de coordonnées de mouvement et des positions d'assemblage du moule de la cintreuse de tubes CNC
1-Moule de pliage 2 pinces 3-Plaque antirides 4-Plaque de guidage Curseur à 5 guides Bloc 6 cylindres 7-Collet 8-Trolley Vérin hydraulique à tige 9-corps
Les bonnes capacités d'édition de la machine permettent à l'opérateur d'ajouter ou de modifier les données du tube dans le programme. La compensation du retour élastique qui se produit pendant cintrage de tubes est possible. L'ordinateur est également doté de verrous de sécurité et de fonctions de diagnostic, qui verrouillent automatiquement la machine et affichent les résultats du diagnostic en cas d'erreurs de fonctionnement ou d'autres problèmes.
3. Structure de la cintreuse de tubes CNC (3D à double mode ou à mode multiple)
Ce type de machine peut cintrer des tubes avec deux ou plusieurs rayons de courbure dans l'espace.
Outre les caractéristiques structurelles des cintreuses de tubes à commande numérique et hydrauliques, elle ajoute les mouvements de l'axe X et de l'axe Z. L'axe X modifie le rayon de cintrage par un mouvement latéral de la tête de cintrage ou de la contre-pointe d'alimentation. L'axe X modifie le rayon de cintrage par un mouvement latéral de la tête de cintrage ou de la charge d'alimentation. L'entraînement et la commande de l'axe X sont assurés par un servomoteur à courant alternatif.
Axe Z - un axe de levage vertical. Le noyau, les manchons se déplacent de haut en bas pour se positionner sur les moules utilisés lors du cintrage. Entraînement par servo hydraulique ou servo électrique.
III. Paramètres de la cintreuse de tubes
Les paramètres de la cintreuse hydraulique et de la cintreuse CNC sont appliqués conformément aux normes JB/T2671.1-1998 "Paramètres de la cintreuse de tubes" et JB/T5761-1991 "Paramètres de la cintreuse CNC".
Imaginez une révolution dans la façon de cintrer les tuyaux, en repoussant les limites de l'efficacité et de la précision. La nouvelle génération de cintreuses de tubes...
Le cintrage des tubes peut être un processus délicat, qui entraîne souvent des défauts tels que le retour élastique, les plis, les fissures, etc. Comment ces...
Vous êtes-vous déjà demandé comment les objets de tous les jours acquièrent leurs formes uniques ? Des canettes de soda aux pièces de voiture, le pliage du métal est...
I. Connaissances de base du processus 1. Connaissances de base du processus de correction Lors des travaux de maintenance et d'installation des équipements, certaines pièces subissent souvent des déformations...
Comment transformer des tubes et des profilés rigides en formes précises utilisées dans les secteurs de la construction, de l'automobile et de l'aérospatiale ? Cet article...
Imaginez la transformation d'une feuille de métal plate et banale en un élément structurel essentiel aux courbes précises. Cette magie de la manipulation des matériaux...
En quoi les tubes sans soudure et les tubes soudés diffèrent-ils en termes d'applications et d'avantages ? Du transport des fluides aux composants structurels, chaque type a...