Guide essentiel des machines à cisailler : Types, utilisations et autres
Comment découper efficacement des tôles avec précision et facilité ? La réponse se trouve dans la cisaille polyvalente. Ce guide présente les différents types de cisailles, leurs utilisations et leurs paramètres techniques. Vous découvrirez le fonctionnement de ces machines, de la cisaille à lame plate à la technologie CNC, ce qui vous permettra de mieux comprendre les processus de coupe des métaux. Que vous travailliez dans le secteur de la fabrication, de la construction ou de la métallurgie, cet article vous fournit des informations essentielles pour choisir la cisaille la mieux adaptée à vos besoins.
Dernière mise à jour :
28 juin 2024
Partagez vos appréciations :
Table des matières
Dans les secteurs industriels qui utilisent beaucoup de tôles, il est nécessaire de couper les tôles en fonction des dimensions requises, ce qui fait de la cisaille l'équipement de coupe de tôles le plus utilisé dans divers secteurs industriels.
Ces dernières années, la recherche et la production de cisailles en Chine se sont développées rapidement, avec des mises à jour continues de la structure et une gamme progressivement complète de variétés et de spécifications. De la plus petite à la plus grande, la taille de cisaillement de 1mm×1000mm à 40mm×4000mm a formé une série complète de normes de paramètres de machines de cisaillement, la plus grande spécification ayant produit une machine de cisaillement à transmission mécanique de 50mm×3200mm.
Pour répondre aux besoins spécifiques de l'industrie, des cisailles larges de 13 mm × 16 000 mm et des cisailles à rouleaux de 25 mm × 12 000 mm ont été produites, et le niveau de conception et de fabrication a été continuellement amélioré. Outre le développement de la transmission mécanique pour les cisailles de petite et moyenne taille en fonction des besoins des utilisateurs, depuis les années 1960, la transmission hydraulique a été progressivement adoptée pour les cisailles de moyenne et grande taille.
En outre, les machines à cisailler les poutres oscillantes, les machines à cisailler droites et biseautées à deux fins et les machines à plier et à cisailler les tôles ont toutes été développées en conséquence, et leurs structures sont continuellement améliorées pour accroître la précision de cisaillement et le niveau d'automatisation, afin d'étendre leur gamme d'utilisation et d'améliorer l'efficacité de la production.
I. Utilisation et classification des machines à cisailler
Les machine à cisailler appartient à la catégorie des cisailles à ligne droite, principalement utilisées pour cisailler les bords droits de tôles de différentes tailles. Le dispositif de butée arrière ou avant permet de cisailler la tôle à une longueur fixe. Lorsque la plaque de butée arrière est soulevée, il est possible de cisailler la tôle à n'importe quelle longueur. La majeure partie du corps de la machine est équipée d'une gorge, dans la profondeur de laquelle de larges bandes peuvent être cisaillées en continu.
Le dispositif de cisaillement en angle placé sur l'établi peut cisailler la tôle en angle, de sorte que les machines de cisaillement sont utilisées partout où des tôles sont produites ou utilisées, comme dans le laminage de l'acier, les automobiles, les avions, les navires, les tracteurs, les véhicules de locomotive, les ponts, les appareils électriques, les instruments, les chaudières, les récipients sous pression et d'autres secteurs industriels, sans aucune exception.
Il existe de nombreux types de machines à cisailler, qui peuvent être divisés en fonction de leur utilisation et de leur type de structure :
1. Machine à cisailler les lames plates
La qualité du cisaillement est relativement bonne, avec peu de déformation en torsion. La transmission mécanique est plus courante et est surtout utilisée pour les petites machines de cisaillement.
2. Machine à cisailler à lame inclinée
Comprend les machines de cisaillement à guillotine et les machines de cisaillement à poutre oscillante. La qualité de cisaillement est moins bonne que la première, avec une déformation en torsion, mais la force et la consommation d'énergie sont inférieures à celles de la première, ce qui convient aux machines de cisaillement de taille moyenne et grande. Le système de transmission principal utilise la transmission hydraulique et la transmission mécanique. Les types de rails de guidage comprennent les rails de guidage coulissants et les rails de guidage roulants. Cette forme structurelle est la plus produite et la plus utilisée.
La machine à cisailler les poutres pivotantes se divise en deux types : le type de cisaillement droit et le type de cisaillement droit et incliné, ce dernier étant principalement utilisé pour cisailler les biseaux de soudure à 30°. Le système de transmission principal comprend une transmission hydraulique et une transmission mécanique, la première étant la plus utilisée.
3. Machine à cisailler polyvalente
Machine à plier et à cisailler les plaques, c'est-à-dire que les deux processus peuvent être réalisés sur la même machine, la partie inférieure de la machine effectuant le cisaillement des plaques et la partie supérieure le pliage, et certaines machines effectuent le cisaillement à l'avant et le pliage des plaques à l'arrière.
Machine à cisailler les plaques et les profilés, c'est-à-dire que sur les porte-outils supérieur et inférieur de la machine à cisailler, un côté est équipé d'une lame pour cisailler les plaques, et l'autre côté est équipé d'une lame pour cisailler les profilés.
4. Machine à cisailler spéciale
Les cisailles pneumatiques sont principalement utilisées sur les lignes de cisaillement, avec une vitesse rapide et un grand nombre de cisailles. Les cisailles à pied sont utilisées pour cisailler les plaques minces et étroites. Dans la machine à cisailler à lame oblique, la transmission mécanique peut être divisée en transmission par engrenage et transmission par vis sans fin.
Selon le type de vilebrequin, on distingue la transmission par vilebrequin long (ou arbre excentrique) et la transmission par arbre excentrique à coude vertical. En ce qui concerne la transmission mécanique descendante, on distingue la transmission par l'arbre inférieur et la transmission par l'arbre latéral. En ce qui concerne la transmission hydraulique, il existe un cylindre unique, deux cylindres en série et deux cylindres en parallèle, etc.
5. Machine à cisailler CNC
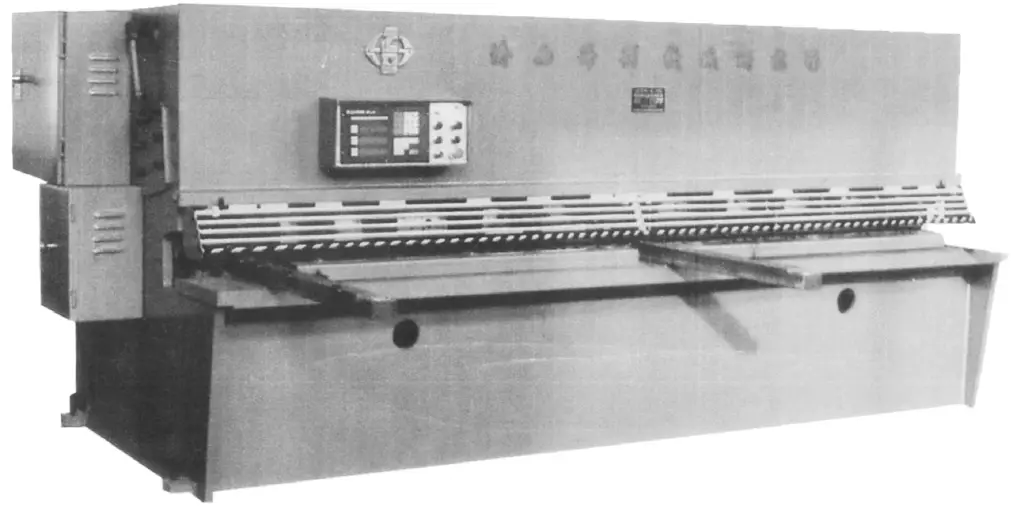
La machine à cisailler CNC est illustrée à la figure 1. Elle est généralement basée sur le corps d'une guillotine ou d'une machine de cisaillement à poutre oscillante commune, équipée d'un système de contrôle de positionnement automatique rapide pour la butée arrière, entraînée par un servomoteur CA et un dispositif d'entraînement à vitesse variable à transmission par vis à billes, garantissant la précision de la taille de la butée arrière, améliorant la précision du cisaillement et l'efficacité de la production.
Figure 1 Schéma de la machine à cisailler CNC
Le système CNC utilisé peut programmer le contrôle de la butée arrière, de l'écart entre les lames et de l'angle de cisaillement, et peut être équipé d'un dispositif d'affichage électronique. Un dispositif d'alignement laser est placé à l'avant de la machine-outil, ce qui permet de concentrer le faisceau et de le rendre plus clair.
Certaines cisailles à commande numérique suppriment le dispositif de butée arrière et disposent d'une table d'alimentation avant à commande numérique devant la cisaille hydraulique à poutre oscillante. Le matériau à cisailler est placé sur la table d'alimentation, serré par des pinces hydrauliques, alimenté automatiquement, positionné automatiquement selon les paramètres programmés et coordonné avec le mouvement du porte-outil supérieur de la machine à cisailler pour un cisaillement à positionnement unique ou un cisaillement automatique continu, ce qui peut grandement améliorer la précision du cisaillement et réduire l'intensité de la main-d'œuvre.
La machine à cisailler CNC peut être équipée de rouleaux aspirants électromagnétiques et de dispositifs d'empilage pour réaliser l'automatisation du déchargement des matériaux. Le système de contrôle utilise un système CNC spécial pour les machines à cisailler, avec une programmation simple, des performances stables et fiables, des fonctions complètes et un fonctionnement pratique.
II. Paramètres techniques de la machine à cisailler
Le modèle de la machine de cisaillement est établi conformément à la "méthode de préparation des modèles de machines de forgeage", les principaux paramètres étant représentés par l'épaisseur de cisaillement × la largeur de la plaque. Les paramètres de série de l'épaisseur de cisaillement sont basés sur les séries de numéros préférés R5 et R10, en tenant compte des normes d'épaisseur des plaques d'acier produites en Chine.
La largeur de cisaillement est déterminée en fonction de la largeur standard des plaques d'acier produites, combinée aux exigences de l'usine utilisatrice et à la situation des séries de machines à cisailler similaires à l'étranger. Les normes relatives aux paramètres techniques des cisailles établies dans notre pays sont présentées dans le tableau 1.
Tableau 1 Paramètres de base de la machine à cisailler
Épaisseur cisaillable t/mm
Largeur de cisaillement b/mm
Angle de cisaillement nominal α
Nombre de coups / (fois/min)
Fonctionnement à vide
Chargement complet
1
1000
1°
100
40
1250
2.5
1250
1°
65
30
1600
2000
2500
3200
4
2000
1°30′
60
22
2500
3200
55
20
4000
6
2000
1°30′
50
18
2500
3200
14
4000
5000
-
12
6300
8
2000
1°30′
50
14
2500
3200
45
12
4000
5000
-
10
6300
10
2000
2°
45
12
2500
3200
40
10
4000
5000
-
8
6300
12
2000
2°
40
10
2500
3200
35
8
4000
5000
-
6300
16
2000
2°30′
30
8
2500
3200
4000
5000
-
6
6300
20
2000
2°30′
20
6
2500
3200
4000
5000
-
5
6300
25
2000
3°
20
5
2500
3200
4000
5000
-
4
6300
32
2500
3°30′
15
4
3200
4000
5000
-
3
6300
40
2500
3°30′
15
3
3200
4000
Remarque :
1. Le matériau de la plaque sélectionnée doit avoir une valeur σ b ≤ 450MPa.
2. Pour les machines à cisailler à transmission hydraulique, seul le nombre de courses à pleine charge est spécifié.
3. La profondeur de la gorge doit généralement être choisie entre 0, 100, 300 et 500 mm.
Il existe de nombreux fabricants de machines à cisailler en Chine, et chaque fabricant, en fonction des normes de paramètres de base fixées par le pays, combinées aux caractéristiques de la structure du produit de leur propre usine et aux besoins du marché, a également mis au point sa propre série de tableaux de paramètres. En raison de la concurrence féroce, il existe également une grande variété de développements et de spécifications de produits.
L'évolution des principaux paramètres techniques des machines à cisailler produites dans le pays et à l'étranger est décrite comme suit :
1. Épaisseur de la plaque cisaillable
Vers les années 1960, des cisailles capables de couper des tôles d'une épaisseur allant jusqu'à 60 mm ont été produites à l'étranger, et la Chine a également produit des cisailles d'une épaisseur de 50 mm.
Avec le développement de la science et de la technologie, le processus de découpe des plaques a également été amélioré en permanence. Ces dernières années, les machines de cisaillement capables de couper des épaisseurs allant jusqu'à 40 mm sont devenues rares. Compte tenu du taux d'utilisation et de l'économie de l'équipement, l'épaisseur de coupe maximale des machines de cisaillement produites par la plupart des pays est de 25 mm ou 32 mm.
2. Largeur de la plaque cisaillable
Avec le développement des poids lourds, des remorques, des grands autobus et des grands avions, la demande d'augmentation de la largeur de cisaillement ne cesse de croître. Des machines de cisaillement d'une largeur de coupe allant jusqu'à 9000 mm ou 10000 mm ont été produites à l'étranger. Les machines de cisaillement d'une largeur de coupe de 6000 mm sont relativement courantes.
3. Profondeur de la gorge
Avec l'amélioration continue de la qualité des produits, les exigences en matière de qualité de cisaillage et d'efficacité de la production de tôles augmentent également. Le processus de cisaillement de longues bandes sur des machines de cisaillement ne peut plus rivaliser avec d'autres technologies de coupe, de sorte que la méthode consistant à utiliser des machines de cisaillement à gorge profonde pour cisailler de longues bandes est rarement utilisée.
En outre, la profondeur de la gorge affecte considérablement le poids de la machine, de sorte qu'actuellement, les machines à cisailler produites dans le pays et à l'étranger ont tendance à adopter une profondeur de gorge plus petite, en particulier dans les machines à cisailler à grande échelle, c'est plus évident. Pour répondre aux exigences particulières des utilisateurs, dans la série, à l'exception de quelques spécifications qui ont une gorge élargie, une gorge peu profonde est généralement adoptée, et une gorge profonde est traitée par le biais de commandes spéciales.
4. Angle de cisaillement
Afin de réduire la flexion et la torsion de la tôle cisaillée, un angle de cisaillement plus faible est généralement adopté, ce qui peut augmenter quelque peu la force de cisaillement et avoir un impact sur la résistance et la rigidité des composants sollicités, mais améliore la qualité du cisaillement.
5. Nombre de coups
Le nombre de courses est directement lié à l'efficacité de la production. Avec le développement de la production, l'apparition de divers dispositifs de chargement et de déchargement exige que la machine ait un nombre de coups plus élevé. Pour les petites cisailles à transmission mécanique, ce nombre atteint généralement plus de 50 coups par minute. Les cisailles à transmission hydraulique prennent également en compte le système hydraulique et les aspects de contrôle pour leur permettre d'ajuster automatiquement et rapidement la longueur de la course en fonction de la largeur de la plaque cisaillée, afin d'augmenter le nombre de courses.
Étant donné que la production de tôles représente une part importante de la production d'acier de chaque pays et que de nombreux secteurs industriels utilisent des tôles, chaque pays industriellement développé compte de nombreuses usines qui produisent des cisailles selon leur propre série de normes de paramétrage.
Les principaux paramètres techniques de certaines machines de cisaillement à commande numérique sont présentés dans le tableau 2.
Tableau 2 Principaux paramètres techniques des machines de cisaillement à commande numérique
Nom
QS11K-4×2500
QS-11K-6×2500
QC12K-4×2500
QC12K-6×2500
QC12K-6×3200
Epaisseur de coupe/mm
4
6
4
6
6
Largeur de coupe/mm
2500
2500
2500
2500
3200
Angle de cisaillement
1°18′
1°30′
1°30′
1°30′
1°30′
Course de la butée arrière/mm
750
750
600
600
600
Fréquence de course/(fois/min)
60
60
22
22
17
Puissance du moteur principal/kW
5.5
7.5
5.5
7.5
7.5
Type de transmission
Type d'embrayage mécanique
Type de poutre oscillante hydraulique
Nombre d'axes CNC
1
Réglage de la butée arrière vitesse maximale/(m/min)
5
Précision du positionnement de l'ajustement de la butée arrière/mm
± 0.10
Dimensions de la machine/mm
Longues
3590
3670
3080
3130
3840
Largeur
3200
1830
1440
1530
1675
Hauteur
1560
1610
1550
1600
1620
Poids de la machine/t
5.5
6
4
5
6.6
Note : La résistance de la plaque cisaillée α b ≤450MPa.
III. Principe de fonctionnement et structure de la machine à cisailler
1. Principe de fonctionnement et analyse des performances de la machine à cisailler
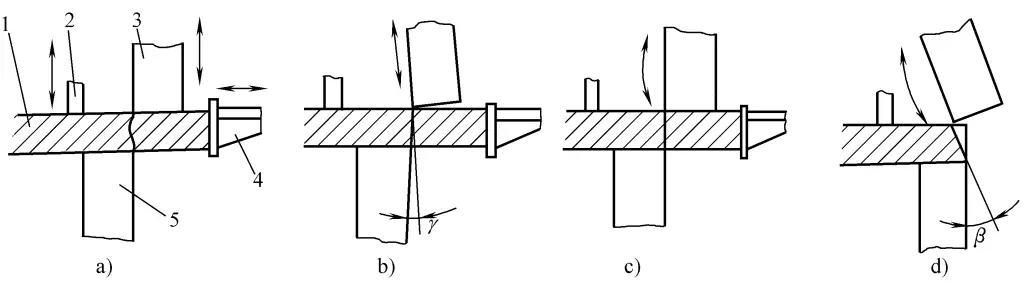
La machine à cisailler fonctionne en appliquant une force de cisaillement à des plaques métalliques de différentes épaisseurs à l'aide d'une lame supérieure mobile et d'une lame inférieure fixe, avec un écart raisonnable entre les lames, ce qui entraîne la rupture et la séparation des plaques selon les dimensions requises, comme le montre la figure 2.
Figure 2 Schéma du principe de cisaillement de la tôle
a) La lame supérieure se déplace de haut en bas dans le plan vertical b) La lame supérieure se déplace de haut en bas dans le plan avec un angle avant γ c), d) La lame supérieure pivote le long d'une surface en arc de cercle 1-Tôle métallique 2-Presseur 3-Lame supérieure 4-Crémaillère d'arrêt arrière 5-Lame inférieure
Afin d'améliorer la qualité du cisaillement et d'élargir la gamme des processus, la lame mobile de la machine à cisailler présente différentes formes de mouvement, décrites ci-dessous :
(1) La lame supérieure se déplace de haut en bas sur un plan vertical (type guillotine).
(2) La lame supérieure se déplace de haut en bas sur un plan incliné (type de lame supérieure inclinée vers l'avant).
(3) La lame supérieure pivote le long d'une surface en arc (type swing), capable de cisailler des bords droits ou de cisailler des bords droits et biseautés, c'est-à-dire de découper l'angle de biseau de soudage β, comme le montre la figure 2d.
La structure de la lame supérieure se déplaçant de haut en bas dans un plan vertical est plus couramment utilisée. Le mouvement d'inclinaison vers l'avant de la lame supérieure constitue une amélioration par rapport au mouvement dans le plan vertical, ce qui permet d'améliorer la qualité du cisaillement, et une lame à quatre arêtes peut être utilisée pour augmenter la durée de vie de la lame. L'angle d'inclinaison vers l'avant γ est généralement compris entre 1° et 2,5°, les angles supérieurs à 3° étant moins courants.
Le principal système d'entraînement de la machine à cisailler comprend la transmission mécanique, la transmission hydraulique et la transmission pneumatique, la transmission hydraulique étant plus couramment utilisée. Les fabricants nationaux et étrangers continuent de produire des machines à cisailler à transmission mécanique de petite taille pour des raisons telles que la fréquence de course plus élevée, la simplicité de l'entretien et la facilité à maîtriser le fonctionnement de la machine.
Dans les machines à cisailler à transmission mécanique, la transmission à engrenage cylindrique est plus couramment utilisée, avec des types de transmission supérieure et de transmission inférieure. Dans le type de transmission supérieure, comme le montre la figure 3, le moteur 5 entraîne l'arbre du volant d'inertie par l'intermédiaire de la courroie trapézoïdale 6, puis de l'embrayage 7, et le système de réduction des vitesses 4 entraîne l'arbre excentrique, qui, par l'intermédiaire de la bielle, entraîne le montant supérieur de l'outil 2, lui faisant effectuer un mouvement de va-et-vient de haut en bas, afin d'effectuer le travail de cisaillement.
Figure 3 Schéma de la machine à cisailler à transmission mécanique supérieure
1-Appuyer sur la poutre 2-Poste à outils supérieur 3. Réservoir de pression Système de réduction à 4 vitesses 5-Moteur électrique Courroie 6-V 7 embrayages 8-Frein 9-Pied presseur 10-établi 11-Corps de la machine
La came située à l'extrémité gauche de l'arbre excentrique entraîne le plongeur dans le réservoir d'huile sous pression 3, envoyant l'huile sous pression au pied presseur 9, serrant le matériau de la plaque avant le cisaillement. Au retour, le pied presseur est rétracté par la tension du ressort.
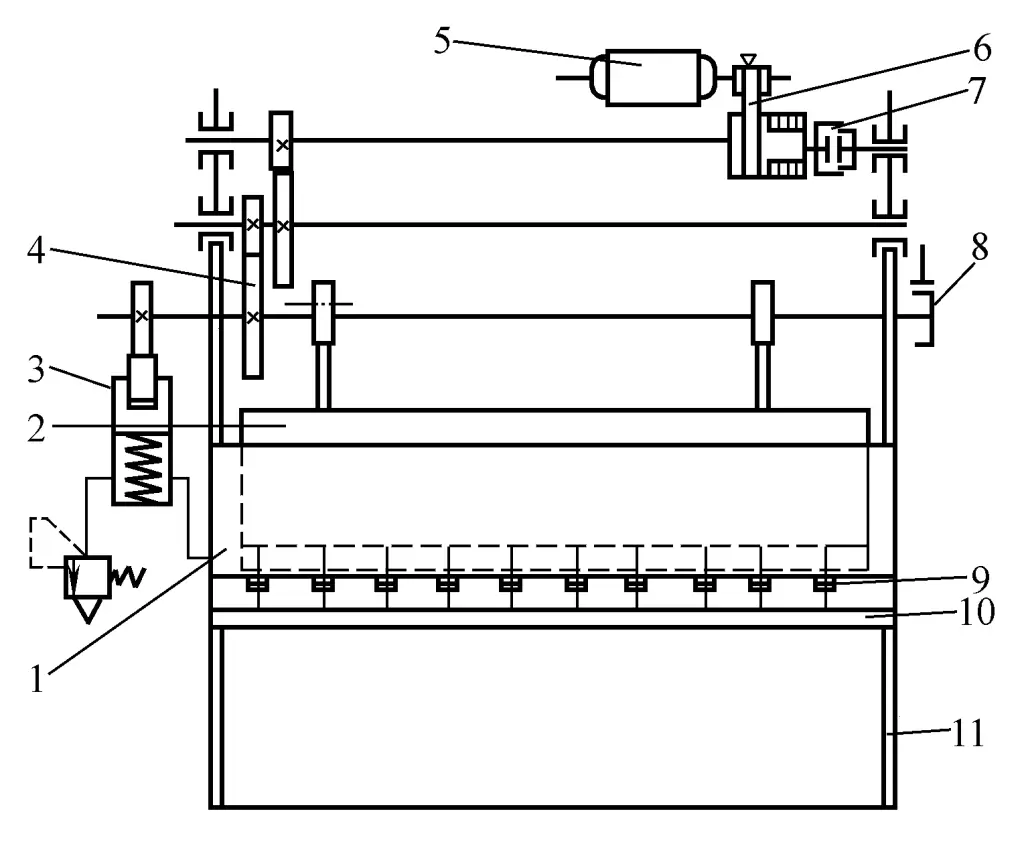
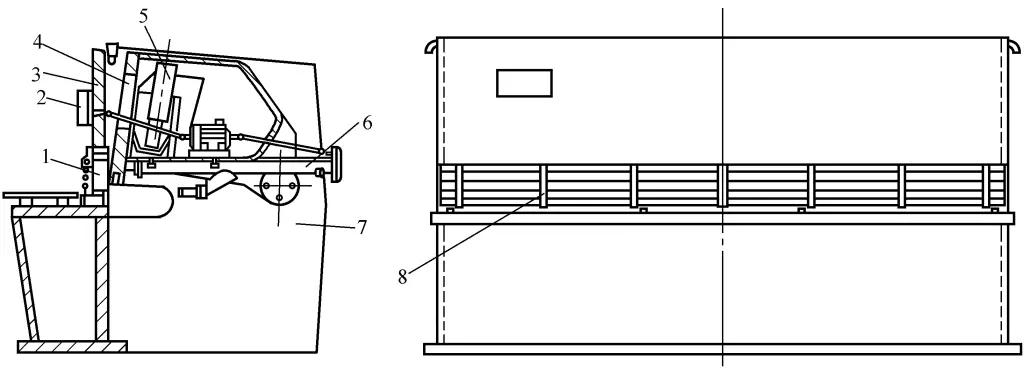
La machine à cisailler à entraînement mécanique vers le bas, comme le montre la figure 4, a une structure compacte, une faible hauteur du corps de la machine, un centre de gravité bas, une meilleure stabilité, des pièces de plus petite taille, et est relativement facile à fabriquer et à installer. Elle est généralement utilisée sur les petites machines de cisaillement dont l'épaisseur de la plaque est inférieure à 6 mm, et moins sur les spécifications plus importantes.
Figure 4 Schéma de la machine à cisailler mécanique à entraînement par le bas
1-Réservoir d'huile de serrage 2-Arbre excentrique 3-Pied de serrage 4-Faisceau de serrage 5-Porte-outils supérieur 6-Porte-outils inférieur Système de transmission à 7 vitesses 8-Frein 9 embrayages 10-coupleurs 11-Roues volantes 12-Moteur 13-Tige de connexion 14-Corps
Dans la machine à cisailler à transmission mécanique, l'entraînement par vis sans fin est également utilisé, comme le montre la figure 5. Le moteur entraîne l'arbre du volant d'inertie par l'intermédiaire d'une courroie trapézoïdale, l'arbre du volant d'inertie est équipé d'une vis sans fin qui entraîne la roue à vis sans fin, la roue à vis sans fin entraîne la rotation de l'arbre excentrique, puis entraîne le montant supérieur de l'outil à se déplacer de haut en bas par l'intermédiaire de la bielle afin d'effectuer le travail de cisaillement. Une came et un cylindre hydraulique de serrage sont installés à l'extrémité gauche de l'arbre excentrique. Le rapport de transmission de l'engrenage à vis sans fin est important, il fonctionne en douceur, avec moins de bruit, mais avec une efficacité moindre, il est encore utilisé dans les machines de cisaillement de taille moyenne et petite.
Figure 5 Schéma de la machine à cisailler avec entraînement par vis sans fin
1-Poutre de serrage 2-Poste à outils supérieur 3-Réservoir d'huile de serrage 4-Cam 5-Arbre excentrique Entraînement par courroie 6 V 7- Entraînement par vis sans fin 8-Moteur électrique 9-Pied presseur 10-Poste de travail inférieur 11-Frein 12 embrayages
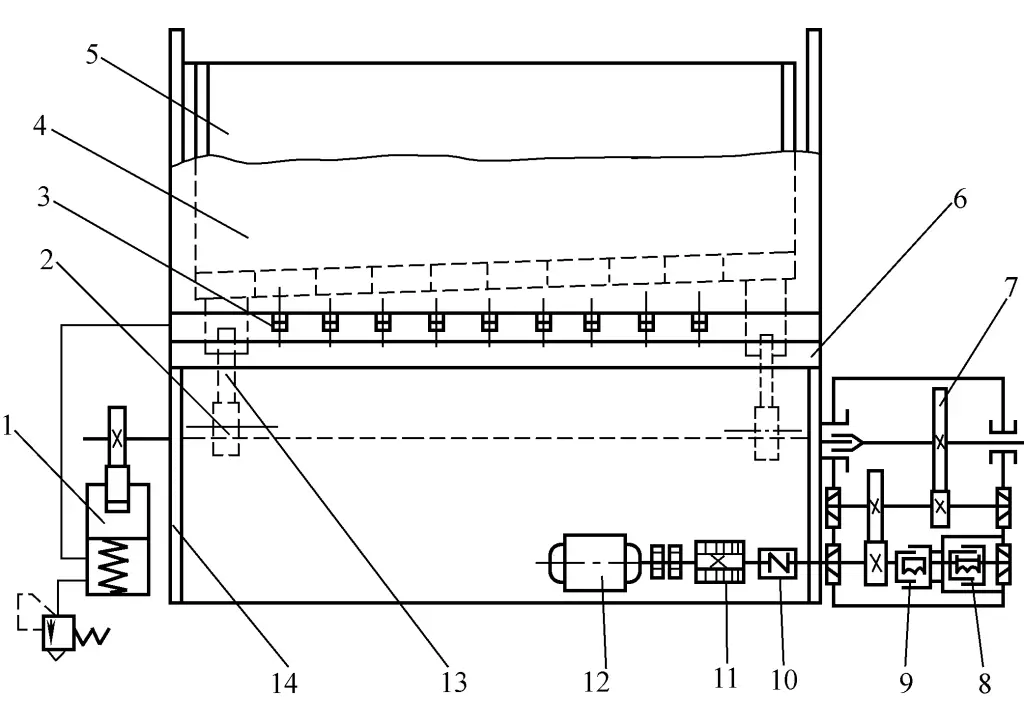
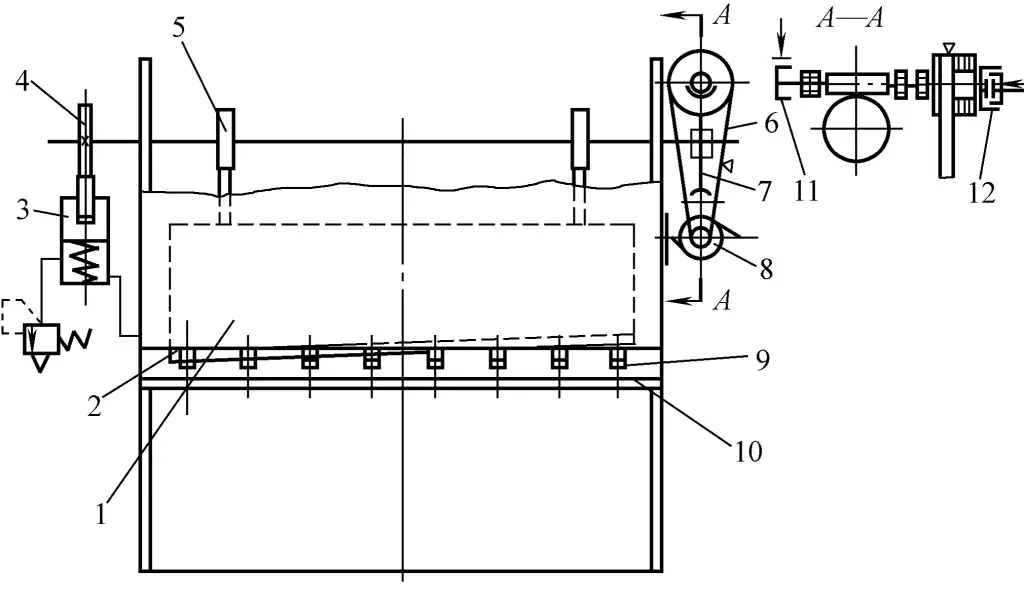
La production de machines à cisailler à transmission hydraulique est en augmentation, avec la structure illustrée à la figure 6. Les principales caractéristiques sont les suivantes : la force de cisaillement reste constante tout au long de la course, le travail est sûr, le degré de généralisation est élevé, le poids est plus faible, il n'est pas nécessaire de fabriquer de grands composants de transmission, il est facile d'ajuster certaines valeurs de paramètres et de réaliser l'automatisation, mais le nombre de courses est plus faible et les défauts ne sont pas aussi faciles à détecter et à éliminer que dans le cas des machines à cisailler à transmission mécanique.
Figure 6 Schéma de la structure de la machine à cisailler les poutres oscillantes à transmission hydraulique
1-Pied de fixation 2-Compteur d'arrière-plan 3-Faisceau de retenue 4. Cadre supérieur du couteau pivotant 5-Cylindre hydraulique principal Jauge arrière 6 Corps de 7 machines 8-Couverture de sécurité
Dans les machines de cisaillement à transmission hydraulique et mécanique, on a assisté au développement de machines de cisaillement à poutre oscillante dans lesquelles le cadre supérieur du couteau se déplace le long d'une surface en arc de cercle. Les machines de cisaillement à faisceau oscillant éliminent le mécanisme de guidage inhérent aux machines de cisaillement à guillotine, ce qui permet d'économiser le traitement et l'entretien de la surface de guidage.
Le réglage de l'écart entre les lames s'effectue à l'aide de l'arbre excentrique situé au point de pivot du porte-outil, dont la structure est simple et le réglage aisé. Le mouvement synchrone des deux extrémités du porte-outil supérieur peut être obtenu grâce à la forte rigidité du porte-outil lui-même, ce qui élimine le dispositif de contrôle correspondant dans le système hydraulique. Comme la lame supérieure de la machine de cisaillement à poutre oscillante se déplace le long d'une surface en arc, l'arête de coupe peut automatiquement quitter le bord de la plaque pendant le cisaillement, ce qui réduit l'usure de la lame.
2. Structure de la machine à cisailler
Les machines à cisailler ordinaires sont généralement constituées d'un corps, d'un dispositif de transmission, d'un porte-outil, d'un presseur, d'une crémaillère de butée arrière, d'une crémaillère de butée avant, d'un équilibreur, d'un dispositif de support du matériau, d'un dispositif de réglage de l'écartement des lames, d'un dispositif d'alignement de la lumière, d'un dispositif de lubrification, d'un dispositif de commande électrique et d'autres composants, dont les principaux sont structurés comme suit :
(1) Corps
Le corps se compose généralement des colonnes gauche et droite, de l'établi et de la traverse. Pour les cisailles anciennes, le corps est principalement constitué de pièces en fonte, fixées par des boulons et des goupilles, combinant l'établi, la poutre transversale et les colonnes gauche et droite. Ce type de corps à structure composite est plus lourd, moins rigide et nécessite davantage d'usinage sur les surfaces d'articulation, de sorte que l'utilisation de pièces en fonte a progressivement diminué.
Avec les progrès de la technologie de traitement, l'utilisation de structures soudées en plaques d'acier intégral pour les machines de cisaillement de petite et moyenne taille s'est accrue. Les corps soudés sont plus légers, ont une bonne rigidité et sont esthétiquement agréables, ce qui explique leur utilisation plus fréquente. Pour les grandes cisailles, en raison de leurs dimensions extérieures importantes, une structure soudée combinée est plus couramment utilisée pour faciliter le traitement.
(2) Porte-outils
Le porte-outil est un élément important de la machine à cisailler. Les petites machines à cisailler anciennes utilisent principalement des pièces en fonte pour le porte-outil, tandis que les grandes machines utilisent des pièces en acier moulé. Ces dernières années, l'utilisation de structures soudées en plaques d'acier s'est accrue.
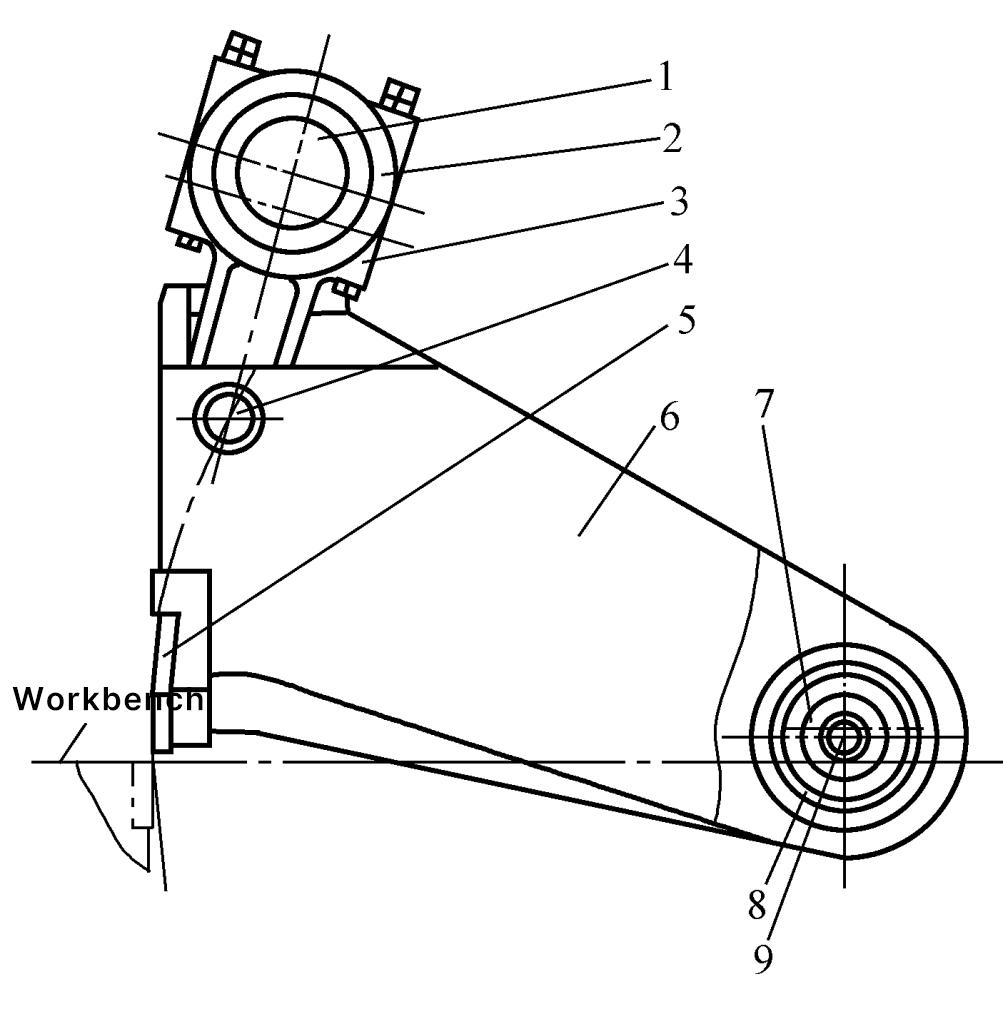
La figure 7 montre la structure du porte-outil de la machine à cisailler de type Q12-6.3×2500. Une extrémité du porte-outil 6 est articulée au corps par le manchon excentrique 7 et l'arbre fixe 9, et l'autre extrémité est entraînée par le vilebrequin 1 et la bielle 3. Lorsque le vilebrequin tourne, le coulisseau pivote autour du point d'articulation pour réaliser l'action de cisaillement. La lame supérieure 5 est fixée sur le siège de la lame en forme d'arc, ce qui assure un espace régulier entre elle et la lame inférieure.
Figure 7 Schéma de structure du support de la machine-outil de cisaillement de type Q12-6.3 ×2500
1-Vannes 2-Capuchon de la tige de connexion 3-Tige de connexion 4 broches 5-Lame supérieure 6 Porte-outils 7-Manchon excentrique 8-palier 9- Arbre fixe
(3) Système de transmission
Les systèmes de transmission des machines à cisailler comprennent généralement des systèmes de transmission mécanique et des systèmes de transmission hydraulique.
Les systèmes de transmission mécanique courants comprennent la transmission par engrenages et la transmission par paires d'engrenages à vis sans fin, comme le montrent les figures 3 et 5, c'est-à-dire une courroie trapézoïdale de premier niveau, une transmission par engrenages de deuxième niveau et une courroie trapézoïdale de premier niveau, une transmission par paires d'engrenages à vis sans fin de premier niveau. Il existe également des transmissions par engrenages à deux niveaux ou une courroie trapézoïdale de premier niveau, une transmission par engrenages de premier niveau.
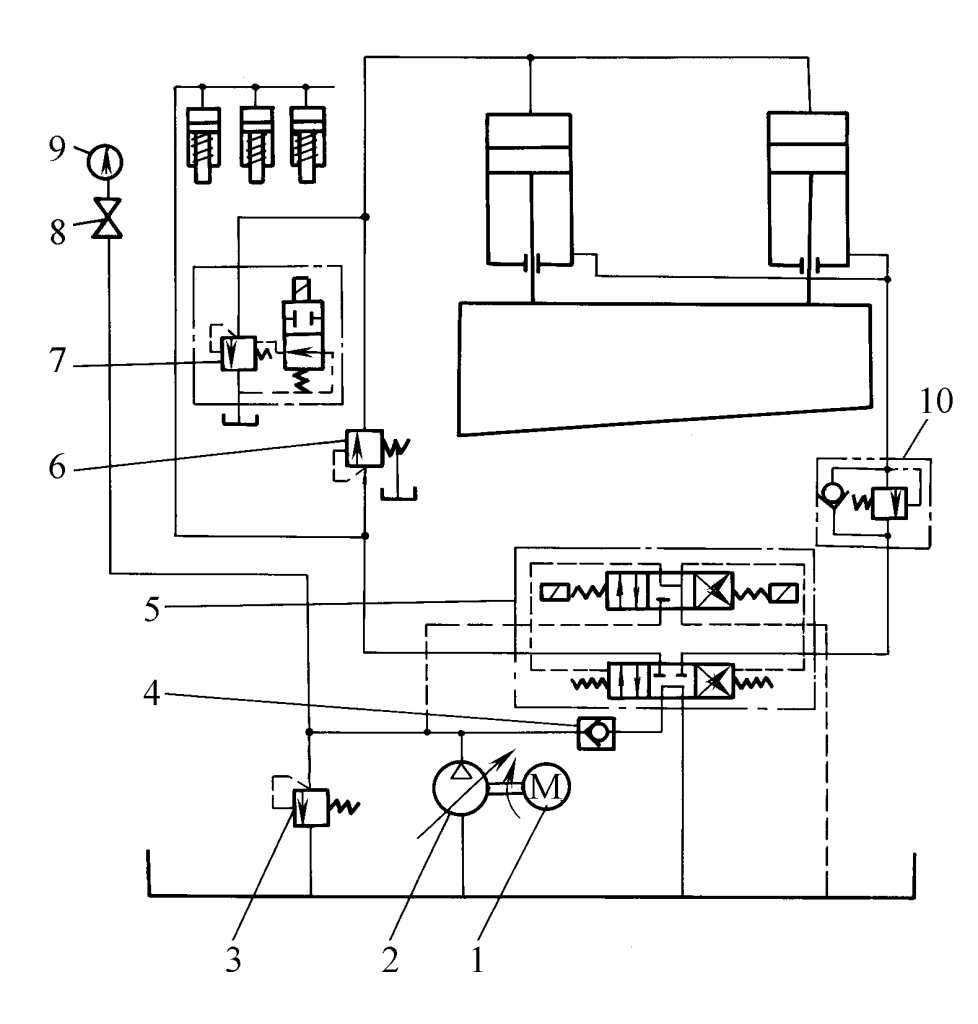
La figure 8 montre le schéma hydraulique d'une machine à cisailler les poutres oscillantes de 32×4000 mm avec une connexion parallèle à deux cylindres. Après le démarrage du moteur électrique 1, la pompe à piston 2 produit de l'huile hydraulique, une voie s'écoule vers la soupape de décharge 3, le manomètre 9, et l'autre voie retourne au réservoir à travers le clapet anti-retour 4 et le distributeur électro-hydraulique 5. Lorsque l'électrovanne située à l'extrémité gauche du distributeur électro-hydraulique est alimentée, l'huile hydraulique du circuit de commande pousse le noyau du distributeur hydraulique à se déplacer vers la droite, et l'huile hydraulique du circuit principal entre dans le cylindre hydraulique de serrage, serrant le matériau de la plaque.
Figure 8 Schéma hydraulique de la connexion parallèle à deux cylindres
1 - Moteur électrique 2 - Pompe à piston axial 3 - Soupape de décharge 4 - Clapet anti-retour 5 - Valve directionnelle électro-hydraulique 6 - Vanne séquentielle à commande directe 7 - Soupape de décharge électromagnétique 8 - Interrupteur manométrique 9 - Manomètre 10 - Valve d'équilibrage à contrôle direct
Lorsqu'une certaine pression est atteinte, la vanne de séquence à commande directe 6 s'ouvre, l'électrovanne 7 est alimentée et l'huile hydraulique pénètre dans la chambre supérieure des vérins hydrauliques gauche et droit, ce qui entraîne le déplacement vers le bas de l'outil et le cisaillement de la plaque. Lorsque l'huile dans la chambre inférieure atteint une certaine pression, elle retourne dans le réservoir par la vanne d'équilibrage à commande directe 10 et la vanne hydraulique.
Une fois le cisaillement terminé, l'extrémité gauche de l'électrovanne est mise hors tension et l'extrémité droite est mise sous tension, contrôlant l'huile hydraulique pour pousser le noyau de la vanne hydraulique vers la gauche, l'huile du circuit principal pénètre dans la chambre inférieure du cylindre hydraulique à travers le clapet de non-retour situé à l'intérieur de la vanne d'équilibrage à commande directe, l'électrovanne 7 est mise hors tension, l'huile de la chambre supérieure et l'huile du cylindre de pressurisation retournent dans le réservoir, le montant de l'outil se déplace vers le haut et le pied presseur se déplace également vers le haut sous la tension du ressort, revenant ainsi à sa position initiale. L'extrémité droite de l'électrovanne est mise hors tension, le chemin de l'huile de commande est bloqué, le noyau de la vanne hydraulique se réinitialise et le cycle de cisaillement suivant commence.
(4) Presseur
Devant la lame de la machine à cisailler se trouve un presseur qui maintient la plaque toujours appuyée sur la surface de la table de travail pendant toute la durée du processus de cisaillement. processus de cisaillement. La force de pression générée par le presseur doit pouvoir surmonter le couple de rotation causé par la force de cisaillement sur le matériau de la plaque, en maintenant l'équilibre entre les différentes forces agissant sur le matériau de la plaque pendant le processus de cisaillement, afin d'éviter le déplacement ou le retournement du matériau de la plaque pendant le cisaillement. Par conséquent, le presseur est également un élément porteur important.
Les presseurs des machines à cisailler sont à transmission mécanique, hydraulique, pneumatique, à aspiration électromagnétique, etc. Dans les machines à cisailler de petite taille, ces formes structurelles sont toutes adoptées, la transmission mécanique et la transmission hydraulique étant les plus utilisées. Ces dernières années, en raison des exigences accrues en matière de précision de cisaillement, la force de pression sélectionnée a également eu tendance à augmenter, et l'utilisation de presseurs à transmission hydraulique est devenue de plus en plus courante.
N'oubliez pas que le partage, c'est l'entraide ! : )
Vous êtes curieux de connaître les principaux acteurs de l'industrie des cisailles hydrauliques ? Cet article met en lumière les principaux fabricants tels que AMADA, Accurpress,...
Qu'est-ce qui rend les machines à travailler le fer indispensables dans l'industrie métallurgique ? Ces machines polyvalentes peuvent cisailler, poinçonner et entailler une variété de profils métalliques,...
La technologie de la découpe laser évolue rapidement, les meilleurs fabricants repoussant les limites pour améliorer la précision et l'efficacité. Des entreprises comme Trumpf, Bystronic,...
Qu'est-ce qui permet à un gratte-ciel de rester debout et au châssis d'une voiture de rester intact ? Ce sont les diverses méthodes d'assemblage des pièces métalliques....