L'essentiel de la découpe laser : Guide des paramètres optimaux
Dernière mise à jour :
28 juin 2024
Partagez vos appréciations :
Table des matières
Les principaux paramètres pour découpe au laser Il s'agit notamment de la puissance et de la vitesse de la découpe laser, de la longueur focale de l'objectif et de la position du point focal, de la forme de la buse et de la distance entre la buse et la surface de la pièce, ainsi que du type et de la pression du gaz d'assistance.
La vitesse de coupe est un paramètre crucial pour la découpe. Pendant la découpe, la vitesse de coupe doit être déterminée en fonction de la puissance du laser, de la pression du gaz et de l'épaisseur de la pièce. Elle augmente avec la puissance du laser et la pression du gaz, et diminue avec l'épaisseur de la pièce. Par exemple, lors de la découpe d'une plaque d'acier au carbone de 6 mm, la vitesse de découpe est de 2,5 m/min, tandis que pour une plaque d'acier au carbone de 12 mm, la vitesse de découpe est de 0,8 m/min.
Longueur focale de l'objectif et position du point focal (défocalisation)
Une longueur focale de lentille plus petite entraîne une densité de puissance plus élevée mais une mise au point moins profonde, ce qui convient à la découpe à grande vitesse de matériaux minces. Inversement, une longueur focale de lentille plus grande entraîne une densité de puissance plus faible mais une focalisation plus profonde, ce qui convient à la découpe lente de matériaux épais.
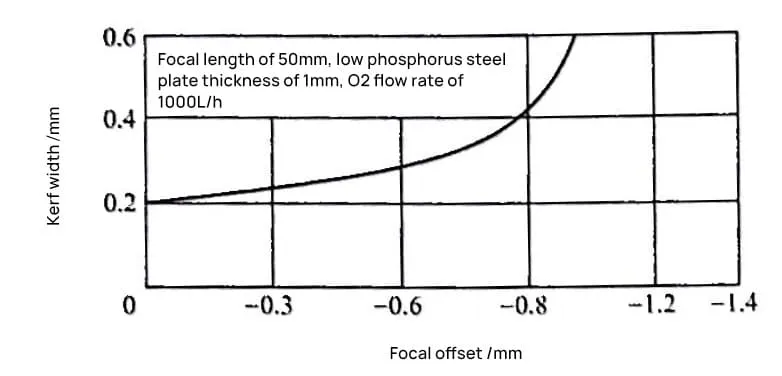
L'impact de la défocalisation sur la largeur de la coupe est illustré à la figure 5-3. En général, le point focal est choisi pour être situé à environ 1/3 de l'épaisseur de la plaque sous la surface de la pièce, ce qui permet de minimiser la largeur de la coupe.
Figure 5-3 : L'impact de la quantité de défocus sur la largeur de la coupe.
Forme de la buse et distance buse-pièce
(1) Choix de la forme de la buse
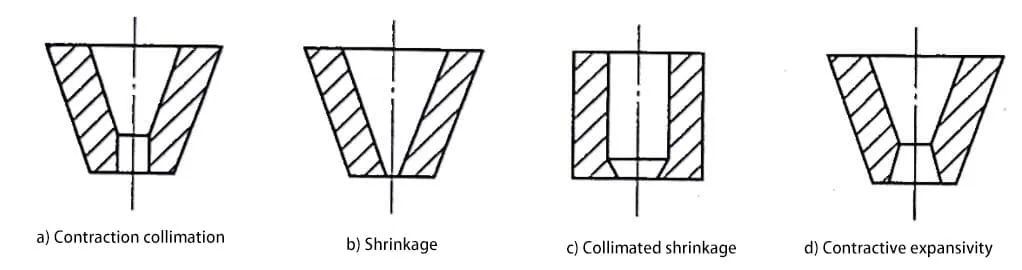
La forme et la taille de la buse sont des paramètres cruciaux qui influencent la qualité et l'efficacité de la production. découpe au laser. Les différentes méthodes de découpe requièrent différentes formes de buses. Les formes courantes des buses de découpe laser de l'oxygène sont illustrées à la figure 5-4.
Figure 5-4 : Formes courantes des buses utilisées pour l'oxycoupage au laser
(2) Distance entre la buse et la pièce à usiner
Lorsque la buse est trop proche de la surface de la pièce, cela affecte la capacité à évacuer les éclaboussures de laitier fondu. En revanche, si la buse est trop éloignée de la surface de la pièce, elle peut entraîner une perte d'énergie inutile. Pour garantir la stabilité de la coupe, la distance entre l'extrémité de la buse et la surface de la pièce est généralement comprise entre 0,5 et 2 mm.
Types et pression du gaz d'assistance
Lors de l'utilisation de l'oxygène comme gaz d'assistance pour le découpage de l'acier à faible teneur en carbone, les réactions d'oxydation intenses génèrent une grande quantité de chaleur, augmentant la vitesse et l'épaisseur du découpage et produisant des coupes sans scories. Pour les coupe de l'acier inoxydableUn mélange d'oxygène et d'azote est souvent utilisé, ce qui permet d'obtenir une meilleure qualité de coupe que si l'on utilise uniquement de l'oxygène.
L'augmentation de la pression du gaz améliore la capacité d'élimination du laitier et peut conduire à des vitesses de coupe plus élevées. Toutefois, une pression excessive peut entraîner des surfaces de coupe rugueuses. Voir le tableau 5-1 pour les principaux paramètres et caractéristiques de la découpe au laser.
Tableau 5-1 : Principaux paramètres et caractéristiques de la découpe laser
Matériaux de la pièce
Epaisseur de la pièce (mm)
Puissance du laser (W)
Vitesse de coupe (cm/min)
Gaz de coupe
Caractéristiques et applications
99% céramique d'alumine
0.7
8
30
—
Fracture contrôlée
Quartz cristallin
0.81
3
60
—
Feuille de ferrite
0.2
2.5
114
—
Saphir
1.2
12
7
—
Tube en quartz
-
500
400 pièces par heure
—
Économie de matériau et coupe de haute qualité lors de la coupe de tubes en quartz, convient à la fabrication de tubes de lampes halogènes
Tissu
-
20~250
500~300
Air
Économie de matériau, coupe de haute qualité, haute efficacité, bords autobloquants lors de la coupe de tissus, convient à la fabrication de rubans de machines à écrire, de surfaces de parapluies, de vêtements, etc.
Tube en verre
12.7
20000
460
Air
Coupe de tubes de verre de haute qualité sans usure de l'outil
Chêne
16
300
28
Air
Coupe de bois de haute qualité, arêtes de coupe nettes, économie de matériau, convient à la fabrication de meubles.
Pin
50
200
12.5
Air
Panneau de résine époxy au bore
8.1
15000
165
Air
Efficacité élevée lors de la découpe des plaques de résine époxy au bore, pas d'usure de l'outil, convient à la fabrication de composants aéronautiques.
Acier à faible teneur en carbone
1.5 3 1.0 6.0 16.25 35
300 300 1000 1000 4000 4000
300 200 900 100 114 50
Oxygène
Découpe de haute qualité, économie de main-d'œuvre et de matériaux, peut remplacer le fraisage, le poinçonnage et la découpe à l'emporte-pièce. cisaillementLes produits de ce type sont utilisés dans la fabrication de tableaux de bord, d'échangeurs de chaleur et de pièces automobiles.
30CrMnSi
1.5 3.0 6.0
500 500 500
200 120 50
Oxygène
Peut remplacer le fraisage, le poinçonnage et le cisaillement, efficacité de coupe élevée, coupe de haute qualité, utilisé dans la fabrication de composants aéronautiques, pas de déformation de la coupe, économie de matériel et de main-d'œuvre, utilisé dans la fabrication de composants aéronautiques, de rotors d'hélicoptères, etc.
Acier inoxydable
0.5 2.0 3.175 1.0 1.57 6.0 4.8 6.3 12
250 250 500 1000 1000 1000 2000 2000 2000
450 25 180 800 456 80 400 150 40
Oxygène
Pas de déformation de la coupe, économie de matériel et de main-d'œuvre, utilisé dans la fabrication de composants d'avions, de rotors d'hélicoptères, etc.
Alliage de titane
3.0 8.0 10.0 40.0
250 250 250 250
1300 300 280 50
Oxygène
Vitesse de coupe rapide, coupe de haute qualité, peut remplacer le fraisage, le meulage et la gravure chimique, économie de main-d'œuvre, grande efficacité de coupe, utilisé dans la fabrication de composants aéronautiques.
Panneau alvéolaire en aluminium revêtu de titane
30
350
500
Oxygène
Pas de déformation de la coupe, pas d'endommagement de la surface de la pièce, vitesse de coupe rapide, utilisée dans la fabrication de composants aérospatiaux.
Plaque d'acier revêtue sur les deux faces
0.5~2.0
350
300
Oxygène
Économie de main-d'œuvre et de matériel, n'endommage pas les revêtements de surface lors de la coupe, utilisé dans la fabrication de climatiseurs
N'oubliez pas que le partage, c'est l'entraide ! : )
Comment les fabricants peuvent-ils obtenir une découpe laser CO2 précise et efficace pour différents matériaux ? Cet article explore la relation entre le laser...
Vous êtes-vous déjà demandé comment des dessins complexes sur des métaux et d'autres matériaux sont réalisés avec la précision du laser ? Ce guide démystifie la découpe au laser...
Qu'est-ce qui fait qu'une découpe laser est parfaite et qu'une autre est pleine d'imperfections ? Dans cet article, nous explorons quatre facteurs critiques qui influencent...
La table de découpe laser Raycus révolutionne l'industrie grâce à ses puissantes options de 3000W à 8000W. Cet article explore comment les différentes...
Curieux de connaître le coût réel de la découpe laser ? Cet article analyse les dépenses, y compris la consommation d'énergie, l'entretien et les matériaux...